Результат интеллектуальной деятельности: СПОСОБ ФРЕЗЕРОВАНИЯ НА ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ ЗАГОТОВКИ КРИВОЛИНЕЙНОГО ПАЗА С ПЕРЕМЕННОЙ КРИВИЗНОЙ
Вид РИД
Изобретение
Изобретение относится к способу обработки металлов и может быть использовано для получения на цилиндрической поверхности заготовки криволинейного паза с переменной кривизной фрезерованием на станке с числовым программным управлением.
Известны способы фрезерования на цилиндрической поверхности заготовки винтового паза фрезой, диаметр которой соответствует ширине паза (авторские свидетельства SU 1301582, МПК5 В23С 3/32, опубл. 01.04.1987 г.; 1042908, МПК5 В23С 3/28, опубл. 23.09.1983 г.).
Недостатком таких способов фрезерования является плохое качество поверхности стенок паза. Это объясняется тем, что одна стенка паза обрабатывается при встречном фрезеровании, а вторая - при попутном. Кроме того, для фрезерования пазов разной ширины необходимо иметь большую номенклатуру фрез, диаметр которых соответствует ширине паза, и при таком фрезеровании возникают большие усилия резания.
Наиболее близким к заявляемому и принятым в качестве прототипа является способ фрезерования на цилиндрической поверхности заготовки криволинейного паза с переменной кривизной (заявка DE 102004006164, МПК7 В23С 3/34, опубл. 01.09.2005 г.), включающий поворот заготовки и снятие металла слоями на разной глубине паза фрезой, диаметр которой меньше ширины паза, с коррекцией траектории перемещением фрезы при увеличении глубины от центральной траектории паза.
Такой способ обработки позволяет улучшить качество поверхности стенок паза, обеспечить возможность фрезерования пазов разной ширины одной и той же фрезой и снизить усилие резания за счет раздельной обработки стенок паза фрезой, диаметр которой меньше ширины паза.
Однако такой способ фрезерования не обеспечивает требуемые геометрические параметры отфрезерованного паза, так как не позволяет получить паз с параллельными стенками.
Задачей предлагаемого изобретения является получение на цилиндрической поверхности заготовки паза с требуемыми геометрическими параметрами за счет обеспечения параллельности его стенок.
Поставленная задача решается за счет усовершенствования способа фрезерования на цилиндрической поверхности заготовки криволинейного паза с переменной кривизной, включающего поворот заготовки, снятие металла слоями на разной глубине паза фрезой, диаметр которой меньше ширины паза, с коррекцией траектории перемещением фрезы при увеличении глубины от центральной траектории паза.
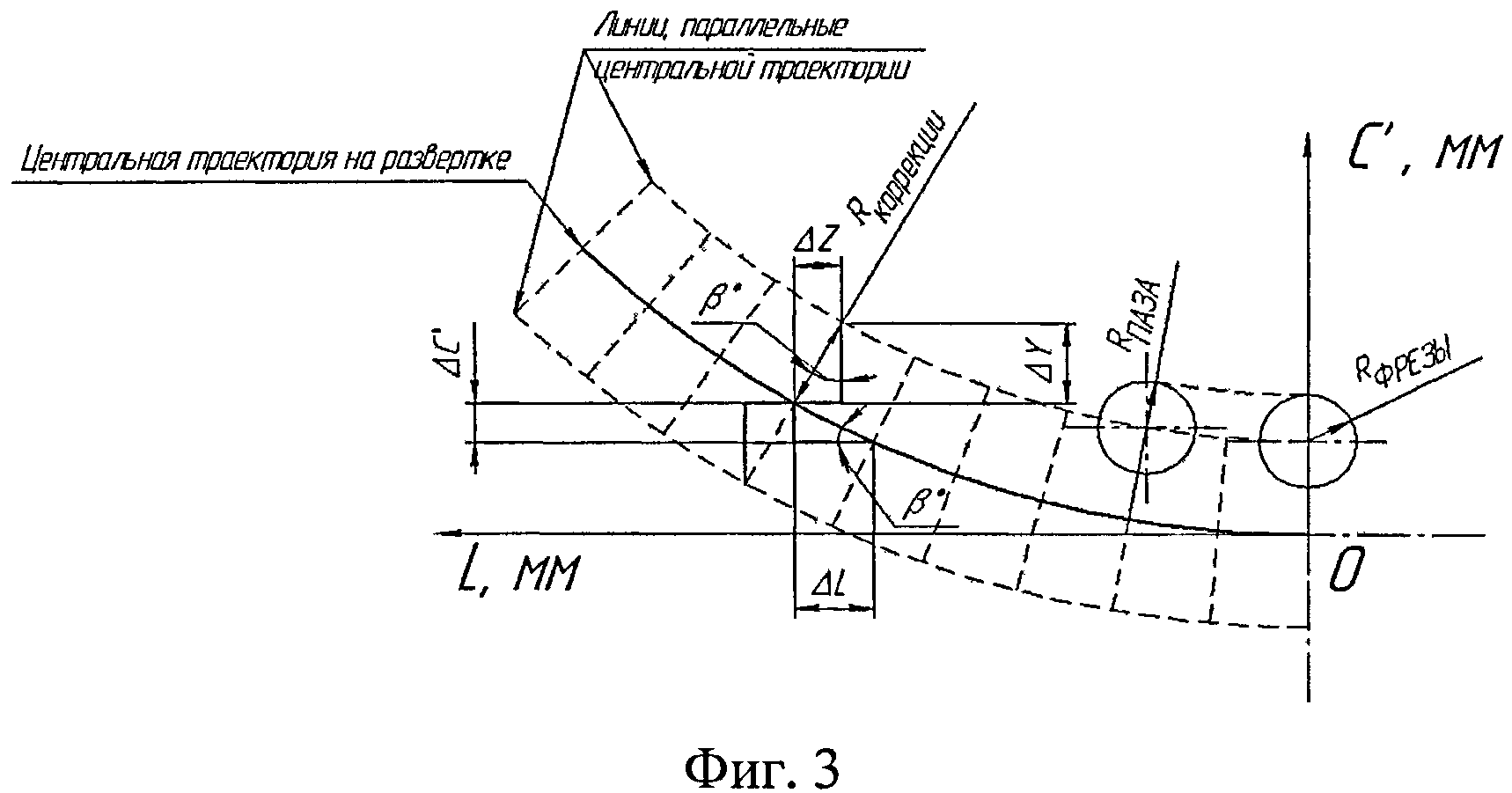
Это усовершенствование заключается в том, что при коррекции фрезу перемещают по двум взаимно перпендикулярным осям на расстояния, определяемые из соотношений
ΔY=Rкоррекцииcos(β),
ΔZ=Rкоррекцииsin(β),
где Rкоррекции=Rпаза-Rфрезы,
где Rпаза - половина ширины паза,
Rфрезы - радиус фрезы,
β - угол наклона центральной траектории паза к оси цилиндрической поверхности на обрабатываемом участке.
Такое выполнение способа позволяет при обработке каждого участка поверхности стенки паза перемещать фрезу по траектории, параллельной центральной траектории паза, что необходимо для получения паза с параллельными стенками.
Кроме того, если угол наклона центральной траектории паза к оси цилиндрической поверхности на обрабатываемом участке не задан, то его могут определять из соотношения:
 ,
,
где ΔСl - приращение длины дуги центральной траектории на участке обработки в поперечном сечении цилиндрической поверхности,
ΔL - приращение длины центральной траектории по оси цилиндра на участке обработки.
Кроме того, угол наклона центральной траектории паза к оси цилиндрической поверхности на обрабатываемом участке, имеющего на развертке центральную траекторию, описываемую функцией f(L), можно определять из соотношения
 ,
,
где dв - удвоенное расстояние от плоскости обработки до оси цилиндрической поверхности,
dн - диаметр наружной цилиндрической поверхности,
L - переменная координата длины центральной траектории паза по оси цилиндрической поверхности.
Кроме того, угол наклона центральной траектории паза к оси цилиндрической поверхности на обрабатываемом участке, имеющего на развертке наружной поверхности центральную траекторию в форме дуги, выполненной по радиусу, можно определять из соотношения
 ,
,
где dв - удвоенное расстояние от плоскости обработки до оси цилиндрической поверхности,
dH - диаметр наружной цилиндрической поверхности, R-h - радиус центральной траектории паза на развертке наружной поверхности,
RH - координата конца n-го участка центральной траектории по оси цилиндрической поверхности.
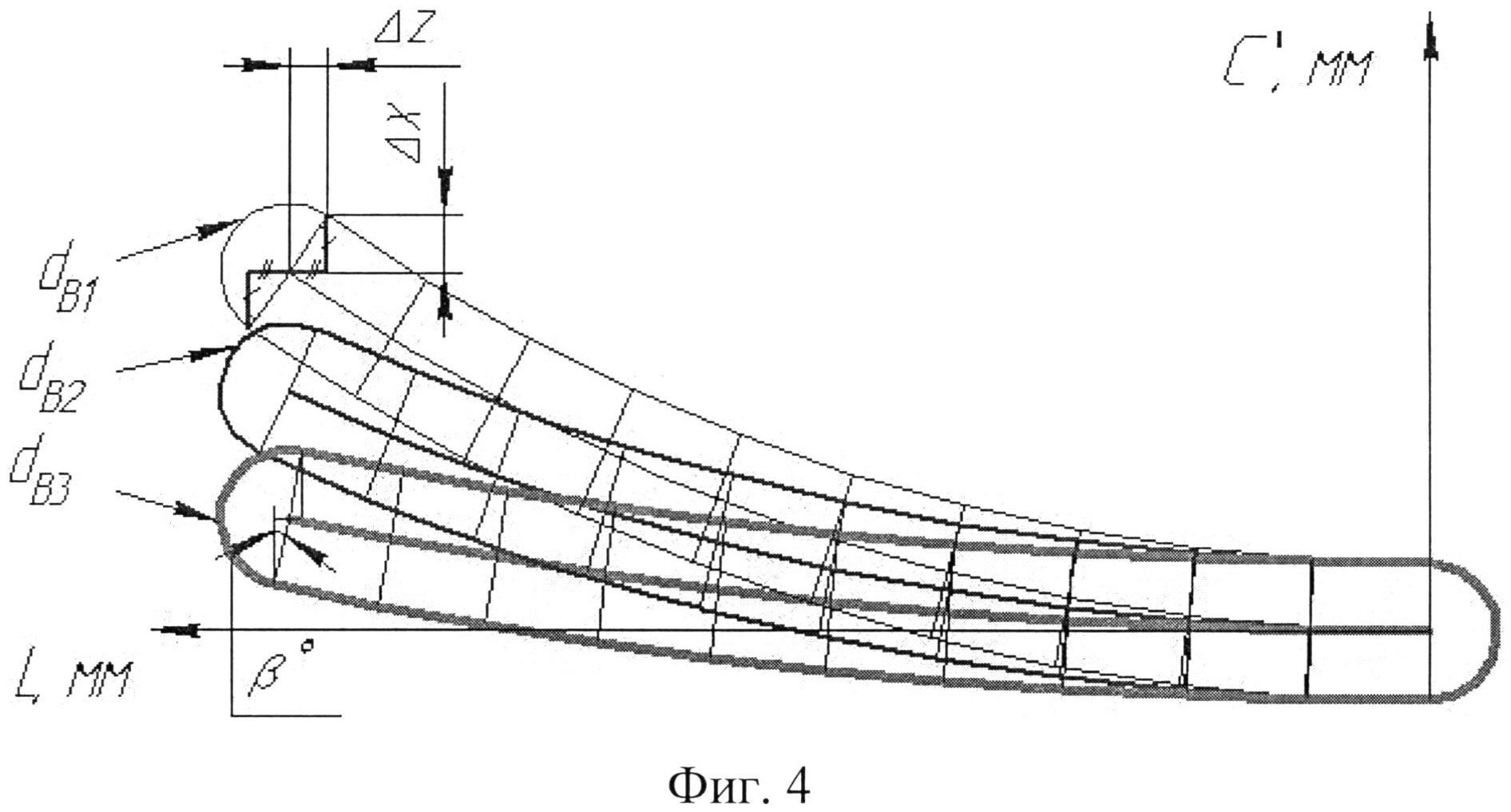
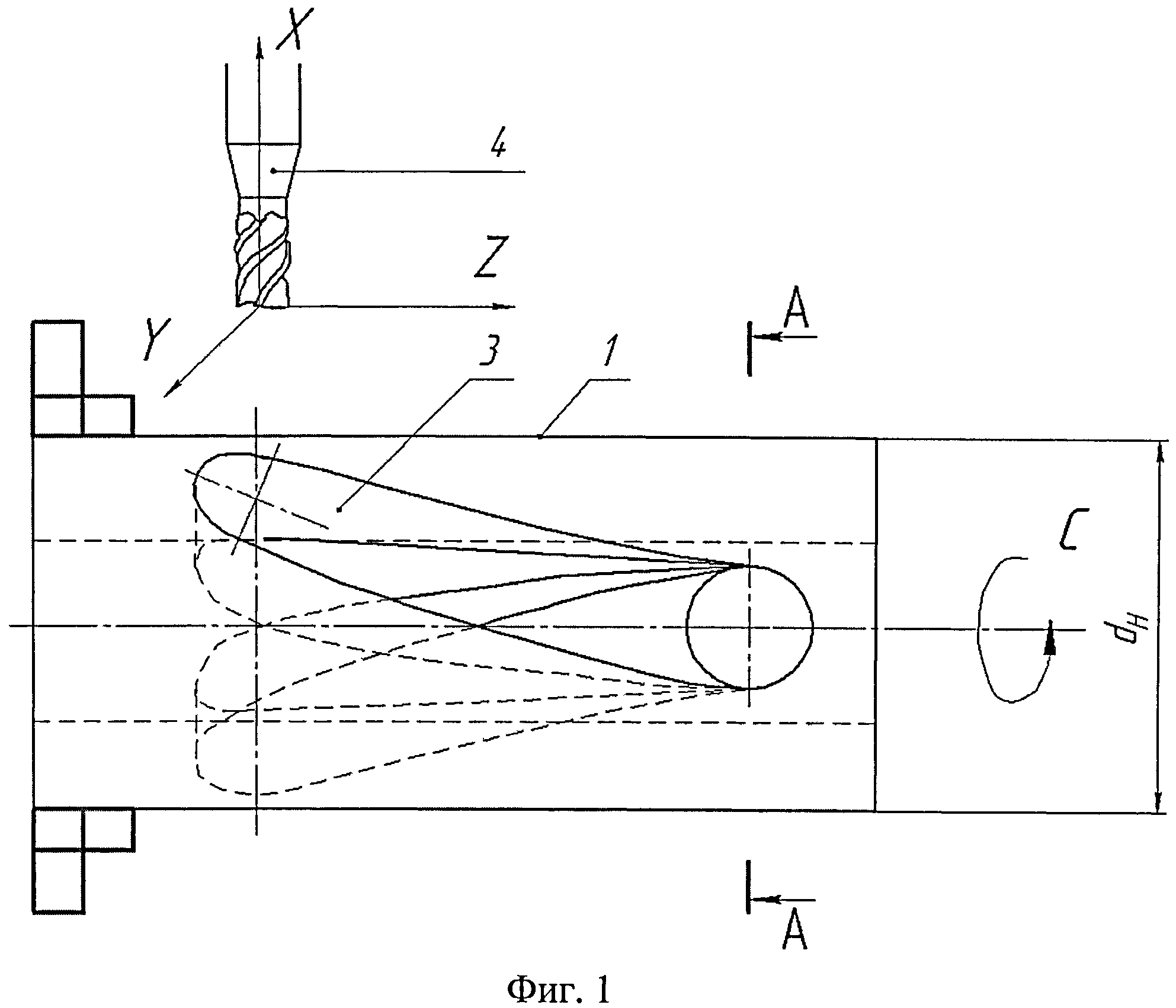
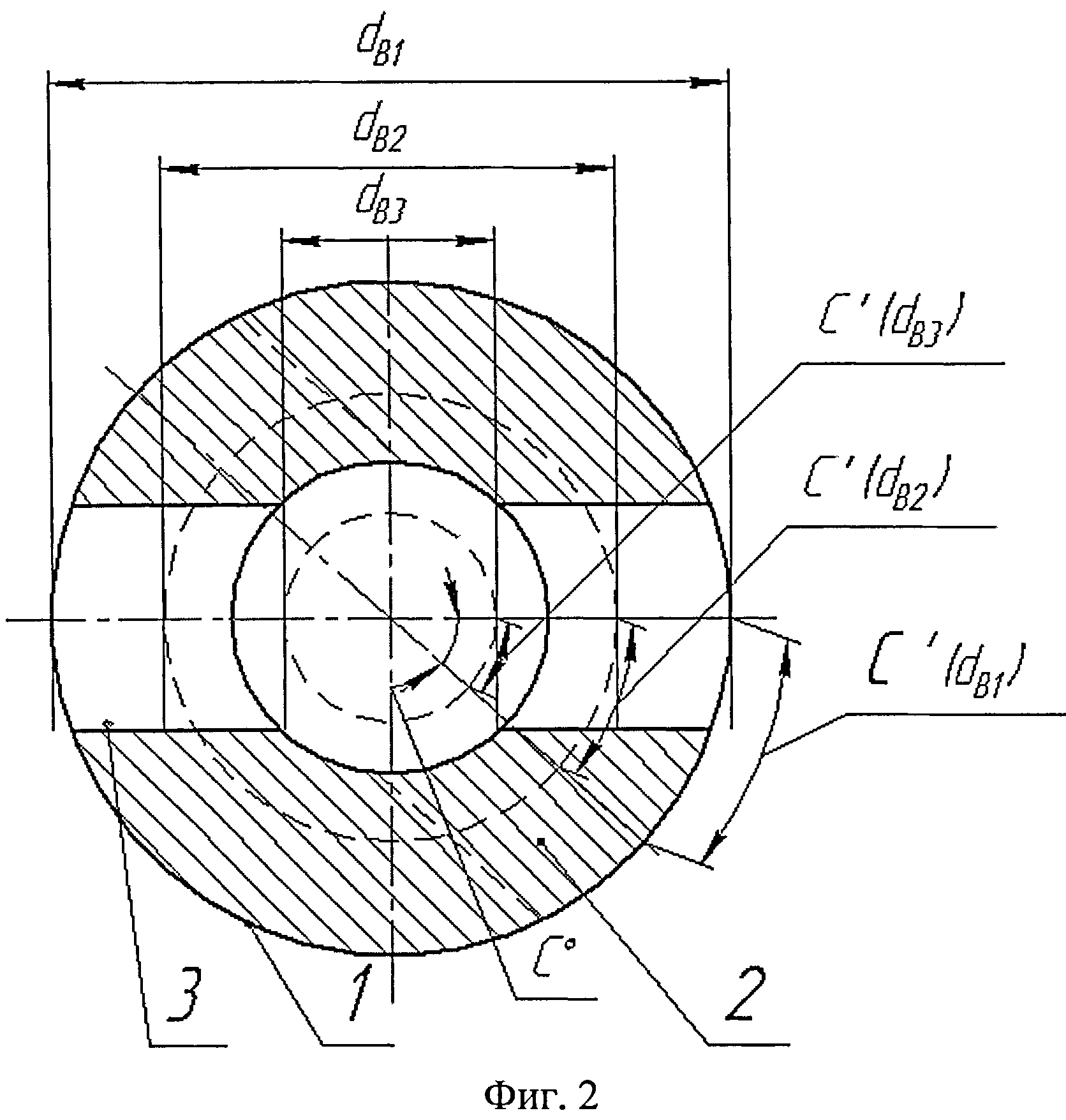
Изобретение поясняется чертежами, на которых на фиг.1 изображена схема обработки с использованием предлагаемого способа, на фиг.2 - сечение А-А на фиг.1 с обозначением поверхностей обработки, соответствующих приведенному примеру, на фиг.3 - схема для определения относительных координат перемещения фрезы с коррекцией, на фиг.4 - траектории перемещения центра фрезы при обработке на разной глубине, в соответствии с приведенным примером.
Способ фрезерования на цилиндрической поверхности 1 заготовки 2 криволинейного паза 3 с переменной кривизной включает поворот заготовки 2, снятие металла слоями на разной глубине паза 3 фрезой 4, диаметр которой меньше ширины паза 3. При увеличении глубины осуществляют коррекцию траектории перемещением фрезы 4 от центральной траектории паза 3. При этом фрезу 4 перемещают по двум взаимно перпендикулярным осям Y и Z на расстояния, определяемые из соотношений
ΔY=Rкоррекцииcos(β),
ΔZ=Rкоррекцииsin(β),
где Rкоррекции=Rпаза-Rфрезы
Rпаза - половина ширины паза 3,
Rфрезы - радиус фрезы 4,
β - угол наклона центральной траектории паза к оси цилиндрической поверхности на обрабатываемом участке.
Если угол β наклона центральной траектории паза к оси цилиндрической поверхности на обрабатываемом участке не задан (например, на чертеже), то его определяют из соотношения
 ,
,
где ΔСl - приращение длины дуги центральной траектории паза на участке обработки в поперечном сечении цилиндрической поверхности,
ΔL - приращение центральной траектории паза вдоль оси цилиндрической поверхности на участке обработки.
В варианте фрезерования паза 3, имеющего на развертке наружной поверхности центральную траекторию, описываемую функцией F(L), угол β наклона центральной траектории паза к оси цилиндрической поверхности на обрабатываемом участке паза 3 определяют из соотношения
 ,
,
где dв - удвоенное расстояние от плоскости обработки до оси цилиндрической поверхности,
dH - диаметр наружной цилиндрической поверхности,
L - переменная координата центральной траектории паза 3 по оси цилиндрической поверхности.
В варианте фрезерования паза 3, имеющего на развертке наружной поверхности центральную траекторию в форме дуги, выполненной по радиусу, угол β наклона центральной траектории паза к оси цилиндрической поверхности 1 на обрабатываемом участке определяют из соотношения

 ,
,
где dв - удвоенное расстояние от плоскости обработки до оси цилиндрической поверхности,
dH - диаметр наружной цилиндрической поверхности,
Rн - радиус центральной траектории паза 3 на развертке наружной поверхности заготовки,
Ln - координата конца n-го участка центральной траектории обработки по оси цилиндрической поверхности.
Предлагаемым способом фрезеровали заготовку 2 в форме трубы с наружной цилиндрической поверхностью 1 диаметром dH=90 мм и внутренней поверхностью диаметром 42 мм сквозной криволинейный паз 3 шириной 30,3+0,16 мм. Длина центральной траектории паза L=120 мм, угол поворота паза по центральной траектории в поперечном сечении C=48°, радиус центральной траектории на развертке по наружной поверхности RH=209,836 мм (расчетный). Значения переменного угла βn наклона центральной траектории паза к оси цилиндрической поверхности приведены в таблице. Обработку проводили на 4-координатном станке с числовым программным управлением Nakamura Ntjx по программе, МАКРОС. Заготовку 2 при обработке поворачивали на угол C° (для примера данные угла C° в 10 точках приведены в таблице). Снятие металла осуществляли слоями, толщиной 1 мм в линейном и 2 мм в диаметральном эквиваленте (на станке по оси X, станок воспринимает диаметральные размеры), фрезой 4 с диаметром режущей поверхности 16 мм. При увеличении глубины обработки осуществляли коррекцию траектории перемещением фрезы 4 от центральной траектории паза 3 (фиг.4). При этом фрезу 4 перемещали по двум взаимно перпендикулярным осям Z, Y и по оси C (перемещения шпинделя в радиальном направлении) на каждой глубине паза по оси X. В данном случае dВ - удвоенное расстояние от плоскости обработки до оси цилиндрической поверхности. В таблице для примера приведены данные dB, соответствующие обработке на трех диаметрах: 90 мм - обработка на наружной поверхности, 60 мм - обработка промежуточной поверхности и 28 мм - обработка внутренней поверхности. На каждой глубине паза по оси X массив значений Z, Y, C изменялся и пересчитывался. Абсолютные координаты боковых стенок определяли из соотношений: Zn=Ln+ΔZn; Yn=ΔYn для одной стенки паза 3 и Zn=Ln-ΔZn; Yn=-ΔYn для другой стенки паза 3.
Угол β наклона центральной траектории паза к оси цилиндрической поверхности на обрабатываемом участке определяли из соотношения

Полученные значения угла βn на разных поверхностях обработки, Ln - координаты конца n-го участка центральной траектории обработки на оси цилиндрической поверхности, углы C° поворота заготовки, длины дуг
 углов
углов  на обрабатываемых диаметрах dB поверхности обработки приведены в таблице:
на обрабатываемых диаметрах dB поверхности обработки приведены в таблице:
|



В результате получили паз 3 с заданными геометрическими параметрами, хорошим качеством поверхности стенок паза (Ra 1,25) и параллельными стенками. Контроль параллельности осуществляли калибром.
Таким образом, использование предлагаемого способа обеспечивает возможность фрезерования пазов разной ширины одной и той же фрезой, снижения усилия резания за счет раздельной обработки стенок паза фрезой, диаметр которой меньше ширины паза, и получения паза с параллельными стенками.
Устройство для имитации токовой нагрузки при испытании аппаратуры, коммутирующей нагрузку
Способ имитации токовой нагрузки при испытании аппаратуры, коммутирующей нагрузку
Автоматизированная контрольно-проверочная аппаратура для проверки цепей энергетического и информационного взаимодействия многоканальной системы управления
Устройство для извлечения скважинных предметов
Способ вывешивания на боевой позиции самоходного артиллерийского орудия (варианты)
Способ подготовки к стрельбе самоходного артиллерийского орудия
Подвеска колеса транспортного средства
Тормоз отката артиллерийского орудия
Способ изготовления насосной штанги
Транспортно-пусковой контейнер многоствольной пусковой установки
Устройство для имитации токовой нагрузки при испытании аппаратуры, коммутирующей нагрузку
Способ имитации токовой нагрузки при испытании аппаратуры, коммутирующей нагрузку
Автоматизированная контрольно-проверочная аппаратура для проверки цепей энергетического и информационного взаимодействия многоканальной системы управления
Устройство для извлечения скважинных предметов
Способ вывешивания на боевой позиции самоходного артиллерийского орудия (варианты)
Способ подготовки к стрельбе самоходного артиллерийского орудия
Подвеска колеса транспортного средства
Тормоз отката артиллерийского орудия

