Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ КОНТАКТНЫХ ВСТАВОК ТРОЛЛЕЙБУСОВ
Вид РИД
Изобретение
Изобретение относится к порошковой технологии получения изделий электротехнического назначения, в частности к способам получения контактных вставок токоприемников троллейбусов из порошковых композиций на основе углерода.
Известен способ производства контактных вставок из композиций на основе углерода, включающий операцию смешивания наполнителя из порошка графита и связующего из порошка фенолформальдегидной смолы, компактирование композиции в пресс-форме при заданной температуре и удельном усилии и последующую термическую обработку полученного полуфабриката (Патент РФ на изобретение №2267411, способ изготовления контактных вставок, МПК B60L 5/08, H01R 39/26, от 10.06.2004).
Основными недостатками известного способа являются пониженная плотность изделий, особенно на фасонной контактной поверхности вставок троллейбусов (Свидетельство на полезную модель РФ №39541, контактная вставка токоприемников троллейбуса, МПК B60L 5/08, от 10.08.2004), а также низкая производительность способа. Низкая производительность способа обусловлена поштучным компактированием изделий (вставок) в пресс-форме, длительностью операций заполнения пресс-формы порошковой композицией и извлечения изделий из пресс-формы, а также малой скоростью компактирования. Известно, что для хотя бы частичного удаления газов атмосферы и паров из засыпки порошка в пресс-форме скорость перемещения пуансона пресс-формы должна быть равна 5-30 мм/с (Темкин И.В. Производство электроугольных изделий.- М.: Высшая школа, 1975, с.107).
Пониженная плотность контактной поверхности изделий снижает их прочность, износостойкость и работоспособность, а также повышает значения их удельного электрического сопротивления. Низкая производительность способа повышает стоимость изделий.
Наиболее близким по технической сущности и достигаемому эффекту предлагаемому способу является способ получения изделий из композиций на основе углерода, например марки BH504Z4, выдавливанием (Проспект SCHUNK KOHLENSTOFFTECNIK/ Carbon sliding strips for Pantographs and Trolley Pole Systems, p.12.). Процесс выдавливания (extrusion) ведут из нагретой композиции в контейнере пресса. После выдавливания полученный полуфабрикат делят по длине, получая отдельные заготовки вставок. Выдавливание ведут через мундштук. В отечественной технической литературе такой способ обработки давлением порошковых композиций на основе углерода называют процессом «прессования выдавливанием».
Этот способ по сравнению с указанным ранее аналогом в связи с непрерывностью его осуществления повышает производительность способа.
Однако так как выдавливание в этом способе ведут несимметричного профиля, то очень сложно совместить ось приложения усилия прессования с геометрической осью центра тяжести формируемого профиля заготовки контактной вставки, а малейшее отклонение этих осей вызывает изгиб заготовки по длине, вызывает неоднородность по сечению поля напряжений, что снижает качество получаемых заготовок.
Помимо этого максимальное нормальное сжимающее усилие в этом способе прикладывают к торцу будущей вставки, к контактной поверхности вставки прикладывают низкое реактивное усилие от внутренней боковой поверхности контейнера пресса. В связи с этим плотность профильной контактной поверхности будет понижена.
Кроме этого выдавливание через мундштук только одной заготовки вставки снижает производительность способа.
Задачей предлагаемого изобретения является повышение качества получаемых контактных вставок путем устранения изгиба по длине и повышения плотности и прочности их рабочих профильных поверхностей.
Поставленная задача решается тем, что в способе получения контактных вставок троллейбусов, в котором порошковые композиции на основе углерода из контейнера пресса выдавливают через мундштук с формованием профильной рабочей поверхности и последующим делением полученного полуфабриката на отдельные заготовки, согласно изобретению, выдавливание ведут полуфабриката в виде двух обращенных друг к другу своими подошвами заготовок вставок с противолежащими рабочими профильными поверхностями и при выдавливании порошковую композицию разделяют рассекателем вдоль оси выдавливания на две заготовки вставок, а после выхода из мундштука профильные поверхности заготовок калибруют с обжатием 5÷10% в четырехвалковом калибре, образованном двумя гладкими и двумя приводными калиброванными противолежащими валками.
Ввиду того, что в предлагаемом способе выдавливают симметричный полуфабрикат в виде двух обращенных друг к другу своими подошвами заготовок вставок, устраняется изгиб профиля, что повысит качество заготовок, снизит изгиб, и дальнейшая калибровка, которая осуществляется после выдавливания без дополнительного нагрева.
Калибровка профильных поверхностей симметричного профиля в четырехвалковом калибре позволит повысить плотность, твердость и прочность профильной поверхности на глубину от 3 до 5 мм, а также проработать всю структуру заготовки вставки, что улучшит качество за счет снижения неоднородности поля напряжений по ее сечению.
Одновременное выдавливание двух заготовок повысит производительность способа.
Обжатие менее 5% не позволит значительно увеличить плотность и прочность профильной поверхности вставки, обжатие более 10% может привести к дефектам или разрушению заготовки.
Обжатие заготовки вставки ведут только калиброванными приводными валками, боковые валки используют для поддержания заготовок.
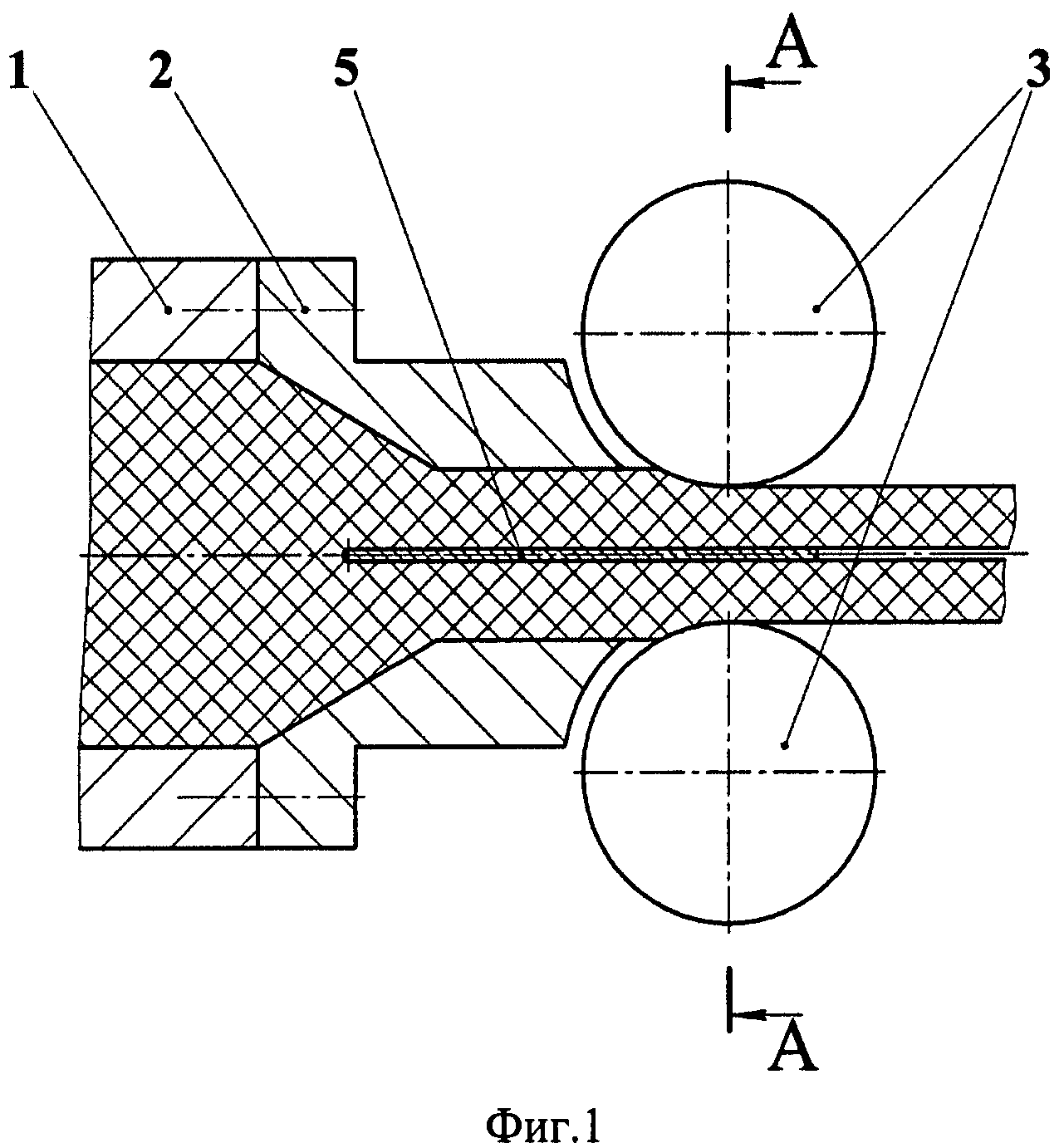
Предлагаемый способ схематично проиллюстрирован на фиг.1, 2, где на фиг.1 показан общий вид линии по получению контактных вставок, на фиг.2 - сечение А-А фиг.1.
На указанных фигурах обозначены 1 - контейнер пресса; 2 - мундштук; 3 - приводные калиброванные валки; 4 - гладкие валки; 5 - рассекатель.
Способ осуществляется следующим образом.
Нагретую примерно до 170-180°C порошковую композицию на основе углерода загружают в контейнер 1 пресса и выдавливают ее через мундштук 2 с рассекателем 5, одновременно формуя и разделяя порошковую композицию на две обращенные своими подошвами заготовки вставок. После выхода из мундштука 2 указанный полуфабрикат в виде двух обращенных друг к другу подошвами заготовок, разделенных рассекателем 5, задают в образованный приводными калиброванными валками 3 и гладкими валками 4 четырехвалковый калибр, где калибруют профильные поверхности заготовок с обжатием 5-10%. После этого полуфабрикат в виде двух спаренных заготовок поступает на участок резки, где происходит деление его по длине на отдельные заготовки.
Согласно заявляемому способу были изготовлены вставки троллейбусов с размерами: длина - 86 мм; ширина - 27 мм; максимальная высота - 19 мм из композиции, содержащей 86 мас. % графита и 14 мас. % фенолформальдегидной смолы наволачного типа. Выдавливание полуфабриката в виде двух состыкованных по подошвам заготовок вставок вели из нагретой до 170°C композиции. После выхода из мундштука и калибра полуфабрикат длиною 4-6 м измерили на продольный изгиб по оси. Продольного изгиба не обнаружено. Полуфабрикат калибровали по рабочим профильным поверхностям вставок в четырехвалковом калибре, нижний и верхний валки которого были приводными калиброванными, с обжатиями: 5; 7,5; 10%. Затем полученный полуфабрикат разделили по длине на отдельные заготовки вставок. Плотность полученных заготовок вставок увеличилась на 4% по сравнению с наиболее близким аналогом.
Предлагаемый способ найдет применение при производстве контактных вставок из композиций на основе углерода, получаемых преимущественно из отходов электродного производства, и применяемых в городских троллейбусах.
Способ получения контактных вставок токоприемников троллейбусов, в котором порошковые композиции на основе углерода из контейнера пресса выдавливают через мундштук с формованием профильной рабочей поверхности и последующим делением полученного полуфабриката на отдельные заготовки, отличающийся тем, что выдавливание ведут с получением полуфабриката в виде двух обращенных друг к другу своими подошвами заготовок вставок с противолежащими рабочими профильными поверхностями и при выдавливании порошковую композицию разделяют рассекателем вдоль оси выдавливания на две заготовки вставок, а после выхода из мундштука профильные поверхности заготовок калибруют с обжатием 5-10% в четырехвалковом калибре, образованном двумя гладкими и двумя приводными калиброванными противолежащими валками.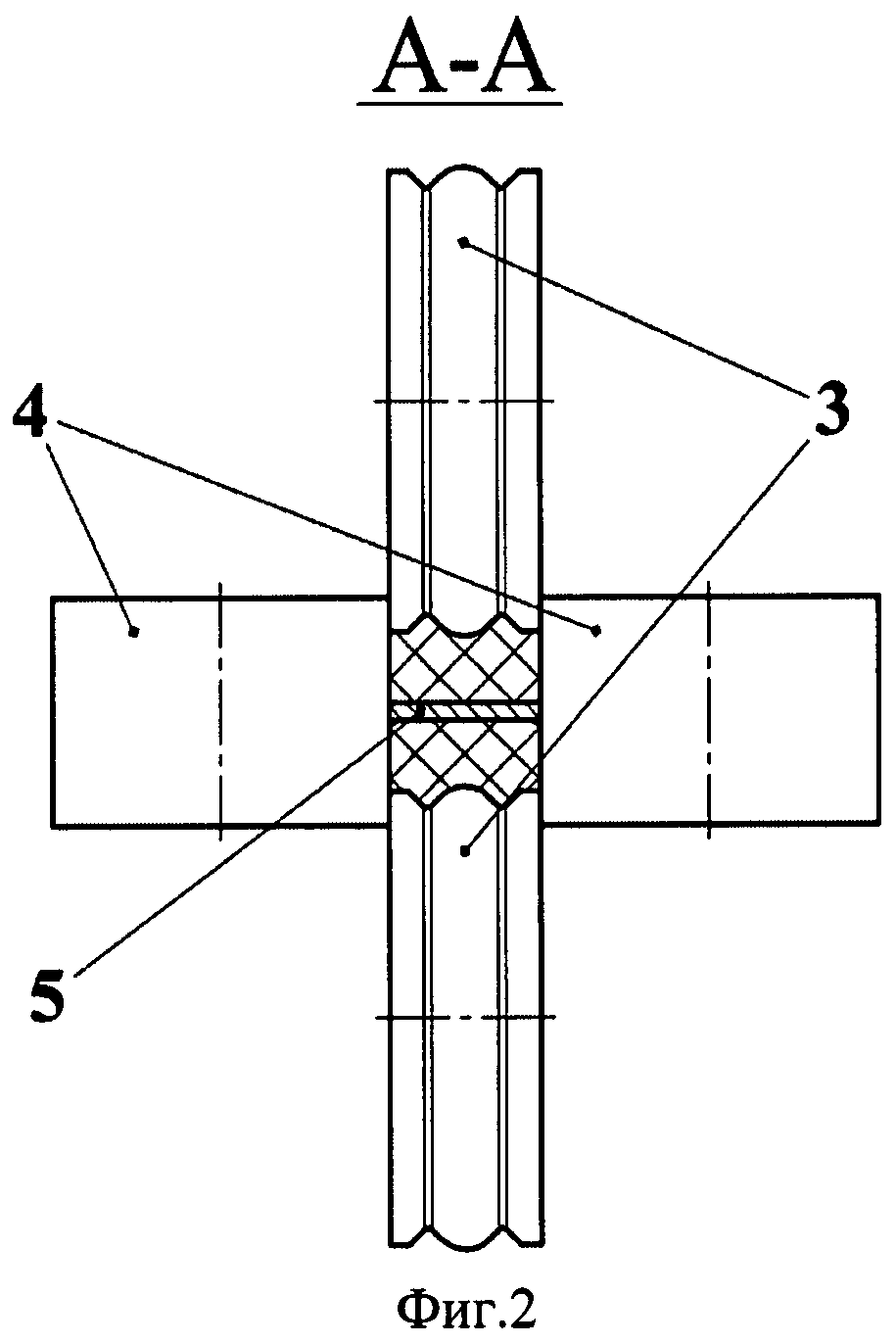
Способ получения тонкостенных профилей из титановых сплавов
Способ изготовления электроугольных изделий
Способ модифицирования магниевых сплавов
Способ изготовления графитопластовых изделий
Биметаллическая тонкая полоса и способ ее получения
Способ получения контактных вставок троллейбусов
Способ изготовления трубных переходов
Способ увеличения срока годности мучных кондитерских изделий (варианты)
Призматическая осадительная камера графитовой пыли (варианты)
Творог с антиоксидантными свойствами
Способ определения параметров движения самолета при его посадке
Способ выплавки рельсовой стали в кислородном конвертере
Мартенситная коррозионно-стойкая хромсодержащая сталь с улучшенной обрабатываемостью резанием
Мартенситно-ферритная коррозионно-стойкая хромоникелевая сталь с улучшенной обрабатываемостью резанием
Аустенитная коррозионно-стойкая хромоникелевая сталь с улучшенной обрабатываемостью резанием
Вертикальная призматическая топка
Способ производства обогащенных вареных колбас

