Результат интеллектуальной деятельности: ИНСТРУМЕНТ ДЛЯ КОМПАКТИРОВАНИЯ ШИХТОВЫХ МАТЕРИАЛОВ
Вид РИД
Изобретение
Изобретение относится к области электрометаллургии и может быть использовано при производстве расходуемых электродов для плавки высокореакционных металлов и сплавов, в частности для выплавки слитков из титана и его сплавов.
Известно устройство для прессования блоков расходуемых электродов из кусковых сыпучих компонентов шихты, включая оборотные отходы, содержащее контейнер, матрицу-втулку, установленную в контейнере, имеющую ступенчатую рабочую поверхность, систему центрирующих и правящих электрод втулок, установленных соосно с матрицей-втулкой последовательно одна за другой, пресс-штемпель с фигурной пресс-шайбой и пресс-штемпель с плоской пресс-шайбой. (Титановые сплавы. Плавка и литье титановых сплавов. - М.: Металлургия. 1978, с.268-269, рис.107, 108).
Данное устройство предназначено для использования на вертикальных прессах при полунепрерывном прессовании расходуемых электродов титановых сплавов для последующего получения слитков методом вакуумного дугового переплава.
Известный способ прессования позволяет получить достаточно длинный и однородный в поперечном сечении электрод с хорошей поверхностью и допустимой кривизной из сыпучих материалов, отличающихся друг от друга по форме, плотности, массе, размерам, коэффициенту трения между собой и стенками матрицы.
Известно, что титановые сплавы независимо от их типа и геометрических размеров склонны к контактному схватыванию (повышенной адгезии как между собой, так и с другими металлами). При этом мелкие фракции шихты, в основном титановая губка, составляющая 60-95% всего объема прессуемого электрода, достаточно легко проникают в зазоры, где накапливаются и прилипают к их поверхностям, образуя перемычки, которые искажают начальную геометрию прессового инструмента и приводят к смещению его деталей относительно друг друга. Наиболее неприятным является отклонение вертикальной оси пресс-шайбы от оси прессования, которое ведет к нестабильному процессу прессования, снижению прочностных характеристик и неправильности геометрии прессуемого электрода, а при достижении некоторой критической величины и к заклиниванию пресс-шайбы в контейнере. Наблюдались случаи обрыва хвостовика пресс-штемпеля при обратном ходе пресса, следствием которого являлся длительный и дорогостоящий ремонт. Подобный процесс особенно характерен для сплавов с малым количеством лигатуры и отходов.
Широкое распространение получила конструкция прессового инструмента, в которой пресс-шайба крепится к пресс-штемпелю стяжкой посредством резьбовых соединений (Технология прессования металлов, М.: Металлургия, 1995, с.150-151, рис.107, 108).
При прессовании шихтовых материалов из-за ее неоднородности возникает реактивное крутящее воздействие на пресс-шайбу, происходит ее смещение относительно пресс-штемпеля по резьбовой сборке с образованием зазора между их опорными поверхностями.
Известен пресс-штемпель для измельчения изношенных автомобильных шин, включающий насадку (пресс-шайбу), при этом насадка закреплена на пуансоне посредством винтовой стяжки со шпонкой и снабжена стопорной шайбой для предотвращения ее самопроизвольного откручивания (Патент РФ №2219052, МПК В29В 17/00).
Способ крепления пресс-шайбы в данном инструменте имеет ограниченное применение и не может быть использован в крупнотоннажных прессах (для прессования расходуемых электродов в титановом производстве применяются пресса усилием 10000 т и выше, в которых используются пресс-шайбы диаметром до 800 мм), т.к. в этих условиях стопорная шайба не может гарантировать надежного стопорения, кроме того частицы шихты могут налипнуть на поверхность шайбы, образуя наросты, которые в процессе рабочего хода пресса, взаимодействуя с поверхностью контейнера, приведут к разрушению стопорной шайбы.
Известен инструмент для прессования профилей, содержащий контейнер, матрицу, штемпель и сборную пресс-шайбу, отличающийся тем, что пресс-шайба с помощью стяжки прикреплена к штемпелю с возможностью свободного смещения ее относительно штемпеля (Патент РФ №2198047, МПК В21С 25/00) - прототип.
Подобные конструкции используется для прессования металлов и не могут быть работоспособными при прессовании сыпучих шихтовых материалов, предназначенных для изготовления расходуемых электродов для электродуговой плавки титановых сплавов из-за возможности самопроизвольного сворачивания пресс-шайбы с пресс-штемпеля.
Задачами, на решение которых направлено предлагаемое изобретение, являются:
- предотвращение аварийных ситуаций при прессовании, ведущих к поломке прессового инструмента,
- обеспечение стабильности прессования,
- снижение эксплуатационных затрат.
Технический результат, достигаемый при осуществлении изобретения, заключается в недопущении отклонения оси пресс-шайбы от оси прессования, приводящего к заклиниванию пресс-шайбы в контейнере, снижении прочностных и геометрических параметров прессуемого электрода ниже допустимых.
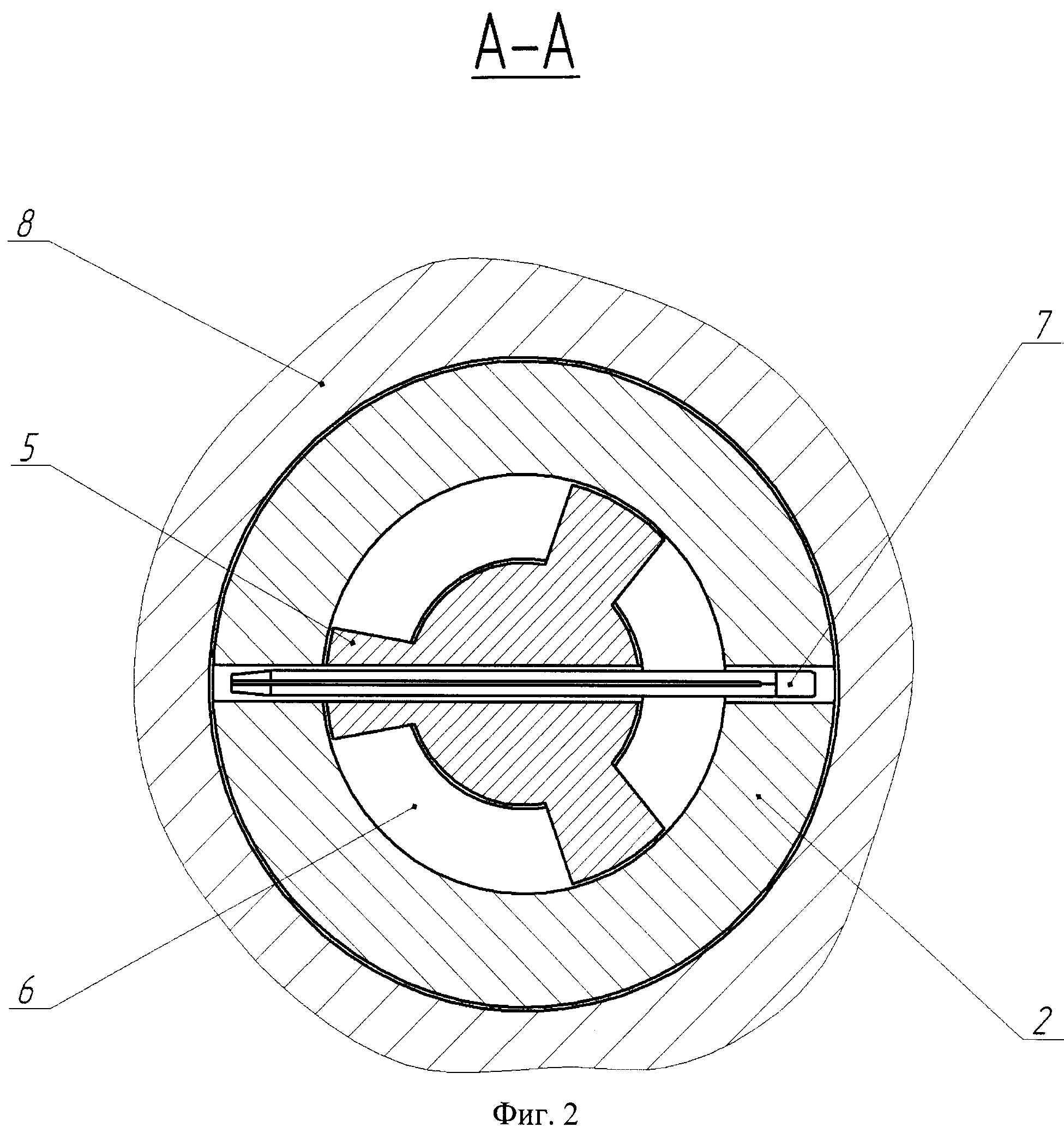
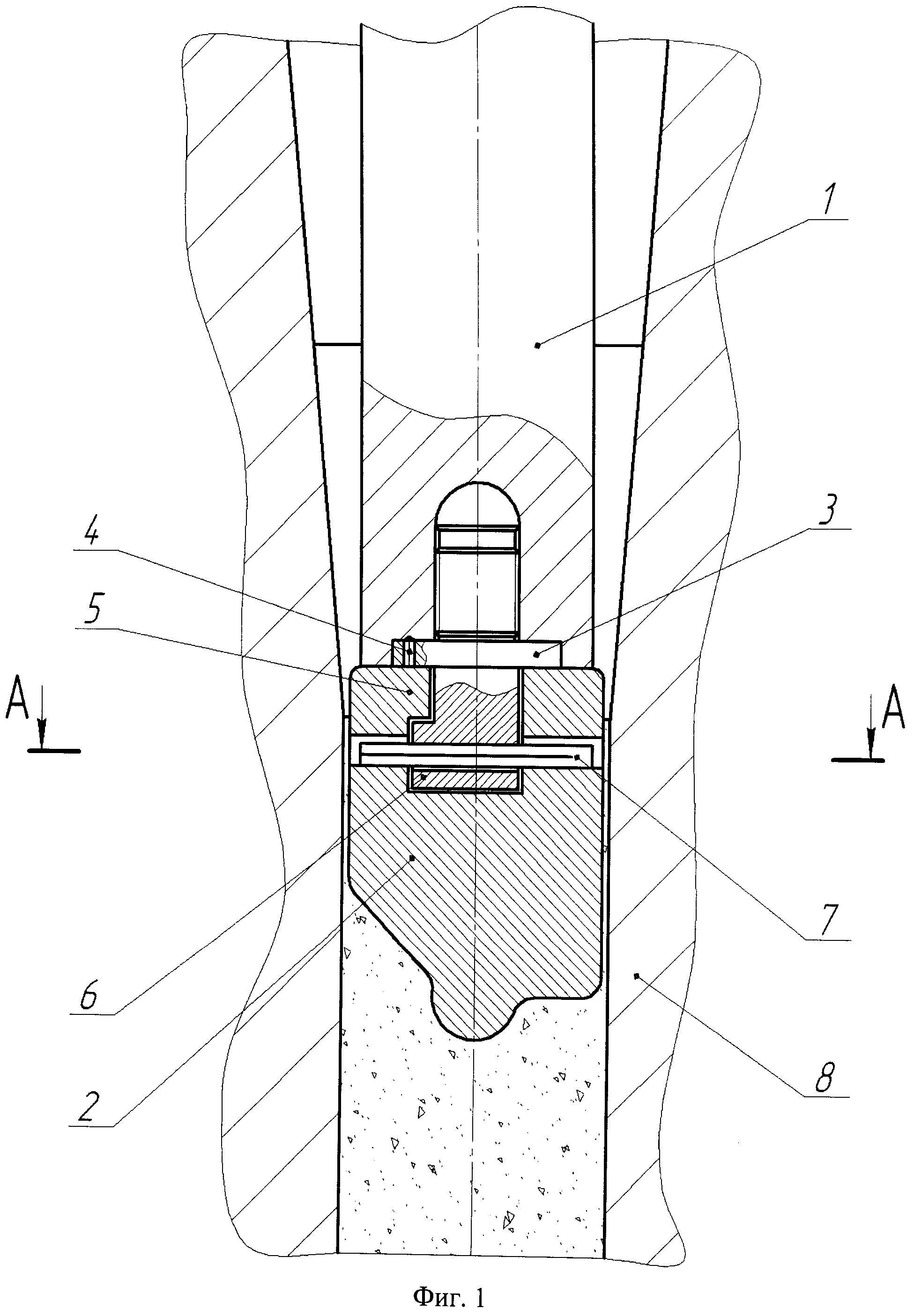
Указанный технический результат достигается тем, что инструмент для компактирования шихтовых материалов, содержащий контейнер, матрицу и соединенные между собой посредством стяжки пресс-штемпель и пресс-шайбу, стяжка плотно закреплена в пресс-штемпеле при помощи резьбового соединения и шпонки, а стяжка и пресс-шайба соединены между собой с зазором байонетным соединением, через выступы, выполненные на стяжке, и пазы, выполненные в пресс-шайбе, и упругим разрезным штифтом.
Предпочтительно, чтобы высота пресс-шайбы была равна не менее чем полтора ее диаметра.
На фиг.1 изображен вертикальный разрез прессового инструмента, на фиг.2 - разрез А-А.
Инструмент (фиг.1, фиг.2) содержит пресс-штемпель 1, пресс-шайбу 2, стяжку 3, шпонку 4, выступы байонетного соединения 5, пазы байонетного соединения 6, упругий разрезной штифт 7, контейнер 8.
Инструмент работает следующим образом.
Стяжка 3 устанавливается в пресс-штемпель 1 и фиксируется шпонкой 4, пресс-шайба 2 крепится к стяжке 3 байонетным соединением, через фиксирующие выступы 5, выполненные на стяжке 3, и пазы 6, выполненные в пресс-шайбе 2, и фиксируется упругим разрезным штифтом 7, устанавливаемым с натягом для предотвращения его смещения. Увеличение высоты пресс-шайбы 2 до величины не менее чем полтора ее диаметра создает более благоприятные условия для обеспечения ее самоцентрирования в контейнере 8.
Предлагаемая конструкция инструмента для компактирования шихтовых материалов:
- позволяет пресс-шайбе самоустанавливаться в радиальном направлении относительно пресс-штемпеля, используя зазоры байонетной сборки пресс-шайбы со стяжкой и упругую деформацию разрезного стопорного штифта, и обеспечивать при рабочем ходе плотное, без зазора опирание пресс-шайбы на торцевую поверхность пресс-штемпеля, исключая осевые перекосы инструментальной сборки: пресс-штемпель - пресс-шайба, и, как следствие, исключить деформации изгиба пресс-шайбы, снизив вероятность поломки последней;
- позволяет повысить продольную устойчивость пресс-штемпеля за счет уменьшения его длины и увеличения толщины пресс-шайбы;
- позволяет улучшить условия эксплуатации инструмента, в частности, разборки, сборки и ремонтопригодности;
- повышается производительность пресса за счет уменьшения ремонтных простоев;
- улучшить качество прессуемых электродов за счет устранения осевого перекоса пресс-шайбы.
Вибрационный грохот для рассева материала пористой неоднородной формы
Устройство для контроля металлотермической реакции восстановления титана
Способ подготовки карналлитового сырья к процессу электролитического получения магния и хлора
Устройство для резки блока тугоплавкого металла
Способ переработки карналлитовой пыли из циклонов печи кипящего слоя
Способ обезвоживания карналлитового сырья в трехкамерной печи кипящего слоя
Способ вырезки контура металлических изделий
Способ определения содержания водорода в алюминиевых сплавах
Способ изготовления холоднодеформируемых труб из двухфазных сплавов на основе титана
Способ изготовления промежуточных заготовок из (α+β)-титановых сплавов
Способ изготовления штамповок горячим выдавливанием на трубопрофильных прессах и устройство для его осуществления
Способ полунепрерывного брикетирования титановой шихты

