Результат интеллектуальной деятельности: ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ КОРПУСОВ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Вид РИД
Изобретение
Изобретение относится к оборудованию для изготовления изделий из композиционных материалов методом намотки и может найти применение при изготовлении формообразующих оправок для намотки силовой оболочки емкостей, работающих под давлением, например, корпусов ракетных двигателей твердого топлива (РДТТ).
При изготовлении корпусов РДТТ применяют формообразующие оправки, состоящие из секций, выполненных из песчано-полимерной смеси (ППС).
Известна оправка, состоящая из секций, выполненных из песчано-полимерной смеси (а.с. №1680552 от 06.06.89) - наиболее близкий аналог.
Секции оправки соединяются между собой с помощью клея на общем центральном валу, образуя формообразующую оправку требуемых габаритов.
При изготовлении корпуса РДТТ на оправку выкладывают раскроенные по шаблону заготовки теплозащитного покрытия (ТЗП) и производят на них намотку силовой оболочки корпуса из полимерного композиционного материала (ПКМ).
После окончания процесса изготовления корпуса оправку разрушают выпариванием с последующим извлечением песка из корпуса.
Практическое применение известной оправки показало, что выпаривание песчано-полимерной смеси после изготовления корпуса требует длительного времени (до 40 часов), особенно при больших габаритах оправки.
Кроме того, в процессе выпаривания происходит разрушение секций оправки с образованием прилегающих к ТЗП корпуса остатков в виде кусков, удаление которых необходимо производить механическим воздействием, что приводит к повреждениям ТЗП в местах контакта с инструментом.
Ремонт поврежденной поверхности затруднителен из-за слоистости структуры многослойного профиля теплозащитного материала и в ряде случаев может приводить к отбраковке изготовленного корпуса, что недопустимо.
Остатки песчано-полимерной смеси в виде кусков утилизируются и в дальнейшем не используются для изготовления последующих оправок.
Технической задачей настоящего изобретения является создание такой конструкции оправки из песчано-полимерной смеси, которая позволяла бы сократить время выпаривания, уменьшить расход утилизируемого песка и повысить качество изготовления изделий.
Технический результат достигается тем, что в оправке для изготовления крупногабаритных корпусов из полимерных композиционных материалов, состоящей из секций, выполненных из песчано-полимерной смеси, в состав каждой секции введены равномерно распределенные по объему песчано-полимерной смеси стеклопластиковые стержни круглого поперечного сечения, образующие арматуру при оптимальном диапазоне долевого участия в рецептуре 10-15% объема секции, так как увеличение содержания арматуры свыше 15% приводит к уменьшению прочности отвержденной оправки при сжатии, а уменьшение ниже 10% - к неэффективности по времени выпаривания на этапе удаления оправки после полимеризации корпуса.
Введение равномерно распределенных по объему песчано-полимерной смеси секций оправки стеклопластиковых стержней позволяет облегчить и ускорить процесс выпаривания за счет уменьшения объема песчано-полимерной смеси по сравнению с монолитной оправкой без арматуры.
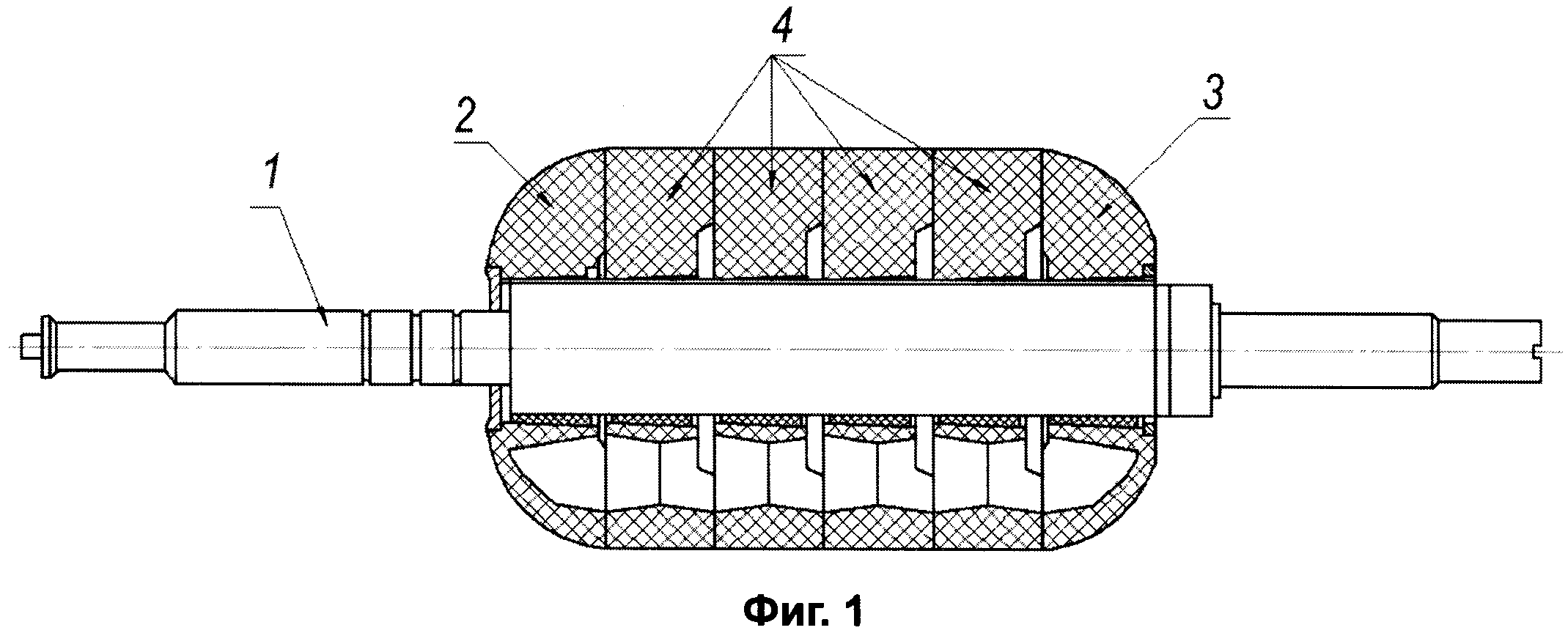
На фиг.1 представлен общий вид оправки.
На фиг.2 приведена схема расположения стержней, образующих арматуру: а) цилиндрическая секция, б) сферическая секция.
Оправка для изготовления крупногабаритных корпусов из полимерных композиционных материалов с днищами шарообразно-сферической формы диаметром 1,5-2,5 м состоит из устанавливаемых на центральном валу 1: секции 2 сферической формы дна переднего, секции 3 сферической формы дна заднего и секций 4 цилиндрической формы.
Секции 1, 2, 3 выполнены из песчано-полимерной смеси, включающей кварцевый песок и поливиниловый спирт (2-3% общей массы).
Изготовление секций 1, 2, 3 оправки производится методом пневматической трамбовки в процессе заполнения песчано-полимерной смесью специальной формующей оснастки.
При этом в состав каждой секции водят, равномерно распределяя по объему песчано-полимерной смеси, стеклопластиковые стержни круглого поперечного сечения (с оплеткой), диаметром 10-15 мм, образующие арматуру, занимающую 10-15% объема секции.
Могут вводиться также стеклопластиковые стержни пяти - или шестиугольного поперечного сечения (см. фиг. 2).
После чего проводят термостатирование по режиму:
- подъем температуры до 90°C в течение 3+0,5 час.;
- выдержка при температуре 90±5°C в течение 5+0,5 час.;
- подъем температуры до 130°C в течение 6+0,5 час.;
- выдержка при t=130±5°C в течение 28+1 час.;
- инерционное охлаждение.
По окончании режима производят извлечение затвердевших сформированных секций 1, 2, 3 с помощью отжимных болтов, после чего производят монтаж с транспортными приспособлениями для доставки и установки секций 1, 2, 3 на вал 1 оправки.
По заданному технологическому процессу на оправку, установленную на центральном валу 1, выкладывают раскроенные по шаблону заготовки из резин ТЗП и производят намотку силовой оболочки корпуса из препрега полимерного композиционного материала.
После окончания процесса намотки оправку с корпусом помещают в термокамеру для полимеризации, а после полимеризации подвергают выпариванию с внутренней стороны корпуса при t=95-100°C (до фазового превращения связующего) с целью разрушения оправки с последующим извлечением песка из корпуса для дальнейшего использования.
При этом разрушение оправки при выпаривании ускоряется в связи с разностью коэффициентов термического расширения стеклопластиковой арматуры и песчано-полимерной смеси (коэффициент термического расширения арматуры выше в ~1,5 раза, чем для песчано-полимерной смеси).
Данное изобретение позволяет сократить период выпаривания оправки после изготовления корпуса, уменьшить расход песчано-полимерной смеси, повысить качество изготовления корпусов из ПКМ.
Оправка для изготовления крупногабаритных корпусов из полимерных композиционных материалов, состоящая из секций цилиндрической и сферической формы, выполненных из песчано-полимерной смеси, отличающаяся тем, что в состав каждой секции введены равномерно распределенные по объему песчано-полимерной смеси стеклопластиковые стержни круглого поперечного сечения, образующие арматуру, занимающую 10-15% объема секции.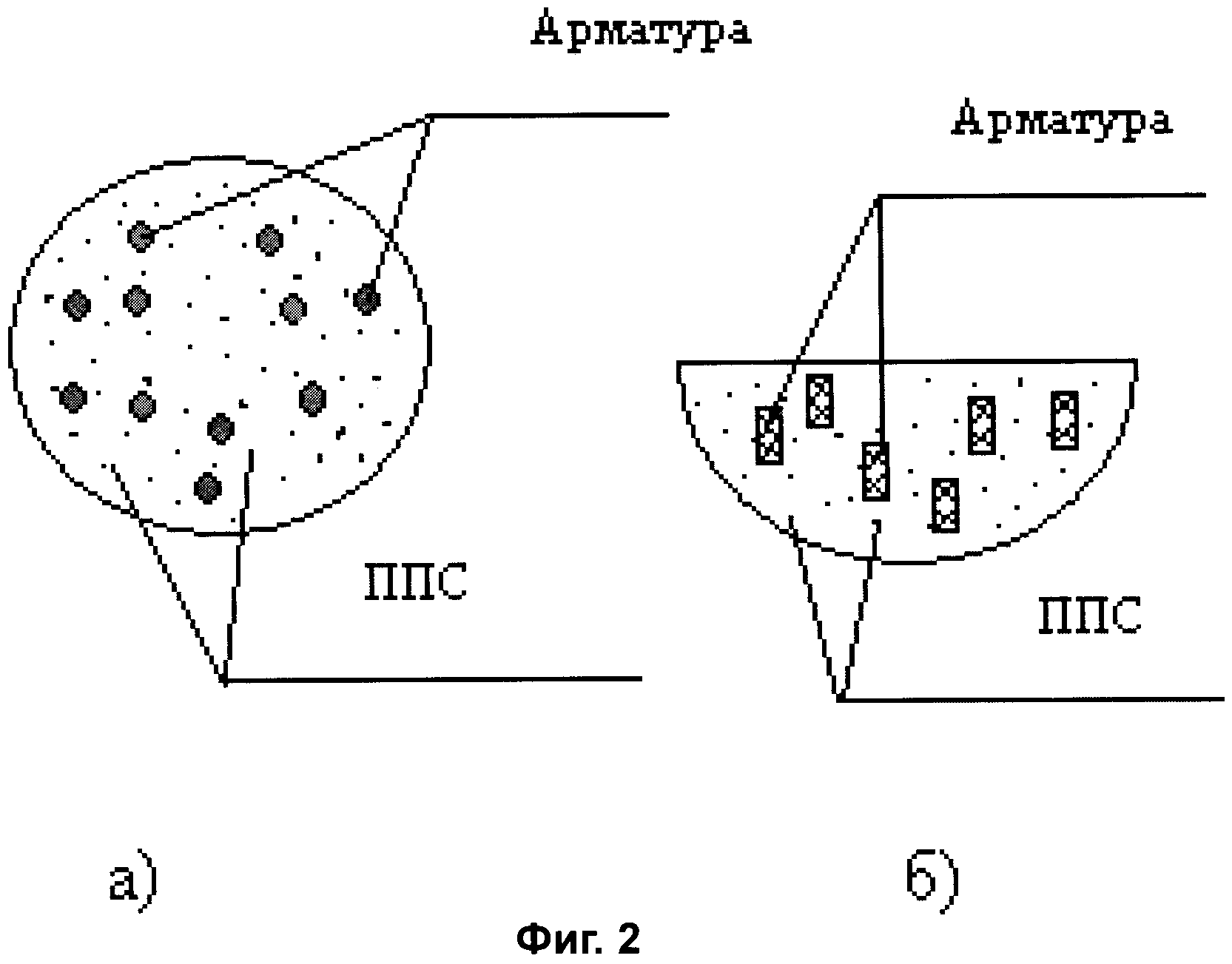
Способ изготовления фильтра
Способ сборки формующего блока пресс-формы для изготовления подвижного соединения
Способ обслуживания пресс-формы для изготовления армированных резинотехнических изделий
Способ изготовления образцов деталей из композиционных материалов
Способ изготовления теплозащитного покрытия корпуса ракетного двигателя
Ракетная двигательная установка на твердом топливе
Тонкослойный резинометаллический элемент
Гибкий опорный шарнир
Способ подготовки к работе вулканизационного оборудования
Сопло ракетного двигателя и механизм раздвижки сопла ракетного двигателя
Способ изготовления фильтра
Способ сборки формующего блока пресс-формы для изготовления подвижного соединения
Способ обслуживания пресс-формы для изготовления армированных резинотехнических изделий
Способ изготовления образцов деталей из композиционных материалов
Способ изготовления теплозащитного покрытия корпуса ракетного двигателя
Ракетная двигательная установка на твердом топливе
Тонкослойный резинометаллический элемент
Гибкий опорный шарнир
Способ подготовки к работе вулканизационного оборудования
Сопло ракетного двигателя и механизм раздвижки сопла ракетного двигателя

