Результат интеллектуальной деятельности: СПОСОБ ИЗМЕРЕНИЯ ОТКЛОНЕНИЯ ШАГА ВНУТРЕННЕЙ РЕЗЬБЫ
Вид РИД
Изобретение
Изобретение относится к измерению длины, в частности к измерению линейных параметров внутренней резьбы, и может быть использовано при изготовлении устройств измерения накопленного отклонения шага внутренней резьбы и отклонения шага резьбы по двум боковым сторонам, в том числе в «глухих» отверстиях крупных корпусных деталей.
Известен способ измерения параметров внутренней резьбы с использованием лазерного луча, включающее перемещение лазерного луча вдоль контролируемого участка резьбы, прием отраженного луча, преобразование его в цифровой сигнал, анализ результатов измерения с использованием в ПЭВМ.
(RU 2152000, G01B 11/30, G01B 3/48, опубликовано 27.06.2000)
Недостатком известного способа является сложность его настройки и эксплуатации непосредственно в процессе изготовления резьб в условиях производства.
Наиболее близким по технической сущности является способ измерения шага резьбы, реализуемый устройством, которое синхронно вращает контролируемое и эталонное изделие и фиксирует изменение расстояния между двумя деталями, щуп одной из которых взаимодействует с витком резьбы, а другая деталь перемещается по резьбе эталонного винта.
(SU 1387599, G01B 13/12, опубликовано 20.02.2000)
Недостатком известного способа является невозможность проведения измерения шага внутренних резьб в корпусных деталях с «глухими» резьбовыми отверстиями из-за сложности осуществления синхронного вращения двух элементов вокруг своих осей, в том числе при различном пространственном положении резьбы.
Задачей и техническим результатом изобретения является повышение точности измерения отклонения шага внутренней резьбы по двум боковым сторонам и накопленного отклонения шага внутренней резьбы, в том числе резьбы в «глухих» отверстиях независимо от пространственного положения отверстия.
Технический результат достигается тем, что способ измерения отклонения шага внутренней резьбы включает измерение расстояния между двумя деталями, перемещаемыми в одном направлении вдоль оси контролируемой резьбы, причем первую деталь перемещают по эталонной резьбе с шагом, равным шагу контролируемой резьбы, а вторую деталь - по контролируемой резьбе.
Технический результат также достигают тем, что первую деталь перемещают, навинчивая ее на эталонную резьбу вала, который располагают соосно с осью контролируемой резьбы, а вторую деталь перемещают, ввинчивая ее в резьбу контролируемого изделия, причем вторую деталь снабжают щупами, осуществляющими постоянный контакт боковой поверхностью витка контролируемой резьбы.
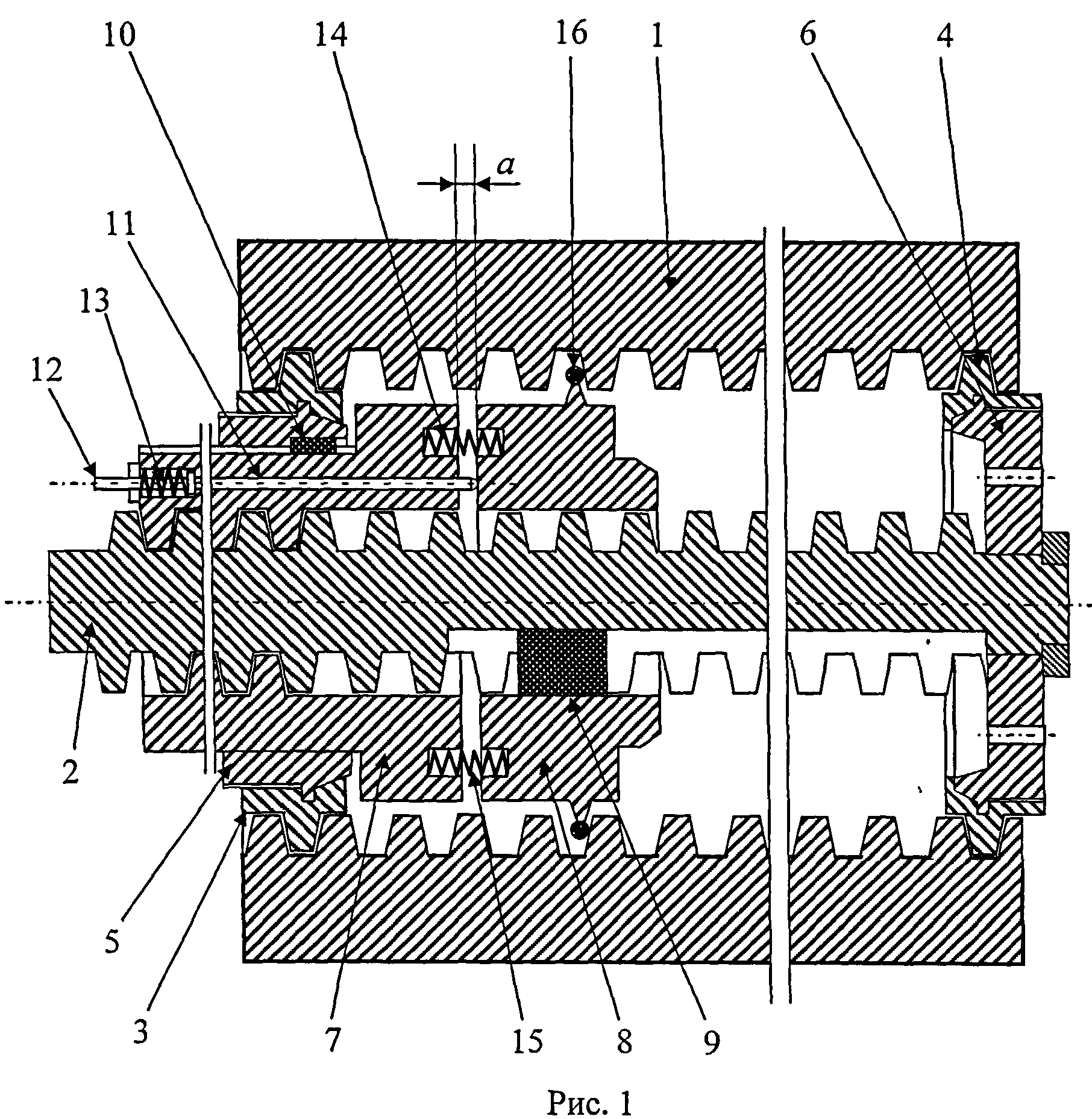
Способ по изобретению может быть проиллюстрирован примером его осуществления с использованием устройства, представленного на рис.1, где
1 - изделие с измеряемой резьбой;
2 - эталонный винт;
3,4 - внешние кольца с резьбой разжимных цанговых опор;
5,6 - внутренние кольца цанговых опор;
7 - гайка эталонного винта;
8 - кольцо с двумя щупами 16;
9 - шпонка кольца 8;
10 - шпонка гайки;
11 - палец;
12 - измерительное устройство;
13 - пружина прижима пальца 11;
14,15 - пружины между деталями 7 и 8;
16 - щупы.
Способ по изобретению реализуется следующим образом. В отверстие (в том числе «глухое») с измеряемой внутренней резьбой изделия 1 устанавливают два кольца 3 и 4 разжимных цанговых опор. Базирование колец 3 и 4 в отверстии осуществляют посредством наружной резьбы на их поверхности. Используют эталонный винт 2 с эталонной резьбой, шаг которой равен шагу измеряемой резьбы. На эталонный винт 2 устанавливают внутреннее кольцо 6 цанговой опоры, кольцо 8 с двумя щупами 16, гайку 7 эталонного винта с пальцем 11 и пружиной 13 прижима пальца, пружины 14 и 15 между деталями 7 и 8, внутреннее кольцо 5 разжимной цанговой опоры.
Вращением внутренних колец 5 и 6 по резьбе колец 3 и 4 цанговыми опорами фиксируют эталонный винт 2 относительно измеряемой резьбы, располагая его соосно с осью контролируемой резьбы.
Кольцу 8 (вторая деталь) с двумя щупами 16 вращение эталонного винта передают посредством шпонки 9. При вращении кольцо 8 поступательно перемещают вдоль оси контролируемой резьбы за счет щупов 16, которые при воздействии пружин 14 и 15 находятся в постоянном контакте с боковой поверхностью витка контролируемой резьбы. Кольцо 8 ввинчивают в резьбу контролируемого изделия.
Гайку 7 эталонного винта (первая деталь) при вращении эталонного винта 2 перемещают по эталонной резьбе с шагом, равным шагу контролируемой резьбы. От вращения гайку 7 удерживает шпонка гайки 10. Гайку 7 навинчивают на эталонную резьбу вала 2.
Таким образом, при вращении эталонного вала 2 происходит одновременное перемещение в одном направлении вдоль оси контролируемой резьбы кольца 8 (вторая деталь) и гайки 7 эталонного винта (первая деталь).
Изменение расстояния α между двумя деталями, равное отклонению шага внутренней резьбы, передается посредством пальца 11 на измерительное устройство 12 (не показано). Постоянство прижима пальца 11 к поверхности кольца осуществляют посредством пружины 13. Показания измерительного устройства 12 с высокой точностью фиксируют величины отклонения шага внутренней резьбы и накопленной погрешности шага контролируемой резьбы. Возможность реализации способа устройством, обеспечивающим его жесткую связь с измеряемой резьбой, позволяет проводить измерения независимо от пространственного положения отверстия с резьбой.
Стенд для исследования процесса развальцовки теплообменных труб с помощью роликового инструмента
Способ чистовой обработки зубьев эвольвентных шлицевых валов
Способ чистовой обработки глубоких отверстий
Инструмент для обработки отверстий
Сталь
Сталь
Сборный долбяк для финишной обработки внутренних зубьев эвольвентных шлицевых соединений
Способ защиты от схватывания крупных высоконагруженных резьбовых соединений крышки и корпуса камеры парогенератора реакторной установки и резьбовое соединение парогенератора реакторной установки
Стенд для исследования процесса развальцовки теплообменных труб с помощью роликового инструмента
Способ чистовой обработки глубоких отверстий
Инструмент для обработки отверстий
Сталь
Сталь
Сборный долбяк для финишной обработки внутренних зубьев эвольвентных шлицевых соединений
Способ защиты от схватывания крупных высоконагруженных резьбовых соединений крышки и корпуса камеры парогенератора реакторной установки и резьбовое соединение парогенератора реакторной установки
Способ изготовления лопатки направляющего аппарата паровой турбины
Способ следящей обработки криволинейных эллиптических поверхностей ( варианты)
Устройство для сверления глубоких отверстий

