Результат интеллектуальной деятельности: ЛИТЬЕВОЕ СОПЛО ДЛЯ ГОРИЗОНТАЛЬНОЙ ЛЕНТОЧНОЙ ЛИТЕЙНОЙ УСТАНОВКИ
Вид РИД
Изобретение
Изобретение относится к литьевому соплу для горизонтальной ленточной литейной установки, в частности, для разливки в стальную ленту. В подобных литейных установках жидкая сталь должна наноситься из литьевого сопла, образующего литейный канал, на охлажденную бесконечную ленту.
Такое литьевое сопло известно из „Direct Strip Casting" (DSC) - an Option for the Production of New Steel Grades" - steel research 74 (2003) No.11/12, стр.724-731.
В этом известном устройстве жидкая сталь поступает из распределителя по горизонтальному питающему желобу в литьевое сопло, которое в поперечном сечении представляет собой охваченный огнеупорным материалом узкий прямоугольный канал, выполненный в виде пустотелого блока с днищем, крышкой и двумя боковыми стенками.
На участке выпускного отверстия, если смотреть в направлении потока, сначала на верхней стороне и затем на нижней стороне канала в виде литьевого сопла предусмотрена располагающаяся перпендикулярно направлению потока перемычка из огнеупорного материала, заделанная в канал. Обе перемычки образуют порог, чтобы подобно действию сифона можно было задерживать возможные небольшие остатки шлаков и оксиды в расплаве. Подача жидкой стали на охлажденную бесконечную ленту происходит плавно вдоль уклона на участке выпускного отверстия.
Вследствие поверхностного натяжения и под действием потока массы на участке выпускного отверстия литьевого сопла возникает сужение потока стали. Это явление приводит к неравномерному распределению расплава в поперечном направлении по бесконечной ленте и таким образом к недостаточной заливке по краям отлитой стальной ленты.
Задачей изобретения является усовершенствование известного литьевого сопла для горизонтальной ленточной литейной установки настолько, чтобы расплав при поступлении на бесконечную ленту распределялся по ней более равномерно также в поперечном направлении.
Поставленная задача решается посредством изобретения, охарактеризованного признаками независимого пункта формулы изобретения. Предпочтительные варианты выполнения являются предметом зависимых пунктов формулы изобретения.
Литьевое сопло согласно изобретению характеризуется тем, что, если смотреть в направлении потока, сечение в свету пустотелого блока на участке выпускного отверстия равномерно уменьшается в направлении к выпускному отверстию и торцевая сторона днища выполнена относительно поверхности бесконечной ленты таким образом, что расплав поступает вертикально на бесконечную ленту. Для этого торцевая сторона днища может быть выполнена вертикальной или снабжена поднутрением.
Возникающее из-за наклонного расположения уменьшение сечения в свету пустотелого блока до минимальной величины у выпускного отверстия, все еще обеспечивающей необходимую пропускную способность, ведет к затору расплава, который отжимает поток расплава вопреки действию поверхностного натяжения в периферийные зоны.
Уменьшение поперечного сечения происходит предпочтительно в результате сокращения расстояния по высоте в свету. Подъем днища по отношению к крышке оказался оптимальным вариантом.
Особенно просто можно уменьшить расстояние, если осуществлять это уменьшение линейно. Желаемого результата достигают без проблем тогда, когда поверхность днища, если смотреть в направлении потока, поднимается линейно до кромки выпускного отверстия.
Пустотелый блок может быть цельным или составным из отдельных элементов. В случае составной конструкции пустотелый блок может состоять из отдельного донного элемента с неразъемным, состоящим из крышки и двух боковых стенок колпаком или из отдельного элемента крышки, отдельного донного элемента и двух отдельных боковых элементов.
Для упрощения в обоих случаях только донный элемент снабжен разгонным уклоном согласно изобретению. Преимущество заключается в простоте замены, когда донный элемент изнашивается быстрее элемента крышки или боковых элементов.
Также прямоугольное или поднутреннее расположение торцевой стороны донного элемента литьевого сопла относительно поверхности бесконечной ленты способствует лучшему распределению расплава по бесконечной ленте. Вследствие этого вытекающий расплав попадает почти вертикально на бесконечную ленту и создает дополнительный поперечный импульс. При этом высота кромки выпускного отверстия до бесконечной ленты должна составлять предпочтительно 30 мм.
Предпочтительно подъем разгонного уклона донного элемента является линейным, подобно пандусу. Протяженность подъема в направлении потока должна составлять, по меньшей мере, 30 мм, предпочтительно >50 мм.
Для заблаговременного воздействия на выпускаемый расплав с учетом равномерности распределения в поперечном направлении, например, посредством газовых струй или индукторов целесообразно расположить донный элемент выступающим относительного элемента крышки, если смотреть в направлении потока. Такой выступ должен составлять не менее 10 мм. Благодаря такому выступу становится возможным влияние на выпускаемый расплав уже на участке литьевого сопла, вместо бесконечной ленты.
Для этого случая предлагается снабдить краевые участки выступа донного элемента, если смотреть в направлении потока, по одной нисходящей наклонной поверхности. Это ведет к тому, что, если смотреть в поперечном направлении, поток расплава разворачивается в сторону краевых участков и таким образом способствует лучшему распределению расплава.
Для упрощения изготовления отдельного донного элемента предпочтительно, чтобы кромка выпускного отверстия была снабжена фаской. Эта фаска одновременно уменьшает износ на высоконагруженной кромке выпускного отверстия.
Изобретение поясняется чертежами, на которых представлено следующее:
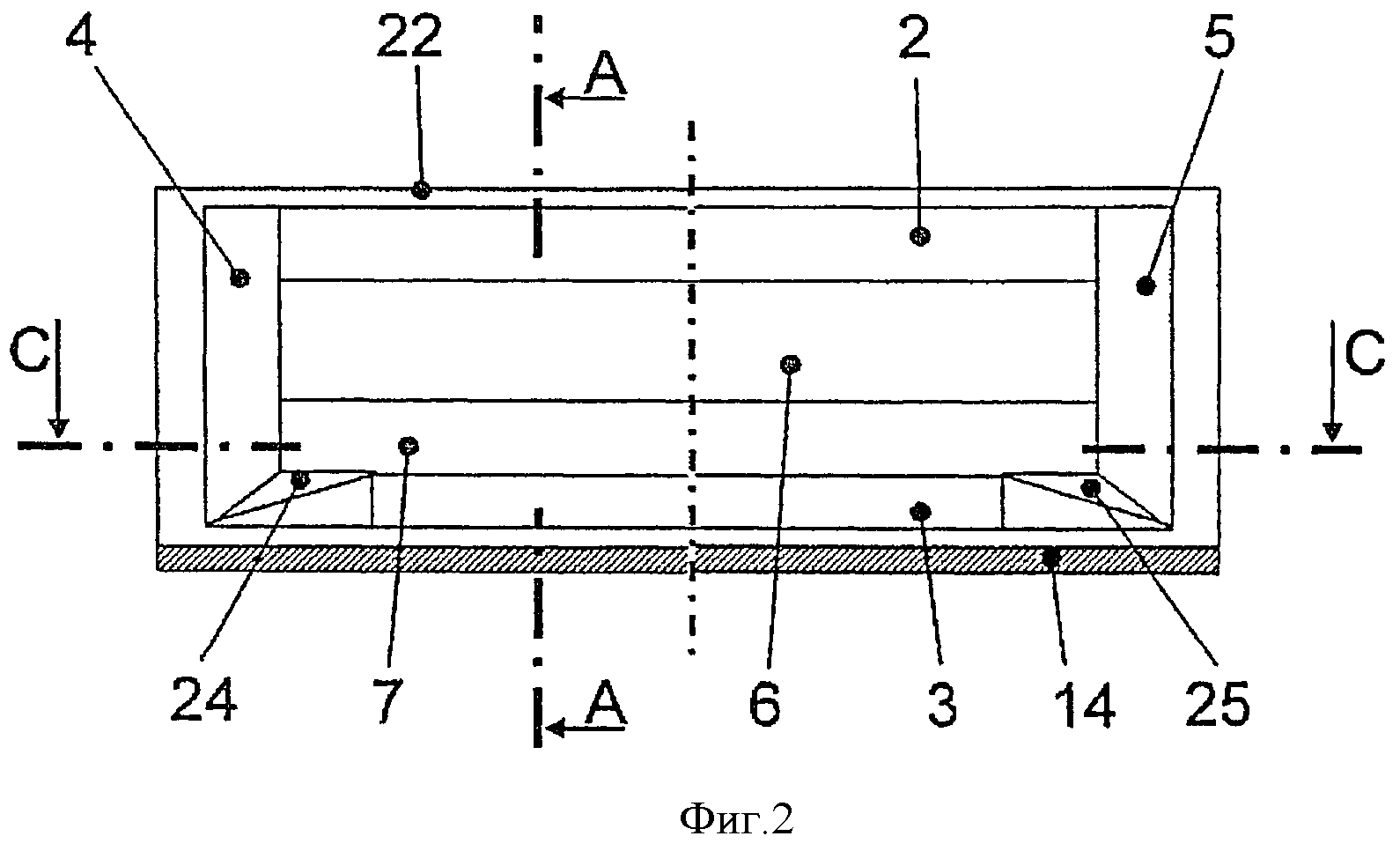
фиг.1 - продольный разрез по линии А-А на фиг.2,
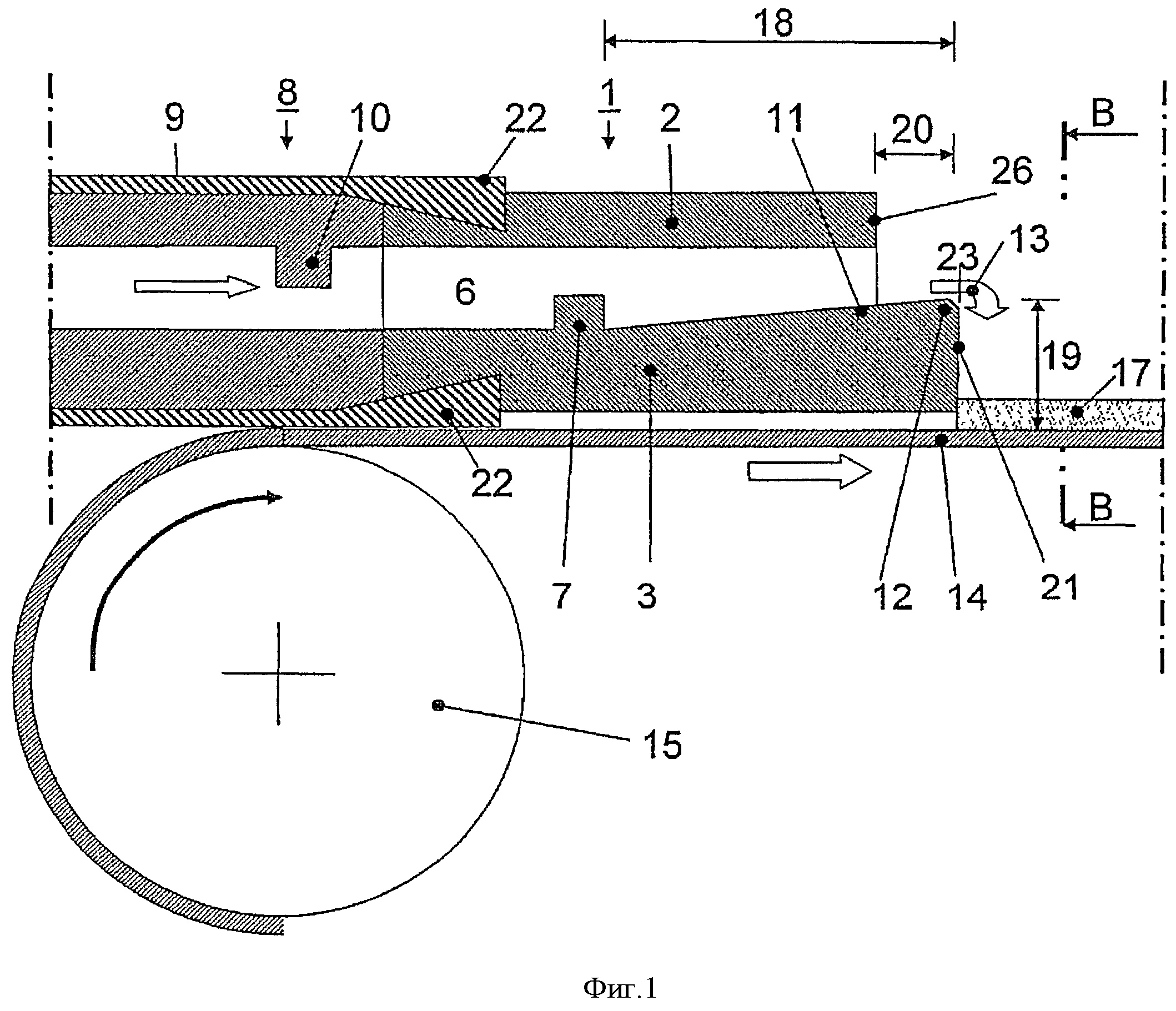
фиг.2 - поперечный разрез по линии В-В на фиг.1,
фиг.3 - разрез по линии С-С на фиг.2.
На фиг.1 в продольном разрезе и на фиг.2 в поперечном разрезе схематично показан вариант выполнения литьевого сопла 1 согласно изобретению. Оно выполнено в виде узкого прямоугольного пустотелого блока и в данном варианте выполнения состоит из элемента крышки 2, донного элемента 3 и двух боковых элементов 4, 5 (фиг.2). Все названные части 2-5 выполнены из огнеупорного материала, предпочтительно керамики, и образуют горизонтальный прямоугольный канал 6.
Как известно из уровня техники, донный элемент 3 имеет перемычку, заходящую в канал перпендикулярно направлению потока и образующую так называемый нижний порог 7.
Перед литьевым соплом 1 установлен питающий желоб 8, который подключен к не показанному здесь распределителю.
В показанном варианте выполнения на элементе 9 крышки питающего желоба 8 расположена перемычка, заходящая в живое сечение перпендикулярно направлению потока, образующая так называемый верхний порог 10. Оба порога 7, 10 взаимодействуют подобно сифону и при необходимости должны задерживать находящиеся в расплаве остатки шлаков и оксиды.
Оба порога 7, 10 могут располагаться как в литьевом сопле 1, так и в питающем желобе 8, или же, как показано, верхний порог 10 - в питающем желобе 8 и нижний порог 7 - в литьевом сопле 1.
Питающий желоб 8 вставлен в раму 22 из металла, которая на конце выполнена в виде «язычка» для зажатия прилегающего литьевого сопла 1.
Согласно изобретению поверхность донного элемента 3 содержит разгонный уклон 11, подъем которого происходит линейно и который проходит до кромки 12 выпускного отверстия. Для того, чтобы выпускаемый расплав 13 поступал на бесконечную ленту 14 практически вертикально, выпускное отверстие, в отличие от уровня техники, не снабжено уклоном, но торцевая сторона 21 донного элемента 3 располагается под прямым углом к поверхности бесконечной ленты 14.
Изображение способа охлаждения бесконечной ленты 14 здесь не показано. Изображены лишь передний направляющий ролик 15 ленточной моталки и два боковых ограничителя 16, 17 бесконечной ленты 14.
Длина 18 разгонного уклона 11 составляет, если смотреть в направлении потока, не менее 30 мм, предпочтительно >50 мм.
В этом варианте выполнения начало разгонного уклона 11 предусмотрено в непосредственной близости от нижнего порога 7. Для уменьшения износа кромки 12 выпускного отверстия последняя снабжена фаской 23. Для создания некоторого поперечного импульса в расплаве высота 19 от нижней кромки фаски 23 до поверхности бесконечной ленты 14 составляет предпочтительно 30 мм.
Для заблаговременного воздействия на вытекающий из литьевого сопла расплав в отношении его равномерного распределения в поперечном направлении торцевая сторона 21 донного элемента 3 содержит выступ 20 относительно торцевой стороны 26 элемента крышки 2.
На фиг.3 показано в разрезе по линии С-С на фиг.2 дополнительное решение того, как более равномерно распределить в поперечном направлении на бесконечной ленте 14 вытекающий расплав 13. Для этого донный элемент 3 содержит на обоих краевых участках выступа 20 поверхность 24, 25, наклоненную в направлении потока.
Это ведет к тому, что части вытекающего расплава 13 изменяют направление на краевых участках и ускоряются, как показано изображенными стрелками.
В проекции соответствующая наклонная поверхность 24, 25 образует треугольник, первый угол которого образован началом разгонного уклона 11, второй угол - кромкой выпускного отверстия 12 и третий угол - торцевой стороной соответствующего бокового элемента 4, 5.
Также на фиг.3 можно видеть, насколько далеко донный элемент 3 выступает относительно элемента крышки 2. Этот выступ 20 должен составлять не менее 10 мм для того, чтобы можно было заблаговременно воздействовать на вытекающий расплав.

Способ изготовления деталей из легкой конструкционной стали и детали из легкой конструкционной стали
Способ изготовления стальных лент, в частности изготовления режущих инструментов или инструментов для обработки резанием с улучшенной стойкостью
Способ изготовления детали путем горячей деформации стальной заготовки
Содержащая кремний микролегированная высокопрочная многофазная сталь с минимальным пределом прочности при растяжении 750 мпа и улучшенными свойствами и способ производства ленты из такой стали
Антикоррозионное покрытие на основе цинка для стальных листов для изготовления детали при повышенной температуре с закалкой под прессом
Способ повышения свариваемости полос из высокомарганцевой стали и стальная полоса с покрытием
Способ производства горячей полосы из бейнитной многофазной стали с покрытием из zn-mg-al и соответствующая горячая полоса
Сверхвысокопрочная, закаливающаяся на воздухе, многофазная сталь, обладающая отличными технологическими характеристиками, и способ получения полос указанной стали
Деформационно-упрочненный компонент из гальванизированной стали, способ его изготовления и способ получения стальной полосы, пригодной для деформационного упрочнения компонентов
Сверхпрочная многофазная сталь и способ производства холоднокатаной стальной полосы из нее
Способ изготовления деталей из легкой конструкционной стали и детали из легкой конструкционной стали

