Результат интеллектуальной деятельности: СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК С ДВУМЯ ХВОСТОВИКАМИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области размерной электрохимической обработки металлов и сплавов и может быть использовано для изготовления лопаток с двумя хвостовиками газотурбинного двигателя.
Обработка профиля пера лопатки, радиусов переходов и полок лопаток с двумя хвостовиками газотурбинного двигателя представляет собой значительную сложность из-за использования для их изготовления труднообрабатываемых резанием сплавов, в результате чего производительность лезвийной обработки падает. Применяемые в настоящее время схемы электрохимической обработки имеют недостатки при изготовлении лопаток с двумя хвостовиками.
Известен способ электрохимической обработки лопаток (Патент РФ №2305614; кл. B23H 3/00, B23P 9/10; опубликовано 10.09.2007), в котором обработка лопатки осуществляется двумя электродами-инструментами, с поступательным движением электродов-инструментов относительно заготовки лопатки, при этом обработка профиля пера лопатки осуществляется последовательно с переворотом заготовки лопатки на 180°.
Известен способ электрохимической обработки лопаток (Патент РФ №2283735; кл. B23H 3/00, B23H 9/10, B23P 15/02; опубликовано 10.05.2006), в котором обработка лопатки осуществляется двумя электродами-инструментами с поступательным движением электродов-инструментов относительно анода-заготовки, при этом обработка профиля пера лопатки осуществляется последовательно с переворотом заготовки лопатки на 180°.
К недостаткам известных способов относятся:
1) невозможность обработки полки лопатки, радиусов переходов и примыкающих к ним участков профиля пера лопатки с высокой точностью вследствие подачи электродов-инструментов под углом 90° к продольной оси лопатки;
2) последовательная обработка спинки, а затем корыта пера лопатки не позволяет компенсировать погрешность, возникающую в результате деформации лопатки при перераспределении остаточных напряжений;
3) смена технологических баз в процессе обработки снижает точность изготовления детали.
Известен способ электрохимической обработки лопаток, выбранный в качестве прототипа (Патент РФ №2058863; кл. B23H 9/10, B23H 3/00; опубликовано 27.04.1996), включающий установку предварительно закрепленной с помощью устройства для крепления заготовки лопатки в рабочую камеру станка, осуществление формообразования при подаче напряжения на электроды-инструменты и заготовку лопатки при прокачке электролита через межэлектродный промежуток и задании электродам-инструментам синхронно-дискретного перемещения с периодическим ощупыванием лопатки, при этом используют электроды-инструменты, профиль рабочих поверхностей которых выполнен близким к заданному профилю пера лопатки, а направление перемещения каждого из электродов-инструментов задают так, что оно образует с осью лопатки острый угол величиной α, вершина которого обращена в сторону полки лопатки.
Недостатками данного способа являются:
1) невозможность обработки лопаток с двумя хвостовиками газотурбинного двигателя двумя электродами-инструментами, т.к. в этом случае не обрабатывается одна из полок и сопряженные с ней радиусы переходов профиля пера лопатки; при этом переворот лопатки на 180° не приведет к желаемому результату из-за различия геометрических параметров верхней и нижней части профиля пера лопатки;
2) прокачка электролита вдоль профиля пера лопатки приведет к неравномерному распределению электролита в связи с конструктивными особенностями лопатки газотурбинного двигателя;
3) базирование по двум центровочным отверстиям на торцах хвостовика, торцу хвостовика и конической поверхности бобышки, расположенной на конце пера лопатки с двумя хвостовиками, вызывает дополнительные сложности при проектировании и изготовлении заготовки лопатки. Известно устройство для электрохимической обработки лопатки (Патент РФ №2305614; кл. B23H 3/00, B23P 9/10; опубликовано 10.09.2007), которое включает в себя электроды-инструменты, межэлектродный зазор, в который поступает электролит, устройство для крепления электродов-инструментов, устройство для крепления заготовки лопатки.
К недостаткам известного устройства относятся:
1) погрешность изготовления профилированной поверхности диэлектрического ложемента снижает окончательную точность изготовления лопатки;
2) для изготовления профилированной поверхности диэлектрического ложемента необходимо использование высокоточного и дорогостоящего оборудования.
Известно устройство для электрохимической обработки лопатки (Патент РФ №2283735; кл. B23H 3/00, B23H 9/10, B23P 15/02; опубликовано 10.05.2006), содержащее устройство для крепления съемных электродов-инструментов, оформляющих выпуклую и вогнутую сторону лопатки, содержащее основание, и устройство для крепления заготовки лопатки.
Недостатком известного устройства является:
1) после поворота заготовки лопатки в крепежном приспособлении на 180° в результате воздействия электролита профиль пера лопатки может деформироваться;
2) по уже обработанной поверхности профиля пера лопатки могут происходить потери электролита.
Вышеперечисленные недостатки приводят к снижению точности и производительности обработки.
Техническим результатом, достигаемым в заявленном изобретении, является разработка способа и устройства для его осуществления, позволяющего за одну установку детали формировать профиль пера лопатки, радиусы переходов и полки лопаток с двумя хвостовиками газотурбинного двигателя, уменьшить трудоемкость и увеличить точность обработки лопаток с двумя хвостовиками газотурбинного двигателя, путем установки заготовки лопатки газотурбинного двигателя в специальное устройство, одновременной обработки спинки и корыта лопатки газотурбинного двигателя, подачи электролита непосредственно на обрабатываемую поверхность детали.
Технический результат в заявленном способе достигается тем, что способ электрохимической обработки лопаток с двумя хвостовиками газотурбинного двигателя, включающий установку предварительно закрепленной с помощью устройства для крепления заготовки лопатки в рабочую камеру станка, осуществление формообразования при подаче напряжения на электроды-инструменты и заготовку лопатки при прокачке электролита через межэлектродный промежуток и задании электродам-инструментам синхронно-дискретного перемещения с периодическим ощупыванием лопатки, при этом используют электроды-инструменты, профиль рабочих поверхностей которых выполнен близким к заданному профилю пера лопатки, а направление перемещения каждого из электродов-инструментов задают так, что оно образует с осью лопатки острый угол величиной α, вершина которого обращена в сторону полки лопатки.
Новым в способе является то, что предварительно заготовку лопатки устанавливают в кассету устройства для крепления заготовки, а подачу электролита осуществляют поперек продольной оси профиля пера лопатки непосредственно на обрабатываемую часть, формообразование лопатки с двумя хвостовиками осуществляют при помощи четырех электродов-инструментов, при этом сначала обрабатывают часть профиля пера лопатки, сопряженные с ней радиусы переходов и полку хвостовика двумя соответствующими электродами-инструментами, затем поворачивают кассету с установленной в ней заготовкой лопатки на 180° относительно одной из горизонтальных осей, заменяют электроды-инструменты и обрабатывают оставшуюся часть пера лопатки, сопряженные с ней радиусы переходов, полку второго хвостовика.
Заготовку лопатки в кассете базируют по двум центровочным отверстиям, выполненным на основаниях хвостовиков, основанию и боковой поверхности одного из хвостовиков.
Технический результат в заявленном устройстве достигается тем, что устройство для электрохимической обработки лопаток с двумя хвостовиками газотурбинного двигателя, содержащее устройство для крепления съемных электродов-инструментов, оформляющих выпуклую и вогнутую сторону лопатки, содержащее основание, и устройство для крепления заготовки лопатки.
Новым в устройстве является то, что устройство для крепления заготовки лопатки состоит из неподвижной части, устанавливаемой в камеру станка, и подвижной части, в качестве которой используется кассета, при этом в неподвижной части выполнена щель для подачи электролита, направляющие пазы для установки кассеты, крепежный(ые) элемент(ы), фиксирующий(ие) кассету, и элементы для установки устройства в камеру станка, корпус кассеты содержит верхнюю, нижнюю и боковые грани, на нижней грани установлен по меньшей мере один плавающий центр и опорная втулка, на верхней грани установлен по меньшей мере один поджимной центр, токоподвод, подпружиненный элемент со сферическими штифтами, боковые грани содержат щели для подачи электролита, длина которых соответствует длине обрабатываемой части профиля пера лопатки, сменные накладки, установленные перпендикулярно между боковыми гранями, для требуемого распределения потока электролита в которых выполнены сквозные пазы, через которые к обрабатываемой части профиля пера лопатки подводятся электроды-инструменты, при этом нижняя поверхность сквозных пазов спрофилирована в соответствии с нижней частью электродов-инструментов.
Предлагаемое изобретение поясняется чертежами, где
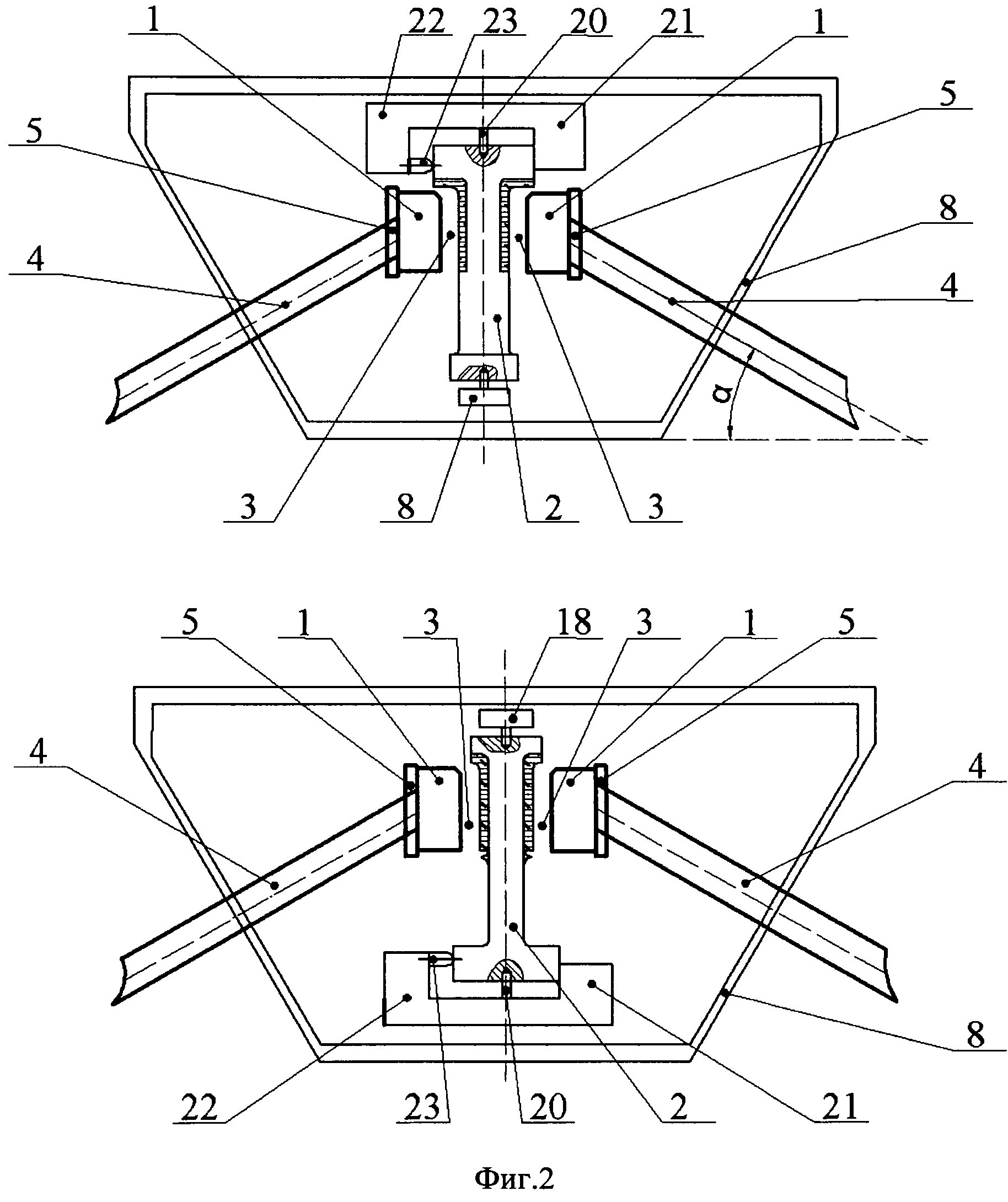
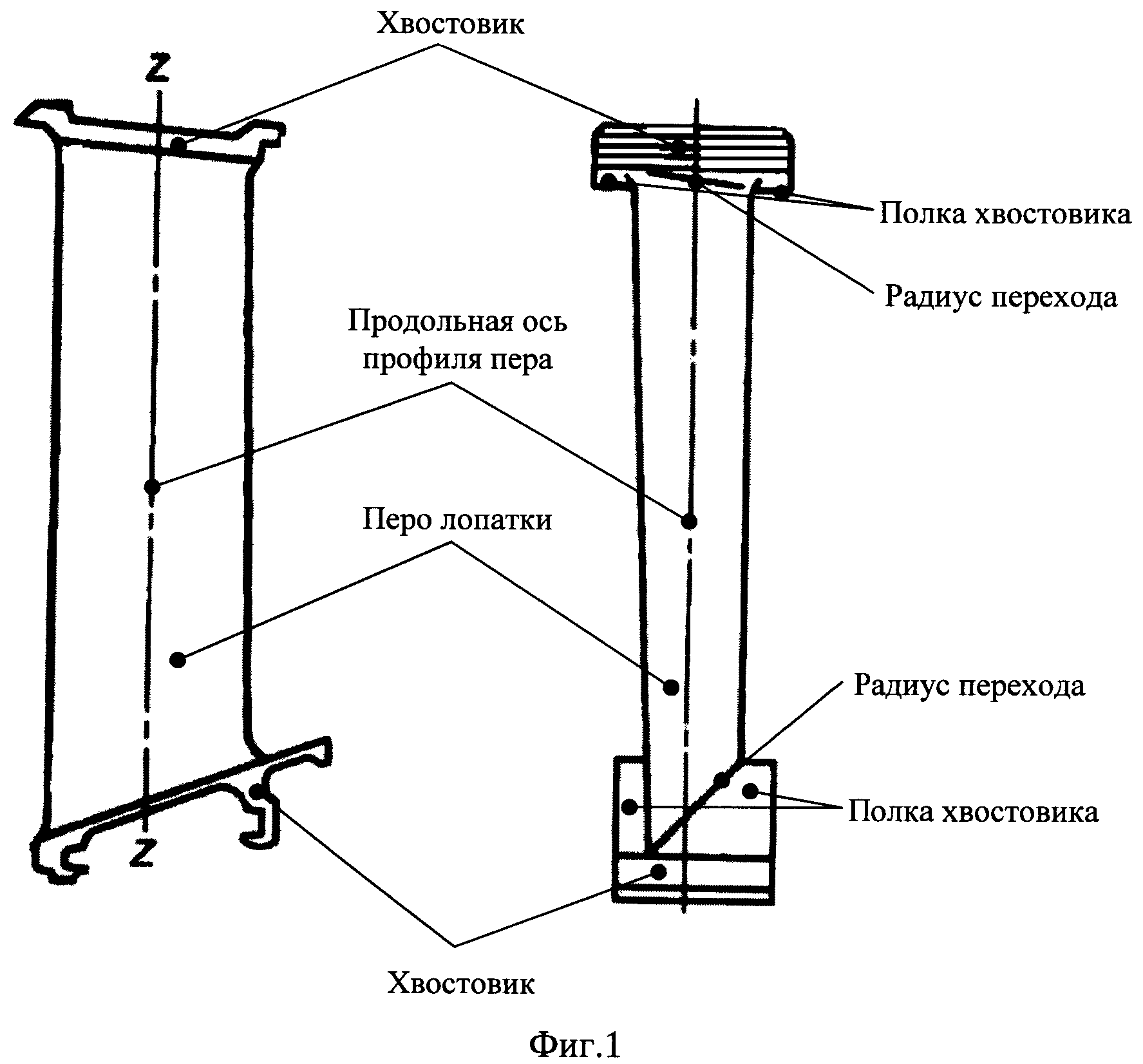
на фиг.1 - лопатка с двумя хвостовиками газотурбинного двигателя; на фиг.2 - схема обработки лопатки с двумя хвостовиками газотурбинного двигателя;
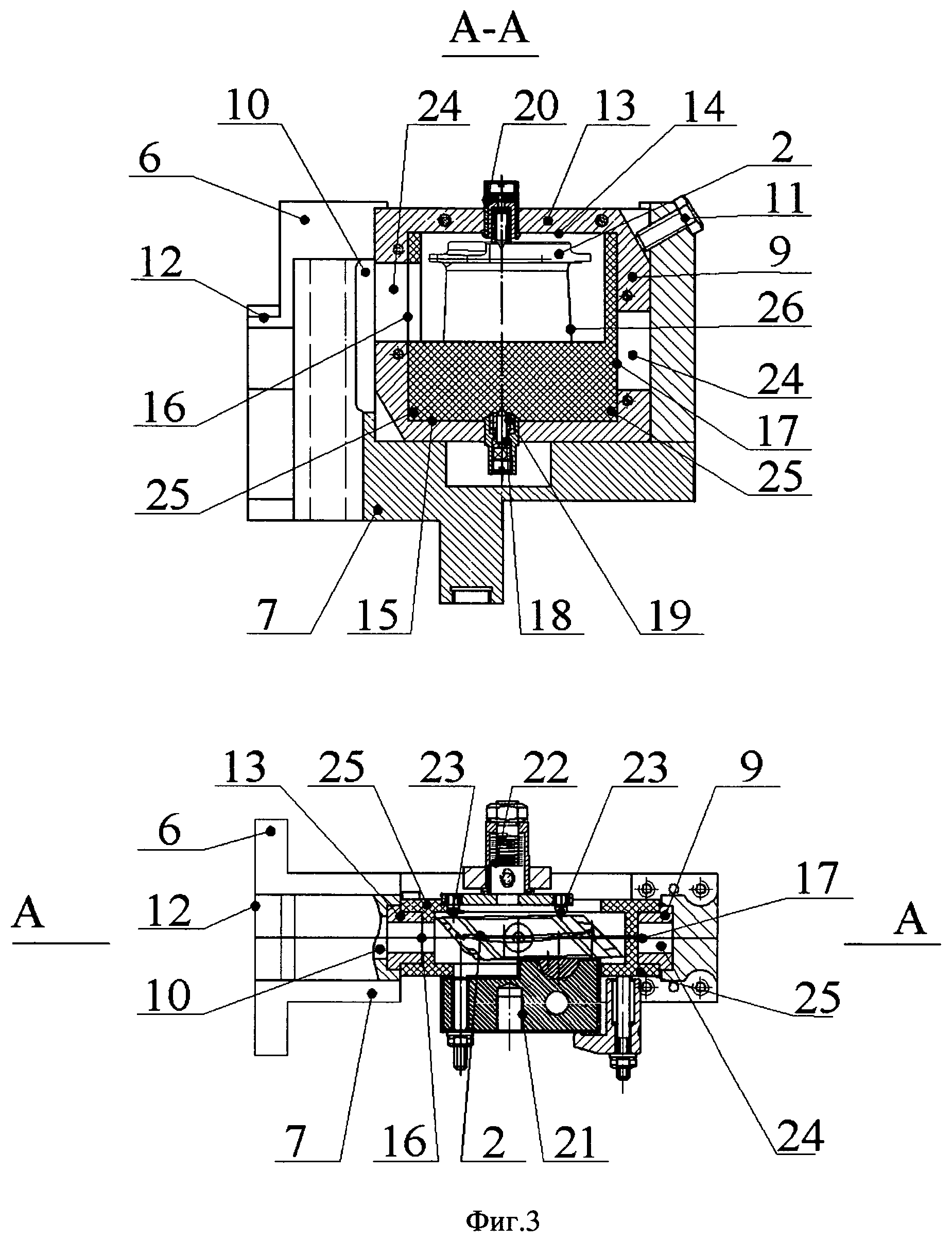
на фиг.3 - устройство для крепления заготовки лопатки.
Устройство для электрохимической обработки лопаток с двумя хвостовиками газотурбинного двигателя (фиг.1) содержит электроды-инструменты 1 (фиг.2) и заготовку 2 лопатки (фиг.2, 3), установленные с межэлектродным зазором 3 (фиг.2) для подачи электролита, устройство 4 (фиг.2) для крепления электродов-инструментов 1 (фиг.2), оформляющих выпуклую и вогнутую сторону лопатки, содержащее основание 5 (фиг.2), и устройство 6 для крепления заготовки 2 лопатки (фиг.3). Устройство 6 (фиг.3) для крепления заготовки 2 лопатки состоит из неподвижной части 7 (фиг.3), устанавливаемой в камеру станка 8, и подвижной части 9. В качестве подвижной части 9 используется кассета. При этом в неподвижной части 7 (фиг.3) выполнена щель 10 для подачи электролита, направляющие пазы (не показаны) для установки кассеты 9, крепежный(ые) элемент(ы) 11, фиксирующий(ие) кассету 9, и элементы 12 для установки устройства в камеру станка. Корпус 13 (фиг.3) кассеты 9 содержит верхнюю 14, нижнюю 15 и боковые 16, 17 грани. На нижней грани 15 установлен по меньшей мере один плавающий центр 18 и опорная втулка 19. На верхней грани 14 (фиг.3) установлен по меньшей мере один поджимной центр 20, токоподвод 21 (фиг.3), подпружиненный элемент 22 со сферическими штифтами 23. Боковые грани 16, 17 (фиг.3) содержат щели 24 для подачи электролита, длина которых соответствует длине обрабатываемой части профиля пера лопатки, сменные накладки 25 для требуемого распределения потока электролита, в которых выполнены сквозные пазы 26, через которые к обрабатываемой части профиля пера лопатки подводятся электроды-инструменты 1. Нижняя поверхность пазов 26 (фиг.3) спрофилирована в соответствии с нижней частью электродов-инструментов 1.
Способ электрохимической обработки лопаток с двумя хвостовиками газотурбинного двигателя осуществляется следующим образом.
Заготовку 2 лопатки устанавливают в специальной кассете 9 (фиг.3).
Заготовка 2 лопатки устанавливается в плавающий 18 и поджимной 20 центры и поджимается к опорной втулке 19. После этого к боковой поверхности хвостовика (фиг.1) подводятся два штифта 23 (фиг.3), установленные на подпружиненной планке 22 (фиг.3), и таким образом осуществляется определение ее положения относительно осей OZ, OX и OY. Затем к противоположной стороне того же хвостовика подводится токоподвод 21 (фиг.3), установленный на оси, закрепление которого осуществляется при помощи прижима.
После осуществления указанных действий кассета 9 с заготовкой 2 лопатки устанавливается в неподвижную часть 7 устройства 6 и закрепляется поджимным винтом 11 (фиг.3).
Устройство 6 с закрепленной заготовкой 2 лопатки устанавливают в камеру станка 8 (фиг.2).
Закрепляют электроды-инструменты 1, при этом профиль рабочих поверхностей электродов-инструментов выполнен близким к заданному профилю пера лопатки.
Электроды-инструменты 1 и заготовку 2 лопатки устанавливают с межэлектродным зазором 3 для подачи электролита. Подача электролита осуществляется поперек продольной оси профиля пера лопатки непосредственно на обрабатываемую часть.
Производят формообразование четырьмя электродами-инструментами 1 с подачей напряжения на электроды-инструменты и заготовку 2 лопатки.
Состав электролита и режимы обработки выбирают в зависимости от обрабатываемого материала.
Направление перемещения каждого из электродов-инструментов задают так, что оно образует с осью лопатки острый угол α (фиг.2), вершина которого обращена в сторону полки лопатки.
За первый этап обработки происходит обработка части профиля пера лопатки и сопряженных с ним радиусов переходов и полки без ограничения ее ширины и формы, при помощи двух электродов-инструментов 1.
По окончании рабочего цикла электрохимической обработки кассета 9 раскрепляется, происходит ее поворот на 180° относительно одной из горизонтально-расположенных осей.
После поворота кассета 9 (фиг.3) с заготовкой 2 лопатки устанавливается в неподвижную часть 7 устройства 6, подается электролит, напряжение и происходит второй этап обработки, при котором обрабатывается оставшаяся часть пера лопатки, сопряженные радиусы переходов, полка второго хвостовика.
Замена электродов-инструментов 1 обуславливается различием геометрических параметров профиля пера лопатки и хвостовика лопатки.
В случае если число обрабатываемых деталей достаточно велико, целесообразно использовать для электрохимической обработки лопаток с двумя хвостовиками два станка, на каждом из которых будут установлены соответствующие обрабатываемой части профиля пера лопатки электроды-инструменты 1, две идентичные неподвижные части 7 и две подвижные 9, которые для выполнения следующего этапа обработки будут передаваться на второй станок. В результате за одну установку детали происходит обработка всего профиля пера лопатки, радиусов переходов и полок лопатки с двумя хвостовиками.
Пример реализации способа.
Предлагаемый способ был реализован при электрохимической обработке лопатки с двумя хвостовиками 14 газотурбинного двигателя ГТД-110. Геометрические параметры лопатки:
- Длина профиля пера лопатки: 50 мм;
- Хорда профиля пера лопатки: 60 мм;
- Максимальная толщина профиля пера лопатки: от 4 до 5 мм, с допуском 0,3 мм;
- Толщина входной кромки профиля пера лопатки: от 1,9 до 2,3, с допуском 0,15 мм;
- Толщина выходной кромки профиля пера лопатки: от 0,8 до 1,2 мм, с допуском 0,15 мм.
- Материал детали: жаропрочная сталь.
В соответствии с описанным выше способом электрохимической обработки профиля пера лопатки, радиусов переходов и полок лопаток с двумя хвостовиками для указанной детали были спроектированы и изготовлены приспособление, эталон и электроды-инструменты.
Электрохимическую обработку осуществляли на следующих режимах:
- Рабочее напряжение: 8-14 B;
- Рабочий ток: 1000-1500 A;
- Электролит: NaNO3+NaCl+H2O;
- Давление электролита: 4-6 МПа;
- Температура электролита: 20-25°C;
- Время обработки одной лопатки (полностью): 20 мин.
Таким образом, предлагаемый способ электрохимической обработки лопаток с двумя хвостовиками и устройство для его осуществления позволяют повысить точность и производительность изготовления лопаток с двумя хвостовиками.
Способ отбортовки отверстий в листовом материале
Способ снижения вибрации в рабочих лопатках турбомашины
Способ диагностики технического состояния элементов редуктора двигателя
Способ диагностики вида колебаний рабочих лопаток осевой турбомашины
Узел соединения вала трансмиссии и вала ротора силовой турбины
Способ управления многорежимным многотопливным двигателем
Способ определения периодичности контроля деталей авиационного газотурбинного двигателя при эксплуатации по его техническому состоянию
Способ рентгеноструктурного контроля деталей газотурбинного двигателя
Способ круговой электрохимической обработки компрессорных лопаток газотурбинного двигателя
Способ рентгеноструктурного контроля деталей газотурбинного двигателя
Способ отбортовки отверстий в листовом материале
Способ снижения вибрации в рабочих лопатках турбомашины
Способ диагностики технического состояния элементов редуктора двигателя
Способ диагностики вида колебаний рабочих лопаток осевой турбомашины
Узел соединения вала трансмиссии и вала ротора силовой турбины
Способ управления многорежимным многотопливным двигателем
Способ определения периодичности контроля деталей авиационного газотурбинного двигателя при эксплуатации по его техническому состоянию
Способ рентгеноструктурного контроля деталей газотурбинного двигателя
Способ круговой электрохимической обработки компрессорных лопаток газотурбинного двигателя
Способ рентгеноструктурного контроля деталей газотурбинного двигателя

