Результат интеллектуальной деятельности: СПОСОБ ОБРАБОТКИ СТАЛИ В КОВШЕ
Вид РИД
Изобретение
Изобретение относится к области металлургии, а именно к производству стали, в частности к обработке стали в ковше на внепечных установках.
Известен способ перемешивания стали в ковше, включающий продувку стали снизу газом или газопорошковой смесью через предусмотренные, по меньшей мере, два продувочных устройства, расположенных на диаметрально противоположных сторонах ковша. Продувку осуществляют поочередно - вначале через одно из устройств, расположенное на одной стороне ковша, затем через другое, находящееся на другой стороне ковша, при этом в продувочном устройстве, через которое в данный момент не проводят продувку, поддерживают давление, исключающее затекание в него металла (RU №2208054, С21С 7/072, B22D 1/00, опубл. 10.07.2003). Способ обеспечивает интенсификацию процесса гомогенизации стали в ковше. Недостатком его реализации является возникновение в ковше установившихся вертикальных потоков газожидкостной смеси с практически отсутствующими интенсивными поперечными перемещениями, слабым охватом всего сечения ковша и недостаточным перемешиванием стали.
В качестве ближайшего аналога выбран способ обработки стали в ковше путем воздействия на нее ударной пульсацией давлений продувочного газа с установкой длительности импульсов максимального и минимального давлений продувочного газа в каждом продувочном устройстве индивидуально. Каждое продувочное устройство работает в самостоятельном режиме параллельно-одновременно с другими устройствами или независимо от них (RU №2388832, С21С 7/072 B22D 1/00, опубл. 20.12.2009). Данный способ позволяет охватить перемешиванием все поперечное сечение ковша и весь объем стали в ковше с введенными в сталь легирующими добавками и ферросплавами, а также обеспечить максимальный вынос неметаллических включений без нарушения сплошности шлакового слоя, что способствует улучшению качества стали. Поток газа из продувочного устройства «разбивается» о гораздо более плотную среду (жидкую сталь) на дискретные составляющие (пузыри), расширяясь в горизонтальном направлении и охватывая максимальный объем ковша, о чем свидетельствует отсутствие «пятен» оголенной стали и равномерное кипение всего наведенного жидкоподвижного высокоосновного шлака. Недостатком данного способа является:
1) Полный охват поперечного сечения ковша расширяющимся потоком газа происходит на некоторой высоте от продувочных узлов. Это явление не обеспечивает охват всего объема жидкого металла в ковше поднимающимися пузырьками продувочного газа.
2) Режим подачи инертного газа через продувочные устройства, не обеспечивает эффективное укрупнение неметаллических включений и, как следствие, повышение скорости их всплывания к границе «шлак-металл».
Задачей изобретения является повышение степени рафинирования металлического расплава в ковше от неметаллических включений.
Поставленная задача достигается в способе обработки стали в ковше, включающем продувку жидкого металла путем подачи инертного газа в импульсном режиме через продувочные узлы продувочного устройства, установленного в днище ковша. Причем продувку жидкого металла осуществляют через пористую вставку, установленную в нижней части ковша, путем одновременной подачи инертного газа при постоянном давлении через все продувочные узлы продувочного устройства, при этом длительность импульсов подбирают с возможностью формирования в объеме металла поднимающегося фронта пузырьков инертного газа минимальной толщины с созданием единой области пониженного давления.
Отличие способа заключается также в том, что газ, подаваемый через пористую вставку, изначально полностью пронизывает горизонтальное сечение ковша, позволяя тем самым вовлекать в процесс обработки весь объем жидкой стали.
Особенностью заявляемого способа является то, что поднимающийся плоский фронт пузырьков инертного газа создает за собой единую область пониженного давления. Неметаллические включения устремляются в эту область, создавая высокую концентрацию, что и приводит к их укрупнению. В результате этого, согласно закону Стокса, увеличивается скорость всплывания включений к границе «металл-шлак».
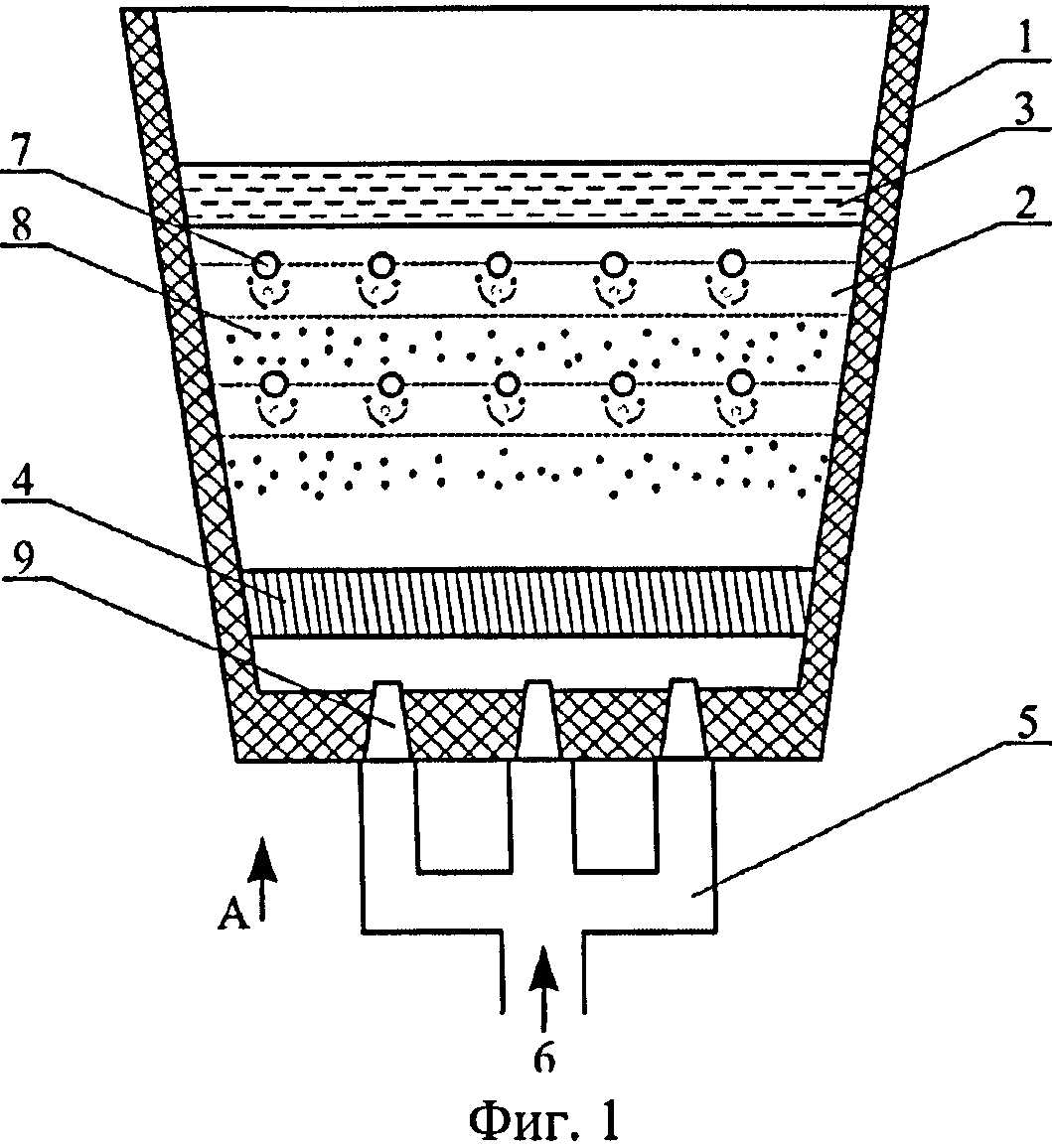
Сущность изобретения поясняется чертежами, где на фиг.1 представлен главный вид сталеразливочного ковша в разрезе, на фиг.2 сталеразливочный ковш снизу - вид по А.
Сталеразливочный ковш 1 заполнен перемешиваемым жидким металлом 2, жидкоподвижным шлаком 3. В нижнюю часть сталеразливочного ковша установлена пористая вставка 4. Устройство для подачи инертного газа 5 подведено к продувочным узлам 9, через которые подают инертный газ 6, в результате чего происходит взаимодействие пузырьков инертного газа 7 с неметаллическими включениями 8 в жидком металле.
Сталеразливочный ковш 1 может содержать четыре продувочных узла 9, расположенных на расстоянии Rковша/2 от центра днища ковша и под углом 90° относительно друг друга, еще один продувочный узел 9 расположен в центре днища ковша. На расстоянии 200 мм от продувочных узлов помещена набивная пористая вставка 4, изготовленная на основе технологии с применением выгорающих добавок (обработка металла инертными газами, Ойкс). В качестве выгорающей добавки используется древесная стружка, выгорание которой в процессе обязательной сушки сталеразливочного ковша обеспечивает наличие пористой вставки, необходимой для осуществления продувки металла.
Способ осуществляется следующим образом.
После выпуска стали из сталеплавильной печи сталеразливочный ковш 1 заполняется жидким металлом 2, на поверхности которого наводится жидкоподвижный шлак 3. Продувка инертным газом 6 производится через пористую вставку 4. Устройство подачи инертного газа 5, запитанное от цеховой сети, обеспечивает подачу инертного газа 7 через продувочные узлы 9 в импульсном режиме и распределение инертного газа по всей площади пористой вставки 4, вследствие чего неметаллические включения 8 устремляются к поверхности шлака. Длительность импульсов подбирают так, чтобы формировался единый фронт пузырьков инертного газа минимальной толщины.
Об этом свидетельствует отсутствие оголенных «пятен» поверхности металла и кратковременное равномерное кипение шлака.
Количество импульсов зависит от степени рафинирования расплава от неметаллических включений и емкости сталеразливочного ковша.
Через установленные технологией внепечной обработки промежутки делают забор пробы жидкого металла для определения содержания неметаллических включений. Количество подаваемых импульсов продувочного газа зависит от норм и требований, изложенных в ГОСТах и ТУ, регламентирующих содержание неметаллических включений в выплавляемой стали.
Примеры осуществления способа.
Пример 1.
Выплавляемая сталь 35ГС.
Продувка - через пористую вставку ковша, газ подается в импульсном режиме.
Номинальная емкость ковша - 100 кг. Масса продуваемого металла - 60 кг. Температура выпуска металла из печи - 1600°C. Расход аргона - 0,005 м3/импульс. Давление - 2 атм. Количество импульсов - 1. Время выдержки металла в ковше после продувки - 3 минуты.
В процессе продувки разрыв шлакового слоя не наблюдался, шлак подвергался вибрационному колебанию по всей поверхности.
Результаты анализа показали снижение содержания неметаллических включений с 0,021% до 0,0092%, т.е. содержание неметаллических включений уменьшилось на 56%.
Пример 2.
Выплавляемая сталь - 14Г2.
Продувка - через пористую вставку ковша, газ подается в импульсном режиме.
Номинальная емкость ковша - 100 кг. Масса продуваемого металла - 60 кг. Температура выпуска металла из печи - 1600°C. Расход аргона - 0,005 м3/импульс. Давление - 2 атм. Количество импульсов - 2. Время выдержки металла в ковше после продувки - 3 минуты.
В процессе продувки разрыв шлакового слоя не наблюдался, шлак подвергался вибрационному колебанию по всей поверхности.
Результаты анализа показали снижение содержания неметаллических включений с 0,022% до 0,0082%, т.е. содержание неметаллических включений уменьшилось на 61%.
Использование предлагаемого способа позволяет вовлечь в процесс обработки весь объем жидкой стали и создать условия для укрупнения и удаления неметаллических включений.
Способ обработки стали в ковше, включающий подачу инертного газа в импульсном режиме через продувочные узлы продувочного устройства, расположенные в днище ковша, и продувку жидкого металла, отличающийся тем, что в нижней части ковша на расстоянии 200 мм от продувочных узлов устанавливают пористую вставку, через которую осуществляют продувку жидкого металла, при этом подачу инертного газа осуществляют с постоянной длительностью импульсов при постоянном давлении одновременно через все упомянутые продувочные узлы с обеспечением распределения инертного газа по всей площади пористой вставки.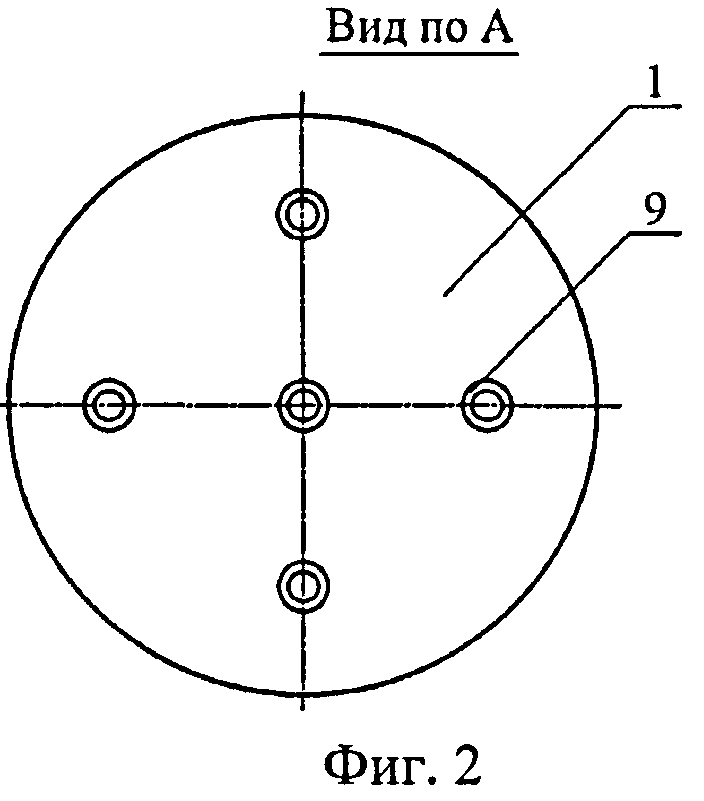
Способ получения трубной заготовки методом непрерывного литья с вытягиванием заготовки вверх из кристаллизатора
Способ получения тонкостенной трубной заготовки
Способ переработки отвальных металлургических шлаков
Призматическая осадительная камера графитовой пыли (варианты)
Творог с антиоксидантными свойствами
Способ определения параметров движения самолета при его посадке
Способ выплавки рельсовой стали в кислородном конвертере
Мартенситная коррозионно-стойкая хромсодержащая сталь с улучшенной обрабатываемостью резанием
Мартенситно-ферритная коррозионно-стойкая хромоникелевая сталь с улучшенной обрабатываемостью резанием
Аустенитная коррозионно-стойкая хромоникелевая сталь с улучшенной обрабатываемостью резанием
Вертикальная призматическая топка
Способ производства обогащенных вареных колбас
Способ извлечения тяжелой нефти из продуктивного пласта и устройство для его осуществления

