Результат интеллектуальной деятельности: СПОСОБ ДИАГНОСТИКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ЭЛЕМЕНТОВ РЕДУКТОРА ДВИГАТЕЛЯ
Вид РИД
Изобретение
Предлагаемое изобретение относится к способам технической диагностики ослабления посадки элементов редуктора двигателя по вибрационным параметрам при его испытаниях или в эксплуатации и может найти применение при его доводке, а также для создания систем диагностики двигателя.
Известен способ диагностики технического состояния элементов механизма, при котором измеряют вибрацию корпуса оборудования и его элементов и регистрируют ее в виде амплитудно-частотного спектра, выделяют в спектре составляющие на диагностических частотах, по которым делают вывод о наличии дефекта - ослаблении посадки элементов механизма на валу (Русов В.А. Диагностика дефектов вращающегося оборудования по вибрационным сигналам. 2012. Раздел 3.2.3.2. Ослабление посадки элементов механизма на валу, http://vibrocenter.ru/book2012_2.htm. 1999-2015 гг. (дата обращения: 29.04.2015).
Биение вала (шестерни) - один из наиболее часто встречающихся дефектов изготовления или сборки зубчатых механизмов. Под этим дефектом понимается неправильная посадка шестерни на вал, муфты на вал-шестерню и т.д.
Погрешности изготовления или монтажа зубчатых колес являются одним из факторов возбуждения колебаний в зубчатых передачах, что вызывает появление в спектре колебаний зубчатой передачи доминирующих составляющих на зубцовой частоте и ее гармониках:

где fz - зубцовая частота (частота пересопряжения зубьев), Гц;
z - число зубьев зубчатого колеса;
fвр - частота вращения зубчатого колеса, Гц.
При диагностике дефектов зубчатой передачи целесообразно выделять гармонический ряд частот, кратных зубцовой частоте fz.
Прогрессирующий износ зубьев сопряженных зубчатых колес диагностируемой ступени редуктора приводит к значительному возрастанию величины диагностируемого параметра, однако такое проявление дефекта возможно и при других отклонениях от штатной работы двигателя, например нарушении режима смазки зубчатой передачи. Рост амплитуды колебаний при появлении в спектре составляющей на частоте, равной половине зубцовой частоты, свидетельствует о нарушении режима смазки зубчатой передачи (Генкин М.Д., Соколова А.Г. Виброакустическая диагностика машин и механизмов. М.: Машиностроение, 1987. С. 216-217).
Наиболее близким к предлагаемому, является способ диагностики технического состояния элементов редуктора двигателя, при котором измеряют вибрацию редуктора и регистрируют ее в виде амплитудно-частотного спектра, в котором выделяют составляющую на частоте, кратной зубцовой частоте, определяют наличие дефекта - ослабление посадки элементов редуктора на валу и принадлежность его к определенным элементам редуктора (Неразрушающий контроль: Справочник. В 7 т. Под общей ред. В.В. Клюева. Т. 7. В 2 кн. Кн. 2 Ф.Я. Балицкий, А.В. Барков, Н.А. Баркова и др. Вибродиагностика. - М.: Машиностроение, 2005. - С. 637-638).
Диагностику технического состояния проводят в широкой полосе частот спектра путем периодического измерения вибрационной информации, выделения частот, кратных зубцовой частоте, и боковых составляющих, отстоящих от них на частоту вращения шестерни, по которым принимают решение о наличии дефекта неправильной посадки шестерни на вал.
Основным недостатком данного способа является возможность постановки ложного диагноза, что может привести к необоснованному прекращению работы двигателя, например, неоправданному досрочному съему двигателя с испытаний, т.к. наличие в спектре составляющей на зубцовой частоте и двух боковых составляющих, отстоящих от нее на частоту вращения вала (шестерни) наблюдается и при нормальной (штатной) работе редуктора (с исправным состоянием его элементов).
Кроме того, известные способы не позволяют по анализу спектра вибросигнала определить стадию появления дефекта - произошел при сборке или в рабочих условиях.
Задачей изобретения является создание способа диагностики, позволяющего в процессе испытаний и эксплуатации двигателя (без остановки) по анализу спектра вибросигнала не только выявить на ранней стадии наличие дефекта ослабления посадки элементов редуктора, например, полумуфты, зубчатого колеса на валу, определить место его локализации, но и стадию появления дефекта.
Техническим результатом, на достижение которого направлено изобретение, является повышение надежности диагностики технического состояния элементов редуктора двигателя за счет исключения постановки ложного диагноза.
Дополнительным техническим результатом является определение стадии появления дефекта - при сборке, при испытаниях или в эксплуатации.
Технический результат достигается тем, что в способе диагностики технического состояния элементов редуктора двигателя, при котором измеряют вибрацию редуктора и регистрируют ее в виде амплитудно-частотного спектра, в котором выделяют составляющую на частоте, кратной зубцовой частоте, определяют наличие дефекта - ослабление посадки элементов редуктора на валу и принадлежность его к определенным элементам редуктора, в отличие от известного, предварительно измеряют и регистрируют вибрацию в узкой полосе частот, при доминировании в спектре на фоне шумов составляющей на частоте нижней границы среза фильтра системы измерения расширяют диапазон измеряемой вибрации и выделяют в спектре составляющую на частоте, равной половине зубцовой частоты, текущее значение амплитуды которой сравнивают с предварительно установленным предельным значением, при превышении которого делают вывод об ослаблении посадки элементов редуктора на валу.
При выявлении дефекта на первых пусках двигателя делают вывод об ослаблении посадки элементов редуктора на стадии сборки.
При выявлении дефекта при испытаниях или в эксплуатации двигателя делают вывод об ослаблении посадки элементов редуктора в рабочих условиях.
Вывод о принадлежности дефекта к определенным элементам редуктора делают по числу зубьев элемента редуктора, определенному с использованием значения диагностической частоты.
Изобретение поясняется чертежами, на которых изображены:
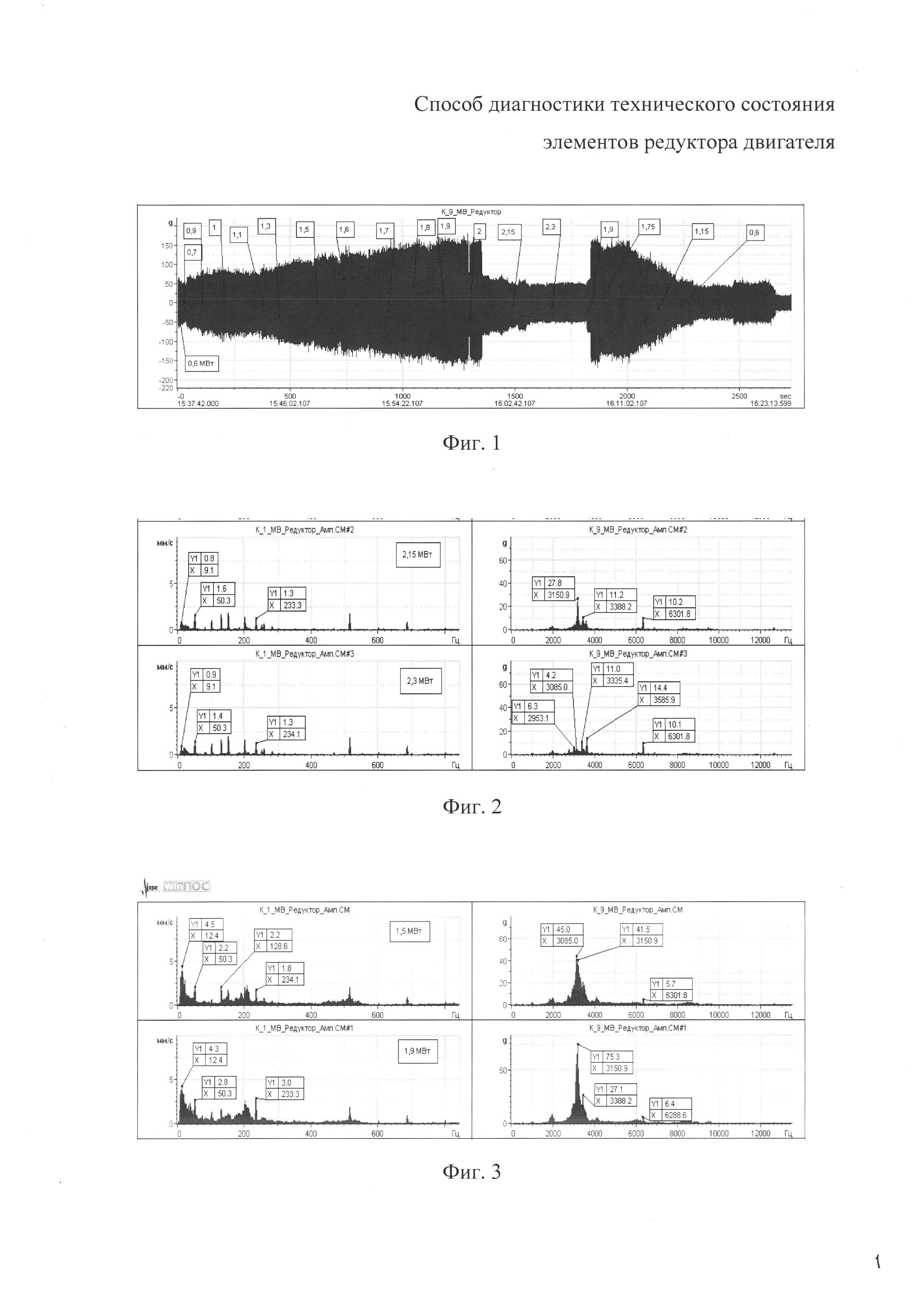
фиг. 1 - виброграмма с вибропреобразователя, установленного на корпусе редуктора при наборе мощности;
фиг. 2 - спектр вибраций в узкой (слева) и широкой (справа) полосе частот при нормальной работе двигателя;
фиг. 3 - спектр вибраций в узкой (слева) и широкой (справа) полосе частот при ослаблении посадки полумуфты на входном валу редуктора;
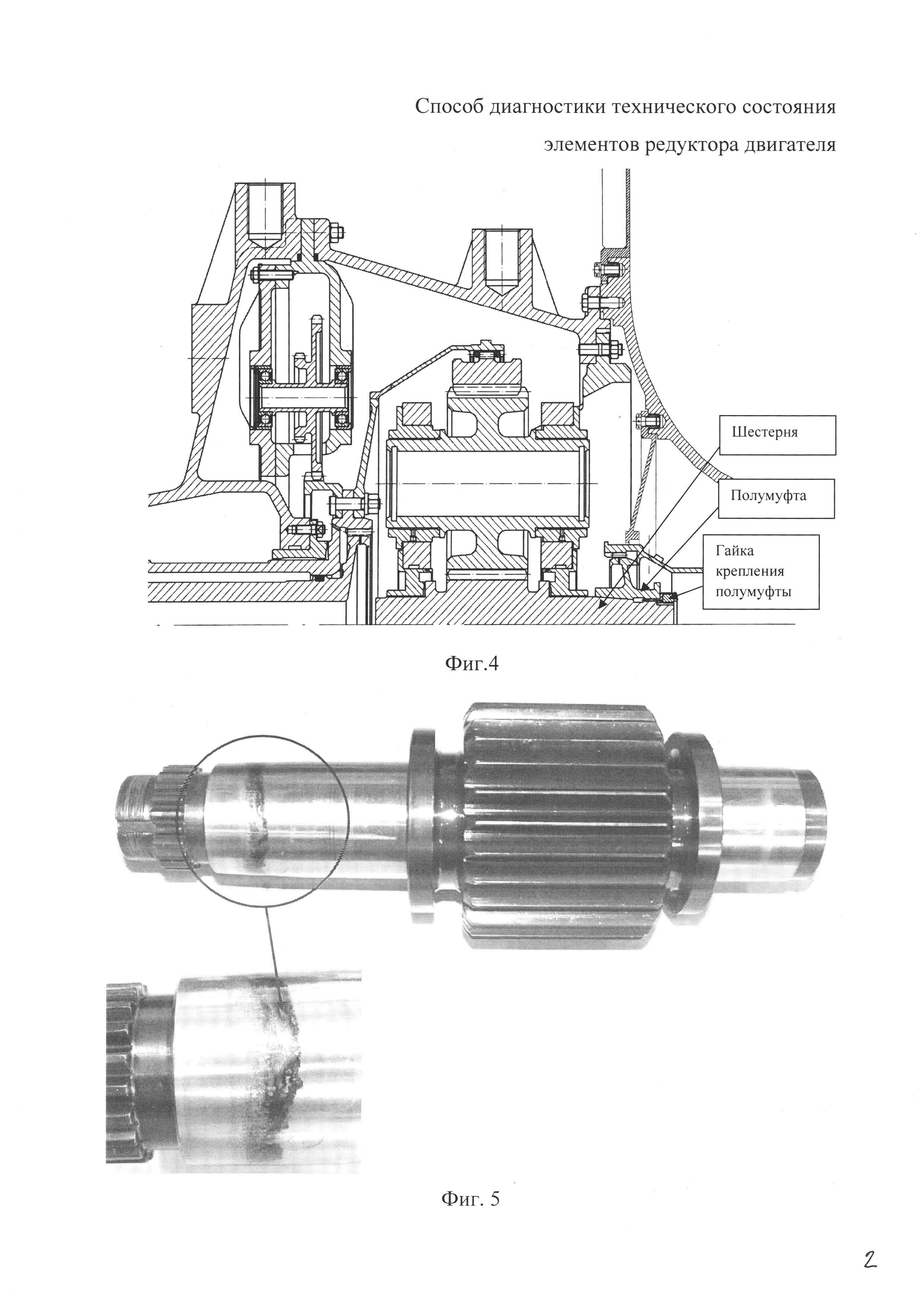
фиг. 4 - схема редуктора двигателя энергетического назначения;
фиг. 5 - следы наклепа на посадочной конусной поверхности шестерни;
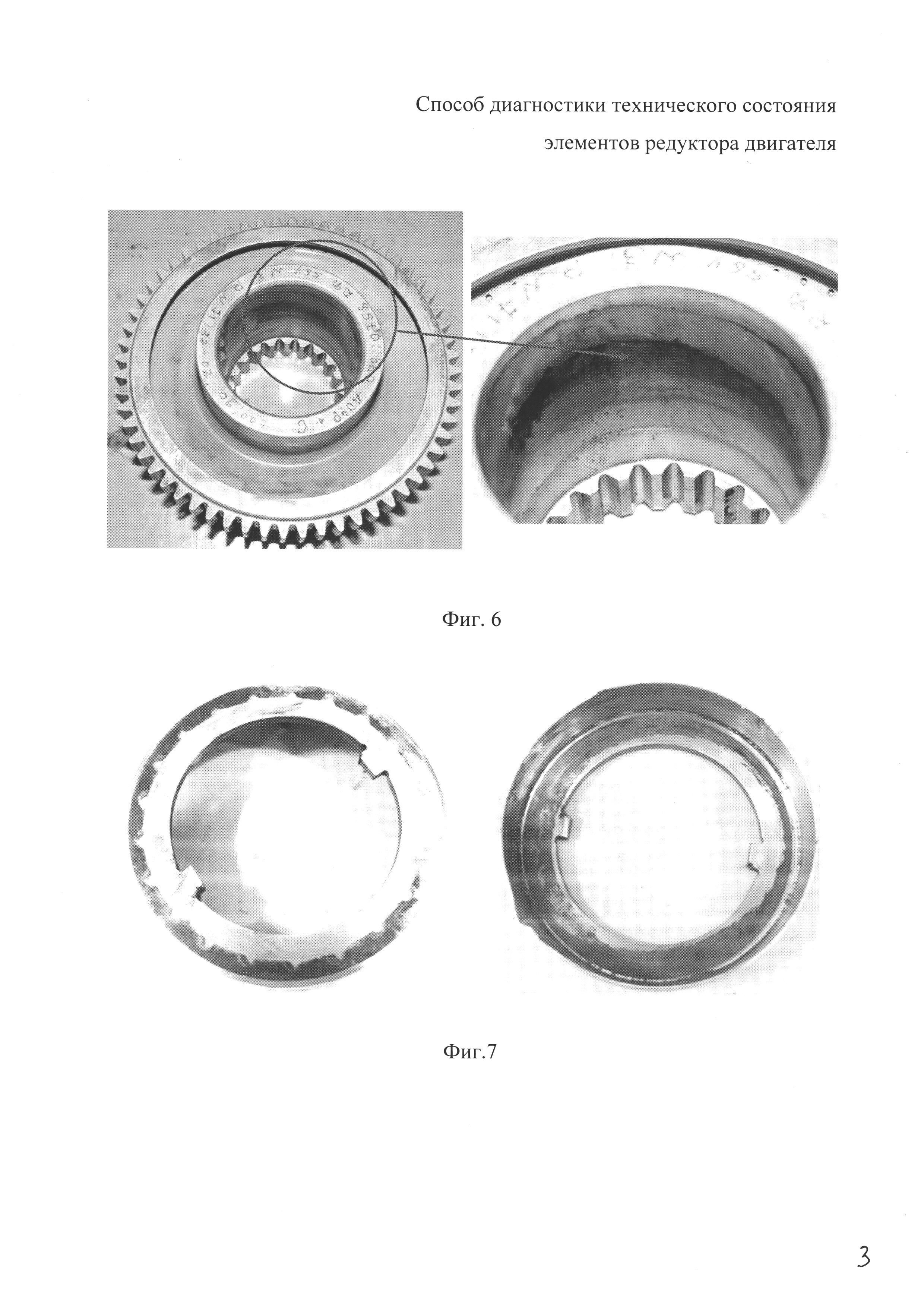
фиг. 6 - следы наклепа на посадочной конусной поверхности полумуфты;
фиг. 7 - следы наклепа на торцевой поверхности чашечной контровки гайки крепления полумуфты на шестерне редуктора.
Способ диагностики технического состояния элементов редуктора двигателя осуществляют следующим образом.
Предварительно, по результатам экспериментальных исследований, устанавливают предельный уровень вибрации составляющей на частоте, равной половине зубцовой частоты. Предельный уровень вибрации на указанной частоте - это уровень при котором возникает дефект - ослабление посадки элементов редуктора на валу.
В процессе работы двигателя (при испытаниях или эксплуатации) измеряют вибрацию редуктора (корпуса и элементов) в узкой полосе частот (диапазон низких частот - до 200-300 Гц) (Генкин М.Д., Соколова А.Г. Виброакустическая диагностика машин и механизмов. - М.: Машиностроение, 1987. С. 35) и регистрируют ее в виде амплитудно-частотного спектра. Выполняют поиск в спектре составляющей на частоте нижней границы среза системы измерения (виброаппаратуры) и следят за ее амплитудой. При нормальной работе редуктора (фиг. 2 слева) уровень составляющей не превышает уровня шумов (помех). При возникновении дефекта уровень составляющей начинает доминировать (превышает уровень шумов) в спектре (фиг. 3 слева). В этом случае диапазон измерения вибрации расширяют.
Измеряют вибрацию корпуса редуктора в широкой полосе частот (диапазон высоких частот - от 1-2 кГц), охватывающей зубцовую частоту, и регистрируют ее в виде амплитудно-частотного спектра. Выполняют поиск в спектре составляющей на частоте дробно-кратной зубцовой, равной половине зубцовой частоты (½fz) пары сопряженных элементов редуктора. Наблюдают за ее амплитудой, если она превысила предварительно установленное предельное значение, делают вывод о наличии дефекта - ослаблении посадки элементов редуктора на валу (фиг. 3, справа). Двигатель останавливают для проведения осмотров и анализа результатов.
При нормальной работе редуктора уровень составляющей на частоте нижней границы среза в узкой полосе спектра не превышает уровня шумов (фиг. 2, слева) и в широкой полосе спектра составляющая на частоте ½fz не превышает своего порогового значения (фиг. 2, справа).
Принадлежность дефекта к определенным элементам редуктора определяют по числу зубьев элемента редуктора, определенному по формуле 1. По числу зубьев находят зубчатый элемент (полумуфту или зубчатое колесо), посадка которого ослабла, и тем самым определяют место локализации дефекта.
Кроме того, если составляющая на частоте дробно-кратной зубцовой, равной половине зубцовой частоты, доминирует в спектре контролируемой вибрации на первых пусках двигателя, то это указывает на то, что на стадии сборки не была обеспечена достаточная плотность стыка сопрягаемых элементов редуктора.
Если составляющая на частоте ½fz доминирует в спектре контролируемой вибрации в процессе испытаний или в эксплуатации двигателя, то это указывает на то, что ослабление посадки элементов редуктора произошло уже в рабочих условиях.
При нормальной работе редуктора двигателя в широкой полосе частот спектра вибрации отсутствует составляющая на частоте, равной половине зубцовой, т.к. отсутствует динамическое усиление вибрации на этой частоте.
Способ был реализован при проведении пусконаладочных работ энергетической газотурбинной установки мощностью 2,5 МВт.
Использовали частотно-полосовой фильтр, нижняя граница среза которого составляла 12 Гц. Вибрацию измеряли по СКЗ (среднеквадратичное значение) виброскорости. Пороговое значение СКЗ виброскорости задали - 4 мм/с. Пороговое значение составляющей на диагностической частоте - 40 g в единицах виброперегрузки.
В процессе проведения пусконаладочных работ двигателя при опробовании под нагрузкой наблюдалось превышение установленного допустимого уровня вибрации по редуктору (фиг. 4) двигателя. Для выяснения причин повышенного уровня вибрации были выполнены следующие проверки: наружный осмотр, проверка момента затяжки соединения опор редуктора к раме и редуктора к опорам двигателя, а также трансмиссии «двигатель-турбогенератор» - замечаний не было выявлено.
Было выполнено измерение вибрации корпуса редуктора двигателя при работе под нагрузкой, как в диапазоне контролируемых частот 30-300 Гц по СКЗ виброскорости, так и нефильтрованной высокочастотной вибрации в единицах виброперегрузки (kg) (фиг. 1).
Спектральный анализ частот повышенных вибраций выявил преобладание сигнала с частотой 12 Гц, не генерируемой ни двигателем, ни редуктором. Предположили, что такое повышение СКЗ виброскорости на низкой частоте (частоте среза нижней границы частотно-полосового фильтра виброаппаратуры) могло быть вызвано перегрузкой входного каскада аппаратуры интенсивной высокочастотной вибрацией при воздействии на первичный вибропреобразователь.
При нормальной работе, при отсутствии составляющей на нижней границе частотно-полосового фильтра 12 Гц (фиг. 2, слева) значение виброперегрузки на частоте 3150,9 Гц не превышало 27,8 g (фиг. 2, справа).
В диапазоне мощности от 1,5 МВт до 1,9 МВт в области контролируемых частот, на частотах генерируемых вращением силового вала 50,3 Гц, вращением корончатого колеса редуктора 128,6 Гц и вращением ротора 234,1 Гц СКЗ виброскорости не превышало 4 мм/с, однако в спектре доминировала составляющая на нижней границе частотно-полосового фильтра 12,4 Гц, уровень которой превышал уровень шумов (фиг. 3, слева). Как показал анализ высокочастотной нефильтрованной вибрации (фиг. 3, справа), указанная низкочастотная составляющая была вызвана высоким значением виброперегрузки (до 75,3 g) на частоте 3150,9 Гц, равной половине зубцовой частоты элементов входного вала редуктора, и превышала свой предельный уровень.
При разборке редуктора было подтверждено ослабление посадки элементов редуктора: полумуфты на валу-шестерне (фиг. 4). Обнаружены следы наклепа на посадочной конусной поверхности шестерни (фиг. 5), на посадочной конусной поверхности полумуфты (фиг. 6) и на торцевой поверхности чашечной контровки гайки крепления полумуфты на шестерне редуктора (фиг. 7). Надиры (и разболтанность) обнаружены уже при визуальном осмотре. Выполнена проверка биения зубчатого венца полумуфты на валу-шестерне - превышало по требованиям чертежа. Т.о. имело место отсутствие натяга в конусном соединении вала-шестерни и полумуфты силовой ветви редуктора
Расчет числа зубьев с использованием формулы 1 по зубцовой частоте (3150,9·2):234,1=26,9 показал, что ослабла посадка полумуфты (число зубьев которой составляет 27) на входном валу редуктора. Ослабление посадки произошло в эксплуатации и было вызвано ослаблением затяжки соединения полумуфты с центральной шестерней редуктора, что, в свою очередь, привело к износу зубьев полумуфты в месте контакта с зубьями центральной шестерни редуктора.
Восстановили по требованиям конструкторской документации (или заменили) поврежденные детали редуктора. Провели новые испытания, в процессе которых измеряли вибрацию, выполняли спектральный анализ. Убедились в отсутствии составляющих, указывающих на повреждение деталей редуктора и отправили двигатель с редуктором в эксплуатацию.
Предлагаемый способ диагностики технического состояния элементов редуктора двигателя позволяет определить без его останова не только наличие дефекта и место его локализации, но и является ли он следствием недостаточной затяжки при сборке или произошел в условиях испытаний или эксплуатации.
Электролит для электрохимической обработки
Способ доводки двигателя
Способ обеспечения вибрационной прочности деталей
Способ изготовления электрода-инструмента при объемной электрохимической обработке (эхо)
Приспособление для поддержки заклепок
Способ рентгеноструктурного контроля детали
Способ изготовления направляющего аппарата
Способ изготовления лопатки компрессора
Способ оценки технического состояния деталей
Способ диагностики технического состояния элементов двигателя
Электролит для электрохимической обработки
Способ доводки двигателя
Способ обеспечения вибрационной прочности деталей
Способ изготовления электрода-инструмента при объемной электрохимической обработке (эхо)
Приспособление для поддержки заклепок
Способ рентгеноструктурного контроля детали
Способ изготовления направляющего аппарата
Способ изготовления лопатки компрессора
Способ оценки технического состояния деталей
Способ диагностики технического состояния элементов двигателя

