Результат интеллектуальной деятельности: СПОСОБ ПЕРЕКАТКИ РЕЛЬСОВ
Вид РИД
Изобретение
Изобретение относится к прокатному производству и может быть использовано для получения стальных сортовых и фасонных профилей путем переработки прокаткой железнодорожных рельсов, выведенных из эксплуатации.
Известны способы переработки стальных железнодорожных рельсов, включающие их нагрев и последующую многопроходную прокатку в валках с калибрами в сортовые профили [1, 2].
Недостатки указанных способов состоят в том, что в процессе прокатки на профилях образуются дефекты типа «закат», «складка», «лампас» и др. По этой причине упомянутые способы не нашли промышленного применения.
Наиболее близким аналогом к предлагаемому изобретению является способ перекатки рельсов в профиль в виде полосы, включающий их нагрев до температуры 2100°F (то есть до 1149°С), и многопроходное обжатие в валках с калибрами за два этапа, вначале путем преимущественного обжатия головки и подошвы рельса, а затем и с обжатием шейки рельса [3].
Недостаток известного способа состоит в том, что многопроходное обжатие производят с последовательным уменьшением площади поперечного сечения полосы в каждом из проходов. Это сужает сортамент прокатываемых профилей, так как не позволяет получать профили с увеличенной площадью поперечного сечения.
Техническая задача, решаемая изобретением, состоит в расширении сортамента профилей в сторону увеличения площади поперечного сечения.
Для решения поставленной технической задачи в известном способе перекатки рельсов, включающем их нагрев и последующее многопроходное обжатие в валках с калибрами, согласно изобретению рельс вначале нагревают до температуры 950-1150°С, затем подвергают локальному подогреву до температуры 1250-1290°С в местах сопряжения головки и подошвы рельса с шейкой в проходной тоннельной печи с газовыми горелками, после чего производят осадку рельса по высоте на 10-30% путем прокатки в валках диаметром 700-900 мм.
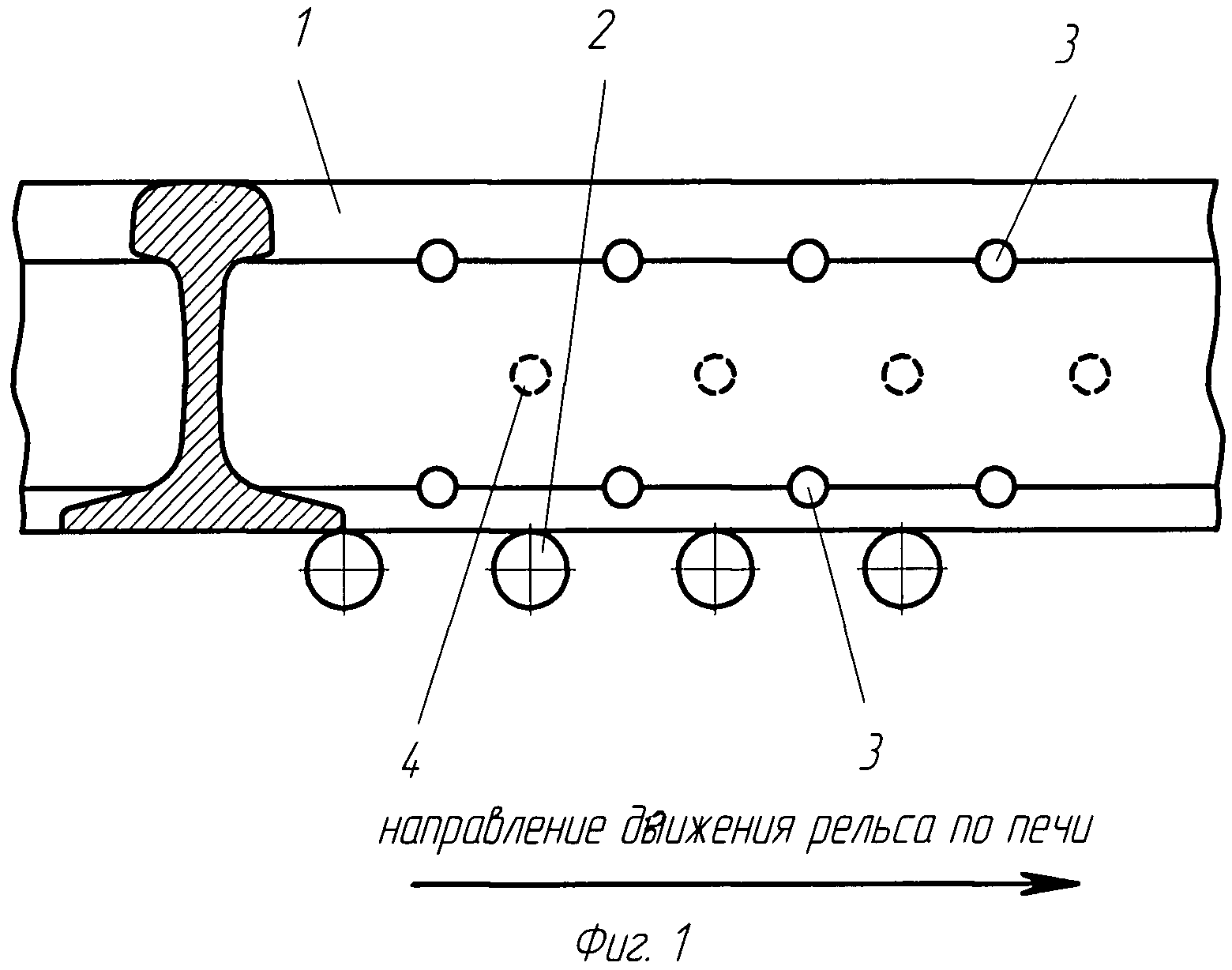
На фигуре 1 представлена схема расположения рельса и горелок в проходной печи подогрева; здесь 1 - рельс; 2 - приводные транспортирующие ролики; 3 - газовые горелки подогрева мест сопряжений шейки с головкой и подошвой рельса; 4 - дополнительные газовые горелки подогрева шейки рельса.
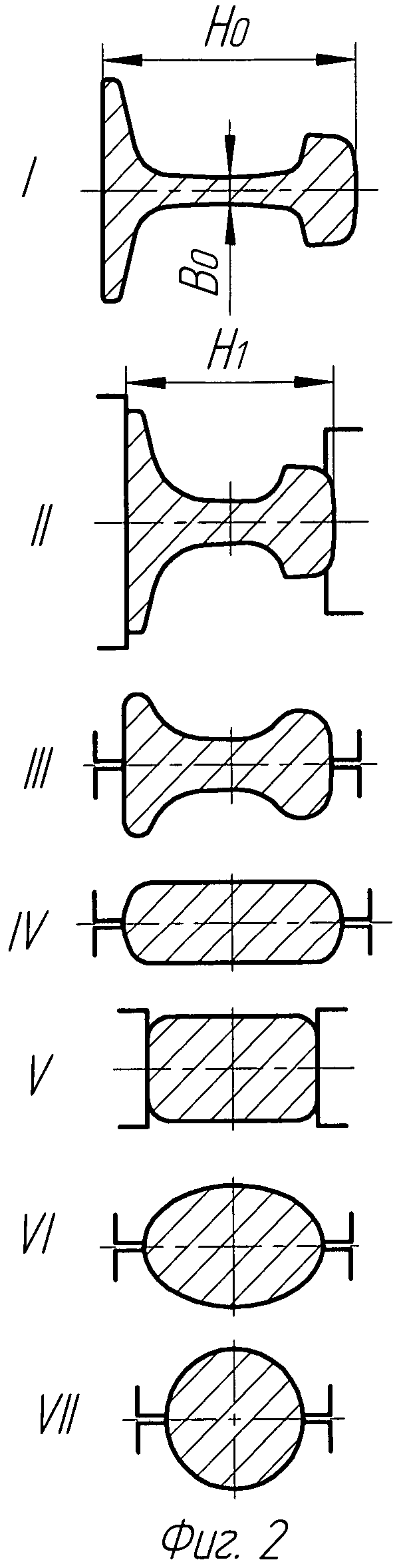
На фигуре 2 изображена последовательность изменения поперечного сечения рельса по проходам, обозначенным римскими цифрами, при его прокатке.
Сущность изобретения состоит в следующем. Дополнительный локальный подогрев в местах сопряжения головки и подошвы (фиг.1) с шейкой рельса 1 рядами горелок 3 до температуры 1250-1290°С приводит к местному уменьшению сопротивления деформации рельсовой стали. Благодаря этому при осадке рельса по высоте на 10-30% путем прокатки в валках диаметром 700-900 мм имеет место локальное деформирование, сосредоточенное преимущественно на наиболее нагретых участках его сечения, что сопровождается образованием выпуклостей по местам сопряжения шейки с головкой и подошвой, а также утолщением шейки, особенно в случае ее дополнительного подогрева дополнительными горелками 4. Осадка рельса, производимая в валках при предложенном градиентном нагреве его поперечного сечения, исключает потерю устойчивости и изгиб шейки, которые имели бы место при равномерном нагреве рельса по известному способу [3].
Дополнительный локальный подогрев средней части шейки до температуры 1200-1250°С в варианте реализации способа способствует стабилизации процесса прокатки, благодаря чему можно дополнительно расширить сортамент прокатываемых профилей в сторону увеличения площади их поперечного сечения на 5-10%.
Экспериментально установлено, что при первоначальном равномерном нагреве рельса до температуры ниже 950°С возрастает сопротивление металла деформации, а также из-за самопроизвольного охлаждения рельсовой заготовки в процессе прокатки не обеспечивается требуемая для получения заданных механических свойств среднемассовая температура конца прокатки сортовых профилей. Увеличение температуры нагрева рельса более 1150°С приводит к потере устойчивости шейки при осадке рельса, образованию складок окисленных на воздухе поверхностей (дефект «закат»), что недопустимо.
Локальный подогрев до температуры ниже 1250°С не исключает изгиба шейки рельса из-за потери устойчивости и образования дефекта в виде складок. Увеличение температуры подогрева сверх 1290°С ведет к окислению границ зерен рельсовой стали, их ослаблению, разрывам и нарушениям сплошности в процессе прокатки.
Осадка рельса по высоте менее чем на 10% неэффективна, так как не обеспечивает увеличения площади поперечного сечения сортовых и фасонных профилей. Осадка по высоте более 30% приводит к потере устойчивости шейки рельса, ее изгибу с образованием складок и закатов, что недопустимо.
При использовании валков диаметром менее 700 мм ухудшаются условия захвата железнодорожного рельса при его осадке на 10-30%. Увеличение диаметра валков более 900 мм приводит к увеличению длины очага деформации и подстуживанию контактных поверхностей рельса, что приводит к образованию дефектов при прокатке.
Примеры реализации способа
Выведенный из эксплуатации по износу железнодорожный рельс типа Р65 с высотой Н0=180 мм, толщиной шейки В0=18 мм (Фиг.2) загружают в методическую печь с шагающим подом и производят нагрев до температуры Тa=1000°С в безокислительной атмосфере газа СО. После обрезки концевых участков с отверстиями под болты, нагретый рельс 1 подают в проходную печь туннельного типа (Фиг.1). При транспортировании рельса 1 по приводным роликам 2 осуществляют его локальный подогрев с помощью двух рядов газовых горелок 3 до температуры Тп=1270°С в местах сопряжения головки и подошвы рельса 1 с шейкой. Одновременно с этим с помощью дополнительных газовых горелок 4 (обозначенных пунктирными линиями на Фиг.1), также установленных в ряд, подогревают среднюю часть шейки рельса 1 до температуры Тш=1225°С.
После выхода из проходной печи рельс 1 (профиль I на фиг.2) задают в черновую вертикальную клеть дуо с диаметром бочек валков D1=800 мм, где производят осадку на 36 мм по высоте, что составляет ε=20% от его исходной высоты Н0=180 мм, с формированием профиля II высотой H1. Благодаря тому что рельс предварительно был нагрет с градиентом температур по сечению, его деформация локализуется на участках, имеющих более высокую температуру и низкую прочность. Поэтому после осадки (профиль II на фиг.2) на вогнутых участках сопряжения шейки с подошвой и шейки с головкой формируются утолщения в виде наплывов металла.
При этом нагретая дополнительными горелками 4 шейка рельса 1 в результате осадки становится толще и приобретает выпуклость боковых стенок. Обжатие рельса 1 при его осадке происходит без изменения площади поперечного сечения.
После осадки полосу обжимают в горизонтальных валках сортопрокатного стана (профиль III на фиг.2), затем вновь в горизонтальных валках (профиль IV), где осуществляют обжатие концевых выпуклостей, сформированных в предыдущих проходах.
Чистовую прокатку профилей осуществляют с использованием стандартной системы калибров «овал-круг», показанной частично на фиг.2 (профили V-VII) в круглый сортовой профиль максимального диаметра Dmax=90 мм.
Благодаря предварительной осадке рельса по высоте, нагретого с заданным распределением температуры, достигается увеличение площади поперечного сечения полученного сортового проката. Использование нагрева в печи с безокислительной атмосферой предотвращает образование окалины, и, как следствие, уменьшение площади поперечного сечения рельса.
Варианты реализации предложенного способа и показатели их эффективности представлены в таблице.
Таблица.
Режимы перекатки рельсов типа Р65 и максимальный диаметр круглых профилей
|
Из данных, приведенных в таблице, следует, что при реализации предложенного способа (варианты №2-4) достигается получение круглого профильного проката с наибольшей площадью поперечного сечения при максимальном диаметре Dmax=90 мм. Полученный перекаткой рельсов качественный стальной сортовой прокат не имеет дефектов в виде складок, закатов, лампасов.
При запредельных значениях заявленных параметров (варианты №1 и №5), а также реализации ближайшего аналога (вариант №6) площадь поперечного сечения и максимальный диаметр качественных круглых профилей уменьшается.
Технико-экономические преимущества предложенного изобретения состоят в том, что первоначальный общий нагрев рельса вначале до температуры 950-1150°С и последующий подогрев до 1250-1290°С мест сопряжений головки и подошвы рельса с шейкой по всей его длине позволяет осуществить осадку рельса по высоте на 10-30% путем прокатки в валках диаметром 700-900 мм. При этом достигается утолщение поперечного профиля в местах подогрева. Дополнительный подогрев средней части шейки до температуры 1200-1250°С позволяет полностью исключить потерю устойчивости (изгибы) шейки рельса при осадке и придать ей утолщенную форму, наиболее благоприятную для последующей прокатки профилей заданной формы при обеспечении максимально возможной площади поперечного сечения. Нагрев рельсов в безокислительной атмосфере исключает окалинообразование и связанные с ним уменьшение поперечного сечения исходного рельса и потерю массы стали.
В качестве базового объекта принят известный способ [3]. Использование предложенного способа обеспечит увеличение рентабельности перекатки рельсов в сортовой прокат на 10-15%.
Литературные источники
1. Патент США №1086789, МПК В21В 1/08, 1914 г.
2. Патент США №4123927, МПК В21В 1/08, 1978 г.
3. Патент США №4982591, МПК В21В 1/08, 1991 г.
Способ производства тонкой горячекатаной листовой стали
Листопрокатная клеть кварто
Способ производства горячекатаной листовой стали
Способ производства высокопрочной листовой стали мартенситного класса и деформационно-термический комплекс для его осуществления
Способ производства холоднокатаной нагартованной листовой стали
Способ охлаждения движущейся стальной горячекатаной полосы
Способ деформационно-термического производства листового проката
Способ производства полос с односторонним чечевичным рифлением
Способ производства нагартованной малоуглеродистой листовой стали
Способ производства штрипсов из низколегированной стали
Способ производства тонкой горячекатаной листовой стали
Листопрокатная клеть кварто
Способ производства холоднокатаной нагартованной листовой стали
Способ охлаждения движущейся стальной горячекатаной полосы
Способ деформационно-термического производства листового проката
Способ производства полос с односторонним чечевичным рифлением
Способ производства нагартованной малоуглеродистой листовой стали
Способ производства штрипсов из низколегированной стали
Способ прокатки металлических полос
Система калибровки валков

