Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ
Вид РИД
Изобретение
Изобретение относится к ядерной энергетике и может найти применение при изготовлении трубчатых тепловыделяющих элементов (твэлов) исследовательских реакторов (ИР) с сердечником дисперсионного типа.
Тепловыделяющие сборки (ТВС) или секции ТВС для ИР состоят из группы коаксиально расположенных твэлов различных типоразмеров (отличающихся геометрическими размерами), имеющих, как правило, различную форму сечения. Так, для реактора ВВР-М используются ТВС, состоящие из трех секций, каждая из которых содержит по три трубчатых твэла, один из которых имеет шестигранную форму сечения, а два других - круглую (А.Г. Самойлов, А.И. Каштанов, B.C. Волков. Дисперсионные твэлы. В 2-х томах. Т.2. Конструкция и работоспособность. - М.: Энергоиздат, 1982, с.47, рис.2.32). Различная форма сечения твэлов предполагает использование различных способов их изготовления. Для снижения себестоимости твэлов иногда возникает необходимость применения имеющегося в наличии прессового и волочильного инструмента, используемого для производства твэлов других ТВС, что не всегда позволяет реализовать единую методологию при построении технологических маршрутов изготовления твэлов соответствующего качества, имеющих различные типоразмеры и формы сечений.
Тем не менее, представляется актуальным разработка типового способа, позволяющего получать твэлы различных типоразмеров и форм сечений высокого качества.
Известен способ изготовления трубчатых тепловыделяющих элементов, включающий получение сборной заготовки, состоящей из передней заглушки, заготовки топливного сердечника с делящимся материалом и задней заглушки, заключенных в оболочку из алюминиевого сплава, совместное горячее прессование, волочение и термообработку, осуществляемую перед волочением при температуре 420-460°C в течение 2-2,5 часов с последующим охлаждением со скоростью не более 30°C/час (патент РФ №2223561, МПК 7 G21C 21/10, опубл. 10.02.2004).
Причиной, препятствующей достижению указанного ниже технического результата при использовании известного способа изготовления трубчатых тепловыделяющих элементов, является нестабильное качество получаемых твэлов различных типоразмеров и форм сечений вследствие неоптимального соотношения деформационных и термических обработок при их изготовлении.
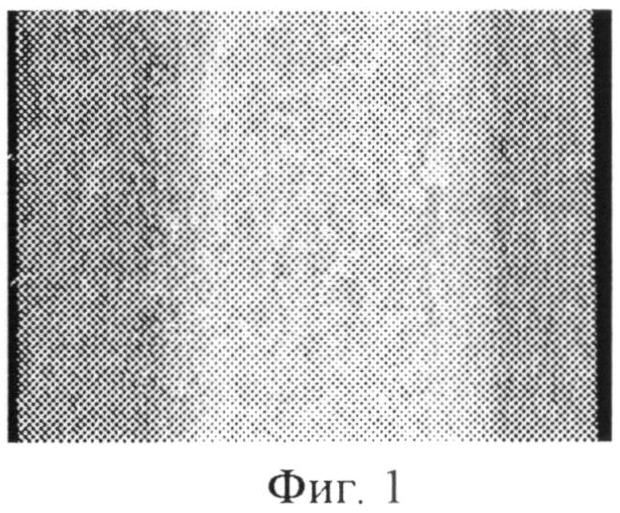
Так как качество твэлов во многом обусловлено наличием мелкокристаллической структуры, то ее получение возможно лишь при обеспечении оптимального соотношения деформационных и термических обработок, осуществляемых в процессе изготовления твэлов. В случае проведения термообработки с заявленными режимами после осуществления волочения в зоне критической деформации, в оболочках труб формируется крупнокристаллическая структура (фиг.1). Этому способствует также длительная термическая обработка при температурах выше температуры рекристаллизации материала оболочек за счет проявления собирательной рекристаллизации.
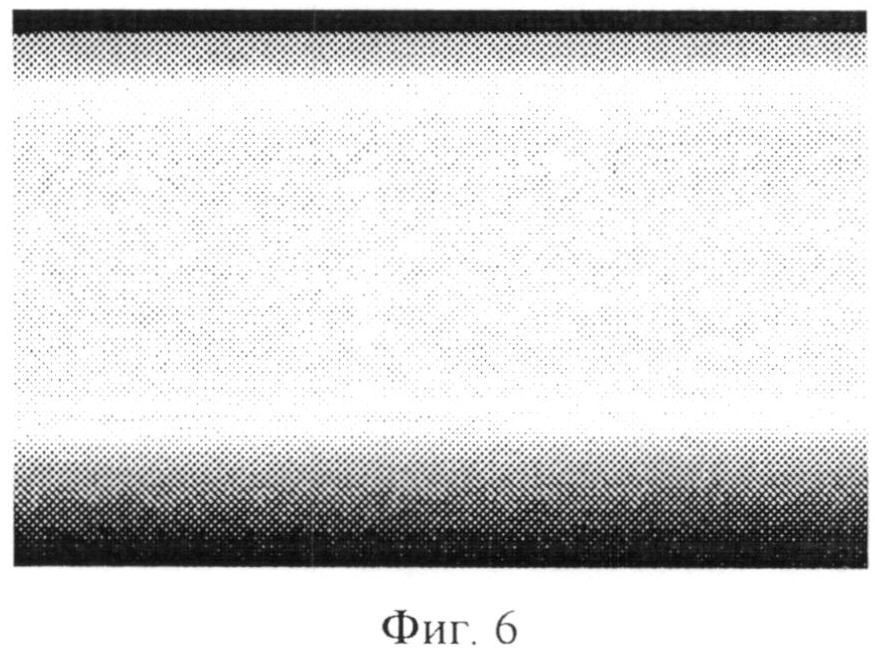
Наличие крупнокристаллической структуры по-разному проявляется у твэлов различных типоразмеров и форм сечений. На внешнем виде твэлов круглой формы крупнокристаллическая структура наружной оболочки проявляется в меньшей степени. Лишь в случае особо крупных кристаллов возможно появление на поверхности твэлов повышенной шероховатости. В то же время на твэлах шестигранной или квадратной формы, получаемых посредством профилирования круглой трубы в трубу требуемого профиля, крупнокристаллическая структура оболочек проявляется в большей степени, приводя к получению твэлов с грубым рельефом повышенной шероховатости на наружной поверхности, имеющей вид апельсиновой корки (фиг.2). При этом проявление крупнокристаллической структуры в шестигранных или квадратных трубах происходит по-разному для различных типоразмеров. Изменение диаметральных размеров круглой трубы вызывает практически обратно пропорциональное изменение шероховатости, при этом на трубах с меньшими диаметральными размерами шероховатость проявляется сильнее (при одинаковых линейных размерах кристаллов).
Крупнокристаллическая структура оболочки снижает качество твэлов, а наличие «апельсиновой корки» приводит к ухудшению их товарного вида.
Известен способ изготовления трубчатых тепловыделяющих элементов, выбранный в качестве прототипа, включающий получение сборной заготовки, состоящей из передней заглушки, заготовки топливного сердечника с делящимся материалом и задней заглушки, заключенных в оболочку из термически упрочняемого алюминиевого сплава, совместное горячее прессование сборной заготовки, волочение отпрессованной трубы и термообработку в виде закалки, включающей нагрев при температуре 350-440°C в течение 5-30 минут и последующее охлаждение на воздухе, при этом закалку проводят перед каждым проходом волочения (патент РФ №2351028, МПК 7 G21C 21/10, опубл. 10.05.2008).
Причиной, препятствующей достижению указанного ниже технического результата при использовании известного способа изготовления трубчатых тепловыделяющих элементов, является нестабильное качество получаемых твэлов различных типоразмеров и форм сечений вследствие неоптимального соотношения деформационных и термических обработок при их изготовлении.
Указанный способ имеет ряд положительных свойств. Проведение закалки в указанном диапазоне температур и времени позволяет уменьшить появление в твэлах крупнокристаллической структуры, что способствует получению в ряде случаев твэлов высокого качества.
Тем не менее, при реализации технологических маршрутов, имеющих неоптимальное соотношение деформационных и термических обработок, получить твэлы высокого качества невозможно. Проведение закалки после волочения в зоне критической деформации приводит к получению труб с крупнокристаллической структурой. В случае изготовления шестигранных или квадратных труб последующее профилирование приводит к получению труб и соответственно твэлов с грубым рельефом повышенной шероховатости на наружной поверхности, имеющей вид апельсиновой корки. Крупнокристаллическая структура оболочки снижает качество твэлов, а наличие «апельсиновой корки» приводит к ухудшению их товарного вида.
Кроме того, закалка сопровождается процессом естественного старения с увеличением прочности оболочек труб с течением времени, при этом наиболее интенсивно увеличение прочности происходит в первые часы после закалки. В случае проведения волочения спустя длительное время после закалки, например через сутки, когда прочность оболочек трубы значительно повышается относительно прочности свежезакаленного состояния, а также прочности топливного сердечника, которая практически не изменяется с течением времени, получение качественных труб становится проблематичным из-за возможности их разрыва за счет более интенсивной деформации сердечника, чем оболочек. В случае профилирования труб шестигранного и в большей степени квадратного сечений с малыми радиусами углов в последних возникают значительные остаточные напряжения растяжения, которые увеличиваются в процессе естественного старения и с течением времени могут привести к растрескиванию наружной оболочки в углах твэлов за счет снижения ее пластичности.
Основной задачей, на решение которой направлен заявленный способ, является получение трубчатых твэлов высокого качества.
Техническим результатом, достигаемым при использовании заявленного способа, является получение твэлов с мелкокристаллической структурой оболочек и чистой, ровной поверхностью.
Указанный технический результат достигается тем, что в известном способе изготовления трубчатых тепловыделяющих элементов, включающем получение сборной заготовки, состоящей из передней заглушки, заготовки топливного сердечника с делящимся материалом и задней заглушки, заключенных в оболочку из термически упрочняемого алюминиевого сплава, совместное горячее прессование сборной заготовки, волочение отпрессованной трубы и термообработку в виде закалки, согласно изобретению прессование сборной заготовки проводят с применением смазки и с использованием конусной матрицы и подвижной конусной иглы, на первом проходе волочения получают трубу с одинаковой толщиной стенки по длине, каждый проход или группу проходов волочения, предшествующие термообработке, проводят с суммарной степенью деформации в средней части трубы не более 10%, осуществляя волочение в течение не более 3-х часов с момента окончания термообработки в том же направлении, что и прессование.
Указанный технический результат достигается также тем, что прессование трубы проводят с использованием конусной матрицы с рабочим углом от 90 до 130° и конусной иглы с углом конусности от 4' до 8'.
Указанные признаки являются существенными, взаимосвязаны между собой и образуют устойчивую совокупность существенных признаков, которая позволяет решить поставленную задачу.
Прессование трубы со смазкой и с использованием конусной матрицы снижает силы трения между контейнером, матрицей и иглой, с одной стороны, и сборной заготовкой - с другой, устраняет образование в углах сопряжения матрицы и контейнера зон упругой деформации, уменьшает усилие прессования, передаваемое через торец сборной заготовки, а также неравномерность деформации по сечению трубы, что способствует получению трубы с требуемыми толщинами слоев и чистой, ровной поверхностью, без плен и расслоений.
Использование подвижной конусной иглы снижает силы трения по игле и позволяет обеспечить получение прессованной трубы с чистой, ровной внутренней поверхностью, дополнительно снижая усилие прессования.
Получение на первом проходе волочения трубы с одинаковой толщиной стенки по длине позволяет устранить продольную разностенность трубы, обусловленную использованием конусной иглы при прессовании и создать условия для проведения последующих проходов волочения с требуемой степенью деформации.
Каждый проход или группу проходов волочения, предшествующие термообработке, проводят с суммарной степенью деформации в средней части трубы не более 10%, что позволяет осуществить волочение вне зоны критической деформации и получить трубу и соответственно твэлы с мелкокристаллической структурой и ровной, гладкой наружной поверхностью.
Проведение волочения в течение не более 3-х часов с момента окончания термообработки позволяет осуществить пластическое деформирование труб в условиях свежезакаленного состояния, при этом трубы имеют необходимый ресурс пластичности, а заявленного периода времени вполне достаточно для проведения всего комплекса действий по осуществлению операции волочения. Превышение указанного предела ведет к увеличению прочности оболочек труб относительно прочности свежезакаленного состояния, а также относительно прочности сердечника, которая практически не изменяется с течением времени, что может привести к разрыву труб за счет более интенсивной деформации сердечника, чем оболочек. В случае профилирования труб шестигранного и в большей степени квадратного сечений с малыми радиусами углов, в последних возникают значительные остаточные напряжения растяжения, которые увеличиваются в процессе естественного старения и с течением времени могут привести к растрескиванию наружной оболочки в углах твэлов за счет снижения ее пластичности.
Осуществление волочения в том же направлении, что и прессование, позволяет сохранить полученную направленность свойств по длине трубы. Кроме того, это сопровождается выполнением заковки со стороны переднего (начало прессования) конца трубы, который, вследствие использования при прессовании конусной иглы, имеет максимальную толщину, что позволяет проводить первый, как правило, наиболее нагруженный проход волочения без обрыва трубы.
Сущность изобретения поясняется диаграммами.
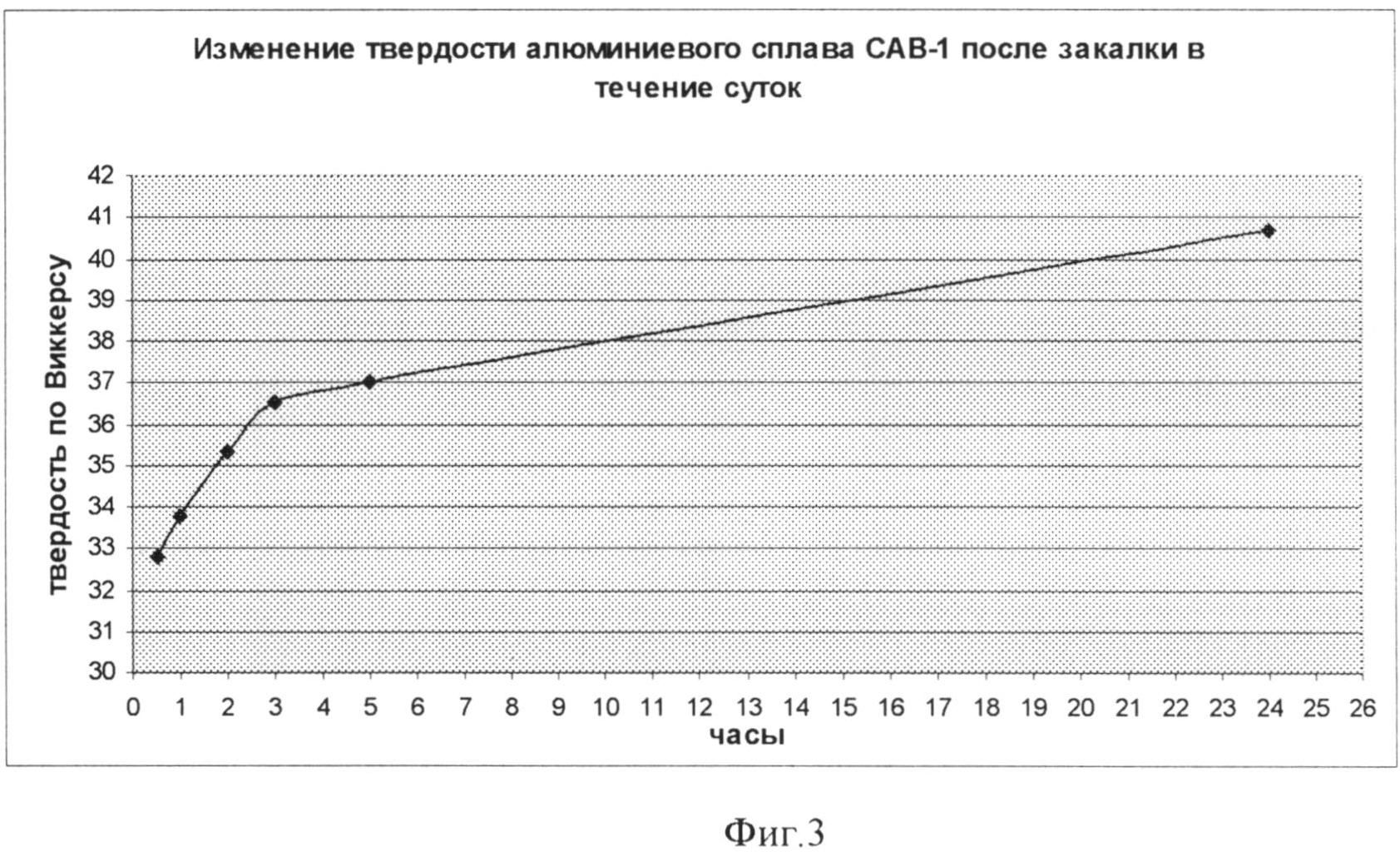
На фиг.3 приведена диаграмма изменения твердости оболочки твэлов из алюминиевого сплава САВ-1 после закалки на воздухе за период 0,5 - 24 часа.
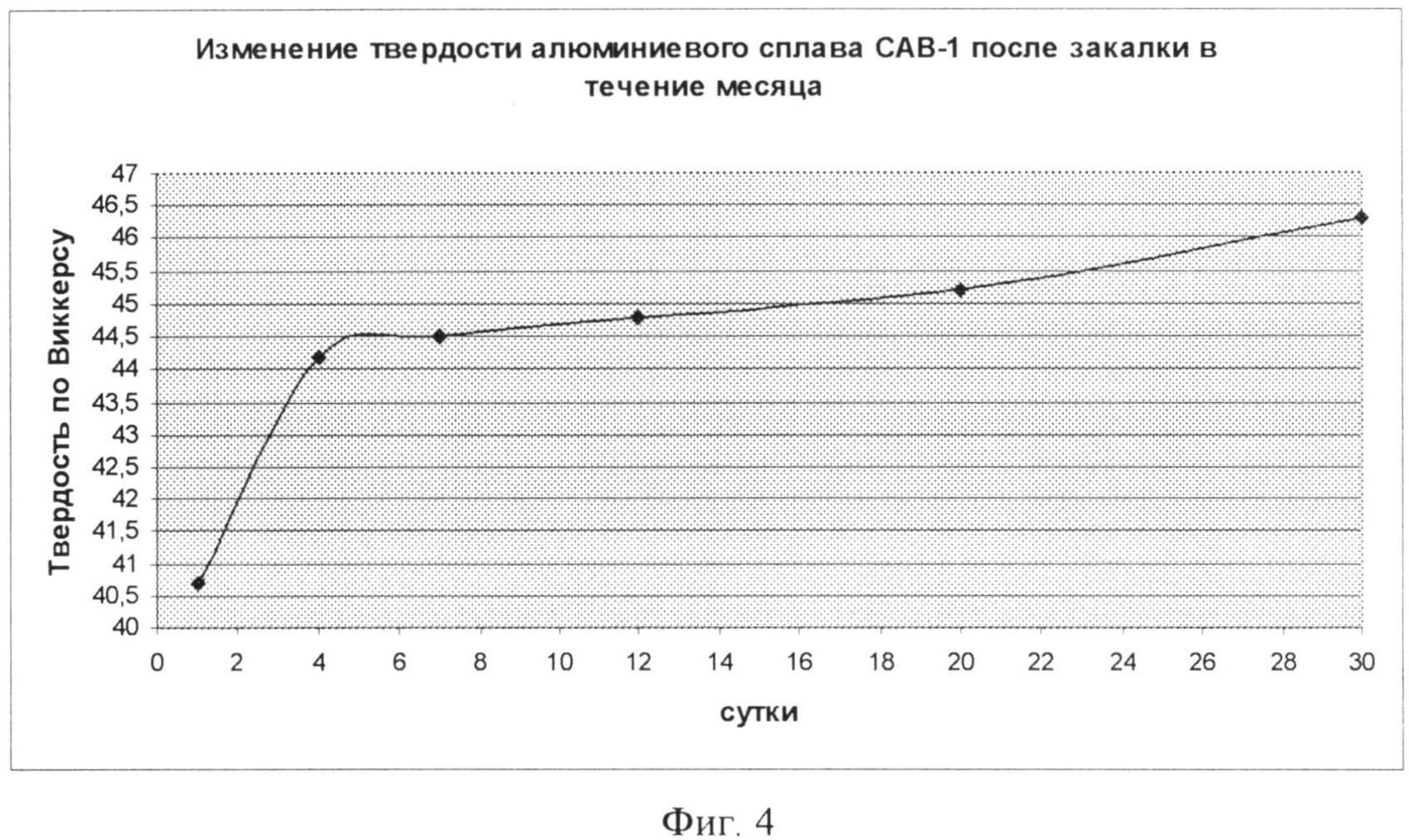
На фиг.4 приведена диаграмма изменения твердости оболочки твэлов из алюминиевого сплава САВ-1 после закалки на воздухе за период 1 - 30 суток.
Предлагаемый способ осуществляется следующим образом.
Сборную заготовку, состоящую из передней заглушки, заготовки топливного сердечника с делящимся материалом и задней заглушки, заключенных в оболочку из термически упрочняемого алюминиевого сплава, нагревают и проводят совместное горячее прессование. Перед прессованием на сборную заготовку, внутреннюю поверхность контейнера, матрицу и иглу наносят смазку. При прессовании используют конусную матрицу с рабочим углом 90-130° и конусную иглу с конусностью 4-8'.
Превышение верхнего предела угла матрицы приводит к образованию в углах контейнера зон упругой деформации, что способствует разрыву смазочного слоя на границе этих зон, повышению неравномерности деформации и увеличению усилия прессования. Это приводит к затруднению, а при углах 160-180° - к невозможности получения трубы с требуемыми толщинами слоев и чистой, ровной поверхностью, без плен и расслоений. Использование матрицы с углом меньше 90° приводит к более сильному искажению формы заднего (со стороны конца прессования) конца сердечника, с утолщением последнего и утонением оболочек.
Превышение верхнего предела конусности иглы приводит к формированию значительного перепада толщины стенки по длине отпрессованной трубы, что сопровождается большей деформацией по толщине стенки на первом проходе волочения для выполнения требования о получении трубы с одинаковой толщиной стенки по длине. Так как при волочении, кроме деформации по толщине стенки, имеет место деформация по диаметру, определяемая практически величиной зазора между внутренним диаметром отпрессованной трубы и оправкой при волочении, то при ее значительной величине могут возникнуть трудности по обеспечению требования об ограничении суммарной степени деформации в средней части трубы величиной не более 10% на первом проходе волочения, в случае проведения после него термообработки.
Использование иглы с конусностью меньше 4' увеличивает усилие прессования и ухудшает снятие трубы с иглы по окончании прессования.
Отпрессованную трубу заковывают со стороны переднего конца, после чего подвергают волочению с получением одинаковой толщины стенки по ее длине. Последующее волочение, в зависимости от формы сечения и параметров труб, осуществляют за необходимое количество проходов: круглые, как правило, за один, реже - два прохода, шестигранные и квадратные - за три-пять проходов.
Необходимость проведения термообработок в ходе последующих волочений определяется формой трубы, степенью деформации и концентрацией урана в сердечнике.
Каждый проход или группу проходов волочения, после которых предполагается термообработка, проводят с суммарной степенью деформации в средней части трубы не более 10%. Превышение указанного значения приводит к проведению волочения в зоне критической деформации, при этом в процессе последующей термообработки в оболочках трубы формируется крупнокристаллическая структура.
Волочение проводят в течение не более 3-х часов с момента окончания термообработки. Выбор данного условия поясняется диаграммами на фиг.3 и фиг.4.
Диаграммы показывают, что твердость оболочек твэлов через 3 часа после закалки составляет 36,5 кгс/мм2. Это значение превышает твердость, как после отжига (25-27 кгс/мм2), так и сразу после закалки (32,8 кгс/мм2), но значительно меньше максимальной твердости через 4-7 суток (44,2-44,5 кгс/мм2).
Приведенные данные позволяют отметить, что через 3 часа после закалки труба имеет значительный ресурс пластичности, позволяющий осуществить необходимую деформацию при последующем волочении.
Пример осуществления способа.
В качестве примера приведен способ изготовления шестигранного твэла 1-го типоразмера для ТВС ВВР-М2.
ТВС ВВР-М2 является аналогом вышеупомянутой ТВС ВВР-М. Основное отличие состоит в использовании топлива в виде диоксида урана с обогащением 19,7% вместо 36%.
Способ осуществляется следующим образом.
Сборную заготовку, состоящую из передней заглушки, заготовки топливного сердечника и задней заглушки, заключенных в оболочку из термически упрочняемого алюминиевого сплава САВ-1, нагревают и проводят совместное горячее прессование. Перед прессованием на сборную заготовку, внутреннюю поверхность контейнера, матрицу и иглу наносят смазку. При прессовании используют конусную матрицу с рабочим углом 120° и конусную иглу с конусностью 6'. После прессования получают трубу с переменной толщиной стенки по длине, величина которой составляет от 2,50 до 2,60 мм.
Отпрессованную трубу заковывают со стороны переднего конца и осуществляют первый проход волочения с получением круглой трубы с одинаковой толщиной стенки по длине, равной 2,50 мм. Степень деформации в средней части трубы составляет по толщине стенки - 1,8%, по диаметру - 5,5%, суммарная - 7,2%.
Затем трубу подвергают термообработке посредством закалки, нагревая ее до температуры 400°C, с выдержкой на режиме в течение 20 минут и охлаждением на воздухе, после чего проводят необходимое количество проходов волочения, в ходе которых профилируют круглую трубу в шестигранную с получением готового твэла. Каждый проход волочения, после которого осуществляется термообработка, проводят с суммарной степенью деформации в средней части трубы не более 10%. Волочение проводят в течение не более 3-х часов с момента окончания термообработки.
Готовые твэлы подвергают приборному радиометрическому и рентгенографическому контролю.
Результаты изготовления твэлов 1-го типоразмера для ТВС ВВР-М2 по предлагаемому способу с оценкой качественных параметров приведены в таблице (маршрут «предлагаемый»).
В таблице дополнительно приведены параметры штатного маршрута, использовавшегося до предлагаемого, а также лучший из опытных маршрутов, характеризующийся более высокими параметрами, чем штатный.
|
Штатный маршрут предполагал волочение на первом проходе с суммарной степенью деформации в средней части трубы 12%, что, по-видимому, является критической деформацией для данного материала оболочки, подвергнутой комплексу деформационных и термических обработок на всех этапах изготовления твэлов. После термообработки в трубе формировалась крупнокристаллическая структура (фиг.1), которая при последующем профилировании приводила к получению трубы и соответственно готового твэла с грубым рельефом повышенной шероховатости на наружной поверхности, имеющей вид апельсиновой корки (фиг.2).
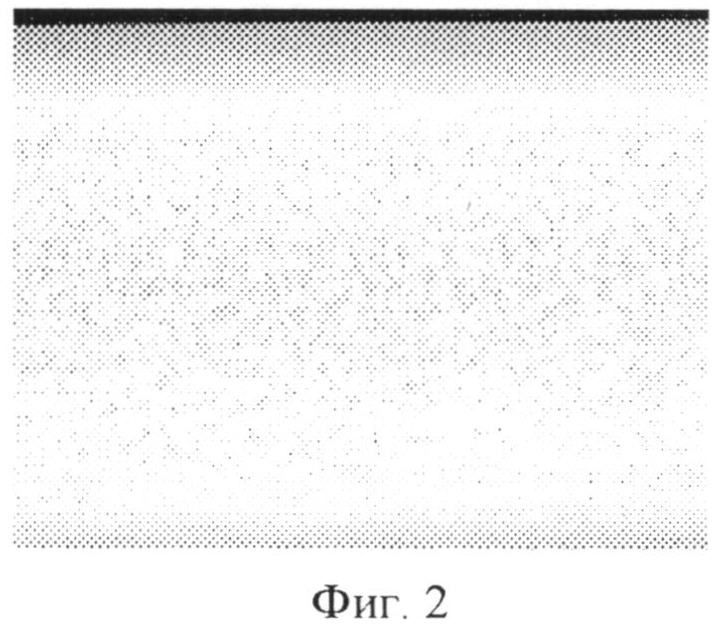
В ходе исследовательских работ, направленных на повышение качества твэлов ВВР-М2, был реализован маршрут изготовления твэлов, находящийся вблизи нижней границы зоны критической деформации. Данный маршрут обозначен в таблице как «опытный», при этом его показатели значительно лучше, чем штатного. Фрагмент твэла данного маршрута, имеющего среднекристаллическую структуру, представлен на фиг 5, внешний вид грани твэла с рельефом повышенной шероховатости - на фиг.6.
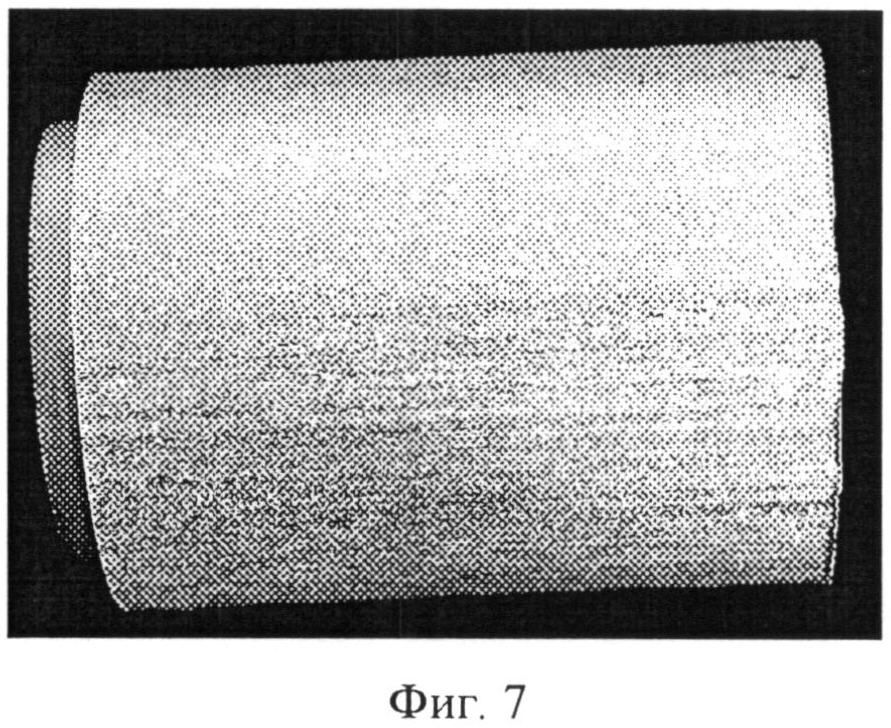
Твэлы, изготовленные по предлагаемому изобретению (в таблице - маршрут «предлагаемый»), после первого прохода волочения и термообработки имеют мелкокристаллическую макроструктуру оболочки, что показано на фиг.7. Макроструктура оболочки готового твэла, приведенная на фиг.8 и 9, также мелкокристаллическая.
Готовые твэлы имеют чистую, ровную поверхность, внешний вид которой приведен на фиг.10.
Таким образом, предлагаемое изобретение позволяет получать твэлы с мелкокристаллической структурой оболочек и чистой, ровной поверхностью, без их разрывов на этапах волочения, что способствует решению задачи, стоящей перед изобретением.
Указанный способ может быть использован при изготовлении твэлов различных типоразмеров и форм сечений (круглые, шестигранные, квадратные) высокого качества.
Мишень для наработки изотопа мо-99
Способ изготовления трубчатых тепловыделяющих элементов, преимущественно шестигранной формы
Роботизированный модуль для контактной точечной сварки
Способ сжигания жидких органических радиоактивных отходов и установка для его осуществления
Контейнер для транспортирования тепловыделяющих сборок ядерного реактора
Устройство поджатия транспортируемых элементов в контейнере
Тепловыделяющая сборка ядерного реактора
Способ изготовления изделий сложного профиля из порошков
Способ регерации порошков ядерного топлива из тепловыделяющих элементов и дисперсионных композиций на основе алюминия и алюминиевых сплавов
Способ получения поверхностно-модифицированного литированного оксида кобальта
Мишень для наработки изотопа мо-99
Способ изготовления трубчатых тепловыделяющих элементов, преимущественно шестигранной формы
Роботизированный модуль для контактной точечной сварки
Способ сжигания жидких органических радиоактивных отходов и установка для его осуществления
Контейнер для транспортирования тепловыделяющих сборок ядерного реактора
Устройство поджатия транспортируемых элементов в контейнере
Тепловыделяющая сборка ядерного реактора
Способ изготовления изделий сложного профиля из порошков
Способ регерации порошков ядерного топлива из тепловыделяющих элементов и дисперсионных композиций на основе алюминия и алюминиевых сплавов
Способ получения поверхностно-модифицированного литированного оксида кобальта

