Результат интеллектуальной деятельности: СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ
Вид РИД
Изобретение
Изобретение относится к металлообработке и может быть использовано в автомобильной и подшипниковой промышленности для автоматической правки шлифовальных кругов (ШК) по торцовым поверхностям на специализированных шлифовальных станках с программным управлением при двустороннем торцовом шлифовании (ДТШ).
Известен способ контроля состояния режущего инструмента (см. заявку Японии №52-163861, кл. B23Q 17/00, опубл. 16.12.81 г.), заключающийся в определении степени износа режущей кромки инструмента по амплитуде и частоте вибраций, регистрируемых датчиком вибраций путем суммирования усиленных сигналов и сравнения их в компараторе, при этом суммарную энергию вибраций за определенный интервал времени сравнивают с установленной величиной.
Недостатком данного способа является низкая точность контроля состояния инструмента в процессе резания по причине удаленности датчика вибраций от зоны резания и связанного с этим гашением генерируемых в этой зоне сигналов, а также невозможность управления этим состоянием.
Известен также способ контроля состояния режущего инструмента, включающий регистрацию и анализ сигнала акустической эмиссии в процессе обработки детали инструментом, в котором анализ производят по измерению во времени характеристик кепстра сигнала акустической эмиссии (см. AC SU 1748995 A1, кл. B23Q 17/00, 1992 г.).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится его малая оперативность и низкая точность контроля состояния режущего инструмента из-за влияния узлов технологической системы на частоту несущего сигнала, при этом отсутствует управление состоянием режущего инструмента.
Известен также способ автоматического управления режущей способностью абразивного круга на токопроводящей связке, в котором осуществляют электрохимическую правку круга, а регулирование процесса электрохимической правки ведут путем изменения плотности тока правки в пределах 0,2…0,6 А/см2 при изменении мощности резания в процессе шлифования (см. пат.№2268119, Российская Федерация, кл. B23H 7/00, опубл. 20.01.06 г.), принятый за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится узкая специализация данного способа, так как он применим только для правки абразивных кругов на токопроводящей связке и не может использоваться при ДТШ.
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является способ автоматического управления процессом правки соосно установленных торцешлифовальных кругов, в котором осуществляют формирование прерывистого макрорельефа на торцах шлифовальных кругов в виде чередующихся круговых канавок в процессе правки кругов по управляющей программе от системы ЧПУ станка (см. пат. №2184025, Российская Федерация, кл. B24B 53/02, опубл. 27.06.02 г.), принятый за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, принятого за прототип, относится невозможность регулирования глубины съема абразива при правке шлифовальных кругов, так как параметры формируемого в процессе правки прерывистого макрорельефа однозначно определяются траекторией движения правящего инструмента по управляющей программе от системы ЧПУ станка.
Сущность изобретения заключается в следующем. С целью снижения расхода ШК в процессе их правки, уменьшения времени цикла правки и расширения технологических возможностей способа регулирование глубины съема абразива осуществляют по величине амплитуды звуковых сигналов, регистрируемой в каждом из проходов правящих инструментов от датчиков звукового давления, расположенных непосредственно у торцов торцешлифовальных кругов, при этом время правки ограничивают величиной уставки амплитуды звуковых сигналов, установленной перед началом правки по предварительно выправленным торцешлифовальным кругам из условия обеспечения необходимой режущей способности кругов при заданном качестве правки, что позволяет сократить число проходов правки и своевременно прекратить цикл правки по достижении требуемой режущей способности ШК, а также расширить технологические возможности правки за счет использования предлагаемого способа независимо от типа связки ШК и вида шлифования.
Технический результат - уменьшение расхода шлифовальных кругов в процессе их правки и времени цикла правки, а также расширение технологических возможностей предлагаемого способа.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе автоматического управления процессом правки соосно установленных торцешлифовальных кругов снятием с них слоя абразива посредством правящих инструментов, особенность заключается в том, что регулирование глубины съема абразива осуществляют по величине амплитуды звуковых сигналов, регистрируемой в каждом из проходов правящих инструментов от датчиков звукового давления, расположенных непосредственно у торцов торцешлифовальных кругов, при этом время правки ограничивают величиной уставки амплитуды звуковых сигналов, установленной перед началом правки по предварительно выправленным торцешлифовальным кругам из условия обеспечения необходимой режущей способности кругов при заданном качестве правки.
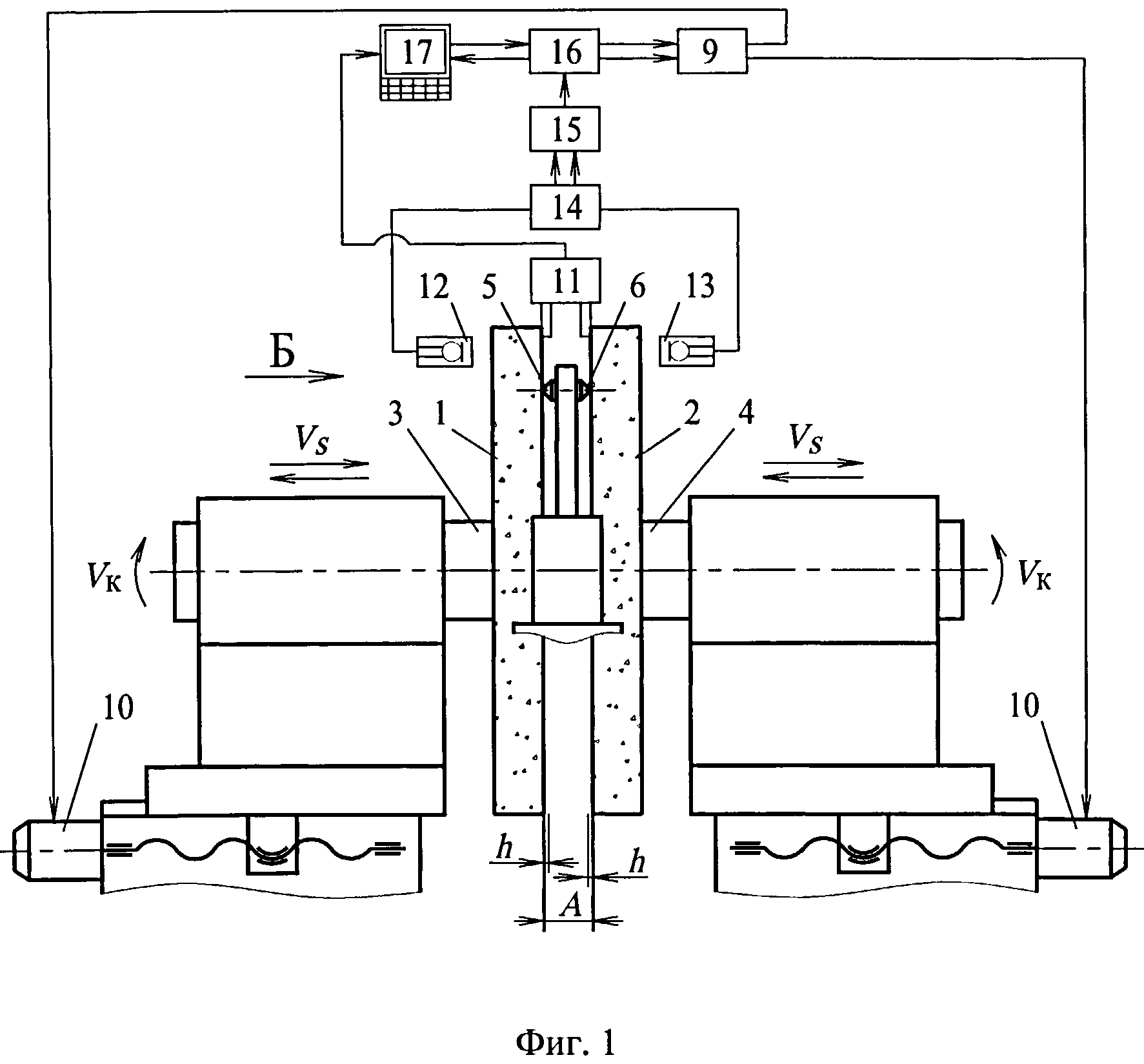
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата: на фиг.1 дана принципиальная схема реализации предлагаемого способа; на фиг.2 - вид Б торцешлифовального круга и механизм правки на фиг.1 (ШК (поз.1) условно не показан).
Предлагаемый способ осуществляют по схеме, представленной на фиг.1, в состав которой входят следующие основные элементы: торцешлифовальные круги 1 и 2, расположенные на левом 3 и правом 4 шпинделях шлифовальных бабок торцешлифовального станка, которые устанавливают с помощью их осевой (поперечной) подачи Vs с определенным зазором А между торцами кругов 1 и 2 на глубину h снимаемого слоя абразива при правке за проход. Алмазные правящие инструменты 5 и 6, закрепленные на рычаге 7 механизма правки 8, перемещаются относительно ведущего круга 1 и рабочего круга 2 с постоянной скоростью Vа перемещения правящих инструментов по дуге окружности в плоскости, перпендикулярной оси левого 3 и правого 4 шпинделей шлифовальных кругов 1 и 2. Перемещение шлифовальных кругов 1 и 2 в направлении осевой подачи Vs шлифовальных бабок на глубину h снимаемого слоя абразива обеспечивается управляющей программой по команде УЧПУ 9 станка с помощью шаговых двигателей 10. Датчики прибора активного контроля 11 определяют текущую высоту ШК и соответствующую компенсацию их износа. Датчики 12 и 13, расположенных непосредственно у торцов шлифовальных кругов и представляющие собой минимикрофоны, установленные с торцовой поверхности ведущего 1 и рабочего 2 шлифовальных кругов, регистрируют текущую величину амплитуды звукового сигнала, возникающего при правке, пропорциональную глубине снимаемого слоя абразива h, и передают информацию в аналого-цифровой преобразователь 14 и суммирующий усилитель (сумматор) 15, эквивалентный сумме звуковых сигналов от датчиков звукового давления, который далее поступает в контроллер сопряжения 16. Контроллер сопряжения 16, подключенный к УЧПУ 9 через модули дискретных входов и выходов, обеспечивает ввод информации от датчиков 12 и 13 через преобразователь 14 и суммирующий усилитель (сумматор) 16 в ПЭВМ 17, а также передачу управляющих сигналов от ПЭВМ 17 в УЧПУ 9 и далее на шаговые двигатели 10.
Способ реализован следующим образом. Перед началом правки соосно установленных шлифовальных кругов 1 и 2 прекращают подачу заготовок в зону шлифования, включают механизм правки 8, рычаг 7 которого начинает перемещение по дуге окружности из точки B в точку C (фиг.2) с постоянной скоростью Va перемещения правящих инструментов 5 и 6 из условия их плоскопараллельного движения. Движение рычага 7 ограничено конечными выключателями (на чертеже не показаны). При контакте правящих инструментов 5 и 6 с кругами 1 и 2 генерируются звуковые сигналы, зависящие от глубины снимаемого слоя абразива h, величины амплитуд которых регистрируются датчиками звукового давления 12 и 13. Звуковой сигнал от датчиков 12 и 13 поступает в аналого-цифровой преобразователь 14 и суммирующий усилитель (сумматор) 15, где создается суммированный звуковой сигнал от двух ШК, поступающий далее в контроллер сопряжения 16, подключенный к УЧПУ 9 станка через модули дискретных входов и выходов. Контролер 16 обеспечивает ввод информации от датчиков 12 и 13 в ПЭВМ 17, а также передачу управляющих сигналов от ПЭВМ 17 в УЧПУ 9 и далее на шаговые двигатели 10 для регулирования глубины съема абразива в каждом из проходов правящих инструментов. В ПЭВМ осуществляется сравнение текущего значения амплитуды суммированного звукового сигнала с величиной уставки, установленной экспериментально в режиме обучения перед началом правки по предварительно выправленным шлифовальным кругам. При достижении текущего значения амплитуды суммированного звукового сигнала величины уставки ПЭВМ 17 подает команду УЧПУ 9 на переход системы в режим выхаживания кругов без съема абразива.
Так как режущая способность ШК формируется в режиме правки, но в полной мере проявляется только в процессе шлифования, номинальное значение уставки амплитуды суммированного звукового сигнала устанавливается экспериментально в режиме обучения для каждой характеристики ШК и марки шлифуемых материалов деталей по предварительно выправленным шлифовальным кругам из условия обеспечения необходимой режущей способности кругов при заданном качестве правки, выявленном по результатам шлифования тестовых деталей, и заносится автоматически в базу данных ПЭВМ.
Таким образом, в результате использования предлагаемого технического решения уменьшается расход шлифовальных кругов на бакелитовой связке на 25-30% и время цикла правки на 15-20% при обеспечении требуемого качества шлифованных деталей.
Способ автоматического управления процессом правки соосно установленных торцешлифовальных кругов снятием с них слоя абразива посредством правящих инструментов, отличающийся тем, что осуществляют регулирование глубины съема абразива по величине амплитуды звуковых сигналов, регистрируемой в каждом из проходов правящих инструментов от датчиков звукового давления, расположенных непосредственно у торцов торцешлифовальных кругов, при этом время правки ограничивают величиной уставки амплитуды звуковых сигналов, установленной перед началом правки по предварительно выправленным торцешлифовальным кругам из условия обеспечения необходимой режущей способности кругов при заданном качестве правки.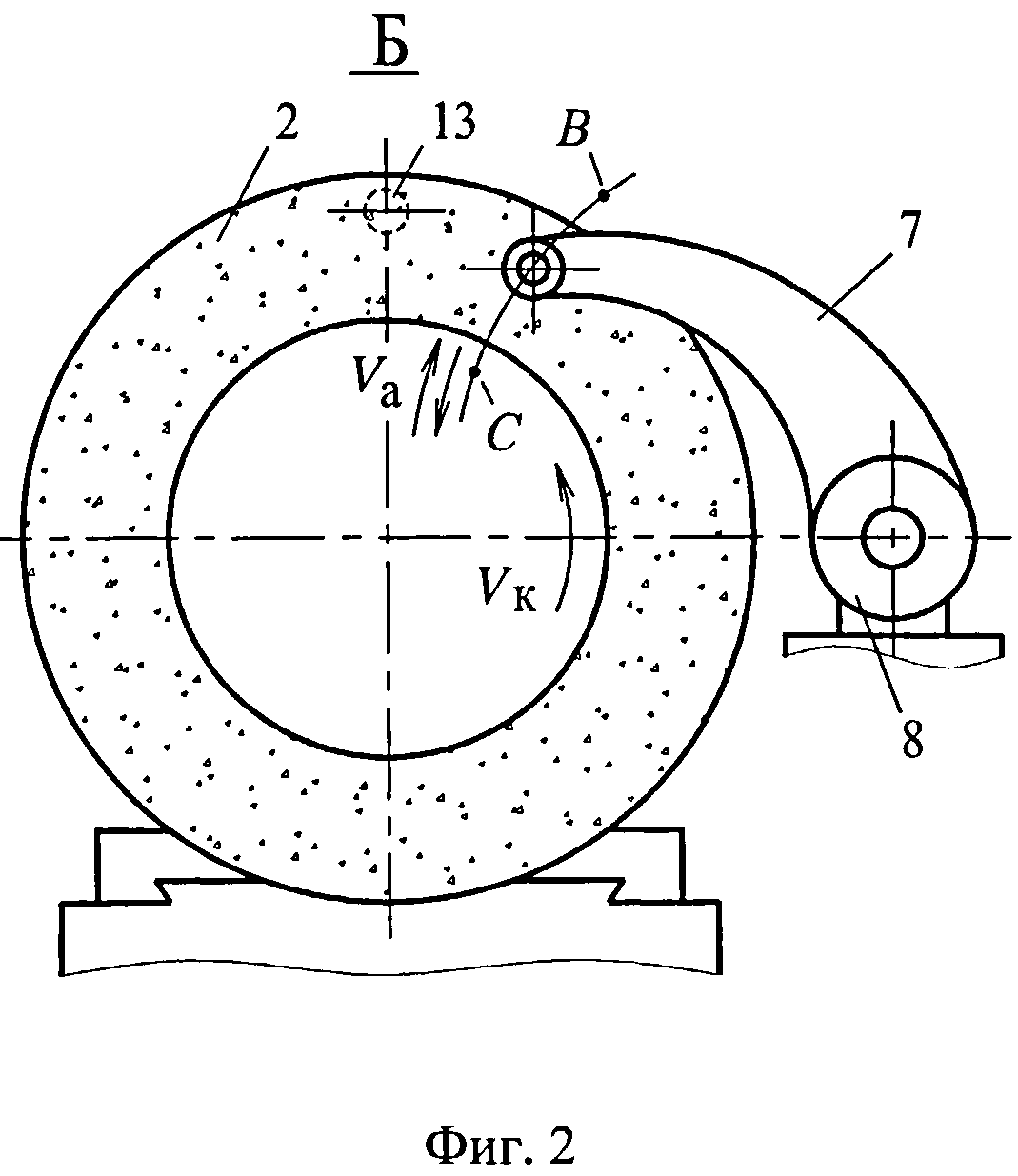
Способ управления двусторонним торцовым шлифованием и устройство для его осуществления
Способ термообработки полуфабрикатов абразивных инструментов на органических термореактивных связках
Способ изготовления абразивного инструмента на органической термореактивной связке
Способ свч-термообработки полуфабрикатов из композиционных материалов на органических термореактивных связках
Устройство для исследования двустороннего торцового шлифования деталей
Воздушная линия электропередачи
Распорка для проводов воздушных линий электропередачи
Реверсивный электропривод постоянного тока
Магнитно-вентильный преобразователь для электропривода постоянного тока
Устройство для очистки жидкости от магнитных частиц
Карниз крыши здания
Способ обработки резанием
Способ работы открытой системы теплоснабжения
Консольный свес кровли
Консольный свес кровли

