Результат интеллектуальной деятельности: СПОСОБ МНОГОСЛОЙНОЙ СВАРКИ ТРУБ
Вид РИД
Изобретение
Изобретение относится к производству сварных труб большого диаметра, а именно к сварке сформованных цилиндрических заготовок.
Существующими нормативными документами (СНиП 2.05.06-85, раздел 8, «Расчет трубопроводов на прочность и устойчивость»; Технические условия API 5L, 44 издание, октябрь 2007 г., пункт 8.4.; Международный стандарт ISO 3183, пункт 8.4.) предусмотрена так называемая трехслойная сварка труб, которая состоит из следующих операций:
- сварка технологического шва в сборочносварочном стане, где производится стыковка кромок заготовки и наложение прихваточного шва по всей длине трубы с целью их фиксации и предотвращения их перемещения друг относительно друга при последующих сварочных операциях во избежание образования «горячих трещин»;
- сварка первого рабочего шва (как правило, на внутренних станах), при которой стенка заготовки проплавляется примерно наполовину и заполняется разделка кромок с той стороны, где производится сварка;
- сварка второго рабочего шва с противоположной стороны стенки трубы, при этом шов должен перекрыть первый рабочий, как минимум, на несколько миллиметров и заполнить соответствующую разделку. Технологический шов должен полностью переплавиться рабочими.
При существующей технологии, особенно на толстых, более 25 мм, стенках трубы для того, чтобы проплавить их на всю глубину, требуется большая погонная энергия, количество дуг, работающих на одну сварочную ванну, возрастает до пяти, скорость сварки приходится уменьшать, иногда она выполняется в несколько проходов, что уменьшает производительность.
Но, самое главное, значительная погонная энергия вызывает расширение зоны термического влияния, где ухудшаются структура и механические свойства основного металла в околошовной области. Кроме того, увеличивается влияние термодеформационных процессов, изменяющих геометрию трубы и увеличивающих уровень остаточных напряжений. Все это негативно сказывается на работоспособности трубы, как конструкционного элемента.
Техническим результатом предлагаемого способа является повышение производительности процесса изготовления труб, снижение погонной энергии сварки, уменьшение зоны термического влияния, повышение механических свойств металла шва и околошовной зоны, уменьшение уровня остаточных напряжений, улучшение геометрии трубы и формы шва.
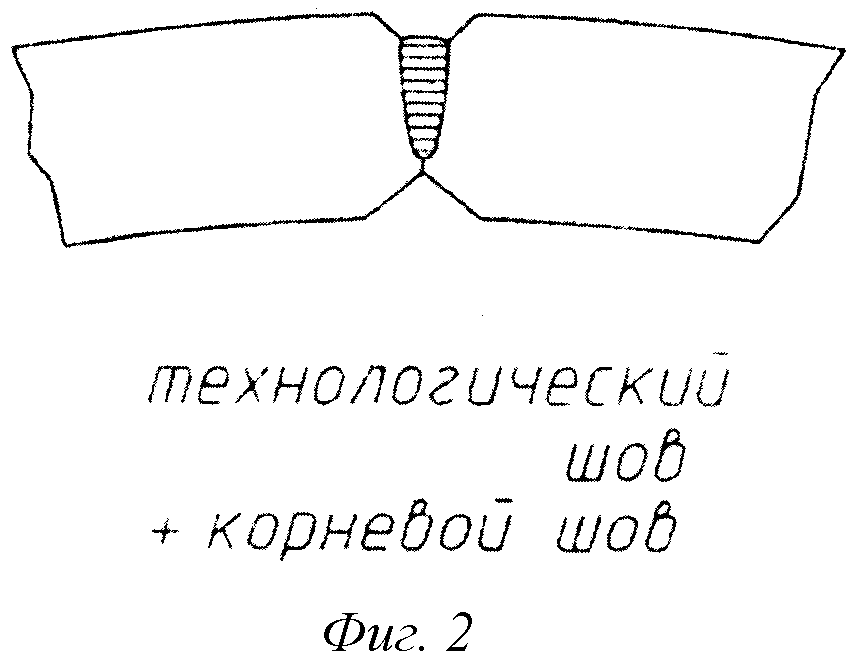
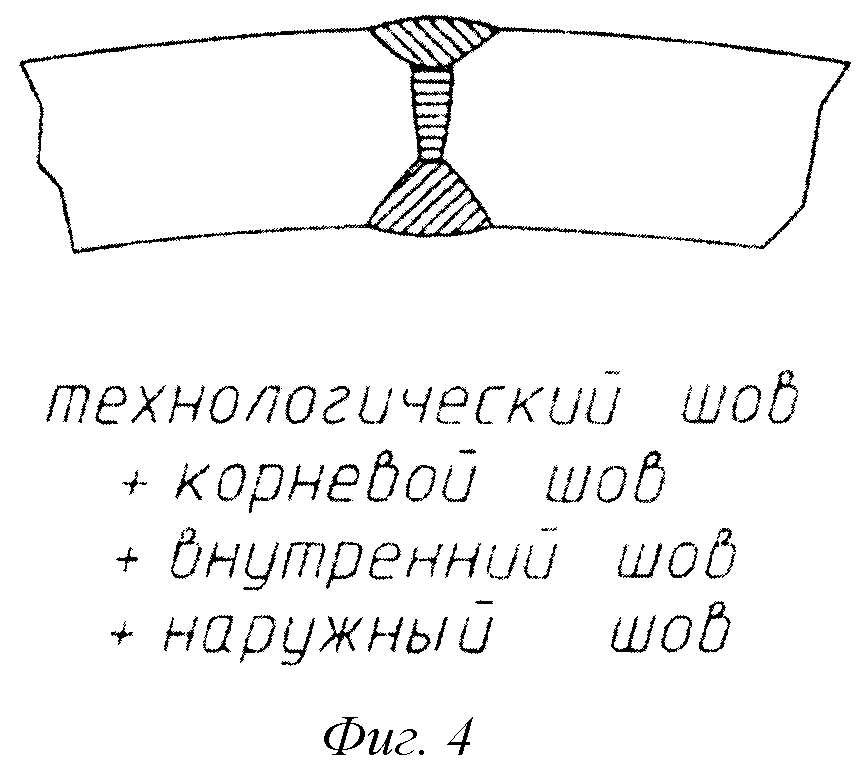
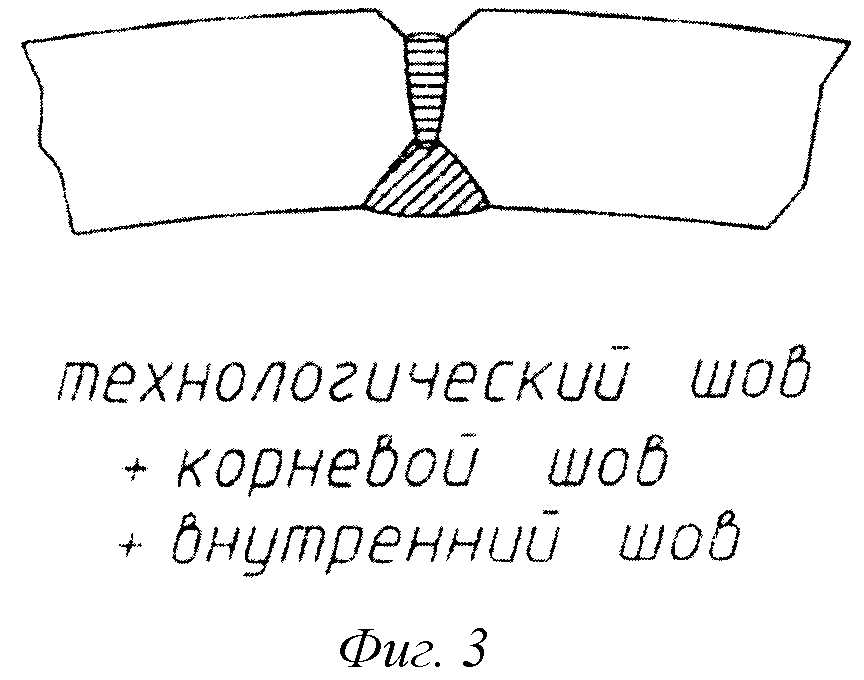
Технический результат достигается тем, что в способе многослойной сварки труб большого диаметра, в котором после стыковки кромок накладывают технологический (прихваточный) шов, затем накладывают внутренний шов и наружный швы, согласно изобретению, после сварки технологического (прихваточного) шва накладывают основной рабочий шов, который полностью переваривает технологический (прихваточный) шов, максимально глубоко проплавляя притупление кромок, а затем с минимальной погонной энергией накладывают внутренний и наружный швы, которые термообрабатывают основной рабочий шов и заполняют разделку кромок, окончательно формируя поверхность шва трубной заготовки.
Основной рабочий шов варится лазерной или гибридной (сочетающей лазерную и дуговую в среде защитного газа) сваркой и может производиться на том же сборочносварочном стане, что и технологический.
Высокая концентрация излучения, присущая лазерной сварке (1010-1012 Вт/см2), обеспечивает минимальную ширину шва, исчисляемую единицами миллиметров и глубину проплавления до 20 мм. Это обуславливает, как минимум, на порядок снижение погонной энергии сварки и уменьшение зоны термического влияния более чем в 2 раза и, как следствие - минимальные термическую деформацию околошовной зоны и уровень остаточных напряжений, стабильность механических свойств за счет уменьшения разупрочнения основного металла.
Внутренний и наружный швы, перекрывающие основной рабочий шов, варятся дуговой сваркой, на уменьшенную глубину, по сравнению с прототипом, поэтому не требуют увеличенной погонной энергии. Кроме того, при наложении внутреннего и наружного шва происходит термическая нормализация металла основного шва и формируются поверхности шва с обеих сторон, характеризующиеся уменьшенной шириной и усилением, что снижает механическую концентрацию напряжений на границах перехода к основному металлу трубы.
Способ осуществляется следующим образом (рис.1): после формовки трубной заготовки и стыковки кромок накладывают первый прихваточный шов дуговой сваркой, фиксируя кромки относительно друг друга, затем с применением лазерной сварки накладывают основной рабочий шов, полностью переваривая прихваточный шов, проплавляя ширину кромок, но, не заполняя разделку кромок, после чего с помощью дуговой сварки накладывают внутренний шов, заполняющий разделку кромок внутри трубы, и наружный шов, заполняющий разделку кромок снаружи трубы.
Предлагаемый способ позволяет значительно уменьшить погонную энергию при сварке толстостенных труб, повысить механические свойства металла шва и околошовной зоны и избежать возможности появления горячих трещин за счет предварительной операции наложения технологического шва.
Способ многослойной сварки труб большого диаметра, включающий стыковку кромок, наложение прихваточного шва, наложение внутреннего шва и наружного шва, отличающийся тем, что сварку прихваточного шва выполняют дуговой сваркой, после чего лазерной или гибридной лазернодуговой сваркой накладывают основной рабочий шов с переплавлением прихваточного шва и проплавлением притупления кромок на глубину до 20 мм, а затем дуговой сваркой накладывают внутренний и наружный швы для заполнения разделки.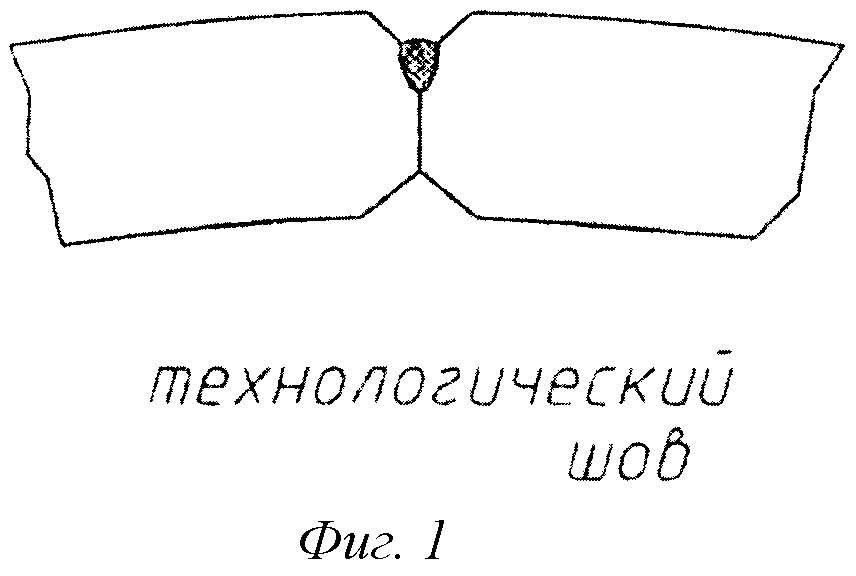
Стан для сборки и сварки прямошовных труб
Способ лазерно-дуговой сварки
Способ лазерной сварки продольного шва трубы (варианты)
Вагонный штабель преимущественно труб железнодорожного вагона-платформы
Способ укладки длинномерных грузов с различной величиной противоположных торцов
Стан для сборки и сварки прямошовных труб
Способ лазерно-дуговой сварки
Способ лазерной сварки продольного шва трубы (варианты)
Способ ремонта продольного шва трубы, нанесенного методом лазерной сварки
Способ лазерно-дуговой сварки стыка сформованной трубной заготовки
Способ сварки сформованной трубной заготовки с индукционным подогревом
Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки
Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм
Способ изготовления двухшовных труб большого диаметра
Стан для сборки и сварки прямошовных труб

