Результат интеллектуальной деятельности: БАМПЕРНОЕ ЗАЩИТНОЕ УСТРОЙСТВО ДЛЯ ГРУЗОВЫХ АВТОМОБИЛЕЙ И АВТОБУСОВ СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГИСТЕРЕЗИСНЫХ ЭЛЕМЕНТОВ ИЗ ПРОВОЛОЧНОГО МАТЕРИАЛА
Вид РИД
Изобретение
Изобретение относится к защитным устройствам, повышающим уровень пассивной безопасности автомобиля.
Известно бамперное защитное устройство автомобилей (Патент РФ на полезную модель №95611, Защитное устройство, повышающее безопасность водителя и пассажиров при аварии автомобиля, МПК B60R 19/00, Эскин И.Д., Сусликов В.И., Храмова А.А., приоритет 17 марта 2010 г. Опуб. 10.07.2010 Бюл. №19), содержащее бампер, выполненный в виде балки с отогнутыми к автомобилю концами с коробчатым прямоугольным поперечным сечением, упругогистерезисный элемент, выполненный из уложенных слоями вплотную друг к другу тросов, свитых из n>18 проволок, с пустотелой или пеньковой сердцевиной, с точечным, линейным или полосовым контактом, и оболочку, сминаемую при ударе, плотно охватывающую упругогистерезисный элемент и жестко закрепленную (приклеенную) на бампере. Оболочка может быть изготовлена из полимера или полипропилена большой плотности. Бампер жестко крепится к силовой раме автомобиля.
Недостатком этого защитного устройства является относительно небольшая величина кинетической энергии, рассеиваемой устройством при столкновении тяжелого автомобиля - грузового или автобуса с препятствием при аварии.
Достоинством этого бамперного устройства является его простота.
Это защитное устройство по технической сущности наиболее близко к предлагаемому и принято за прототип.
Ставится задача создания достаточно конструктивно простого устройства, способного воспринимать сильные фронтальные удары, воздействующие на него при аварийных столкновениях тяжелых грузовых автомобилей, автобусов, тракторов и других, и способного рассеивать при той же величине кинетической энергии удара существенно большую ее долю, чем прототип.
Поставленная задача решается тем, что у бамперного защитного устройства для грузовых автомобилей и автобусов, содержащего жестко крепящийся к силовой раме автомобиля бампер, выполненный в виде стальной балки с прямоугольным коробчатым поперечным сечением с полками и с отогнутыми к автомобилю концами, упругогистерезисный элемент, опирающийся на бампер по всей его длине, оболочку, сминаемую при ударе, плотно охватывающую упругогистерезисный элемент, жестко закрепленную на бампере, выполненную из полимера или полипропилена большой плотности, или тонкого металлического листа, отличающийся тем, что его упругогистерезисный элемент выполнен из проволочного упругого нетканого материала.
В габаритах, вполне приемлемых для устройств такого типа, применяемых на грузовых автомобилях и автобусах, упругогистерезисный элемент, выполненный из проволочного материала ниже предлагаемыми способами, способен выдержать ударную нагрузку, по нашим приблизительным оценкам до 700 тс и даже более, что вполне достаточно для высокой эффективности срабатывания защитного устройства в большинстве случаев аварийных столкновений.
При этом при той же кинетической энергии удара предлагаемое устройство рассеет в 2-3 раза большую долю этой кинетической энергии, чем прототип.
Упругогистерезисный элемент предлагаемого устройства может быть выполнен из проволочного нетканого материала МР («Металлорезины»).
Технология изготовления изделий из материала МР известна (см. а.с. СССР №183174, Способ изготовления нетканого материала «МР» из металлической проволоки, Сойфер А.М., Бузицкий В.Н., Першин В.А., с приоритетом от 27 июля 1960 г., опубликовано Бюллетень №13, 1966 г.) и состоит в том, что заготовку формируют из отрезков спирали, свитой из стальной нагартованной проволоки, растянутой до шага, равного диаметру спирали, укладывают в пресс-форму и прессованием получают готовое изделие.
Кроме того, с целью обеспечения возможности автоматизации изготовления упругогистерезисного элемента и повышения демпфирующих свойств устройства упругогистерезисный элемент предлагаемого устройства может быть выполнен из проволочного материала, изготовленного из слоев омедненной плетеной сетки.
Омеднение проволоки сетки обеспечивает контакты между витками слоев сетки «медь по меди» с коэффициентом трения скольжения 0,4 по сравнению с 0,15-0,2 в контактах «сталь по стали», за счет чего величина энергии, рассеиваемой устройством, возрастает более чем в 2 раза. Причем износостойкость медного покрытия здесь не важна, так как предлагаемое устройство является устройством одноразового действия.
С целью дальнейшего улучшения упругодемпфирующих свойств бамперного устройства его упругогистерезисный элемент по ширине может быть составлен из двух элементов, из которых в первом, опирающемся на бампер, плоскости основной массы витков параллельны продольной оси автомобиля или наклонены под малыми углами к ней, и витки дополнительно прижаты друг к другу этими плоскостями сдавливающим усилием, направленным перпендикулярно продольной оси автомобиля, созданным пластиной, жестко закрепленной на бампере, а во втором элементе, который опирается на первый по всей его рабочей поверхности через металлическую тонкую ленту, расположенную между ними, плоскости основной массы витков перпендикулярны продольной оси автомобиля или угол их наклона к этой оси мало отличается от 90°.
При прессовании заготовки из проволочного материала витки спиралей теряют устойчивость и плоскости основной массы витков в готовом изделии располагаются под углами, близкими к 90° к направлению прессующей силы.
В первом элементе плоскости витков направлены по направлению действующей ударной силы или близкому к этому направлению. Поэтому при ударе происходят большие взаимные смещения контактирующих витков, и большие силы сухого трения, созданные большим натягом (большой сдавливающей силой) на этих перемещениях, совершают работу, на которую тратится большая доля кинетической энергии удара.
Вследствие очень малого коэффициента Пуассона проволочного материала второй элемент при ударе не заклинивается между направляющими полками бампера и ударное воздействие передается на первый элемент. Естественно, при ударе второй элемент также рассеивает энергию и должным подбором параметров первого и второго элементов можно обеспечить требуемые упругофрикционные характеристики бамперного устройства.
Упругогистерезисный элемент предлагаемых защитных устройств имеет крупные габариты и для его изготовления требуется мощный пресс с усилием прессования более 1000 тс.
Поэтому с целью обеспечения возможности изготовления упругогистерезисных элементов на менее мощном прессе упругогистерезисный элемент защитного устройства может быть выполнен из нескольких брусков, имеющих форму прямоугольного параллелепипеда, плотно составленных друг к другу, отдельно могут быть выполнены и упругогистерезисные элементы, расположенные на концах бампера.
Кроме того, оболочка защитного устройства может изготавливаться из плотной резины, привулканизированной к поверхности упругогистерезисного элемента, а бампер может быть выполнен с поперечным швеллерным сечением с нижней полкой с левой стороны, обеими полками с правой стороны крепящийся к силовой раме автомобиля.
Бамперы автомобилей редко выполняются с прямой и плоской поверхностью, воспринимающей ударное воздействие, и на этой поверхности могут выполняться элементы дизайна. Это приводит к тому, что при аварийном столкновении автомобилей на бамперные устройства со сминаемой оболочкой, на их упругогистерезисный элемент ударное воздействие осуществляется местно в отдельных местах контакта. Это может существенно снизить противоударную защиту автомобиля.
С целью обеспечения возможности реализации всего потенциала упругогистерезисных свойств бамперного защитного устройства или его большей части и в этих случаях на упругогистерезисный элемент устройства с натягом по его фронтальной поверхности установлена стальная балка - форбампер с длиной, приблизительно равной ширине автомобиля с швеллерным поперечным сечением со ступенчатыми полками, на концевых участках каждой полки имеются выступы, отогнутые под прямым углом к полкам внутрь балки, которыми балка с усилием, созданным натягом, прижимается к ответным выступам, выполненным на наружных поверхностях пластины и нижней полки бампера, и опирается на эти выступы так, что эти выступы служат направляющими при смещении балки под ударным воздействием, а между ступенькой каждой полки балки и упругогистерезисным элементом имеется постоянный зазор, длина которого равна или немного больше максимальной возможной деформации сжатия упругогистерезисного элемента в направлении продольной оси автомобиля, и оболочка крепится на балке - форбампере и отогнутых концах бампера.
Наличие этой балки распределяет ударное воздействие на всю фронтальную поверхность упругогистерезисного элемента, за счет чего его упругогистерезисные свойства реализуются более полно.
Кроме того, при косом ударе в балку - форбампер она с большим трением смещается относительно упругогистерезисного элемента, что существенно увеличивает энергию, рассеиваемую устройством при таком ударе.
Известен способ изготовления проволочного нетканого материала МР и изделий из него (см. а.с. СССР №183174, Способ изготовления нетканого материала «МР» из металлической проволоки, Сойфер А.М., Бузицкий В.Н., Першин В.А., с приоритетом от 27 июля 1960 г., опубликовано Бюл. №13, 1966 г.), состоящий в том, что отрезки свитой из стальной нагартованной проволоки спирали, растянутой до шага, равного диаметру спирали, хаотично укладывают в прямоугольный коврик слой за слоем с равномерной плотностью, слегка спрессовывают его так, чтобы слои внедрились друг в друга, обматывают сформированную заготовку поверху такой же спиралью, укладывая ее витки плотно друг к другу таким образом, чтобы у соседних слоев обмотки оси спиралей были взаимно перпендикулярны, полученную заготовку помещают в пресс-форму и прессованием изготавливают упругогистерезисный элемент.
Этот способ изготовления упругогистерезисного элемента по технической сущности наиболее близок к предлагаемому и принят за прототип.
Недостатком этого способа является сложность изготовления крупногабаритных упругогистерезисных элементов с одинаковой удельной плотностью во всем объеме изделия и сложность автоматизации изготовления крупногабаритных изделий из этого материала.
В случае изготовления большой серии изделий, как в рассматриваемом случае, этот недостаток приобретает важное, а может быть и решающее значение в выборе способа изготовления упругогистерезисного элемента предлагаемых бамперных защитных устройств.
Поэтому ставится задача разработки способа изготовления упругогистерезисных элементов из проволочного материала, изготовление которым этих элементов можно было автоматизировать, а сами упругогистерезисные элементы обладали бы упругогистерезисными, противоударными и прочностными свойствами, не худшими по сравнению с элементами, изготовленными из материала МР. При этом затраты на автоматизацию не должны быть большими и должны быстро окупаться.
Поставленная задача решается тем, что способ изготовления упругогистерезисного элемента, содержащий формирование заготовки из спиралей, изготовленных из стальной нагартованной проволоки, растянутых до шага, равного их диаметру, и изготовление упругогистерезисного элемента последующим прессованием заготовки в пресс-форме отличается тем, что сначала изготавливаются на специальном станке одинаковые полосы предварительно напряженной плетеной сетки, имеющие форму параллелограма, с шириной, равной высоте упругогистерезисного элемента, и длиной ее большей стороны, равной его длине, с наклоненными под 45° боковыми сторонами, у которых соседние спирали одна упруго сжата, а другая упруго растянута одной и той же силой, такой по величине, что шаг спиралей в готовой полосе сетки равен диаметру спирали, оси спиралей в полосе сетки направлены под углом 45° к длинной стороне полосы, и омедняют полосы в специальной ванне, укладывают одну полосу на другую так, чтобы между осями этих полос был угол 90°, подгибают косые концы каждой полосы на эту же полосу таким образом, чтобы сформировалась прямоугольная полоса постоянной толщины, состоящая из двух полос, и при этом направления осей спиралей в подогнутом конце и контактирующей с ним части полосы будут взаимно перпендикулярны, сформированные таким образом полосы накладывают друг на друга так, чтобы в слоях сеток каждой двухслойной полосы оси спиралей располагались под углом 90° к осям спиралей контактирующих с ними слоев соседних двуслойных полос, спрессовывают собранную заготовку небольшим усилием так, чтобы витки спиралей слоев сеток внедрились в пространства между витками соседних слоев, вставляют заготовку в пресс-форму и окончательно прессуют, вынимают упругогистерезисный элемент, имеющий вид прямоугольного параллелепипеда, из пресс-формы и в специальном приспособлении отгибают его концы так, чтобы он повторил внешние обводы бампера.
Кроме того, в случае сборки упругогистерезисного элемента из отдельных фрагментов отгибают концы только концевых фрагментов таким образом, чтобы упругогистерезисный элемент, собранный из плотно составленных фрагментов, повторял внешние обводы бампера.
Применив эти способы изготовления упругогистерезисных элементов можно автоматизировать все операции по их изготовлению, или можно автоматизировать только те операции, на выполнение которых тратится большой объем ручного труда.
Использование предварительно напряженной сетки существенно упрощает выполнение операции точной укладки полос сетки друг на друга и позволяет автоматизировать эту операцию.
Кроме того, с целью упрощения технологии изготовления упругогистерезисных элементов и обеспечения возможности их изготовления на автоматической поточной линии изготавливается непрерывная полоса предварительно напряженной сетки, которая по мере изготовления непрерывно омедняется и из нее формируется заготовка складыванием полосы сетки «гармошкой», после формирования заготовки изготовление полосы сетки останавливается и свободные косые концы сетки отгибаются на торец заготовки, если концы располагаются с одного конца заготовки или на ее опорные поверхности, если концы располагаются на разных концах заготовки, окончательно сформированная заготовка затем прессуется.
Предлагаемые конструкции бамперного защитного устройства поясняются фигурами:
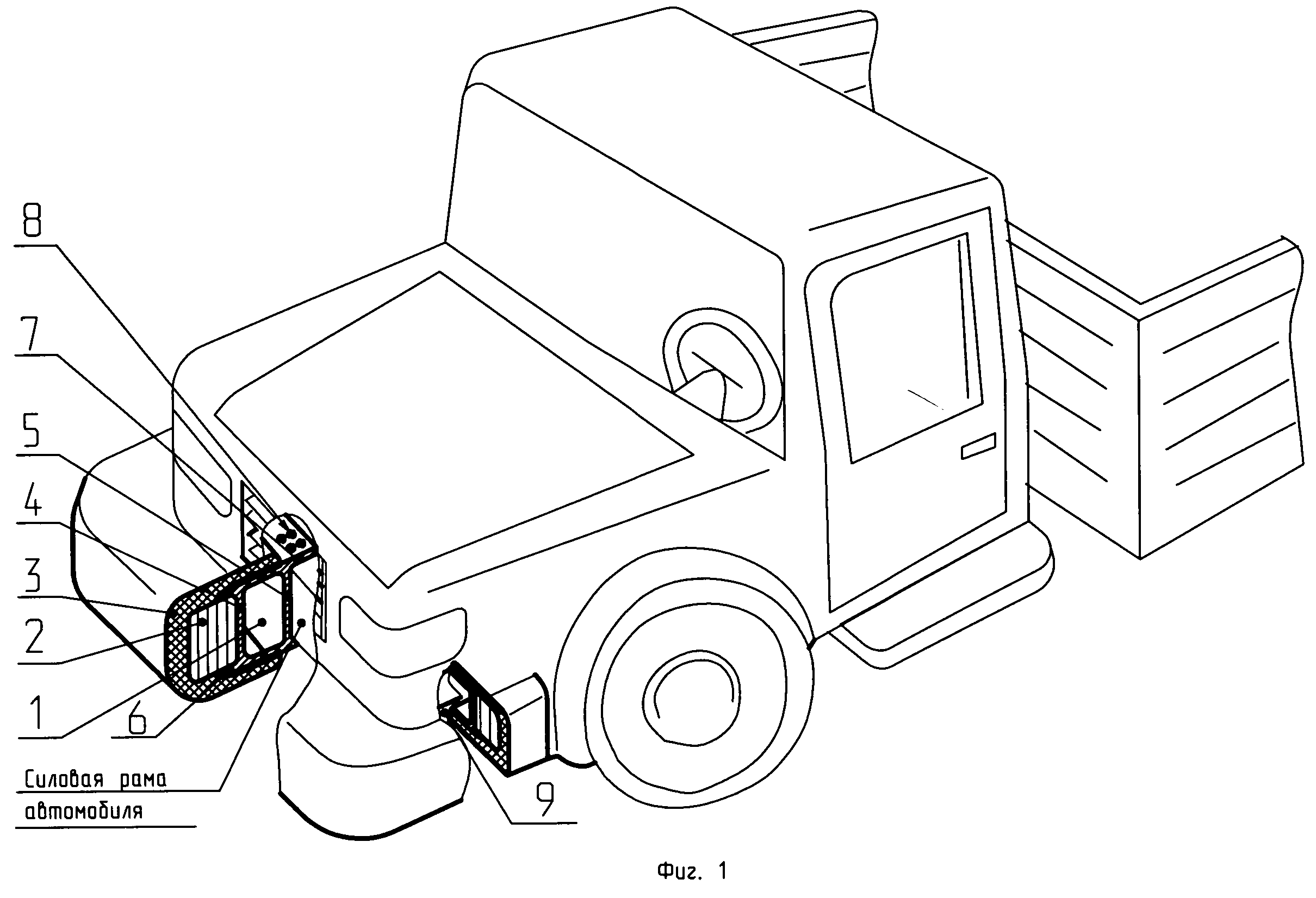
на фиг.1 изображен главный вид с местными разрезами предлагаемого бамперного защитного устройства;
на фиг.2 изображен вертикальный разрез бамперного защитного устройства по продольной оси автомобиля;
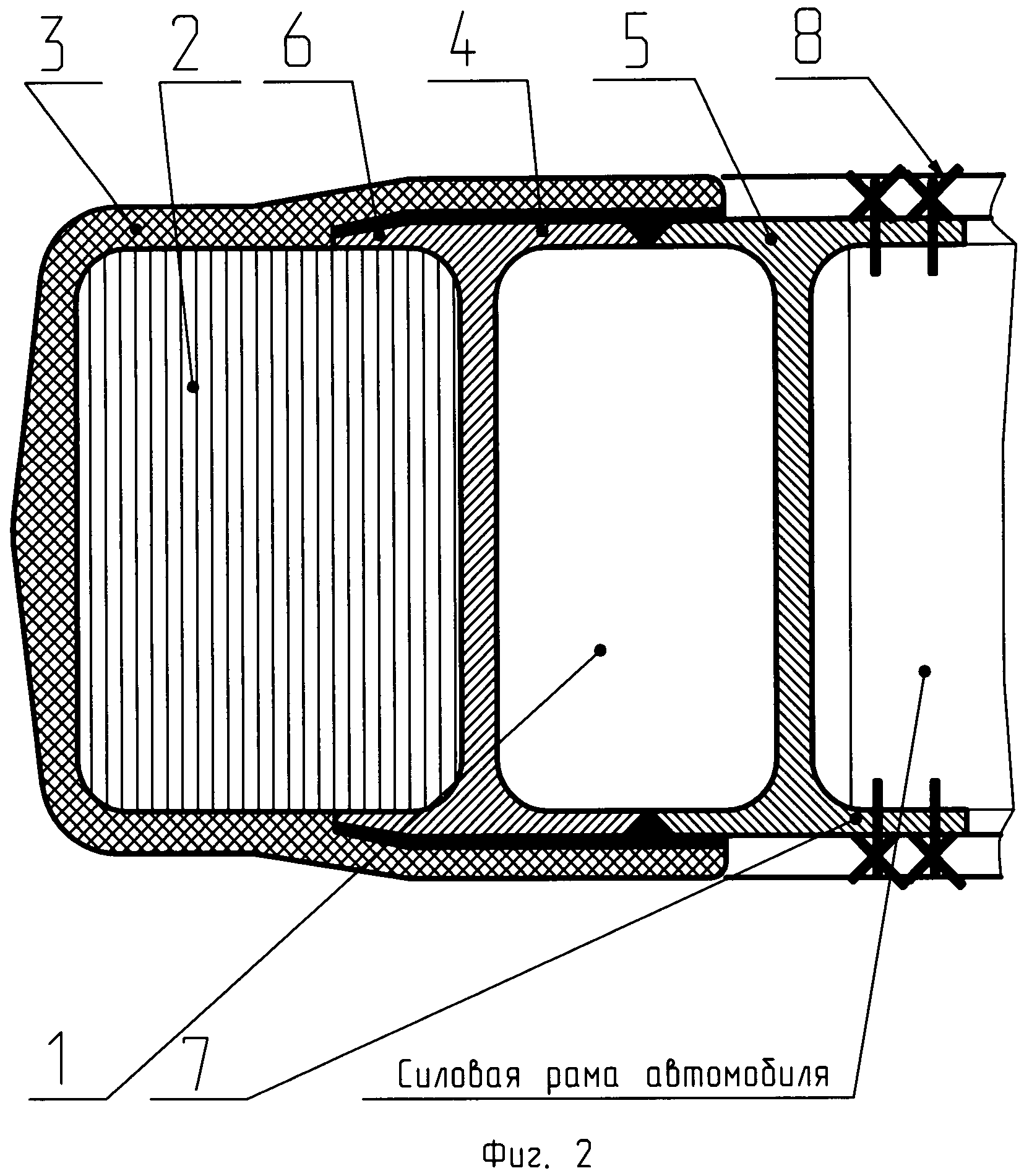
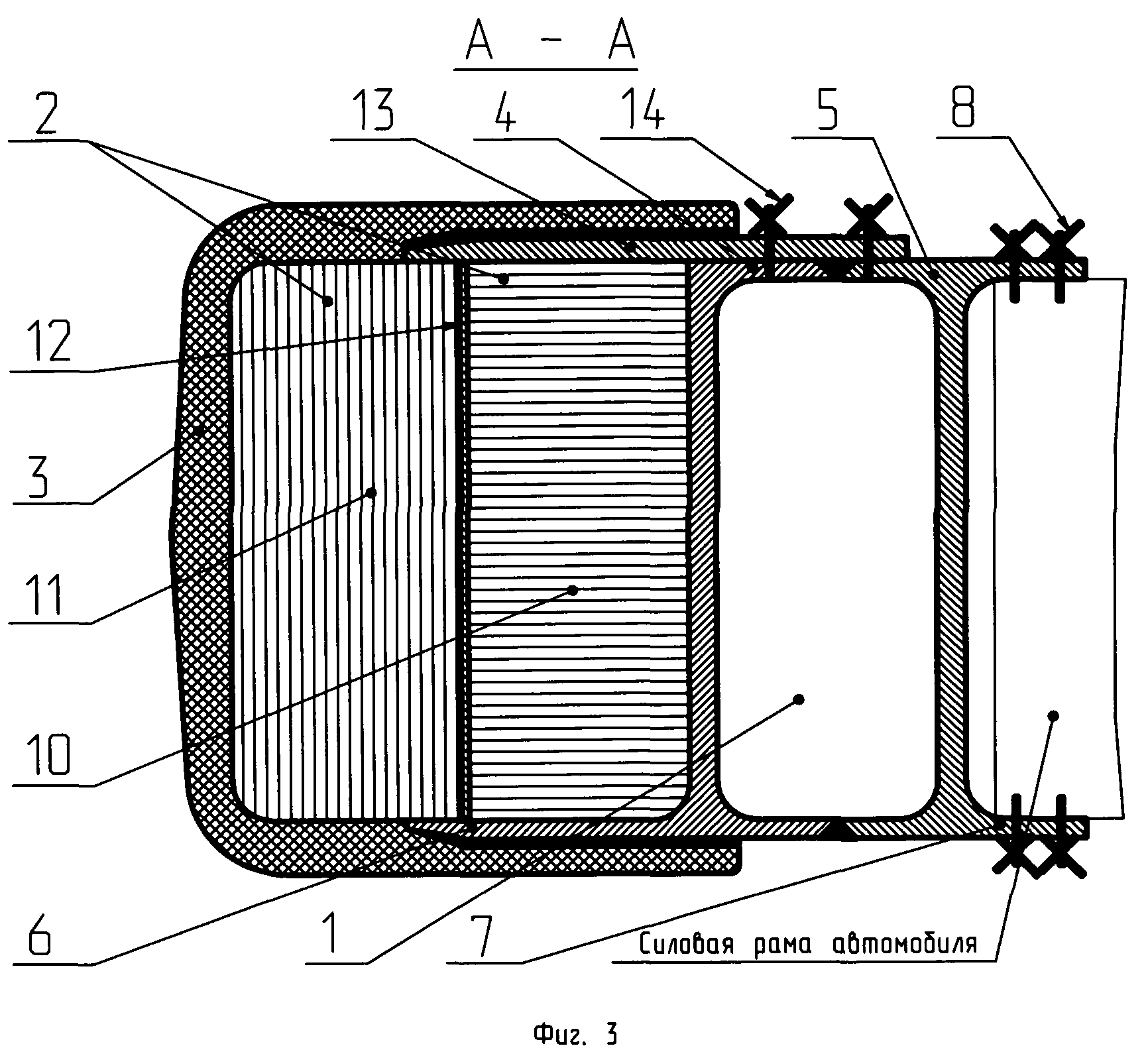
на фиг.3 изображено бамперное защитное устройство с упругогистерезисным элементом, составленным из двух элементов с различным расположением плоскостей витков в массе проволочного материала (вертикальный разрез по продольной оси автомобиля);
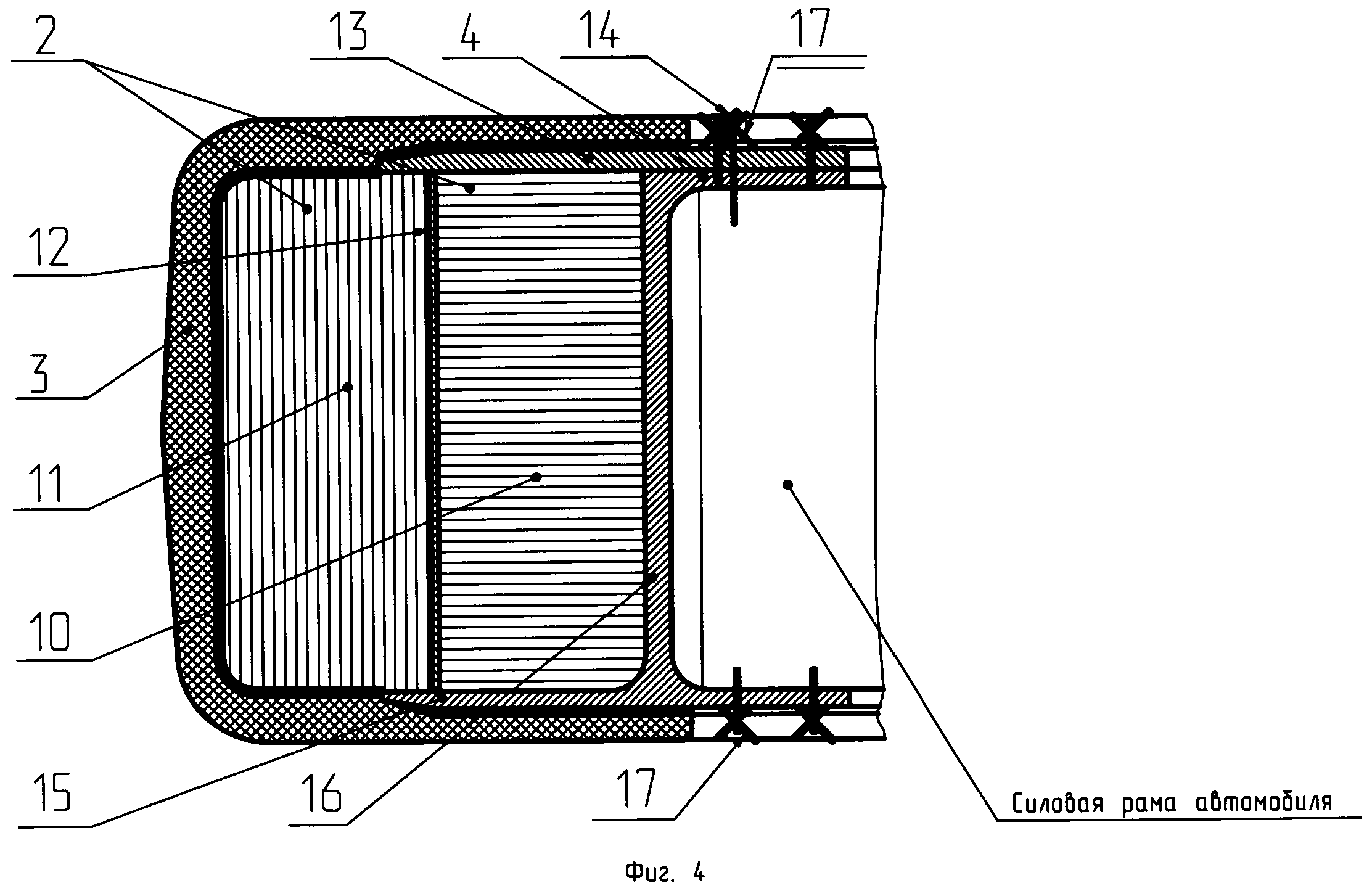
на фиг.4 изображено бамперное защитное устройство, оболочка которого выполнена из плотной резины, привулканизированной к упругогистерезисному элементу, и бампер выполнен со швеллерным поперечным сечением, своими полками крепящийся непосредственно к силовой раме автомобиля (вертикальный разрез по продольной оси автомобиля);
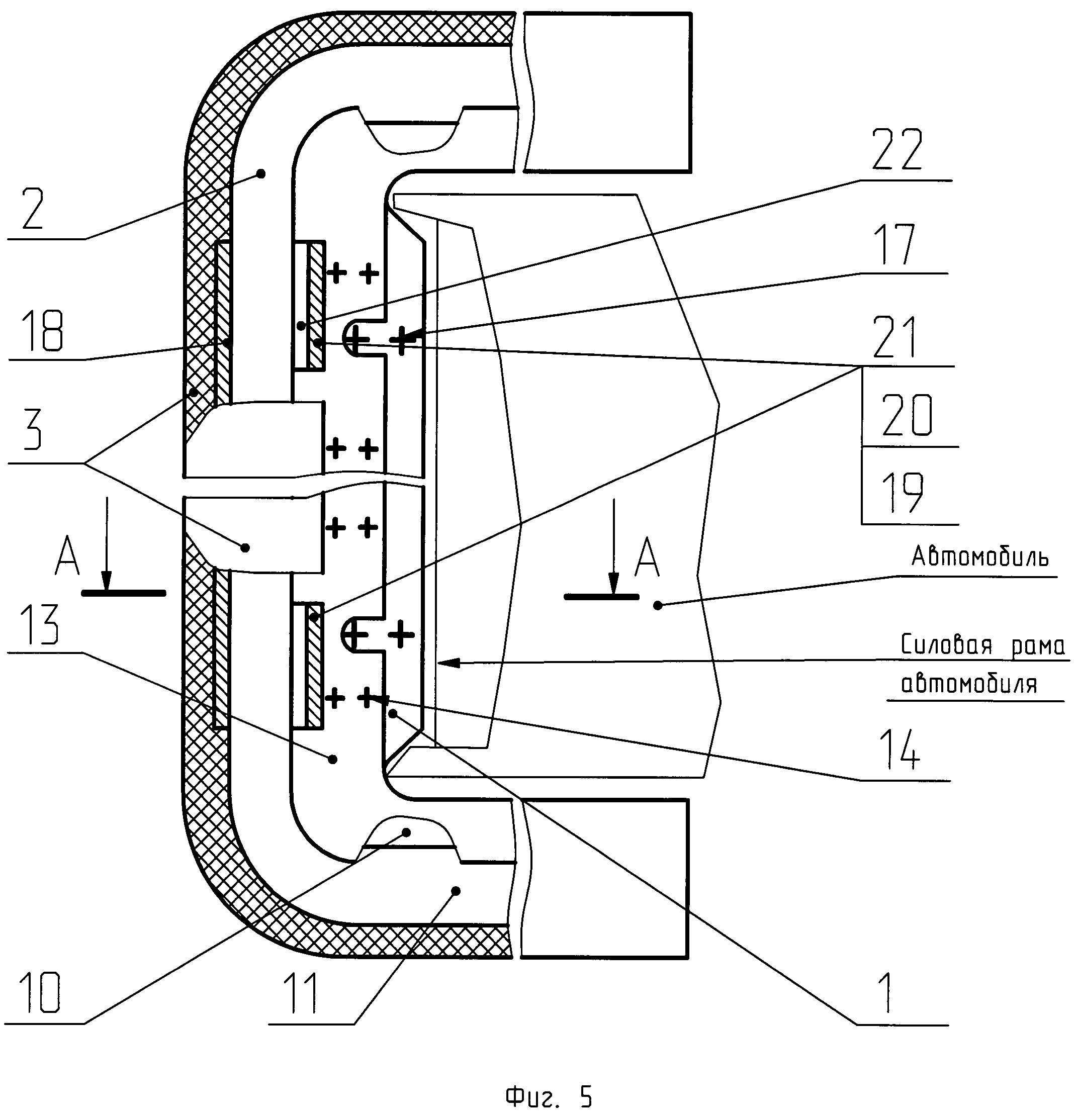
на фиг.5 изображено бамперное защитное устройство со стальной балкой - форбампером;
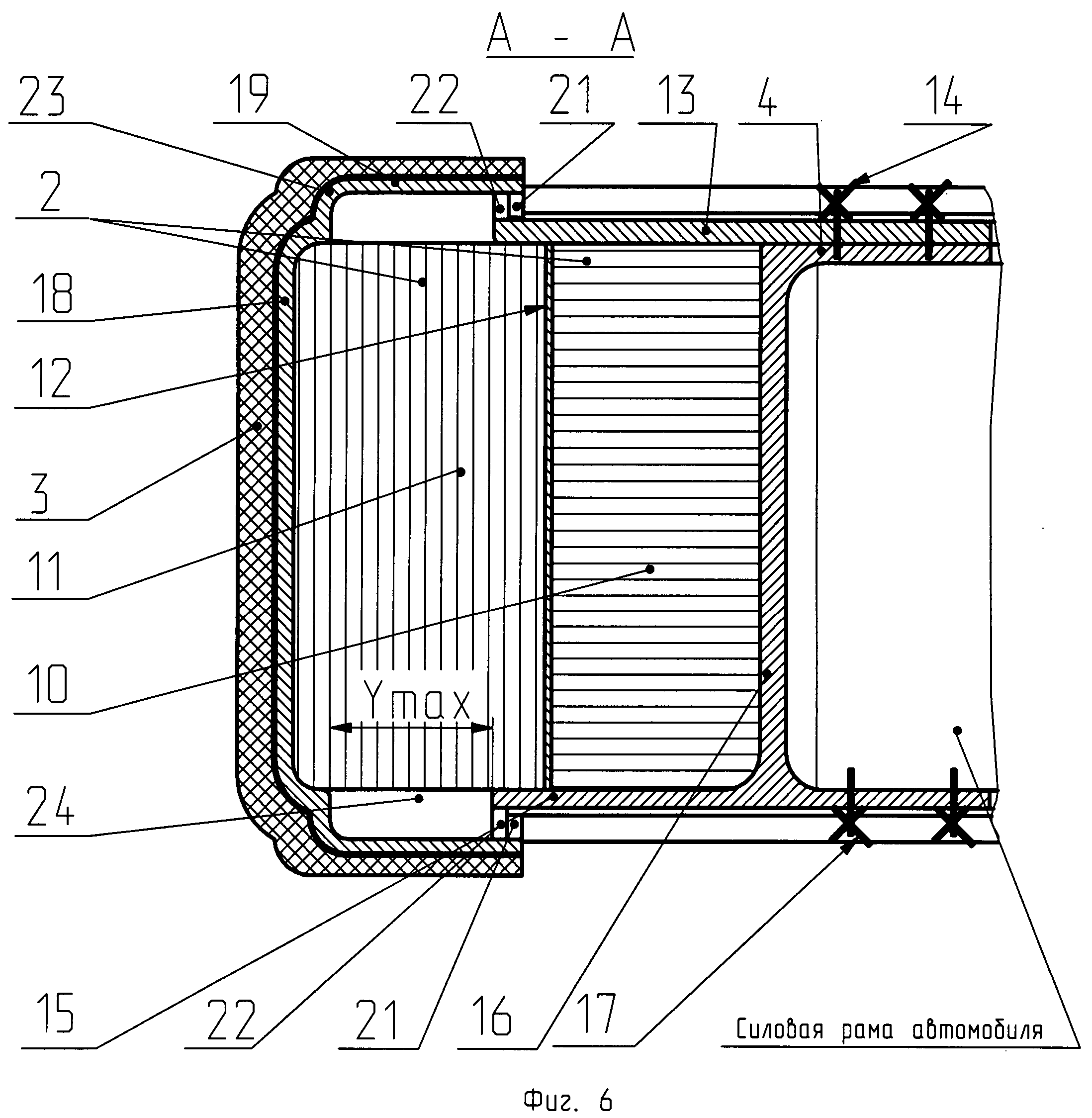
на фиг.6 изображен разрез по А-А на фиг.5.
Предлагаемые способы иллюстрируются рисунками:
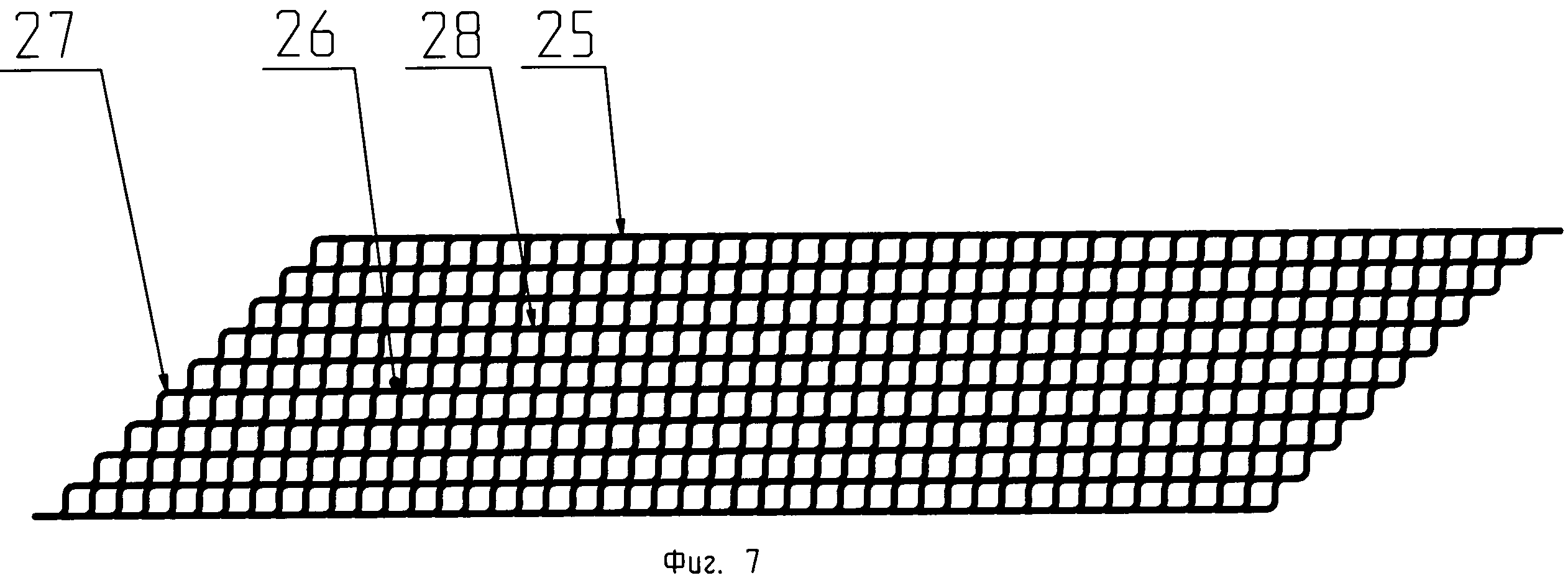
на фиг.7 изображена полоса сетки;
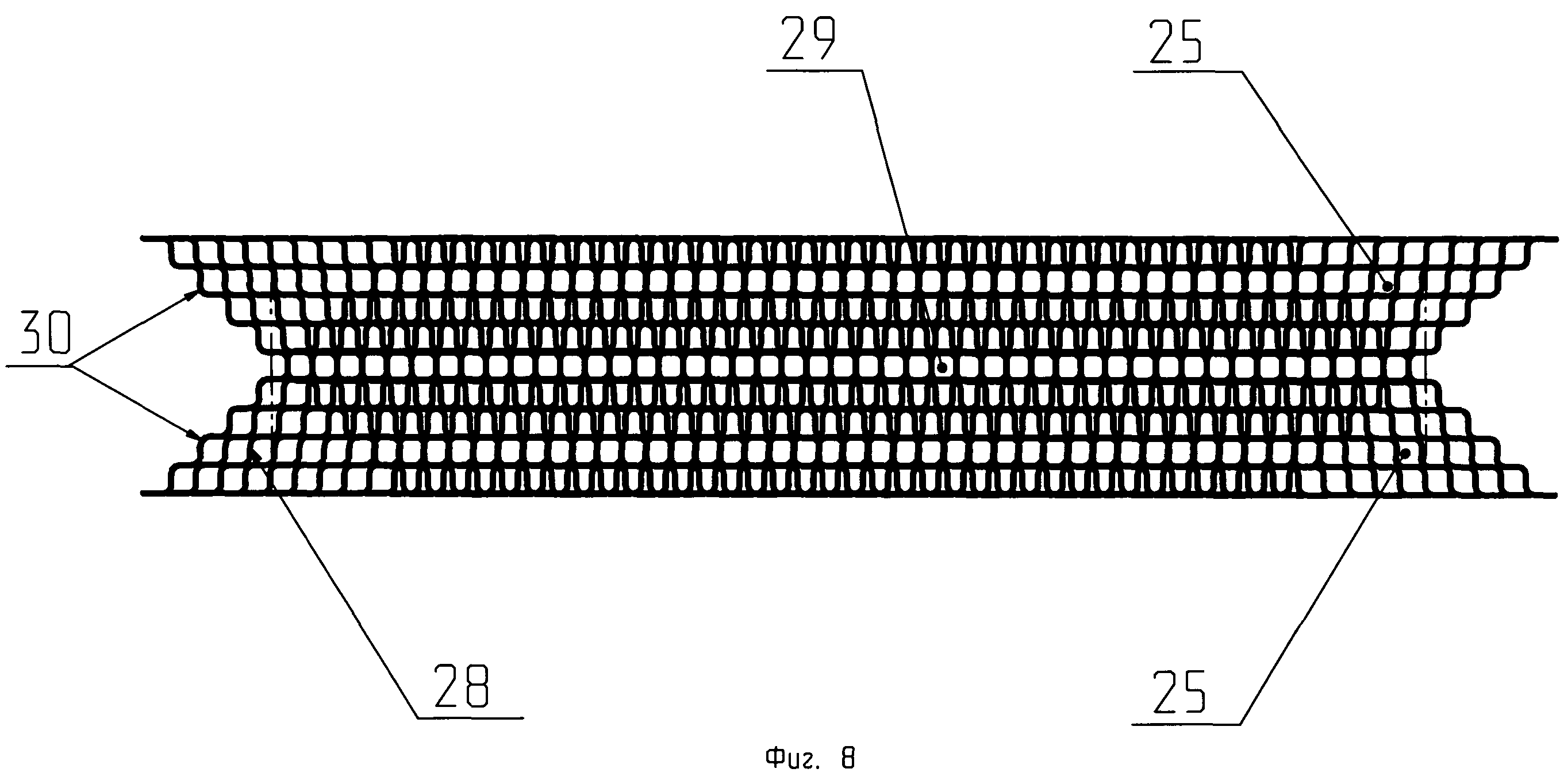
на фиг.8 изображена полоса, собранная из двух слоев сетки с еще не подогнутыми косыми концами. На фигуре линии сгиба показаны штрихпунктирной линией с двумя точками;
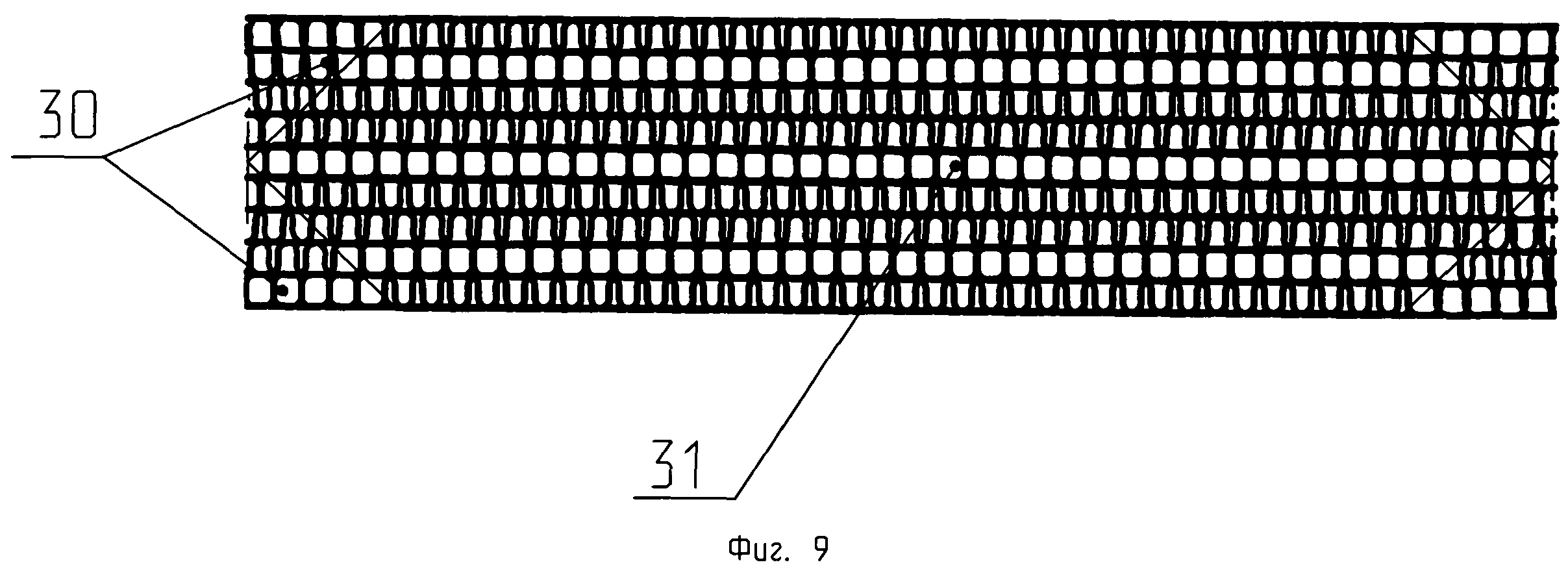
на фиг.9 изображена эта же полоса с согнутыми на полосу концами;
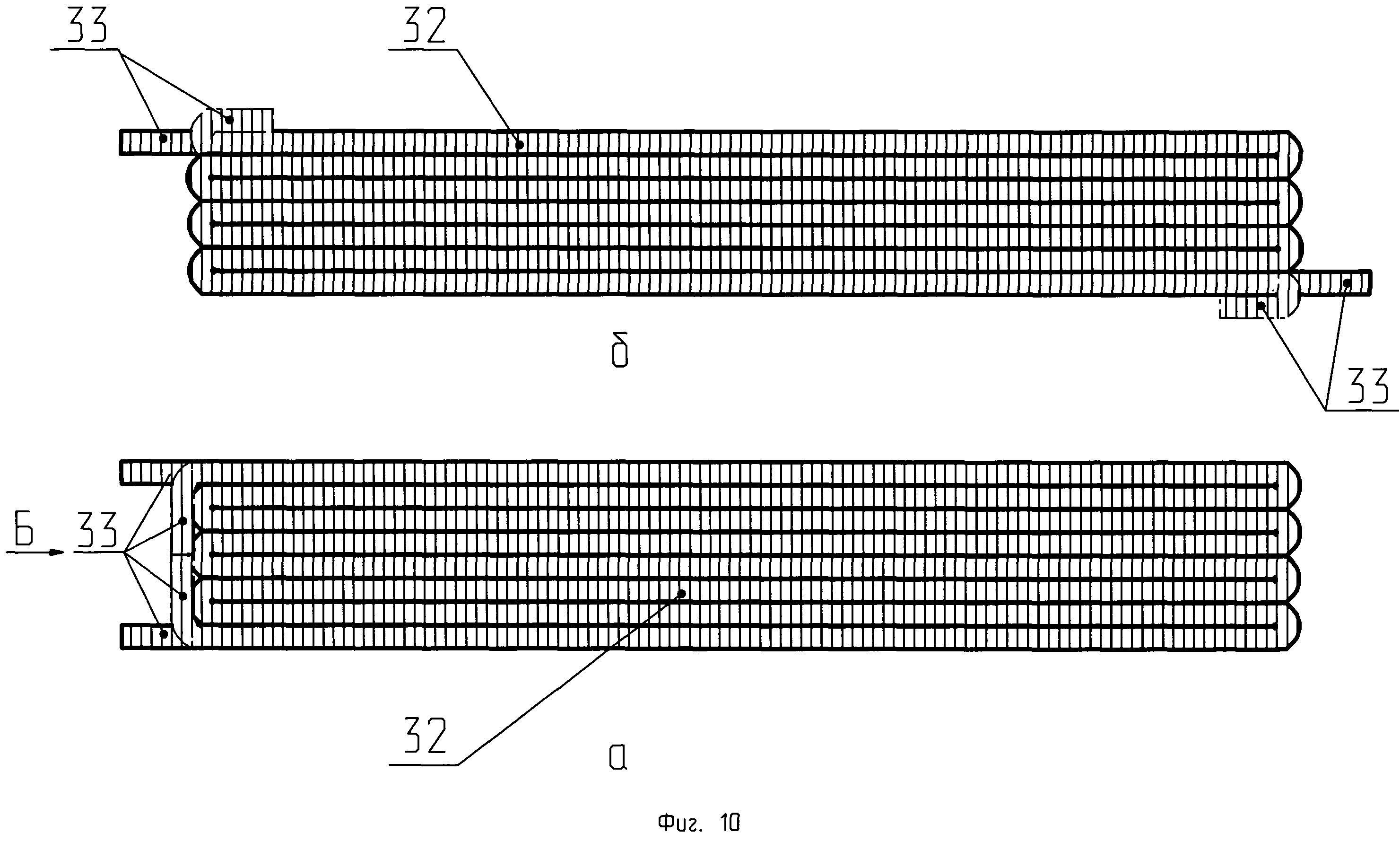
на фиг.10 изображены заготовки, сформированные из непрерывной полосы сетки: а) с косыми концами, расположенными с одной стороны заготовки; б) с ее двух сторон. Отогнутые косые концы изображены штрихпунктирной линией с двумя точками. Сетка на фигуре изображена условно;
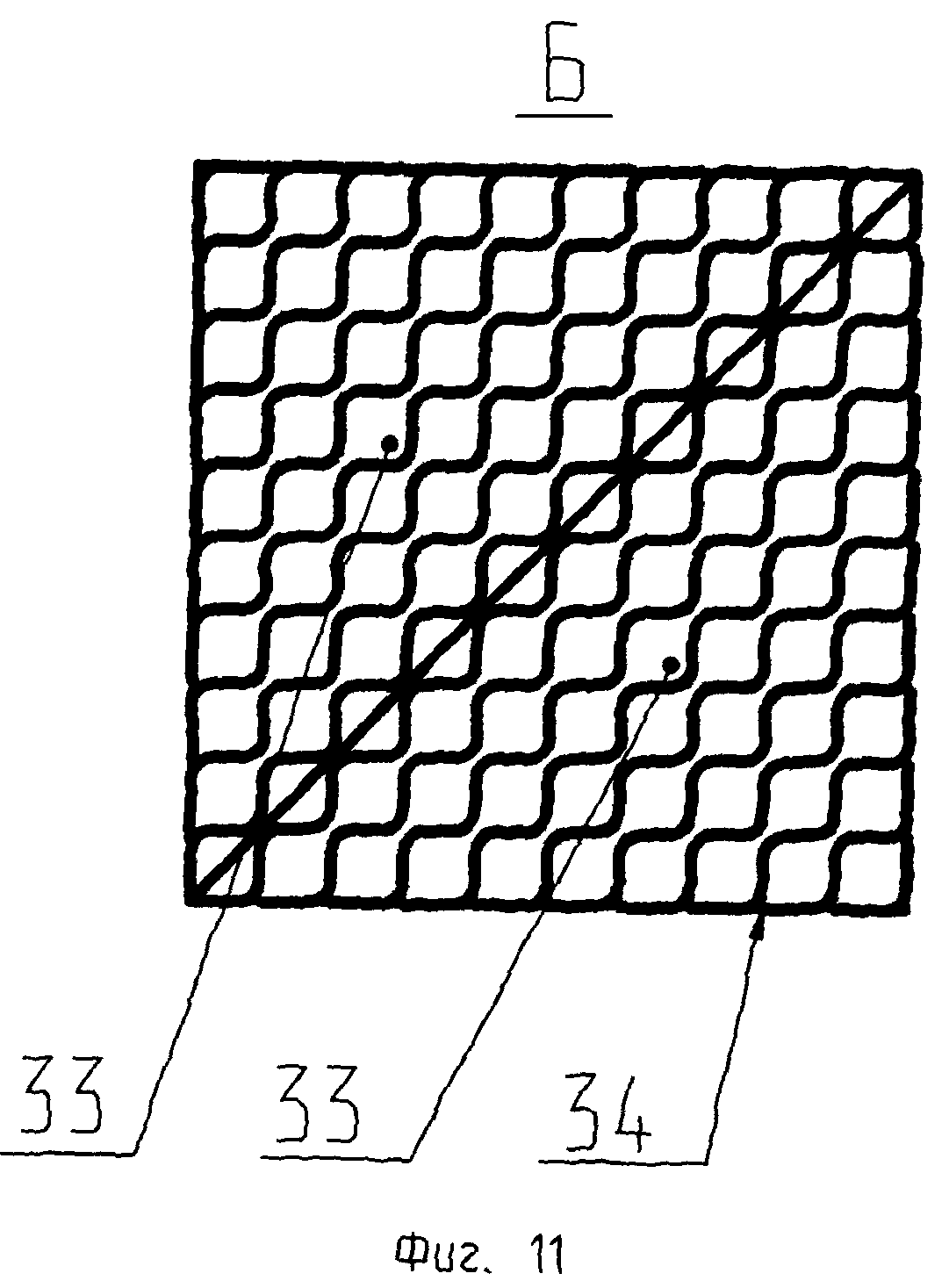
на фиг.11 изображен вид по стр.Б на фиг.10 на торец заготовки с отогнутыми на него концами (случай а. на фиг.10).
Предлагаемое бамперное защитное устройство для грузовых автомобилей и автобусов (см. фиг.1) состоит из бампера 1, установленного на него упругогистерезисного элемента 2, изготовленного из проволочного материала МР, сминаемой оболочки 3, плотно охватывающей упругогистерезисный элемент 2, изготовленной из полимера или полипропилена большой плотности, закрепленной (приклеенной) на бампере 1.
Оболочка 3 может быть изготовлена из тонкого металлического листа, например, алюминиевого.
Бампер 1 на ширине автомобиля сварен из двух балок 4 и 5 (см. фиг.1 и 2) и имеет прямоугольное коробчатое сечение с полками 6, ограничивающими вертикальное смещение упругогистерезисного элемента 2, но не препятствующие его деформации в направлении ударной силы, и с полками 7, которыми бампер 1 болтами 8 крепится к силовой раме автомобиля.
Балка 4 (см. фиг.1) выполнена с отогнутыми к автомобилю концами 9.
Упругогистерезисный элемент 2 может быть также изготовлен предложенным способом из предварительно напряженной омедненной сетки, сплетеной из спиралей, свитых из нагартованной стальной проволоки.
Кроме того, упругогистерезисный элемент 2 (см. фиг.3) может быть составлен из двух элементов 10 и 11 с различным направлением расположения плоскостей витков в массе проволочного материала, между которыми установлена металлическая лента 12.
Элемент 10 установлен с большим натягом в вертикальном направлении с помощью пластины 13, закрепленной на бампере 1 болтами 14.
Геометрия пластины 13 в плане повторяет геометрию упругогистерезисного элемента 2 (см. фиг.5).
Бампер 1 в этом случае выполнен с полкой 15 и полками 7 швеллера 5 и болтами 8 крепится к силовой раме автомобиля.
Плоскости основной массы витков элемента 10 располагаются почти горизонтально.
Плоскости основной массы витков элемента 11 располагаются почти вертикально.
На фиг.3 расположение плоскостей витков в элементах 10 и 11 показано условно, их расположение совпадает с направлением штриховки.
Упругогистерезисный элемент 2 (см. фиг.3) может быть составлен из отдельных фрагментов (на фигурах не показано).
Оболочка 3 (см. фиг.4) может быть также изготовлена из плотной резины и закреплена на упругогистерезисном элементе 2 и бампере 1 вулканизацией с проникновением резины в наружный слой упругогистерезисного элемента 11.
Возможно также выполнение бампера 1 в виде швеллера 16 с полкой 15, который полками швеллера и болтами 17 крепится к силовой раме автомобиля.
Кроме того, на упругогистерезисный элемент 2 устройства с натягом по его фронтальной поверхности установлена стальная балка - форбампер 18 (см. фиг.5 и 6) с длиной, приблизительно равной ширине автомобиля с швеллерным поперечным сечением со ступенчатыми полками 19 (см. фиг.6). На концевых участках 20 каждой полки 19 (см. фиг.5 и 6) имеются выступы 21, отогнутые под прямым углом к полкам внутрь балки 18, которыми балка с усилием, созданным натягом, прижимается к ответным выступам 22, выполненным на наружных поверхностях пластины 13 и нижней полки 15 бампера 1, и опирается на эти выступы так, что эти выступы 22 служат направляющими при смещении балки 18 под ударным воздействием. Между ступенькой 23 каждой полки 19 балки 18 и упругогистерезисным элементом 2 (см. фиг.6) имеется постоянный зазор 24, длина которого равна или немного больше максимальной возможной деформации сжатия Ymax упругогистерезисного элемента в направлении продольной оси автомобиля. Оболочка 3 (см. фиг.5 и 6) крепится на балке - форбампере 18 и отогнутых концах 9 бампера 1.
Предлагаемый способ изготовления упругогистерезисного элемента (см. фиг.7, 8, 9) состоит в том, что сначала на специальном станке изготавливаются одинаковые полосы 25 (см. фиг.7) предварительно напряженной плетеной сетки 26, имеющие форму параллелограмма, с шириной, равной высоте упругогистерезисного элемента, и длиной, равной его длине, с косыми под 45° боковыми сторонами 27.
Сетку 26 сплетают из спиралей 28, изготовленных из нагартованной проволоки. В готовой полосе 26 шаг спирали 28 равен ее диаметру и оси спиралей 28 направлены под углом 45° к длинной стороне полосы 25.
Полосы 25 обезжиривают и затем омедняют в ванне раствором медного купороса.
Из двух полос 25 формируют одну полосу 29 (см. фиг.8), наложив одну полосу на другую так, чтобы между осями спиралей 28 этих полос 25 был угол 90°.
Подгибают косые концы 30 (см. фиг.9) каждой полосы 25 таким образом, чтобы сформировалась прямоугольная полоса 31 постоянной толщины и при этом направления осей спиралей 28 в подогнутом конце 30 и контактирующей с ним части полосы 25 были взаимно перпендикулярны.
Полосы 31 укладывают друг на друга так, чтобы оси спиралей 28 в контактирующих слоях полос 31 располагались под углом 90° друг к другу. В результате оси спиралей 28 в соседних полосах 25 взаимно перпендикулярны во всем объеме заготовки.
Прессуют сформированную заготовку небольшим усилием (на фигурах не показано), приложенным перпендикулярно к опорной плоскости полосы так, чтобы витки спиралей 28 полос 25 внедрились в пространства между витками спиралей 28 соседних с ними полос 25.
Вставляют сформированную заготовку в пресс-форму, окончательно прессуют и вынимают из пресс-формы упругогистерезисный элемент, имеющий вид прямоугольного параллелепипеда.
В специальном приспособлении (на фигурах не показано) отгибают концы упругогистерезисного элемента по форме отогнутых концов бампера.
Кроме того, изготавливается непрерывная полоса 32 предварительно напряженной сетки, которая по мере изготовления непрерывно омедняется и из нее формируется заготовка складыванием полосы 32 сетки «гармошкой» (см. фиг.10, а, б), после формирования заготовки изготовление полосы сетки останавливается и свободные косые концы 33 сетки, если они располагаются на одном конце заготовки (см. фиг.10, а), отгибаются на торец 34 заготовки (см. фиг.10, а и 11), или на ее опорные поверхности, если концы 33 располагаются на разных концах заготовки (см. фиг.10, б). Окончательно сформированная заготовка затем прессуется.
Сборка предлагаемых бамперных защитных устройств проста.
Поэтому рассмотрим только сборку конструктивно наиболее сложного бамперного защитного устройства (см. фиг.3).
На полку 15 бампера 1 ставят упругогистерезисный элемент 10 до упора в стенку бампера таким образом, чтобы плоскости основной массы витков элемента располагались почти горизонтально.
Придавливают элемент 10 пластиной 13 и создают требуемый натяг в элементе 10 затяжкой болтов 14.
На элемент 10 укладывают металлическую ленту 12.
Она может быть тоже омеднена. На ленту 12 устанавливают упругогистерезисный элемент 11 таким образом, чтобы плоскости основной массы его витков были почти перпендикулярны продольной оси автомобиля.
Плотно надевают на него оболочку 3. Придавливают ее к элементу 11 в направлении продольной оси автомобиля, создавая в нем натяг, достаточный для сохранения неизменности положений деталей бамперного защитного устройства при воздействии на него случайных нагрузок при транспортировке, хранении, монтаже на автомобиль, и закрепляют (приклеивают) оболочку 3 к бамперу 1.
Сборка бамперного защитного устройства с балкой - форбампером 18 (см. фиг.5 и 6) имеет следующие особенности: форбампер 18 двумя третями его длины одевают на упругогистерезисный элемент 2 так, что концевой участок 20 с выступом 21 каждой полки 19 попадает между концевыми участками с выступами 22 пластины 13 и полки 15 бампера 1. На оставшуюся свободной часть упругогистерезисного элемента надевают технологическую скобу (на фиг. не показано) и в специальном приспособлении создают натяг между упругогистерезисным элементом 2 и одетыми на него форбампером 18 и скобой, приложив нагрузку в направлении продольной оси автомобиля к форбамперу и скобе. Надевают форбампер 18 на всю его длину на упругогистерезисный элемент 2, сталкивая скобу с упругогистерезисного элемента. Освобождают бамперное устройство из приспособления. Одевают на форбампер 18 и отогнутые концы 9 бампера 1 оболочку 3 и приклеивают ее к ним.
Предлагаемые бамперные защитные устройства являются устройствами одноразового действия, т.е. после сильного фронтального, косого или бокового удара, приведших к пластической деформации бампера устройства, оно подлежит замене.
При небольших ударах, приведших только к местной порче оболочки 3, бамперное устройство может быть легко отремонтировано и его внешний вид восстановлен.
При аварийном столкновении автомобиля с препятствием упругогистерезисный элемент 2 устройства деформируется, при этом витки, прижатые в объеме проволочного материала друг к другу, взаимно проскальзывают с сухим трением, за счет чего рассеивается часть кинетической энергии удара. Максимальное значение ударной силы уменьшается также за счет увеличения длительности первой фазы удара, когда ударная сила возрастает, при ударе в упругий упругогистерезисный элемент устройства.
Выполнение упругогистерезисного элемента в виде двух элементов 10 и 11 увеличивает энергию, рассеиваемую устройством, так как витки элемента 10 работают на сдвиг на больших взаимных перемещениях, чем у элемента 11, и при правильно подобранной величине натяга, одной и той же циклической силе, в одном и том же объеме материала элемент 10 будет рассеивать существенно большую величину энергии, чем элемент 11.
Элемент 11 необходим для создания требуемой упругофрикционной характеристики устройства и его несущей способности (восприятия ударов с большими усилиями).
Постановка жесткой стальной балки - форбампера 18 на упругогистерезисный элемент 2 при ударном воздействии на него включает в работу весь объем упругогистерезисного элемента 2, что существенно повышает противоударные свойства предлагаемого защитного устройства.
Преимущества и положительные качества предлагаемых бамперных защитных устройств для грузовых автомобилей и автобусов и способов изготовления их упругогистерезисных элементов следующие.
Большой потенциал упругого восприятия больших ударных нагрузок (большая несущая способность устройства).
Этот потенциал может быть эффективно реализован при креплении бамперного устройства к жесткой силовой раме автомобиля.
Самым главным преимуществом предлагаемых защитных устройств является возможность защиты водителя и пассажиров от опасного травматизма и даже летального исхода в самых различных аварийных ситуациях с сильными ударными воздействиями, в которых применяемые в настоящее время бамперы не способны обеспечить эффективную защиту.
Простота предлагаемых бамперных защитных устройств. Приемлемые габариты и вес этих устройств. Постановка их на автомобиль не портит его экстерьер.
Применяемые в настоящее время бамперы автомобилей рассеивают энергию удара в основном за счет их пластической деформации. Поэтому они выполняются таким образом, что пластически деформируются при относительно небольших ударах, и требуется их серьезный ремонт или замена.
Предлагаемые устройства гасят эти удары за счет работы сил сухого трения при упругих деформациях упругогистерезисного элемента и бампера и в этих случаях либо вообще не требуется никакого ремонта устройства, либо требуется его небольшой косметический ремонт.
Возможность создания методики расчета требуемых конструктивных параметров устройства.
Возможность применения предлагаемых защитных устройств на других видах колесной техники.
Предлагаемые способы изготовления упругогистерезисных элементов из проволочного материала позволяют изготавливать упругогистерезисные элементы с регулярной одинаковой структурой в объеме материала всего элемента и, следовательно, с постоянной плотностью в каждом его единичном объеме, что позволяет в свою очередь достигнуть высокой точности изготовления упругогистерезисных элементов.
Особенно это важно для изделий с большими габаритами, у которых при изготовлении их из материала МР, трудно обеспечивать постоянство этих параметров в большом объеме.
Упругофрикционные и прочностные свойства изделий, изготавливаемых предложенными способами, при всех видах их нагружения не хуже, чем у изделий из материала МР.
Применение предлагаемых способов экономически выгодно как при небольших, так и при больших сериях, так как позволяет либо существенно сократить объемы ручного труда, либо полностью автоматизировать изготовление упругогистерезисных элементов, организовав их поточное производство. Даже в этом случае их производство быстро окупит себя, так как необходимое оборудование не будет ни сложным, ни дорогим.
Предлагаемые способы могут быть успешно применены для изготовления и других изделий из проволочного материала, особенно крупногабаритных изделий.
Регулярность структуры проволочного материала облегчает построение не только математической модели изделий из него, построенной на основе экспериментального исследования, но и физической модели, наличие которых позволяет расчетным путем не только определять требуемые параметры устройства, но при наличии конечноэлементной модели (МКЭ - модели) автомобиля расчетным путем построить 3D-картину деформации автомобиля при аварии.
Пустотелая широкохордовая лопатка вентилятора. способ её изготовления.
Дентальный имплантат и способ его изготовления
Дентальный имплантат
Длинная пустотелая широкохордная лопатка вентилятора и способ ее изготовления
Способ скрепления колокольчиков виброизоляторов типа дк
Виброизолятор "двойной колокольчик" (варианты) и способ изготовления его упругогистерезисных элементов из проволочного материала
Цельнометаллический виброизолятор "волчок", способ изготовления его упругогистерезисных элементов
Цельнометаллический виброизолятор средней грузоподъемности и способ его изготовления
Место крепления рабочих лопаток роторов бустера и компрессора авиадвигателей пятого поколения. ротор бустера и ротор компрессора высокого давления авиадвигателя пятого поколения, с рабочими лопатками, закрепляемыми с помощью замков типа "ласточкин хвост" в кольцевых канавках этих устройств. способ сборки места крепления рабочих лопаток роторов бустера и компрессора
Ротор компрессора авиационного газотурбинного двигателя со спаркой блисков и спаркой блиска с "классическим" рабочим колесом и со спаркой "классического" рабочего колеса с рабочим колесом с четвертой по шестую ступень с устройствами демпфирования колебаний рабочих лопаток этих блисков и рабочих колес, ротор вентилятора и ротор бустера с устройством демпфирования колебаний рабочих широкохордных лопаток вентилятора, способ сборки спарки с демпфирующим устройством
Способ нагружения конструкции при испытаниях на прочность
Способ установки дизель-генератора на раму тепловоза
Автоматическое устройство термомеханического управления радиальным зазором между концами рабочих лопаток ротора и статора компрессора или турбины двухконтурного газотурбинного двигателя
Способ идентификации альфа-излучающих радионуклидов
Место крепления рабочих лопаток роторов компрессора низкого и высокого давления авиадвигателей пятого поколения, ротор компрессора низкого давления и ротор компрессора высокого давления авиадвигателя пятого поколения с рабочими лопатками, закрепляемыми с помощью замков типа "ласточкин хвост" в кольцевых канавках этих устройств, способ сборки места крепления рабочих лопаток роторов компрессора
Автоматическое устройство термомеханического управления радиальным зазором между концами рабочих лопаток ротора и статора компрессора или турбины газотурбинного двигателя

