Результат интеллектуальной деятельности: ПРЕССУЮЩИЙ УЗЕЛ АВТОМАТИЧЕСКОЙ ПРЕССОВОЙ МАШИНЫ (АПМ)
Вид РИД
Изобретение
Изобретение относится к стекольной промышленности и может быть использовано при производстве инструмента для изготовления полых стеклянных изделий.
Известен прессующий узел горизонтальных холоднокамерных машин литья под давлением (МЛПД) (см. патент РФ №2043850 от 20.09.95 г.), содержащий поршень, в полости которого размещен и соединен с ним шток с продольным каналом, где с зазором расположен трубопровод с уплотнительным элементом на заднем конце, а на переднем - полый хвостовик с диском, размешенным без зазора между дном пуансона и торцом диска, у которого на боковой поверхности выполнены наклонные каналы, выходящие в полость хвостовика, зафиксированного резьбой и штифтом со штоком, имеющим в дне продольного канала и стенках поперечные окна под хладагент, соединенные с продольными проточками его присоединительной части, загерметизированной уплотнительным элементом.
Его недостаток: из-за отсутствия зазора между дном поршня и передним торцом диска это дно не омывается хладагентом и, следовательно, не охлаждается его передний торец. Поэтому из-за перегрева передней части узел такой конструкции не применим для изготовления стекла.
Известен прессующий узел АПМ (см. заявку 2000129496/03 от 24.11.2000 г.), содержащий соединенные между собой пуансон и шток с продольным каналом, в нем установлен с зазором трубопровод с уплотнительным элементом на заднем конце, соединенный неразъемно передним концом с полым хвостовиком полого диска, а диск размещен с зазором в полости пуансона: при этом в стечках задней части штока выполнены поперечные окна, выходящие в его продольный канал и дно, а в передней части его - в продольный канал и кольцевую канавку с другим уплотнительным элементом; эта канавка соединена с продольными проточками присоединительной части штока, которые открыты в боковой зазор между диском и пуансоном.
Его недостаток: нетехнологичность штока из-за поперечных окон в его передней части, открытых в продольные проточки его присоединительной поверхности под пуансон. При выполнении этой поверхности резьбовой из-за проточек на ней уменьшается площадь контакта резьбовых поверхностей штока и пуансона, что вынуждает увеличивать их длину и, следовательно, расход металла на их изготовление. Циркуляция хладагента - воды по этим проточкам приводит к коррозии резьбовых поверхностей штока и пуансона, что затрудняет их разборку при смене пуансона.
Задачей предлагаемого изобретения является устранение указанных недостатков и, таким образом, повышение технологичности, надежности с одновременным уменьшением расходов материала на этот узел.
Поставленная цель достигается тем, что прессующий узел АПМ, содержащий соединенные между собой пуансон и шток с продольным каналом, в котором с зазором установлен трубопровод с уплотнительным элементом на заднем конце, а на переднем конце соединенный с ним и со штоком полый хвостовик полого диска, размещенного с зазором в полости пуансона, при этом в стенках задней части и передней присоединительной части штока выполнены поперечные окна, выходящие в его дно и продольный канал, причем другой уплотнительный элемент размещен на присоединительной части штока; поперечные окна в передней части штока выполнены в виде кольцевого зазора, образованного поверхностями пуансона, переднего торца штока, хвостовика и заднего торца диска и открытого в продольный канал штока через продольные проточки соединения «шток - хвостовик диска».
Выполнением поперечных окон в передней части штока в виде кольцевого зазора, который образован поверхностями пуансона, штока, хвостовика и заднего торца диска повышается технологичность этого узла из-за отсутствия там поперечных окон, открытых в продольный канал штока.
При таком зазоре отпадает надобность в продольных проточках присоединительной (резьбовой) поверхности штока, с которой контактирует соответствующая поверхность пуансона, чем также повышается технологичность первого.
Из-за отсутствия этих проточек у штока присоединительная резьбовая поверхность его будет минимальной длины, что также положительно повлияет на его технологичность и на уменьшение длины пуансона и его материалоемкости.
Этот кольцевой зазор открыт в продольный канал штока через продольные проточки соединения «шток - хвостовик диска», чем несколько усложняется изготовление хвостовика диска из-за выполнения на его боковой поверхности этих проточек, ко из-за его меньшей длины по сравнению с длиной присоединительной поверхности штока обеспечивается достижение вышеуказанного эффекта у последнего.
Вышеперечисленным повышается надежность и технологичность данного узла, а также уменьшается расход металла на его изготовление.
Вышеприведенное свидетельствует, что предлагаемое решение соответствует критерию «новизна», а сравнение его с известными решениями показало, что оно обладает и существенными отличиями и поэтому соответствует критерию «изобретение».
На фиг.1 представлено продольное сечение предлагаемого узла.
Оно содержит пуансон 1 с полостью 2, в которой размещен шток 3 своей передней присоединительной частью 4 (резьбой), в штоке имеется продольный канал 5, где установлен с зазором трубопровод 6, имеющий на заднем конце уплотнительный элемент 7, а на переднем - неразъемно-соединенный с ним и разъемно со штоком полый хвостовик 8 полого диска 9, размещенного с боковыми 10 и торцевым 11 зазорами в полости 2 пуансона; задний торец диска 9 отстоит с осевым зазором от переднего торца штока 3, имеющего поперечные окна 12 и 13, входящие в продольный какал 5 и его дно; поверхностями заднего торца диска 9, хвостовика 8, переднего торца штока 3 и пуансона 1 образован кольцевой зазор 14, открытый в продольный канал 5 штока 3 через продольные проточки 15 присоединительной резьбовой поверхности хвостовика 8; на передней части штока 3 размещен дополнительный уплотнительный элемент 16 для герметизации зоны циркуляции хладагента этого узла; пуансон 1 со штоком 3 могут быть дополнительно зафиксированы, например, винтом 17, ввернутым в стенку пуансона и размещенным передней частью в гнезде или кольцевой проточке этого штока или другим фиксирующим элементом.
Охлаждение пуансона 1 осуществлялся так: хладагент подводился через поперечное окно 13 к заднему торцу трубопровода 6, далее по его осевому каналу 18, а затем осевому каналу 19 полых хвостовика 8 и диска 9 поступает к дну пуансона 1, отстоящему от торца диска 9 с зазором 11, и далее по боковым зазорам 10 попадает в кольцевой зазор 14, а из него через продольные проточки 15 соединения «шток - хвостовик диска» устремляется в продольный канал 5, из которого через поперечное окно 12 нагретый теплом пуансона 1 хладагент отводится за пределы штока 3.
Величиной расхода хладагента обеспечивается оптимальный уровень нагрева пуансона, позволяющий получать качественные изделия из стекла.
Поперечные окна для циркуляции хладагента в передней части штока 3 выполняются в виде кольцевого зазора 14, образованного поверхностями пуансона 1, заднего торца диска 9, хвостовика 8 и переднего торца штока 3. Этот зазор получают при сборке предлагаемого прессующего узла АПМ за счет размеров указанных выше элементов. Следовательно, нет надобности сверлить эти поперечные окна в передней части штока 3, чем повышается технологичность предлагаемого узла.
Образованием продольных проточек 15 для циркуляции хладагента в соединении, например, резьбовом, «шток 3 - хвостовик 8» диска 9 уменьшается время на их выполнение, так как длина этого соединения меньше длины соединения «пуансон - шток» из-за отсутствия нагрузки в нем по сравнению с последним, воспринимающим усилие формирования изделия из жидкого стекла.
Отсутствием в соединении «пуансон - шток» продольных проточек под циркулирующим по ним хладагентом уменьшается его длина как минимум до 10 ниток резьбы требуемого шага, этим самым уменьшаются длины пуансона 1 и штока 3 и расходы материалов на их изготовление, что повышает их технологичность.
Циркуляцией нагретого хладагента по кольцевому зазору 14, а не вдоль соединения «пуансон - шток», и наличием в его зоне дополнительного уплотнительного элемента 16 в передней или задней части соединения исключается коррозия резьбы пуансона 1 и штока 3 от нагретого хладагента, чем облегчается коррозия резьбы 16 в передней или задней части соединения, исключается коррозия резьбы пуансона 1 и штока 3 от нагретого хладагента, чем облегчается разборка этого узла для замены изношенного пуансона 1, увеличивается разборка этого узла для замены изношенного пуансона 1, увеличивается срок службы резьбы штока 3 и, таким образом, повышается надежность предлагаемого узла.
Таким образом, предлагаемым поршневым узлом АПМ повышают его: надежность из-за исключения контакта хладагента с присоединительными резьбовыми поверхностями штока и пуансона, и, следовательно, их коррозии; технологичность благодаря кольцевому зазору, образованному поверхностями заднего торца диска, его хвостовика, переднего торца штока, внутренней боковой поверхности хвостовика, и снижается расход металла на изготовление пуансона из-за уменьшения его длины вследствие укороченной резьбы под резьбовую поверхность штока.
Прессующий узел АПМ, содержащий соединенные между собой пуансон и шток с продольным каналом, в котором с зазором установлен трубопровод с уплотнительным элементом на заднем конце, а на переднем конце - также соединенный и со штоком полый хвостовик полого диска, размещенного с зазором в полости пуансона, при этом в стенках задней и передней присоединительных частей штока выполнены поперечные окна, выходящие в его дно и продольный канал, причем второй уплотнительный элемент размещен на присоединительной части штока, отличающийся тем, что поперечные окна в передней части его выполнены в виде кольцевого зазора, образованного поверхностями пуансона, переднего торца штока, хвостовика и заднего торца диска и открытого в продольный канал штока через продольные проточки соединения «шток - хвостовик диска».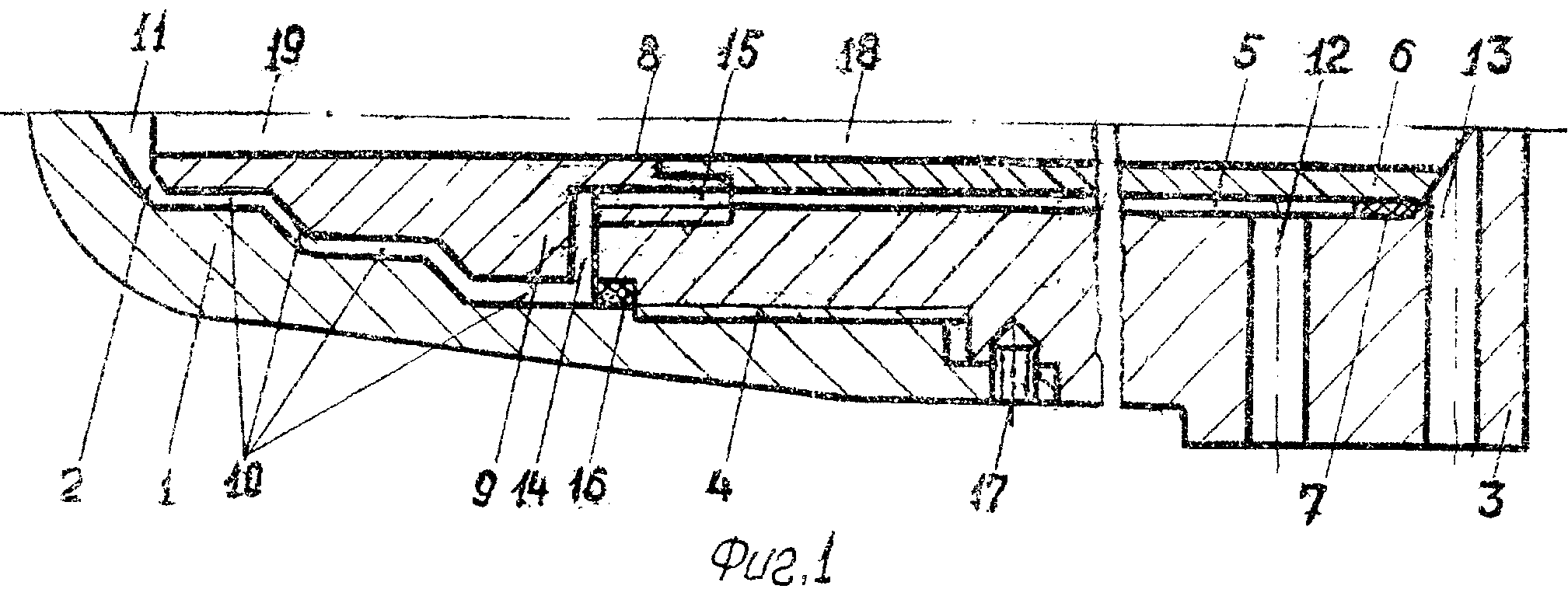
Устройство для электромагнитной точечной сварки
Устройство для электромагнитной точечной сварки
Поршневой узел машины литья под давлением
Электрод-колпачок для контактной точечной сварки
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Способ охлаждения горячего штампа
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Электрод с хвостовиком для контактной точечной сварки
Электрод с хвостовиком для контактной точечной сварки
Электрод с хвостовиком для контактной точечной сварки
Устройство для контактной точечной сварки (ктс)
Устройство для контактной точечной сварки (ктс)
Устройство для контактной точечной сварки (ктс)
Поршневой узел машины литья под давлением
Охлаждаемая матрица штампа под заготовку-диск
Устройство для стыковой контактной сварки прутков
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце

