Результат интеллектуальной деятельности: ЛИСТОПРОКАТНАЯ КЛЕТЬ КВАРТО
Вид РИД
Изобретение
Изобретение относится к прокатному производству и может быть использовано в конструкциях многовалковых клетей для прокатки листового металла с регулированием формы межвалкового зазора.
Известна конструкция листопрокатной клети кварто с гидравлическим нажимным устройством, содержащая станины с нижними поперечинами, опорные валки с подушками, нижние из которых своими плоскими поверхностями оперты на нижние поперечины и снабжены гидроцилиндрами уравновешивания верхнего опорного валка, плунжеры которых с плоскими упорными поверхностями оперты на подушку верхнего опорного валка, рабочие валки с подушками и гидроцилиндрами уравновешивания верхнего рабочего валка, плунжеры которых также имеют плоские упорные поверхности [1].
Недостатки такой конструкции клети состоят в том, что плоские опорные поверхности подушек нижнего опорного валка находятся в силовом контакте с плоской нижней поперечиной, подушки верхнего опорного валка - с плоскими упорными поверхностями плунжеров гидроцилиндров уравновешивания, и гидроцилиндры уравновешивания верхнего рабочего валка взаимодействуют с его подушками по плоским поверхностям. Это сужает возможность самоустановки положения подушек рабочих и опорных валков путем их поворота в вертикальной плоскости в процессе регулирования формы межвалкового зазора гидроизгибом валков, что снижает пределы регулирования формы межвалкового зазора, а также приводит к перегрузке подшипников валков.
Наиболее близким аналогом к предлагаемому изобретению является конструкция листопрокатной клети кварто, содержащая станины с нижними поперечинами, опорные валки с подушками, нижние их которых оперты через прокладки па поперечины и снабженные гидроцилиндрами уравновешивания верхнего опорного валка, плунжеры которых оперты на подушку верхнего опорного валка, рабочие валки с подушками и гидроцилиндрами уравновешивания верхнего рабочего валка. При этом торцы плунжеров гидроцилиндров уравновешивания как рабочих, так и опорных валков выполнены плоскими [2].
Недостатки известной конструкции состоят в том, что подушки рабочих и опорных валков находятся в силовом контакте (т.е. зажаты) между плоскими контактными поверхностями и плоскими торцами плунжеров гидроцилиндров уравновешивания, что исключает их поворот в вертикальной плоскости при гидроизгибе опорных и рабочих валков. Это сужает возможности регулирования формы межвалкового зазора, а также приводит к перегрузке подшипников валков.
Техническая задача, решаемая изобретением, состоит в расширении пределов регулирования формы межвалкового зазора.
Для решения поставленной технической задачи в известной конструкции листопрокатная клеть кварто, содержащая станины с нижними поперечинами, опорные валки с подушками, нижние их которых оперты через прокладки на поперечины и снабженные гидроцилиндрами уравновешивания верхнего опорного валка, плунжеры которых оперты на подушку верхнего опорного валка, рабочие валки с подушками и гидроцилиндрами уравновешивания верхнего рабочего валка, согласно изобретению, прокладки на сторонах, обращенных к подушкам нижнего опорного валка, выполнены в виде криволинейных опор, каждая криволинейная опора выполнена в виде рейки, ориентированной вдоль поперечины, поверхность которой, обращенная к подушке опорного валка, имеет цилиндрическую форму, а торцы плунжеров гидроцилиндров уравновешивания верхних опорного и рабочего валков имеют сферическую форму.
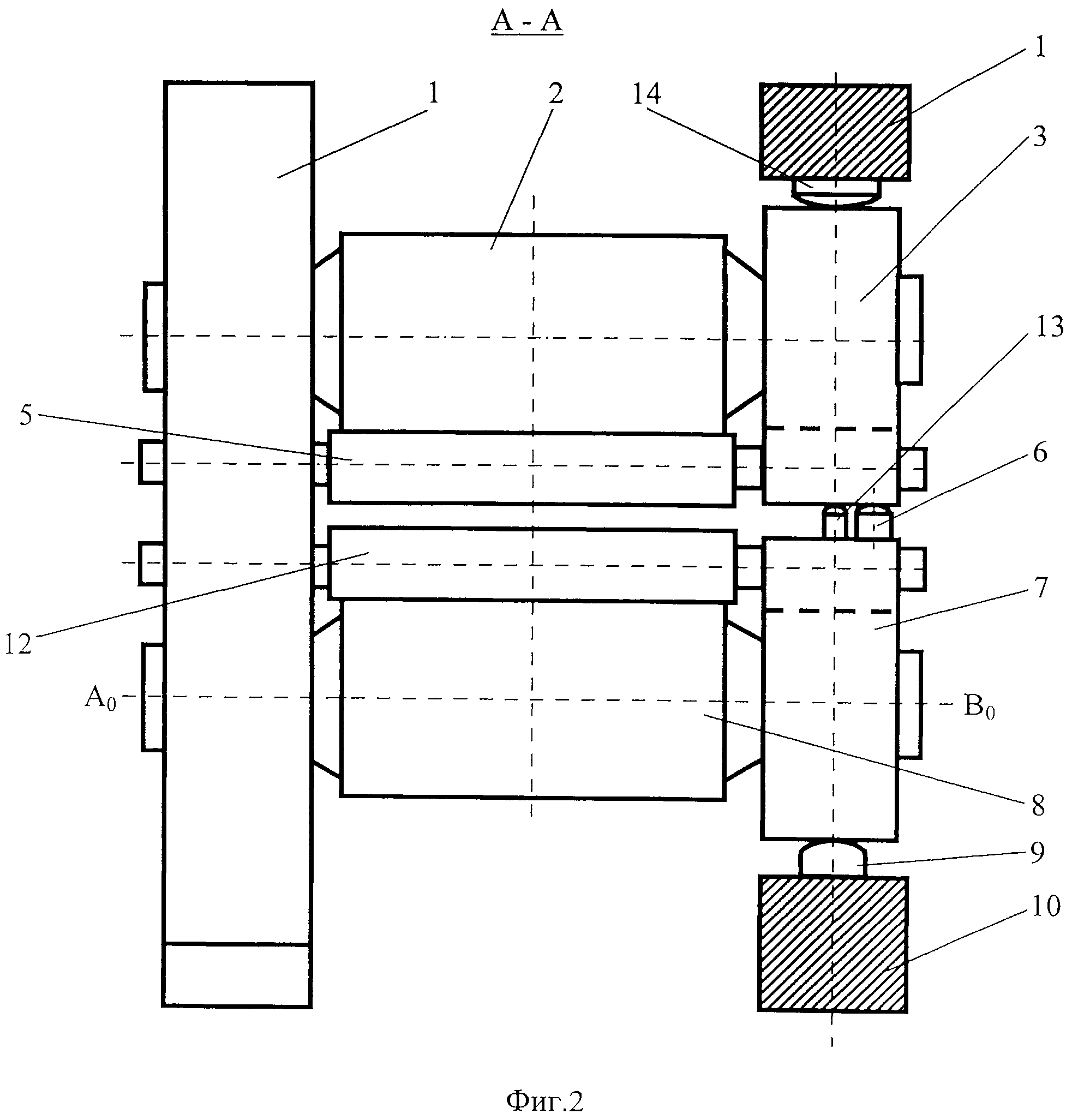
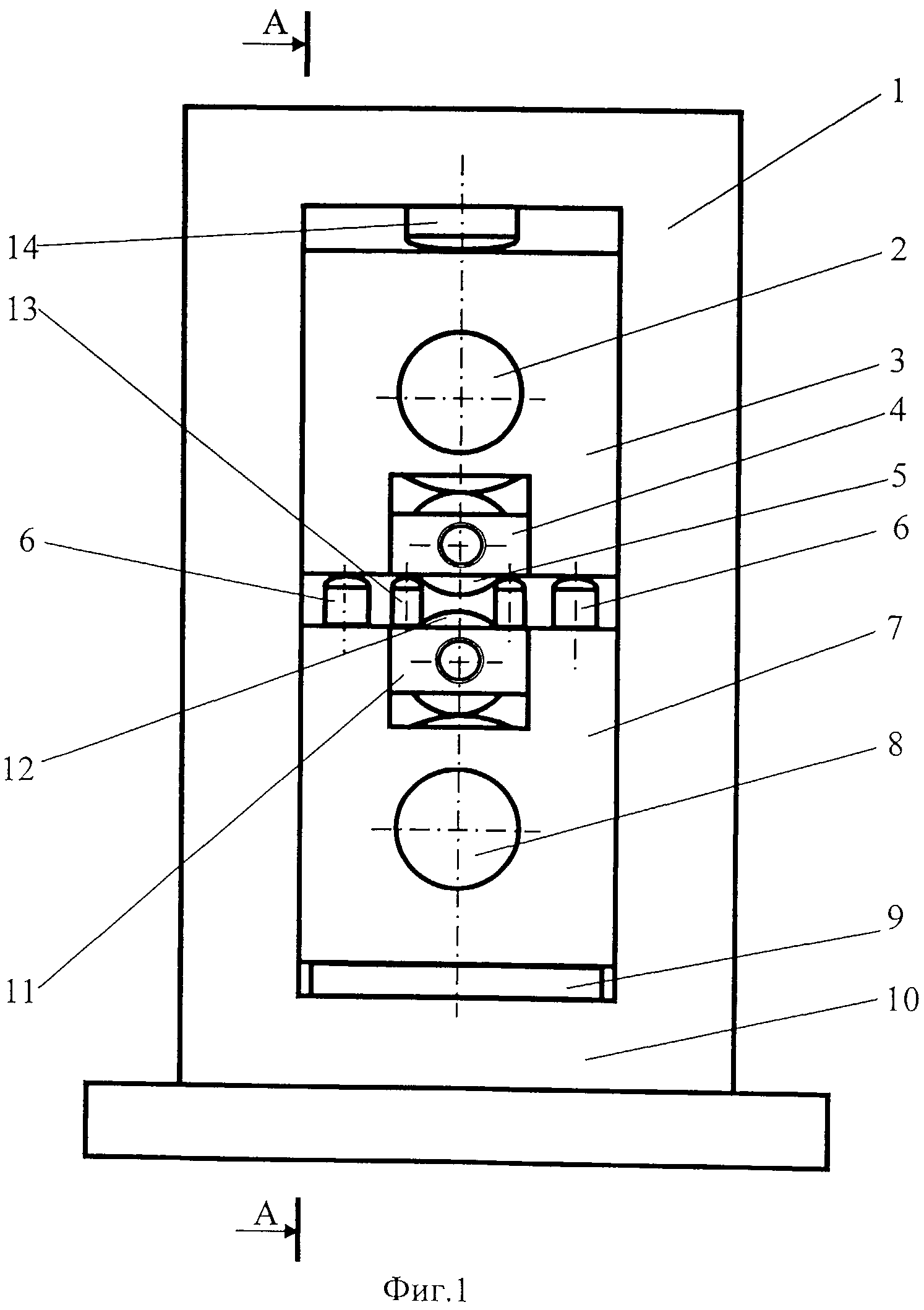
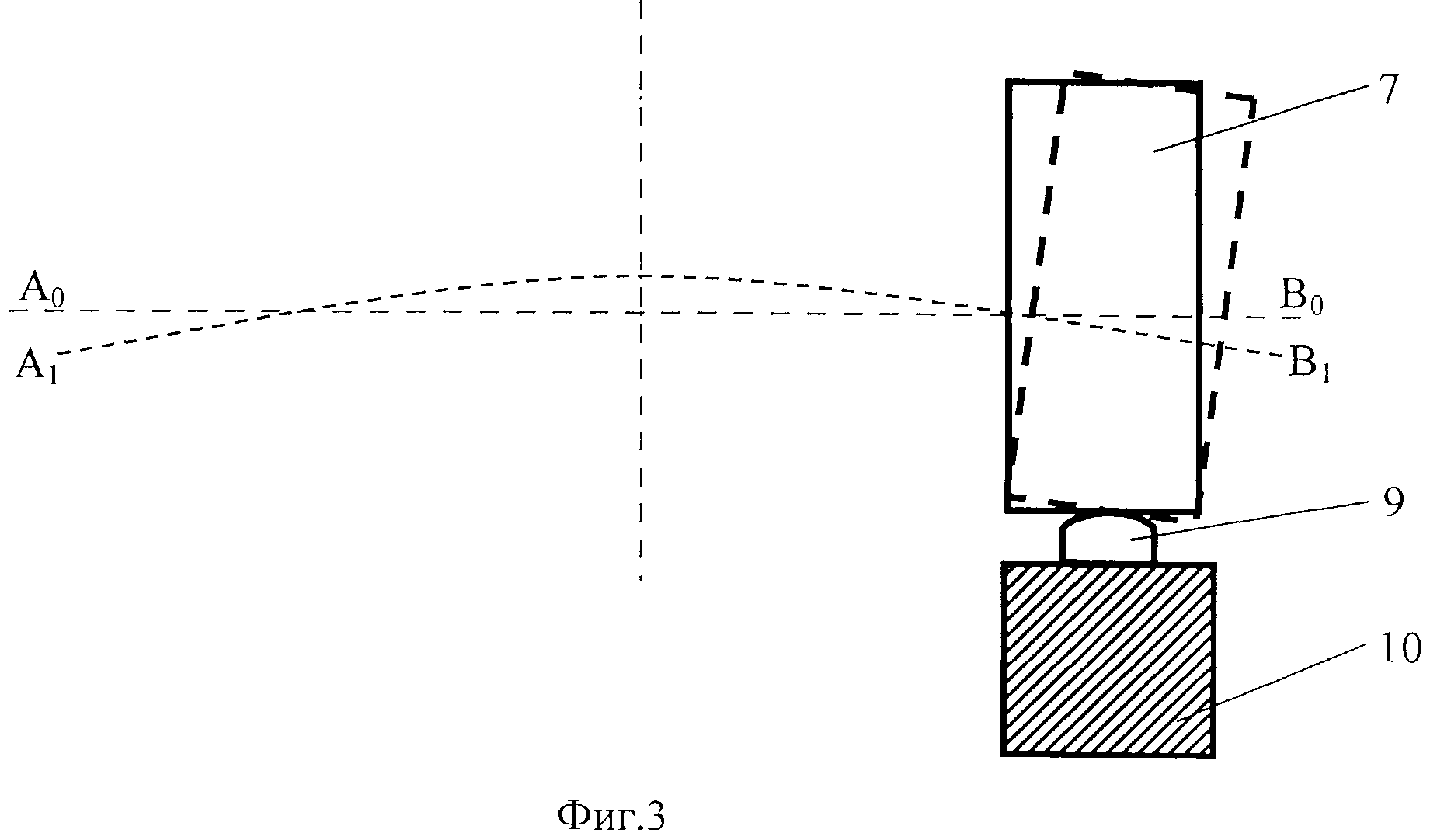
На фиг.1 представлена листопрокатная клеть кварто; на фиг.2 - сечение по А-A на фиг.1; на фиг.3 - схема расположения подушки нижнего опорного валка до и после самоустановки.
Прокатная клеть состоит из двух станин 1 закрытого типа, замкнутые контуры которых образуют окна. В окнах станин 1 размещен верхний опорный валок 2 с подушками 3 верхнего опорного валка. В проемах, образованных стойками подушек 3, размещены подушки 4 верхнего рабочего валка 5.
Механизм уравновешивания верхнего опорного валка 2 выполнен в виде гидроцилиндров, плунжеры 6 которых оперты на подушки 3, а корпуса установлены в подушках 7 нижнего опорного валка 8, ось которого в статике есть прямая линия A0-B0 (фиг.2, фиг.3).
Подушки 7 нижнего опорного валка 8 оперты на криволинейные опоры в виде реек 9, ориентированных вдоль нижних поперечин 10 станин 1.
В проемах, образованных стойками подушек 7 нижнего опорного валка 8, размещены подушки 11 нижнего рабочего валка 12. В подушках 11 нижнего рабочего валка 12 размещены гидроцилиндры уравновешивания верхнего рабочего валка 5, плунжеры которых 13 оперты на подушки 4 верхнего рабочего валка. Торцы плунжеров 6 и 13 гидроцилиндров имеют сферическую форму.
В верхних поперечинах обеих станин 1 размещен нажимной механизм в виде пары гидроцилиндров, плунжеры 14 которых имеют сферическую форму.
Устройство работает следующим образом. В полости гидроцилиндров уравновешивания под давлением подают масло. Под действием давления масла плунжеры 6 выдвигаются и поднимают верхний опорный валок 2 с подушками 3 внутри станин 1 до упора подушек 3 в плунжеры 14 гидроцилиндров нажимных механизмов. Также под действием давления масла плунжеры 13 поднимают верхний рабочий валок 5 с подушками 4, прижимая рабочий валок 5 к верхнему опорному валку 2.
Верхний рабочий валок 5 и нижний рабочий валок 12 приводят во вращение от электродвигателей.
В гидроцилиндры нажимного устройства под давлением подают масло, плунжеры 14 которых выдвигаются, благодаря чему устанавливают требуемый зазор между рабочими валками 5 и 12. Прокатываемую полосу задают в клеть и осуществляют ее обжатие между рабочими валками 5 и 12. Усилие прокатки от рабочих валков 5 и 12 передается на смежные с ними опорные валки 2 и 8, на подушки опорных валков 3 и 7 и замыкается на станины 1 через нажимной механизм, рейки 9 и поперечины 10.
При появлении коробоватости (нарушении плоскостности) полосы производят изменение формы межвалкового зазора. Для этого увеличивают давление в гидроцилиндрах уравновешивания верхнего опорного валка и выдвигают вверх плунжеры 6, которые распирают подушки 3 и 7 опорных валков.
Обе подушки 7 нижнего опорного валка 8 при этом поворачиваются в противоположные стороны относительно криволинейной поверхности реек 9 и занимают положение, показанное для правой подушки 7 на фиг.3 пунктиром.
Это приводит к изгибу опорного валка 8, ось A0B0 которого занимает изогнутую форму A1B1, что сопровождается изменением формы межвалкового зазора, уменьшением обжатия в средней части полосы и исчезновением коробоватости. Самоустановка подушек 7 в новое положение снижает нагрузку на подшипниковые опоры, т.к. оси подшипников и опорного валка 8 после самоустановки совпадают. Так как рейки 9 контактируют с нижними поверхностями подушек 7 по всей их длине, это снижает контактные нагрузки, деформацию реек 9 и подушек 7, что повышает их стойкость.
Поскольку торцы плунжеров 6 и 15 имеют сферическую форму, при регулировании межвалкового зазора исключен зажим подушек 4, 11 рабочих валков и подушек 3, 7 опорных валков между плоскими поверхностями, как это имеет место в устройстве-аналоге [2]. Происходит их свободный поворот относительно сферических торцов плунжеров 6 и 13, что расширяет пределы регулирования формы межвалкового зазора и снижает нагрузки на подшипниковые опоры валков.
Технико-экономические преимущества - выполнение прокладки на сторонах, обращенных к подушкам нижнего опорного валка, в виде криволинейных опор, когда каждая криволинейная опора выполнена в виде рейки, ориентированной вдоль поперечины, поверхность которой, обращенная к подушке опорного валка, имеет цилиндрическую форму, исключается зажим подушек опорного валка между плоскими поверхностями, обеспечивает свободу их самоустановки в новое положение при гидрораспоре. Благодаря этому достигается расширение пределов регулирования формы межвалкового зазора, снижаются нагрузки на подшипниковые опоры валков. Выполнение криволинейной опоры в виде рейки уменьшает контактные нагрузки, повышает устойчивость положения подушек нижнего опорного валка, увеличивает эксплуатационный ресурс оборудования. Выполнение торцов плунжеров гидроцилиндров уравновешивания опорного и рабочего валков сферической формы также увеличивает возможности самоустановки положения подушек валков в процессе регулирования формы межвалкового зазора.
В качестве базового объекта принята листопрокатная клеть [2]. Использование клети предложенной конструкции обеспечивает получение листового проката с повышенными показателями плоскостности, что повышает рентабельность производства листов в среднем на 5-7%.
Источники информации
1. Патент Российской Федерации №2307715, МПК B21B 31/32, 2006 г.;
2. Королев А.Л. Механическое оборудование заводов цветной металлургии: Учебник для вузов. В 3 частях. Ч.3. М.: Металлургия, 1989. с.151, 152, 163.
Способ производства тонкой горячекатаной листовой стали
Способ производства горячекатаной листовой стали
Способ производства высокопрочной листовой стали мартенситного класса и деформационно-термический комплекс для его осуществления
Способ производства холоднокатаной нагартованной листовой стали
Способ охлаждения движущейся стальной горячекатаной полосы
Способ деформационно-термического производства листового проката
Способ производства полос с односторонним чечевичным рифлением
Способ производства нагартованной малоуглеродистой листовой стали
Способ производства штрипсов из низколегированной стали
Способ прокатки металлических полос
Способ производства тонкой горячекатаной листовой стали
Способ производства холоднокатаной нагартованной листовой стали
Способ охлаждения движущейся стальной горячекатаной полосы
Способ деформационно-термического производства листового проката
Способ производства полос с односторонним чечевичным рифлением
Способ производства нагартованной малоуглеродистой листовой стали
Способ производства штрипсов из низколегированной стали
Способ прокатки металлических полос
Система калибровки валков
Способ прокатки сортовых профилей из труднодеформируемых сталей

