Результат интеллектуальной деятельности: СПОСОБ ОЧИСТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНЫХ КРУГОВ
Вид РИД
Изобретение
Изобретение относится к области металлообработки методами шлифования и может быть использовано в технологиях очистки шлифовальных кругов (ШК).
Известен способ очистки шлифовальных кругов, заключающийся в воздействии на рабочую поверхность ШК путем прижима абразивного бруска на эластичной связке с накладыванием колебаний в направлении нормали к рабочей поверхности ШК (RU 2184643, B24B 53/007, 2002). Недостатком известного способа является сложность в осуществлении качественной очистки с обеспечением сохранения исходной рабочей поверхности шлифовального круга.
Также известен способ очистки поверхностей абразивных инструментов, заключающийся в воздействии на поверхность воздушной струи под напором с введением в нее частиц твердого диоксида углерода (US 2001000165, B24B 53/10, 2001). Недостатком данного способа является слабая абразивность гранул чистого диоксида углерода, которая приводит к невозможности очистки засаливаний рабочей поверхности ШК веществами с высокой адгезией, например, наклепом шлама.
Задачей предлагаемого изобретения является повышение качества очистки рабочей поверхности ШК в условиях засаливаний рабочей поверхности ШК веществами с высокой адгезией путем повышения абразивных свойств рабочего тела (воздушной струи с гранулами диоксида углерода) с сохранением неразрушающего характера очистки.
Решение указанной задачи достигается тем, что в способе очистки рабочей поверхности шлифовальных кругов, включающем воздействие на упомянутую поверхность воздушной струи под напором, перемешанной с гранулами твердого диоксида углерода, используют гранулы диоксида углерода, охлажденные до температуры минус 100…190°C. При этом повышается твердость переохлажденных гранул, т.е. увеличивается степень их абразивного воздействия на наслоение рабочей поверхности ШК, а также существенно ослабляется адгезия материала наслоения (засаливания) из-за повышения термических напряжений, вызываемых еще большим перепадом температур (около 120 градусов при температуре гранул минус 100°C и более 200 градусов при температуре переохлажденных гранул минус 190°C), что повышает эффективность и качество очистки ШК.
В случае необходимости очистки еще более сильных загрязнений ШК, когда воздействия одних переохлажденных гранул диоксида углерода оказывается недостаточным, в рабочее тело вводят еще один (дополнительный) абразивный компонент с требуемыми характеристиками (дисперсность, твердость, скорость подачи и др.) либо путем его дозированного введения в воздушную струю в дополнение к гранулам диоксида углерода, либо путем предварительного введения его частиц в гранулы диоксида углерода, что и усиливает абразивное воздействие струи до требуемого уровня.
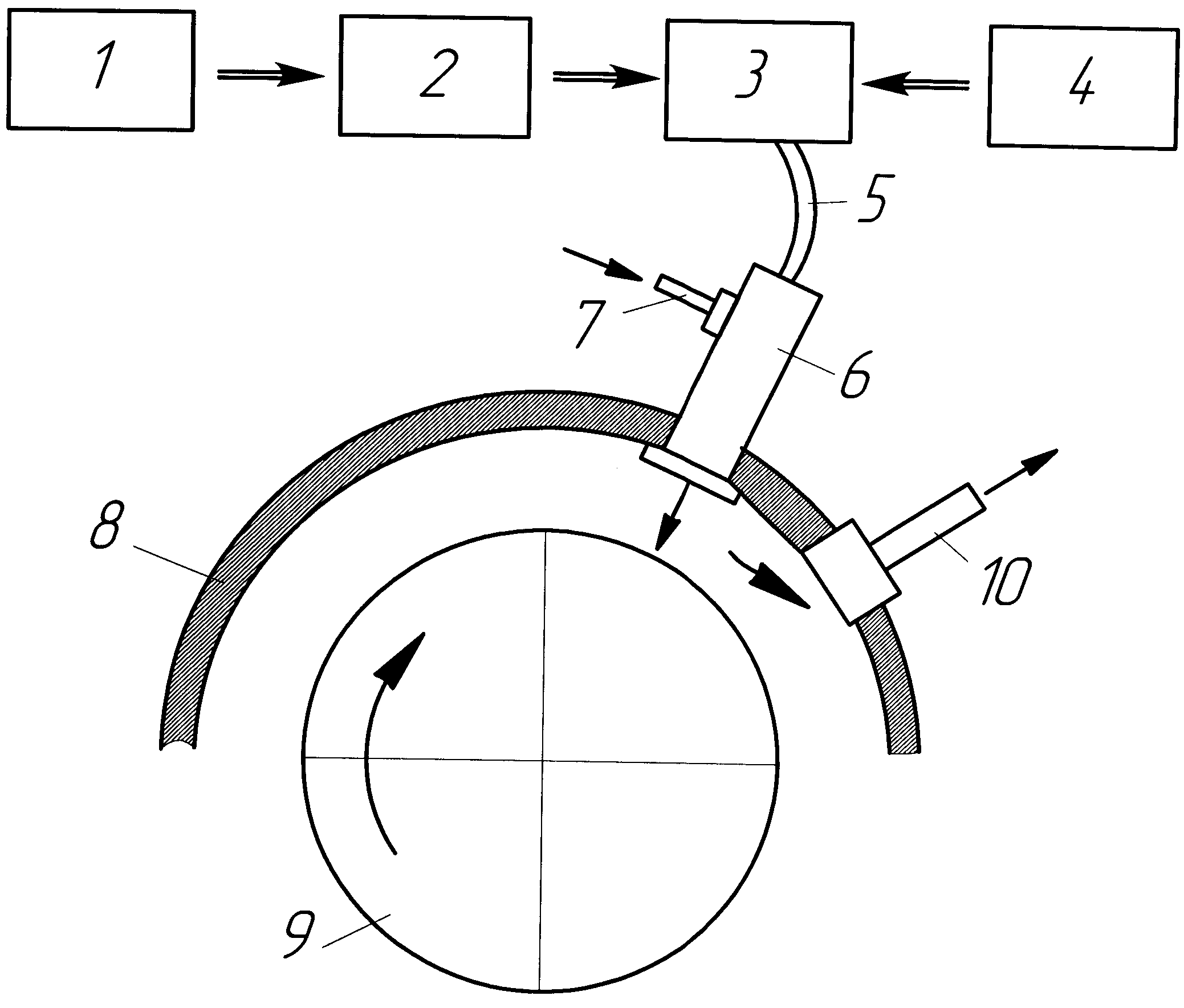
Изобретение поясняется чертежом, где показана схема устройства для осуществления данного способа.
Способ может быть реализован следующим образом.
Готовые гранулы диоксида углерода с размерами зерна 1-3 мм (чистые или смесевые, т.е. с включениями частиц дополнительного абразивного компонента) хранятся в термоконтейнере 1 и по мере расходования загружаются в теплообменник 2, необходимый для получения переохлажденных гранул. Теплообменник 2 представляет собой металлическую трубу, по которой движется поток гранул, окруженную радиатором, через который подается жидкий азот. Температура гранул в начале трубы равна минус 80°C, предельная температура переохлаждения в конце трубы равна минус 190°C.
Из теплообменника 2 переохлажденные гранулы поступают в бункер бластера 3 (установка дозированной подачи гранул диоксида углерода в воздушную струю требуемого давления), к которому одновременно подводится по шлангу воздух от компрессора 4. Компрессор должен обеспечивать производство струи воздуха с давлением 8-16 атм и расходом воздуха не менее 6 куб.м/мин в зависимости от требований очистки: вида и материала засаливания, степени адгезии слоя загрязнения (засаливания) к рабочей поверхности и др. В бластере 3 гранулы диоксида углерода смешиваются в регулируемой пропорции с воздушной струей, образуя рабочее тело, которое подается по гибкому термоизолированному морозостойкому шлангу 5 в ускорительное сопло 6 с формированием струи с околозвуковой скоростью (0,5-1,15 M, где M - скорость звука), направляемой на очищаемую поверхность. Ускорительное сопло 6 представляет собой сопло Лаваля, в котором на цилиндрическом участке предусмотрена возможность (при необходимости) дозированного инжектирования в рабочее тело (инжектор 7) дополнительных мелкодисперсных абразивов (размер зерен 0,02-0,5 мм). Выходная сторона сопла 6 установлена в отверстии защитного кожуха 8 шлифовального круга 9, при этом для достижения максимальной эффективности очистки ось струи должна лежать в плоскости вращения ШК под углом 70° к рабочей поверхности ШК и против направления вращения ШК. Расстояние от выходного отверстия сопла вдоль оси струи до рабочей поверхности ШК устанавливают равным 40-50 мм. Получающуюся после очистки газовую фазу диоксида углерода (углекислый газ) вместе с зернами абразива и отслоившимся материалом наслоения отводят с помощью вакуумного отсоса 10, например промышленного пылесоса соответствующей мощности.
В зависимости от вида и степени засаливания рабочей поверхности ШК устанавливают значения параметров предлагаемого способа: расхода и типа гранул, давления воздуха, времени очистки (подачи рабочего тела) и т.п. Например, для очистки алмазных шлифовальных кругов на металлической связке (ГОСТ 16172-70, с зерном AC6 100/80 M) при шлифовании изделий из титановых сплавов использовались следующие параметры способа очистки:
- давление - 8,5 атм;
- расход гранул диоксида углерода - 30 кг/час;
- время очистки - 30 сек,
при шлифовании изделий из жаропрочных никель-содержащих сплавов:
- давление - 12 атм;
- расход гранул диоксида углерода - 40 кг/час;
- время очистки - 50 сек.
Применение изобретения позволяет эффективно очищать рабочую поверхность шлифовальных кругов от загрязнений и наслоений (засаливания) с высокой адгезией, образующихся в процессе шлифования изделия без повреждения и изменения геометрии рабочей поверхности, при этом возможно проводить очистку ШК без его снятия со станка, непосредственно в процессе работы, компенсировать нежелательное повышение температуры круга, обусловленное процессами резания при шлифовании, обезжиривать и осушать рабочую поверхность ШК.
Способ шлифования пера лопатки газотурбинного двигателя
Способ финишной обработки лопатки газотурбинного двигателя и устройство для его осуществления
Способ получения 2,4,6-три(2,4,6-тринитрофенил)-1,3,5-триазина
Способ шлифования пера лопатки газотурбинного двигателя
Способ изготовления сварных тонкостенных конических обечаек с ребрами жесткости
Способ электроэрозионно-химической обработки деталей с диэлектрическими покрытиями
Способ финишной обработки лопатки газотурбинного двигателя и устройство для его осуществления
Электролит для электролитно-плазменного полирования деталей из тугоплавких сплавов
Способ восстановления бандажных полок лопаток турбомашин из жаропрочных никелевых сплавов
Способ получения многослойного защитного покрытия лопаток турбомашин из титановых сплавов
Способ изготовления секций ротора газотурбинного двигателя

