Результат интеллектуальной деятельности: ОБТЯЖНОЙ ПУАНСОН, МИНИМИЗИРУЮЩИЙ УСИЛИЕ, ЗАТРАЧЕННОЕ НА РАСТЯЖЕНИЕ ОБРАЗЦА В ПРОЦЕССЕ ГИБКИ С РАСТЯЖЕНИЕМ ПО РАБОЧЕЙ ЧАСТИ ОБТЯЖНОГО ПУАНСОНА
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением, а точнее к крупногабаритной объемной оснастке, и может быть использовано в авиационной, судостроительной, ракетно-космической и других отраслях промышленности при проектировании обтяжных пуансонов для обеспечения запаса кривизны для получения поверхности, максимально близкой к заданной после снятия образца с обтяжного пуансона.
Известны обтяжные пуансоны из баллинита или дельта-древесины, включающие в себя рабочую часть обтяжного пуансона, прокладки и основание. Контур пуансона изготавливается по шаблону готовой детали или по шаблону с учетом пружинения [с.345. Грошиков А.И., Малафеев. Заготовительно-штамповочные работы в самолетостроении. М., «Машиностроение», 1976, 440 с.]. Контур такого пуансона изготавливается по шаблону детали с учетом пружинения, которое определяют соответствующей корректировкой радиусом кривизны.
Недостатком данного обтяжного пуансона является необходимость учитывать упругое сокращение детали после разгрузки от растягивающих усилий. Из-за неравномерного распределения напряжений по высоте поперечного сечения и сокращения длины после снятия растягивающих усилий деталь обычно имеет отклонения от контура пуансона. Величина отклонения зависит от целого ряда факторов, из которых основные - величина относительных радиусов изгибаемых участков, форма детали и количество переходов.
Технический результат - снижение трудоемкости изготовления деталей и повышение точности получаемых на обтяжных пуансонах деталей.
Технический результат достигается тем, что обтяжной пуансон содержит рабочую часть и основание.
Особенностью является то, что рабочая часть снабжена подшипниками качения, наружные кольца которых повторяют формообразующую поверхность рабочей части обтяжного пуансона и являются рабочей поверхностью для растяжения по ним заготовки.
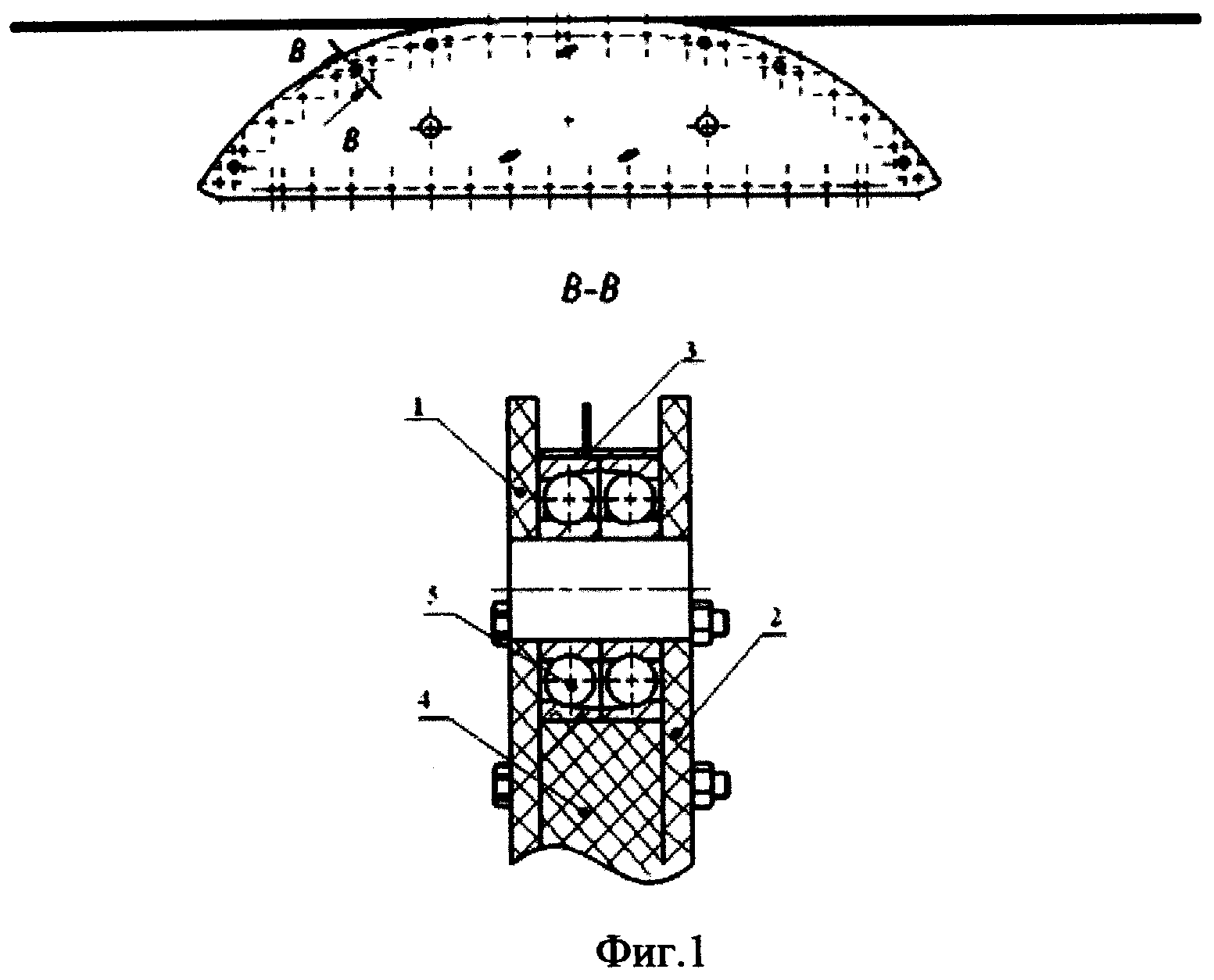
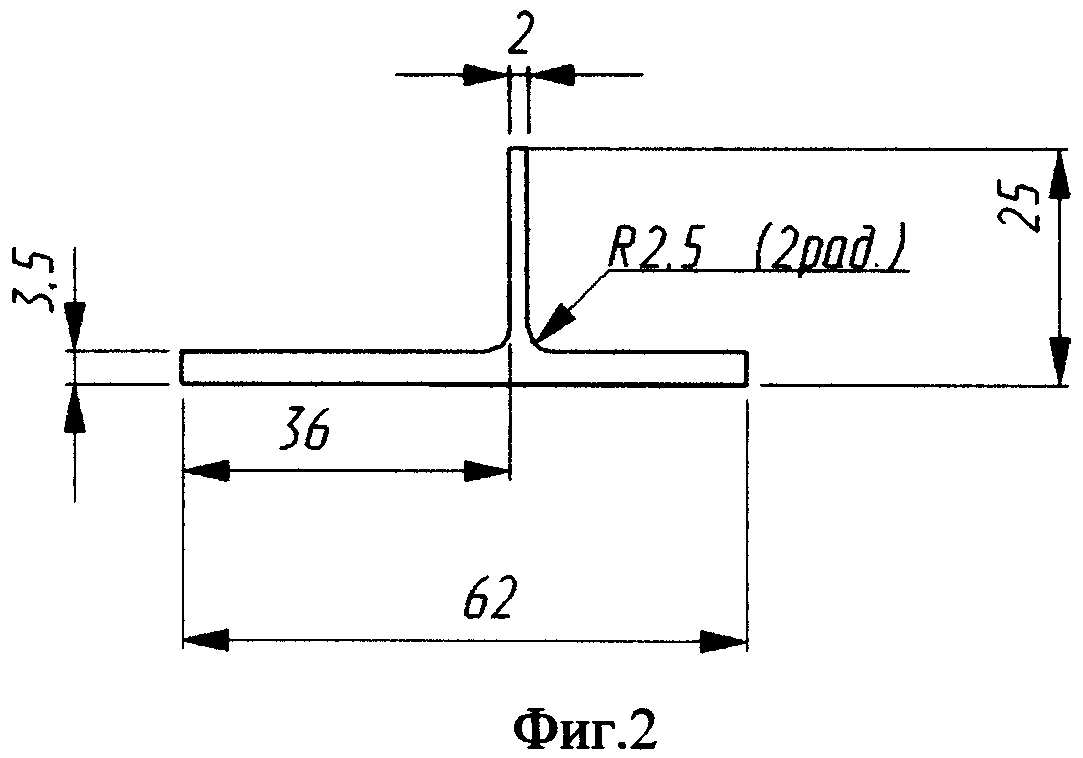
Изобретение поясняется чертежами, где на фиг.1 показан общий вид обтяжного пуансона, на фиг.2 показана заготовка «тавр».
Устройство состоит из плит 1 и 2 (фиг.1), предотвращающих перемещение заготовки 3 относительно рабочей части 4 обтяжного пуансона во время процесса изгиба с растяжением на типовом профилегибочном станке. Заготовка 3 растягивается по подшипникам 5 качения с помощью зажимных устройств на станке.
Устройство работает следующим образом.
Перед формообразованием заготовку 3 проверяют на соответствие термической обработке, затем смазывают саму заготовку 3 и рабочую часть 4 обтяжного пуансона машинным маслом или техническим вазелином. Для формообразования деталей рабочую часть 4 обтяжного пуансона устанавливают на стол обтяжного пресса. Перемещением кареток и стола добиваются необходимого расположения рабочей части 4 обтяжного пуансона относительно зажимных губок кареток. В результате растяжения заготовки 3 каретками по рабочей части 4 обтяжного пуансона происходит ее формообразование.
В процессе пластического деформирования заготовка 3, помимо растягивающих и сжимающих усилий на наружном и внутреннем радиусах профиля, испытывает нагрузки, связанные с сопротивлением силам трения, возникающим при скольжении заготовки 3 о рабочую часть 4 обтяжного пуансона.
Эти нагрузки составляют для 0,3-0,6 от нормальной составляющей силы нагружения, если не использовалась смазка, и 0,1-0,2 при использовании смазки.
Рассмотрим заготовку «тавр» 3, изображенную на фиг.2, которую нужно обогнуть по рабочей части 4 обтяжного пуансона, изображенного на фиг.1.
Заготовка «тавр» из Д16Чт в процессе изгиба с растяжением по рабочей части 4 обтяжного пуансона (фиг.1), изготовленного из материала ДСП-Б-а ГОСТ 20966, испытывает нагрузки, связанные с трением скольжения.
|
где µ - коэффициент трения скольжения дюралюминиевой заготовки об ДСП;
N - усилие, действующее на контакте без учета сил трения;
Усилие, необходимое при дополнительном растяжении, находим по формуле
|
где
σв=3500 кг/см2 - предел прочности заготовки;
F - площадь поперечного сечения заготовки (фиг.2);
µ=0,2,
N=0,9·3500 кг/см2·2,6268 см2=8274,42кг=827.44 H,
Fтр.ск=µ·N=165,49 H.
Находим общую нагрузку, необходимую для процесса изгиба с растяжением на обтяжном пуансоне со смазкой, с учетом сил трения
F1=827,44+165,49=989,93 H.
При вводе подшипников 5 качения, изображенных на фиг.1, сила трения скольжения уменьшается. И чем больше вводится подшипников 5 качения, наружные кольца которых повторяют форму рабочей поверхности, тем меньше сила трения скольжения.
При полной замене рабочей поверхности подшипниками 5 качения, в процессе качения заготовки 3 по поверхности подшипников 5 качения возникает сила трения качения, и сила трения в подшипниках 5 качения.
|
где K=0,05 - коэффициент трения качения дюралюминиевой заготовки 3 о подшипник 5 качения;
Fтp.кач=K·N=41,37 H,
Fтp.подш=fтpN=0,002·827.44=1,65 H,
fтp - коэффициент трения шариков об кольца подшипников 5 качения, с учетом смазки.
Находим общую нагрузку, необходимую для процесса изгиба с растяжением по рабочей части 4 обтяжного пуансона с введенными подшипниками 5 качения, наружные кольца которых используются в качестве основной рабочей поверхности.
F2=827,44+41,37+1,65=870,46 H.
Следовательно, при введении подшипников качения нагрузка, необходимая для изгиба с растяжением, уменьшилась на  .
.
Шток ковочного молота
Способ автоматического управления процессом правки соосно установленных торцешлифовальных кругов
Способ термообработки полуфабрикатов абразивных инструментов на органических термореактивных связках
Способ изготовления абразивного инструмента на органической термореактивной связке
Способ вакуумной деаэрации подпиточной воды теплосети на тепловой электростанции
Устройство для удаления поверхностного слоя нефтесодержащих жидкостей
Устройство для удаления поверхностного слоя нефтесодержащих жидкостей
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента

