Результат интеллектуальной деятельности: СПОСОБ СБОРКИ МИКРОЭЛЕКТРОМЕХАНИЧЕСКИХ УСТРОЙСТВ
Вид РИД
Изобретение
Предлагаемое изобретение относится к области микроэлектроники, а именно к способам сборки микроэлектромеханических устройств и систем (МЭМС) на основе пьезоэлектрического кварца.
В данной области техники существует проблема надежности функционирования МЭМС, вызванная ограничением величины внешних (ударных, энергетических и иных) воздействующих факторов.
В качестве базовых способов сборки МЭМС используются технологические приемы микроэлектроники, основанные на электрических соединениях методами микросварки или пайки.
Известен в качестве прототипа способ сборки гибридных микросборок, включающий монтаж кристаллов, являющийся первичным преобразователем (ПП) на плату гибридной микросборки, служащей вторичным преобразователем (ВП), при этом перед монтажом на контактных площадках (КП) кристаллов (ПП) сформированы методом термокомпрессионной сварки объемные (булавообразные) выводы (ОВ), припаиваемые на предварительно облуженные КП гибридной микросборки (ВП) (а.с. №1496565, МПК H01L 21/50, публ. 08.10.1987 г.).
К недостаткам известного способа относятся недостаточно высокая теплопроводность сборки, наличие паяных соединений, которые подвержены деструкции при внешних высокоэнергетических воздействиях, в которых эксплуатируются МЭМС, ограничение ремонтоспособности сборок, невысокий уровень интеграции элементов МЭМС, ограниченный свойствами паяных соединений.
Задачей авторов изобретения является разработка способа сборки МЭМС, обеспечивающего высокую надежность функционирования МЭМС в условиях высоких комплексных внешних воздействий.
Технический результат изобретения заключается в повышении надежности функционирования МЭМС за счет гарантированного монтажа, основанного на надежном электрическом соединении всех КП элементов МЭМС на основе пьезоэлектрического кварца и в повышении ремонтоспособности МЭМС.
Указанная задача и новый технический результат обеспечиваются тем, что в известном способе сборки МЭМС, включающем выполнение на контактных площадках первичного преобразователя (ПП) кристаллического типа объемных токовыводов (ОВ) методом термозвуковой микросварки с последующей установкой ПП на плату вторичного преобразователя МЭМС, согласно предлагаемому изобретению предварительно осуществляют высокотемпературную сборку ПП, состоящего из чувствительного элемента ЧЭ и других функциональных элементов МЭМС на основе пьезоэлектрического кварца, которую проводят при температуре не более 500°C, после чего к объемным токовыводам (ОВ), выполненным на контактных площадках, изготовленных из чередующихся слоев Cr - Au толщиной не более 0,4 мкм, приваривают токовыводы в виде проволоки из золота методом контактной сварки, затем полученный указанным образом ПП присоединяют сформированными токовыводами в виде проволоки методом контактной сварки к контактным площадкам вторичного преобразователя (ВП) МЭМС.
Предлагаемый способ сборки МЭМС заключается в следующем.
На фиг.1 изображен вид КП устройства ПП со сформированной системой ОВ, где 1 - объемные выводы сферической формы.
На фиг 2 изображен общий вид сборки МЭМС, где 1 - первичный преобразователь (ПП); 2 - вторичный преобразователь (ВП); 3 - контактная площадка (КП) чувствительного элемента (ЧЭ) ПП; 4 - объемные выводы (ОВ) сферической формы; 5 - проволочные токовыводы из золота; 6 - контактная площадка (КП) ВП.
Перед сборкой МЭМС на КП изготовленного кварцевого ЧЭ ПП, имеющего заданную конструкцию и топологию с напыленными чередующимися металлическими слоями Cr - Au толщиной не более 0,4 мкм, формируют ОВ из золотой проволоки.
Проволока, выходящая из капилляра установки ультразвуковой сварки, расплавляется при помощи электрического разряда до получения шарика, который приваривается к КП кварцевого ПП. Проволока отрывается у основания ОВ. В результате на КП получается золотой ОВ сферической формы.
ЧЭ со сформированной системой токовыводов сферической формы собирают в ПП в условиях высокотемпературной обработки при температуре около 500°C. Данная операция приводит к изменению состава КП, а именно после сборки в составе КП ПП происходит увеличение относительного массового содержания кислорода в составе пленки золота, диффузия хрома в пленку золота, которые приводят к ухудшению или полному отсутствию сварки проволочных токовыводов на КП ПП. Чтобы избежать проявления указанных негативных факторов и предусмотрено формирование ОВ до процесса сборки измерительного блока ПП.
После высокотемпературной сборки, в зонах КП (фиг.2, позиция 3), к сформированным сферическим ОВ (фиг.2, позиция 4) осуществляют контактную сварку проволочными токовыводами из золота (фиг.2, позиция 5). Собранный таким блок ПП присоединяют приваренными проволочными токовыводами методом контактной сварки к КП ВП (фиг.2, позиция 6).
Последовательность операций при сборке МЭМС по предлагаемому способу следующая:
1. Химическая обработка кварцевого ПП.
2. Формирование ОВ сферической формы из золота методом термозвуковой сварки на КП кварцевого ЧЭ ПП.
3. Сборка ПП при температуре 500°C.
4. Контактная сварка проволочных токовыводов из золота к сформированным ОВ.
5. Соединение контактной сваркой проволочных токовыводов из золота с КП ВП.
Формирование ОВ до сборки блока ПП позволяет локально, избирательно, с высокой адгезионной прочностью в нужной точке на КП ПП увеличить толщину золота, не изменяя электрических параметров ПП, и минимизировать увеличение относительного массового содержания Wt% кислорода и диффузию хрома в пленку золота, которые приводят к снижению надежности сварного соединения ПП с ВП в составе МЭМС.
Таким образом, использование предлагаемого способа позволяет повысить надежность функционирования МЭМС за счет обеспечения гарантированного соединения всех контактных площадок элементов МЭМС из-за замены традиционной пайки методами микросварки и обеспечить повышение их ремонтоспособности и высокий уровень интеграции элементов МЭМС.
Пример 1. На партии ЧЭ 1111 в количестве 6 шт. было проведено 60 сварных соединений (по 10 сварных соединений на каждом) на установке ультразвуковой сварки УС.ИММ-5. Процесс сварки начинается с формирования шарика из золотой проволоки марки кр.Зл.99,99-0,04Т. Золотая проволока направляется в область сварки вертикально через сварочный инструмент для осуществления метода термозвуковой микросварки. Конец проволоки (ось вывода перпендикулярна плоскости КП) предварительно оплавляется с помощью электроискрового генератора, образуя шар. Затем сварочный инструмент опускается на поверхность КП ЧЭ ПП. Шар под давлением деформируется и принимает форму полусферы. При этом нижняя поверхность шара образовывает сварное соединение с материалом КП ПП. Относительная деформация шара при образовании качественных соединений составляет 50-60%. Тепло в зону сварки подводят путем нагрева рабочего инструмента до заданной температуры (порядка 100-120°C), что экспериментально показано для улучшения качества сварки.
Для формирования ОВ сферической формы значения параметров термозвуковой сварки устанавливают таким образом, что после формирования ОВ и выполнения процесса сварки отрыв проволоки произошел в заданном месте (в зоне соединения шара с проволокой). Диаметр сформированного ОВ составляет 2-3 диаметра золотой проволоки. На каждой КП ЧЭ формируют необходимое для соединения с имеющимся количеством элементов МЭМС (в данном случае -5) ОВ. Проводится сборка ПП, состоящая из ЧЭ и функциональных или конструктивных элементов на основе пьезоэлектрического кварца при температуре 500°C.
На ОВ привариваются токовыводы из золотой проволоки кр.Зл.99,99-0,04Т контактной сваркой. Режимы сварки подбираются, исходя из условий получения максимальной прочности сварных соединений. Токовыводы из золотой проволоки привариваются контактной сваркой к КП ВП. Этот способ сборки обеспечивает возможность в случае необходимости замены вышедшего из строя ПП, произвести ремонт МЭМС путем отрыва токовыводов от ПП и его замены без повреждения МЭМС, что не предусмотрено в прототипе.
Применение данного способа сборки повысило надежность функционирования МЭМС за счет гарантированного монтажа, основанного на надежном электрическом соединении ГШ на основе пьезоэлектрического кварца, собранного из функциональных элементов при температуре не более 500°С с ВП методами микросварки, и повысило ремонтоспособность МЭМС.
Способ сборки микроэлектромеханических устройств (МЭМС), включающий выполнение на контактных площадках первичного преобразователя (ПП) кристаллического типа объемных токовыводов (ОВ) методом термозвуковой микросварки с последующей установкой ПП на плату вторичного преобразователя МЭМС, отличающийся тем, что предварительно осуществляют высокотемпературную сборку ПП, состоящего из чувствительного элемента (ЧЭ) и других функциональных элементов МЭМС на основе пьезоэлектрического кварца, которую проводят при температуре не более 500°C, после чего к объемным токовыводам (ОВ), выполненным на контактных площадках, изготовленных из чередующихся слоев Cr - Au толщиной не более 0,4 мкм, приваривают токовыводы в виде проволоки из золота методом контактной сварки, затем полученный указанным образом ПП присоединяют сформированными токовыводами в виде проволоки методом контактной сварки к контактным площадкам вторичного преобразователя (ВП) МЭМС.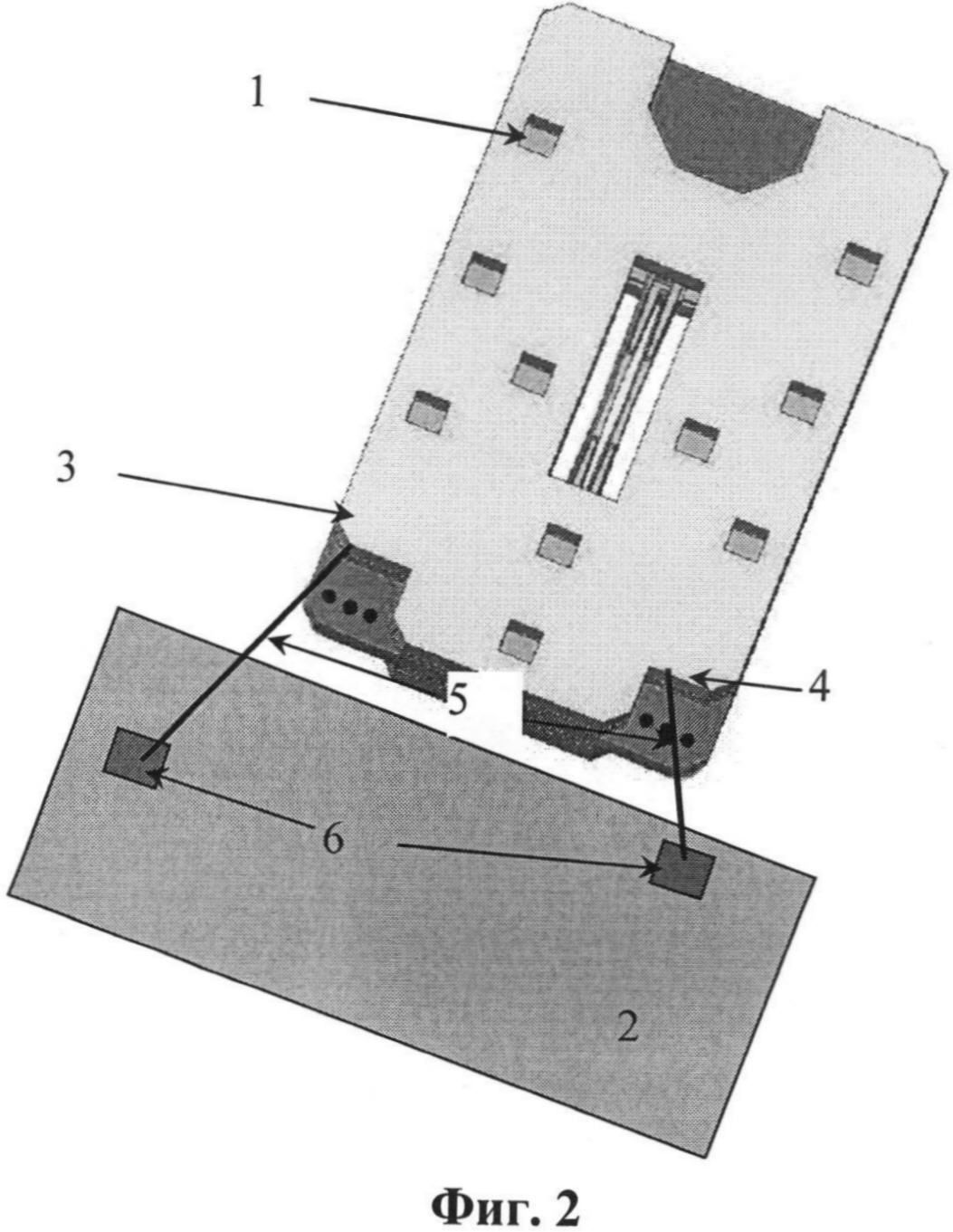
Автоматизированный комплекс для испытаний интегральных микросхем на радиационную стойкость
Способ изготовления металлокерамического малогабаритного электрического гермовывода
Универсальное грузоподъемное приспособление
Способ изготовления смесевого взрывчатого вещества
Уплотнение горловины оболочки из упруго-эластичного материала
Датчик резонаторный
Способ измерения ускорений
Датчик резонаторный
Способ изготовления кварцевых чувствительных элементов датчиков

