Результат интеллектуальной деятельности: ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ
Вид РИД
Изобретение
Изобретение относится к области инструментальной промышленности, в частности к инструментам для обработки отверстий.
Наиболее близким техническим решением к предлагаемому изобретению является цилиндрическая развертка с канавкой, пересекающей ее зубья, причем канавка выполнена кольцевой с целью разделения зубьев на два участка, из которых первый предназначен для предварительного развертывания отверстия, а второй для окончательного снятия материала (SU 68799, B23D 77/00, опубликовано 30.06.1947).
Недостатком известного технического решения являются узкие технологические возможности, ограниченные тем, что известный инструмент производит только обработку резанием.
Технический результат изобретения заключается в увеличении технологических возможностей инструмента за счет того, что профилем инструмента в сечении, перпендикулярном оси вращения, является гипоциклоида с перепадом радиуса от периферийной точки режущей кромки до периферийной точки инструмента, равным величине пластической деформации, что приводит к тому, что инструмент не только режет, но и выглаживает обрабатываемую поверхность.
Технический результат достигается тем, что инструмент для обработки отверстий содержит хвостовую, трехзубую режущую часть, каждый зуб которой выполнен с передним, задним углами, углом в плане, а также калибрующую часть, причем профиль калибрующей и режущей части в сечении, перпендикулярном оси вращения инструмента выполнен в виде гипоциклоиды с тремя вершинами, описываемой в полярных координатах следующей системой параметрических уравнений:
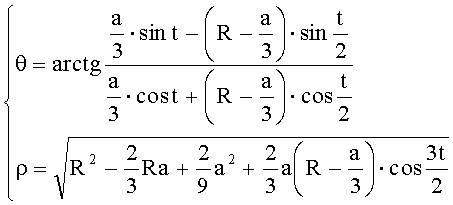
где θ=0…2π - полярный угол; ρ=r…R - полярный радиус; r - радиус вписанной в гипоциклоиду окружности; R - радиус окружности, проходящей через вершины гипоциклоиды; t=0…4π - параметр системы; а=(0,045…0,6) R - параметр гипоциклоиды, выбираемый в зависимости от величин r и R; при этом вершина режущих кромок, принадлежащая границе калибрующей и режущей части в проекции на плоскость, перпендикулярную оси вращения инструмента, отстоит от касательной прямой к гипоциклоиде в ее вершине на величину δ=(0,002…0,03) R.
Сущность изобретения поясняется чертежами, где на:
- фиг.1 - вид в изометрии заявленного инструмента;
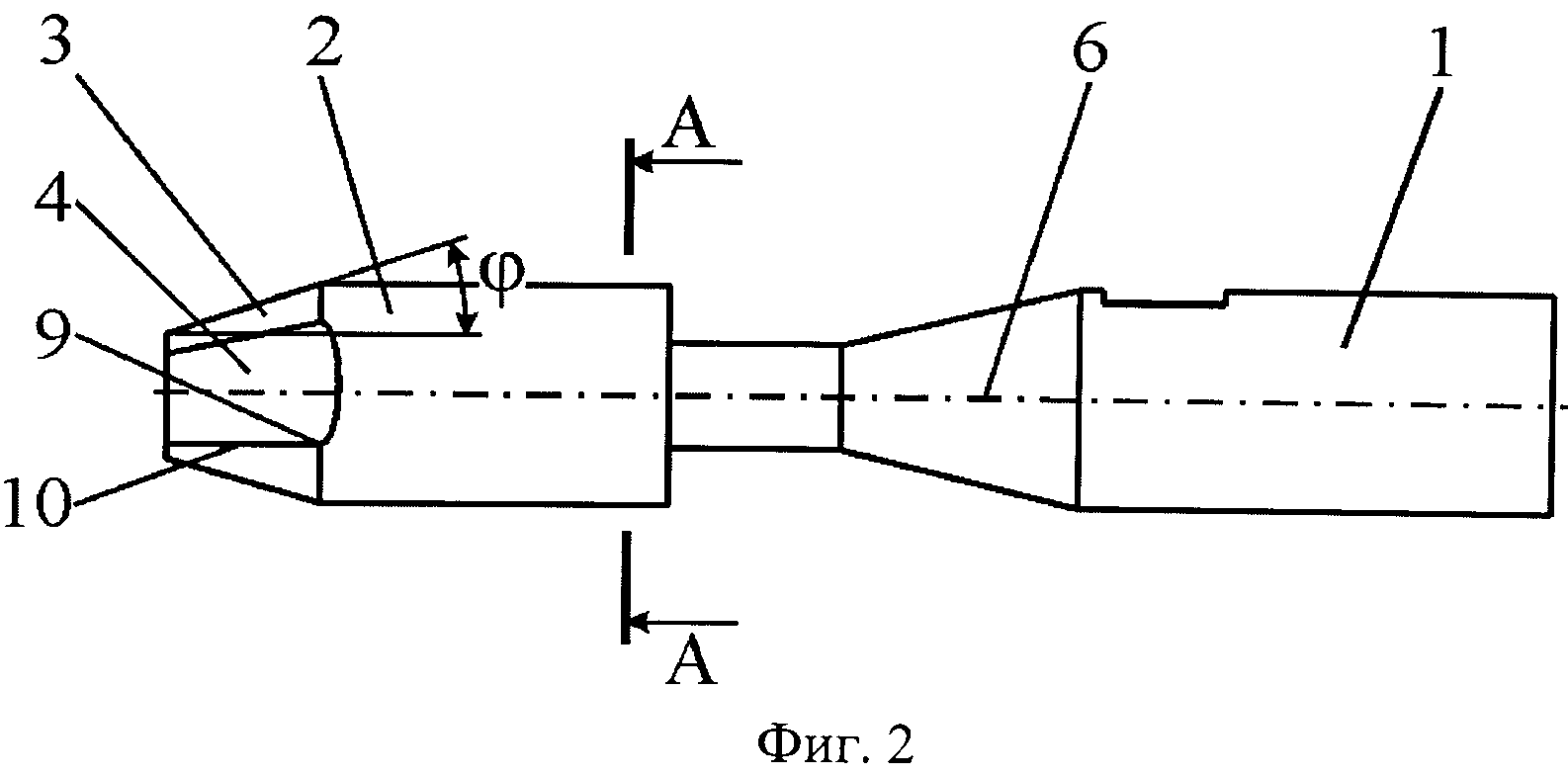
- фиг.2 - проекция инструмента на плоскость, параллельную его оси вращения;
- фиг.3 - сечение А-А калибрующей части;
- фиг.4 - проекция инструмента на плоскость, перпендикулярную его оси вращения.
Заявленный инструмент для обработки отверстий содержит хвостовую часть 1, трехзубую калибрующую часть 2, трехзубую режущую часть 3 и канавки 4 для отвода стружки. Трехзубая режущая часть 3 характеризуется передними углами, задними углами и углом в плане.
Профиль 5 калибрующей 2 и режущей 3 части в сечении, перпендикулярном оси 6 вращения инструмента, выполнен в виде гипоциклоиды 7 с тремя вершинами 8, описываемой в полярных координатах следующей системой параметрических уравнений:
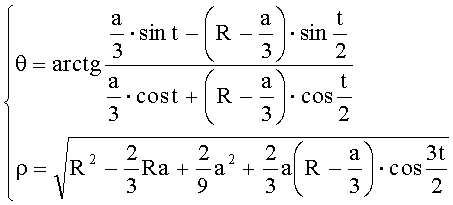
где θ=0…2π - полярный угол; ρ=r…R - полярный радиус; r - радиус вписанной в гипоциклоиду 7 окружности; R - радиус окружности, проходящей через вершины 8 гипоциклоиды 7 или радиус периферийных точек инструмента; t=0…4π - параметр системы; а=(0,045…0,6) R - параметр гипоциклоиды 7, выбираемый в зависимости от величин r и R.
Вершина 9 режущих кромок 10, принадлежащая границе калибрующей 2 и режущей 3 части в проекции на плоскость, перпендикулярную оси 6 вращения инструмента, отстоит от касательной прямой 11 к гипоциклоиде 7 в ее вершине 8 на величину δ=(0,002…0,03) R.
На производственной площадке ГОУ ФГБОУ ВПО МГТУ «СТАНКИН» прошли испытания инструмента по изобретению, а именно инструмента для обработки отверстий радиусом 10 мм, предварительно просверленных на радиус 9 мм, в заготовке из углеродистой стали марки У7.
Инструмент для обработки отверстий содержал хвостовую часть 1, трехзубую калибрующую часть 2, трехзубую режущую часть 3 и канавки 4 для отвода стружки. Материал калибрующей и режущей части инструмента - быстрорежущая сталь марки Р18.
Трехзубая режущая часть 3 характеризовалась передними углами γ=5°, задними углами α=10° и углом в плане φ=15°.
Профиль 5 калибрующей 2 и режущей 3 части в сечении, перпендикулярном оси 6 вращения инструмента был выполнен в виде гипоциклоиды 7 с тремя вершинами 8, описываемой в полярных координатах следующей системой параметрических уравнений:
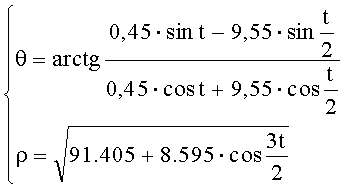
где θ=0…2π - полярный угол; ρ=r…R - полярный радиус; r=9,1 мм - радиус вписанной в гипоциклоиду 7 окружности; R=10 мм - радиус окружности, проходящей через вершины 8 гипоциклоиды 7 или радиус периферийных точек инструмента; t=0…4π - параметр системы.
Вершина 9 режущих кромок 10, принадлежащая границе калибрующей 2 и режущей 3 части в проекции на плоскость, перпендикулярную оси 6 вращения инструмента, отстояла от касательной прямой 11 к гипоциклоиде 7 в ее вершине 8 на величину δ=0,3 мм.
Благодаря тому что профиль 5 инструмента имеет переменный радиус р периферийных точек и тому что периферийная точка режущей кромки 10, ее вершина 9 не совпадает с вершиной 8 гипоциклоиды 7, вершина 9 лежит внутри окружности радиусом R=10 мм периферийных точек инструмента. Вершина 9 лежит на окружности радиусом R-δ=10-0,3=9,7 мм, следовательно, инструмент обладает режущими свойствами в диапазоне радиусов до 9,7 мм. В диапазоне радиусов от 9,7 мм до 10 мм инструмент производит обработку выглаживанием своей калибрующей частью 2, радиус периферийных точек которой равняется радиусу R=10 мм окружности, проходящей через вершины гипоциклоиды 7.
Таким образом, заявленная совокупность существенных признаков, изложенная в формуле изобретения, позволяет увеличить технологических возможностей инструмента. Данные таблицы подтверждают существенность заявленных в формуле изобретения интервалов.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности, не известной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Свойства, регламентированные в заявленном изобретении отдельными признаками, общеизвестны из уровня техники и не требуют дополнительных пояснений.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для использования в области инструментальной промышленности, касается изготовления инструментов для обработки отверстий;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствуют требованиям условиям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству и обеспечивает достижение технического результата.
|
Стенд для исследования процесса развальцовки теплообменных труб с помощью роликового инструмента
Алмазный отрезной круг
Способ изготовления отрезного алмазного круга
Способ заточки сверл
Способ чистовой обработки зубьев эвольвентных шлицевых валов
Отрезной металлорежущий резец
Патрон с радиальным перемещением резца
Способ чистовой обработки глубоких отверстий
Алмазный отрезной круг
Способ определения переднего угла в торцовом сечении осевых режущих инструментов
Стенд для исследования процесса развальцовки теплообменных труб с помощью роликового инструмента
Алмазный отрезной круг
Способ заточки сверл
Отрезной металлорежущий резец
Патрон с радиальным перемещением резца
Способ чистовой обработки глубоких отверстий
Алмазный отрезной круг
Способ определения переднего угла в торцовом сечении осевых режущих инструментов
Способ определения переднего угла в торцовом сечении концевых фрез
Способ измерения отклонения шага внутренней резьбы

