Результат интеллектуальной деятельности: СПОСОБ СБОРКИ ДЕТАЛЕЙ С НАТЯГОМ
Вид РИД
Изобретение
Изобретение относится к сборке прессовых соединений и может быть использовано при производстве и ремонте, в частности, высоконагруженных втулок подшипников скольжения работающих при значительных радиальных и осевых нагрузках.
Известен способ сборки деталей с натягом [Патент RU 2305028. Способ сборки деталей с натягом. Опубл. 27.08.2007], включающий установку втулки в охватывающую деталь с технологическим натягом и деформирование путем дорнования внутренней поверхности втулки для создания монтажного натяга в соединении втулки и охватывающей детали, при этом согласно изобретению производят электроконтактный нагрев внутренней поверхности втулки и последующее ее дорнование.
Недостатком данного способа является малая радиальная и осевая сдвигоустойчивость высоконагруженного соединения.
Технический результат заявленного изобретения: повышение радиальной и осевой сдвигоустойчивости соединения с натягом типа втулка-отверстие.
Указанный технический результат достигается тем, что на средней части поверхности отверстия охватывающей детали создают сегментные закаленные участки фасонным контактно-разогревающим инструментом параллельно геометрической оси вращения.
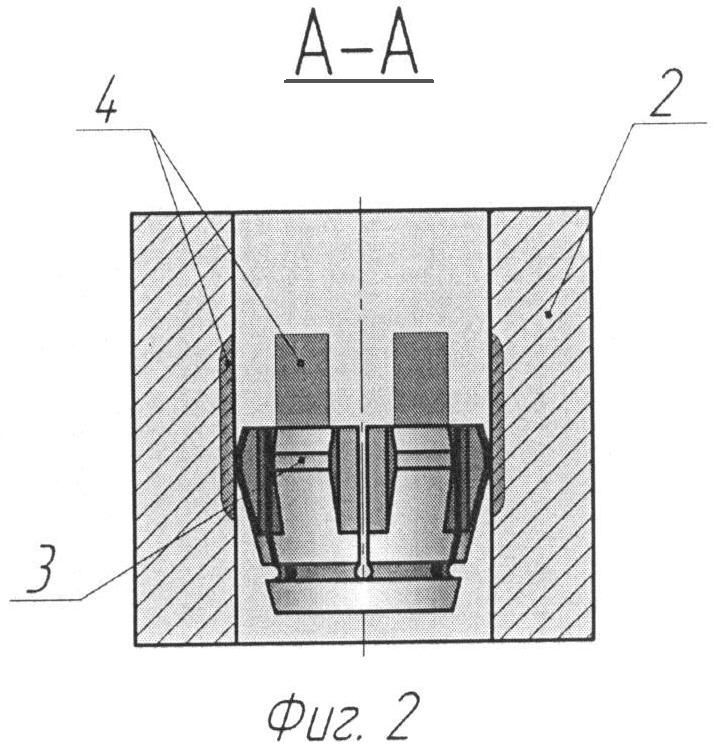
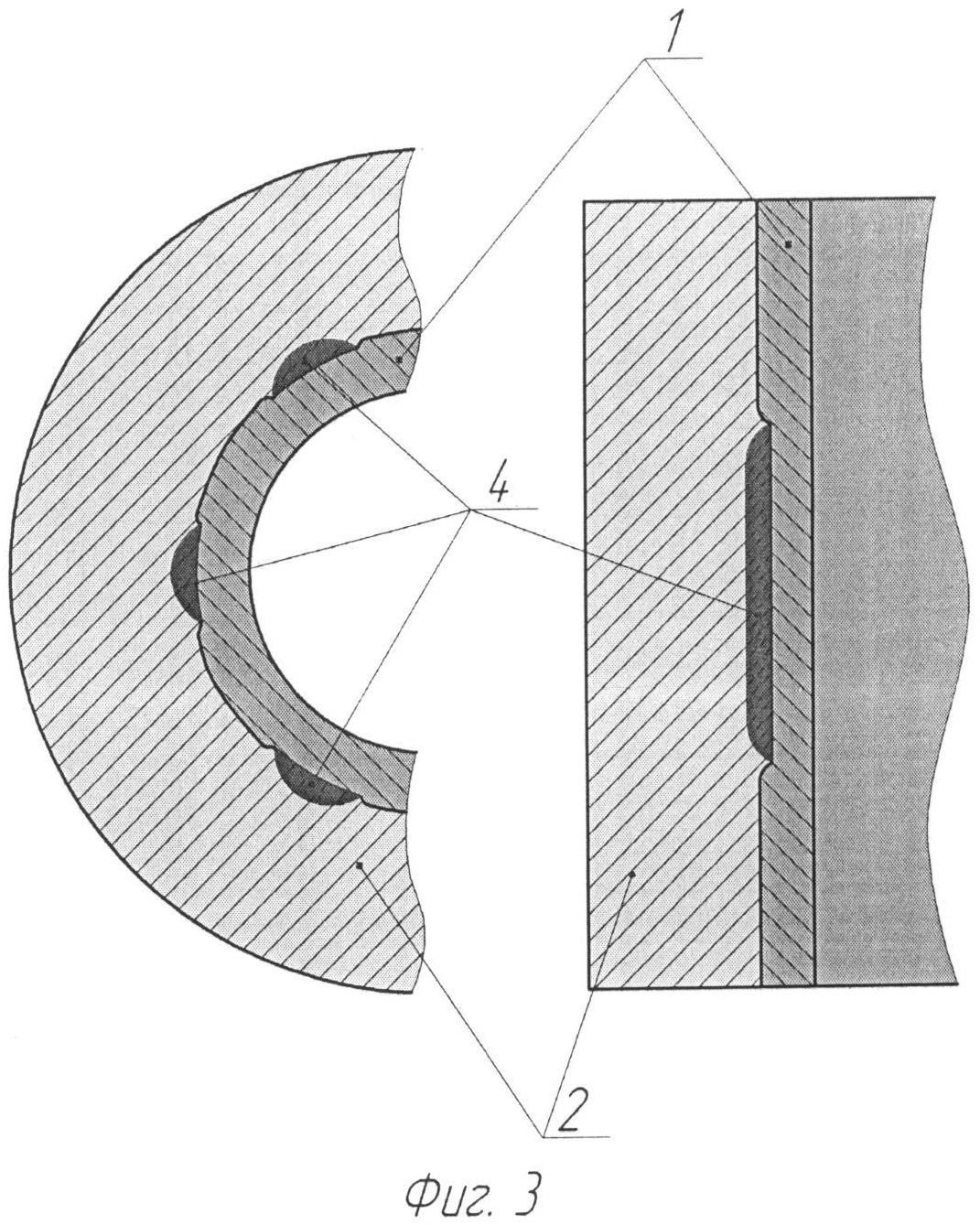
На фиг.1 представлено расположение закаленных участков поверхности отверстия охватывающей детали, на фиг.2 - разрез охватывающей детали по линии A-A, на фиг.3 - схема деформаций сопрягаемых поверхностей втулки и охватывающей детали в результате сборки.
Способ сборки деталей с натягом включает установку втулки 1 в охватывающую деталь 2 с технологическим натягом и деформирование втулки 1 путем электроконтактного нагрева и дорнования ее внутренней поверхности, для создания монтажного натяга в соединении втулки 1 и охватывающей детали 2, осуществляемого посредством дуплексного инструмента в виде контактно-разогревающего инструмента и расположенного за ним деформирующе-калибрующего инструмента, установленного с натягом, равным 0,8 мм. При этом предварительно производят сегментную электромеханическую закалку отверстия охватывающей детали фасонным контактно-разогревающим инструментом 3. В результате чего образуются параллельные геометрической оси вращения, закаленные участки 4 на поверхности отверстия охватывающей детали 2.
При сборке соединения с натягом проводят сегментную электромеханическую закалку средней части отверстия охватывающей детали 2 фасонным контактно-разогревающим инструментом 3, для создания параллельных геометрической оси вращения закаленных участков 4 поверхности отверстия охватывающей детали 2. Через место контакта контактно-нагревающего инструмента 3 с обрабатываемой поверхностью пропускают ток плотностью j=250…300 А/мм2. В результате этого контактирующие поверхности упрочняющего зуба с внутренней поверхностью отверстия разогреваются до температуры 900…1000°С, а при последующем осевом перемещении инструмента относительно оси отверстия происходит мгновенный отвод тепла, в результате получаются закаленные участки с твердостью в три раза выше начальной. Втулка 1 устанавливается в отверстие с технологическим натягом. Дуплексный инструмент подводится к отверстию охватываемой детали 2. Через место контакта дуплексного инструмента с втулкой 1 пропускается ток большой силы и низкого напряжения. В результате последующего осевого перемещения дуплексного инструмента относительно оси втулки 1 происходит разогрев кольцевой области контакта контактно-разогревающего инструмента с внутренней поверхностью втулки до температуры 900…1000°С и мгновенное охлаждение, связанное с перемещением высокотемпературного очага и отводом тепла внутрь обрабатываемой детали. В результате этого происходит закалка обрабатываемой поверхности. Одновременно в едином цикле за контактно-разогревающим инструментом перемещается деформирующе-калибрующий инструмент с натягом, равным 0,8 мм. В результате происходит сглаживание шероховатости обрабатываемой поверхности, исправление отклонений от геометрической формы в продольном и поперечном сечении и одновременно, за счет раздачи втулки 1, мы получаем посадку с монтажным натягом.
В результате на сопрягаемых поверхностях втулки и охватывающей детали образуются деформации, закаленные участки поверхности охватывающей детали внедряются в металл втулки в средней ее части, надежно фиксируя ее в отверстии охватывающей детали, повышая тем самым осевую и радиальную сдвигоустойчивость.
Способ сборки деталей с натягом, включающий установку втулки в охватывающую деталь с технологическим натягом и деформирование втулки путем электроконтактного нагрева и дорнования ее внутренней поверхности дуплексным инструментом в виде контактно-разогревающего инструмента и расположенного за ним деформирующе-калибрующего инструмента, установленного с натягом, равным 0,8 мм, отличающийся тем, что предварительно на средней части поверхности отверстия охватывающей детали фасонным контактно-разогревающим инструментом создают сегментные закаленные участки.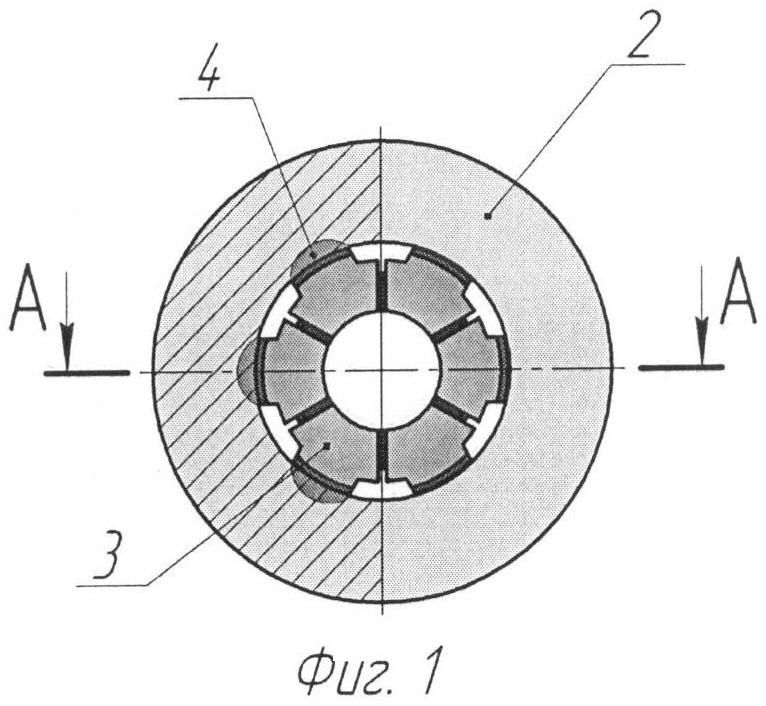
Световодная пластина и содержащее ее устройство задней подсветки
Способ определения трещин в двухслойных емкостях для перевозки нефтепродуктов
Инструмент для электромеханической закалки рабочих поверхностей шлицевых втулок
Инструмент для электромеханической закалки рабочих поверхностей шлицевых втулок
Инструмент для электромеханической закалки рабочих поверхностей шлицевых втулок
Инструментальная державка для электромеханического упрочнения шпоночного паза
Установка для электромеханического упрочнения отверстий втулок
Державка для электромеханической обработки цилиндрических деталей с резьбой
Инструмент для электромеханического дорнования гладких цилиндрических отверстий
Способ электромеханического дорнования
Способ обработки внутренней поверхности втулки
Способ электромеханического дорнования
Инструмент для электромеханической закалки рабочих поверхностей шлицевых втулок
Способ электромеханического дорнования
Смеситель-дозатор растительного масла и минерального дизельного топлива

