Результат интеллектуальной деятельности: НАПРАВЛЯЮЩЕЕ УСТРОЙСТВО ДЛЯ ПОЛОСОПРОКАТНОГО СТАНА
Вид РИД
Изобретение
1.Область техники
Изобретение касается направляющего устройства, применяемого в установке для обработки давлением материалов, в частности направляющего устройства как составной части стана для прокатки металла, предпочтительно полосопрокатного стана. Это направляющее устройство служит для направления полос различных материалов, в частности, металлических материалов с различным составом, значениями температуры, ширины и толщины.
2. Уровень техники
Направляющие линейки как составные части направляющих устройств для прокатных станов и, в частности, используемые в качестве боковой направляющей прокатанного и нарезанного материала описаны, например, в документе DE 1427932 A. Этот уровень техники касается, в частности, износа направляющих линеек при направлении полосового материала.
Способ и устройство, служащее для перестановки таких боковых направляющих для транспортируемой по рольгангу катаной полосы описаны, кроме того, в документе DE 4 140 784 A1, причем в этом уровне техники рассматривается также проблема износа установленных и нагружаемых давлением в направлении полосы направляющих линеек.
В принципе, такого рода направляющие линейки устанавливаются по одной с каждой стороны или вместе с предварительно заданным усилием прижима в направлении кромок полосы, чтобы либо на входной стороне и/или на выходной стороне прокатной клети или целой группы рабочих клетей прокатного стана обеспечивать возможность точного прохождения полосы через прокатную клеть и/или точного без смещения наматывания в рулон.
В документе DE 3423560 A1 для этого предлагается устройство управления позиционированием для расположенных перед входом в чистовую группу прокатных клетей для изготовления горячекатаной широкой полосы направляющих линеек или, соответственно, направляющих роликов, перемещаемых поперек направления прокатки.
Также в документе DE 4003717 A1 описывается боковая направляющая для транспортируемой по рольгангу катаной полосы, у которой привод направляющих линеек осуществляется посредством гидравлических цилиндров, а эти гидравлические цилиндры, в свою очередь, могут точно позиционироваться, и их усилие может регулироваться посредством соответствующих регулировок.
На рольгангах групп рабочих клетей прокатного стана, в частности, полосопрокатных станов, таких как, например, станы для прокатки стальной или алюминиевой полосы, в принципе, необходимо обеспечивать равномерное и надежное направление полос из различных материалов, с различными температурами, значениями ширины и толщины. Но соответственно изменяется также необходимое усилие прижима устройств этого рода, служащих для направления полос, в зависимости от материала, его температуры, или же их ширины и толщины. Чем мягче, горячее, шире и/или тоньше материал, который должен направляться, тем меньше должно быть также необходимое усилие прижима, чтобы, с одной стороны, обеспечивать направление полосы, но одновременно способствовать тому, чтобы не возникало деформаций кромок полосы, чтобы вся полоса не коробилась или даже в целом не деформировалась, и вследствие этого не оставались повреждения на кромках полосы или же на направляющих линейках.
Известные из уровня техники электромеханические или гидравлические приводы направляющих линеек, однако, в принципе рассчитаны на максимальное устанавливаемое усилие прижима и соответственно этому обладают технически ограниченными возможностями в отношении установки пониженных усилий прижима, например, для мягких, горячих, широких и/или тонких полос.
3. Задача изобретения
Поэтому задачей изобретения было предложить направляющее устройство, применяемое в установке для обработки давлением материалов, включающее в себя устанавливаемые по обеим продольным сторонам материала и расположенные параллельно друг другу линейки, которое способно надежно устанавливать также значительно сниженные по сравнению с максимальным давлением прижима давления направляющих линеек на кромки подлежащих обработке давлением материалов и тем самым распространить возможность применения этих направляющих устройств на широкое многообразие подлежащих обработке давлением материалов, в частности, также на мягкие, именно широкие и/или особенно тонкие поперечные сечения материалов, например, тонкие полосы, при одновременном предотвращении повреждений полосы, в частности, в области кромок.
Эта задача в смысле изобретения решается с помощью направляющего устройства, включающего в себя признаки п.1 формулы изобретения. Предпочтительные варианты осуществления изобретения определены в зависимых пунктах формулы изобретения.
4. Краткое изложение изобретения
Изобретение касается направляющих устройств вышеназванного рода, которые применяются, например, в полосопрокатных станах на входной стороне и/или выходной стороне групп рабочих клетей прокатных станов, таких как станы Стеккеля, реверсивные клети станов для холодной прокатки, или же на входной стороне и/или выходной стороне расположенных тандемно прокатных клетей и, в частности, до или после наматывающих устройств.
Изобретение применимо к обработке давлением всех возможных материалов, но в частности, к станам для прокатки металлов или линиям для обработки пластмасс давлением. Особенно предпочтительно, однако, если предлагаемое изобретением направляющее устройство расположено на входной стороне или выходной стороне по меньшей мере одной прокатной клети чистовой группы прокатных клетей, так называемой финишной группы клетей (Finish Rolling Mill), или перед наматывающим устройством.
В контексте изобретения в направляющем устройстве расположены устанавливаемые по обеим продольным сторонам материала и расположенные параллельно друг другу линейки, посредством которых осуществляется центрирование и/или ориентация обрабатываемых давлением материалов в устройстве для обработки давлением и, в частности, между устройствами для обработки давлением, такими как, например, прокатные клети. Чтобы обеспечить широкую возможность применения этих направляющих устройств к различным поперечным сечениям материала, предпочтительно размерам полосы, по меньшей мере одна линейка непосредственно с помощью по меньшей мере одного установочного устройства может нагружаться давлением. В случае, когда только одна линейка может нагружаться давлением посредством соответствующего установочного устройства, с помощью установочного устройства через нагружаемую давлением линейку и через сам направляемый материал эта установка осуществляется также для противоположной линейки. Однако в предпочтительном случае, когда линейки по обеим продольным сторонам материала могут независимои и непосредственно нагружаться давлением, каждая линейка соответственно снабжена собственным установочным устройством.
Для обеспечения того, чтобы указанное по меньшей мере одно установочное устройство в более широком диапазоне давлений, которые должны устанавливаться, могло оказывать через линейку на подлежащий обработке давлением материал точные заданные давления, также значительно более низкие, чем максимальное устанавливаемое усилие, это по меньшей мере одно установочное устройство в контексте изобретения включает в себя по меньшей мере два расположенных последовательно друг за другом устройства для приложения давления, взаимодействующих таким образом, что они, в свою очередь, могут создавать два при необходимости различных максимальных давления установки.
При надлежащем выборе расположенных последовательно друг за другом устройств для приложения давления, например, при использовании одного сравнительно большого и одного сравнительно малого устройства для приложения давления, таким образом, можно предпочтительно с помощью первого устройства для приложения давления создавать основное давление, а с помощью второго устройства для приложения давления осуществлять точную установку общего давления линейки на обрабатываемый давлением или подлежащий обработке давлением материал дополнительно к вышеназванному основному давлению.
Если устройства для приложения давления включают в себя по меньшей мере две цилиндропоршневые системы, в одном из особенно предпочтительных вариантов осуществления изобретения сравнительно малый цилиндр закреплен на или внутри поршневого штока сравнительно большого цилиндра, предпочтительно интегрирован в этот поршневой шток. Благодаря этому обеспечивается особенно эффективное и надежное последовательное расположение цилиндропоршневой системы, посредством которой, к тому же, обеспечивается то, что давление, создаваемое малым узлом, состоящим из поршня и цилиндра, надежно суммируется с давлением, создаваемым большим узлом, состоящим из поршня и цилиндра. При этом особенно предпочтительно, если сравнительно малый состоящий из поршня и цилиндра узел способен создавать не более 50%, особо предпочтительно не более 35% от максимального давления по сравнению с большим цилиндропоршневым узлом.
В другом предпочтительном варианте осуществления предлагаемого изобретением направляющего устройства происходит объединение нескольких устройств для приложения давления механическим способом, предпочтительно посредством по меньшей мере одной системы, состоящей из зубчатой рейки и шестерни. С помощью этого предпочтительного варианта осуществления особенно простыми средствами может обеспечиваться надежная установка каждой линейки параллельно сопряженной с ней деталью внутри направляющего устройства и при необходимости абсолютно перпендикулярно к продольным сторонам подлежащего обработке давлением материала даже при применении нескольких устройств для приложения давления.
Как уже упомянуто выше, предлагаемое изобретением направляющее устройство не ограничено определенным количеством устройств для приложения давления. Напротив, предпочтительно, если по меньшей мере одно устройство для приложения давления соединено с двумя расположенными последовательно друг за другом цилиндропоршневыми системами. Благодаря этому аппаратные затраты для достижения цели изобретения ограничиваются до минимума. Несмотря на это, приложение давления происходит в этом случае по обеим сторонам материала, например, по кромкам полосы, когда материал прижимается снабженной устройством для приложения давления линейкой к линейке, расположенной на противоположной продольной стороне подлежащего обработке давлением материала.
Предпочтительно, если линейки внутри предлагаемого изобретением направляющего устройства могут устанавливаться независимо друг от друга, так как благодаря этому становится возможным особенно надежное осуществление процесса с обеих сторон подлежащего обработке давлением материала. В частности, в случае прокатки так называемых непрерывных полосовых заготовок (Tailored Blanks), имеющих различную толщину по ширине полосы, приложение меньшего давления к сравнительно тонкой стороне полосы по сравнению с давлением, прилагаемым к сравнительно толстой стороне полосы, может предотвратить повреждения кромок полосы с обеих сторон, при одновременно надежном направлении полосы.
В каждом случае предпочтительно, если узлы регулирования или, соответственно, управления соединены по меньшей мере с одним установочным устройством предлагаемого изобретением направляющего устройства. При наличии нескольких устройств для приложения давления особенно предпочтительно, если управление ими или, соответственно, регулирование может осуществляться независимо друг от друга. Благодаря этому особенно предпочтительным образом обеспечивается максимальная гибкость осуществления процесса в установке для обработки давлением при наибольшем возможном многообразии продуктов.
Установка одной или нескольких линеек перпендикулярно материалу в смысле изобретения может осуществляться исключительно посредством синхронизированного управления и регулирования соответствующих установочных устройств. Предпочитается, однако, один из вариантов осуществления, в котором по меньшей мере одна дополнительная направляющая способствует установке линейки или линеек перпендикулярно материалу. Особенно предпочтительно, если по меньшей мере одно установочное устройство предусмотрено в концевой области соответствующей линейки, и между этими установочными устройствами в каждом случае расположена направляющая. Благодаря этому надежно и особенно простыми средствами предотвращается смещение линеек под углом от вертикали относительно материала.
5. Краткое описание чертежей
Ниже изобретение поясняется со ссылкой на три схематичных изображения различных вариантов осуществления изобретения. Изображение на фигурах дано при этом исключительно в иллюстративных целях и не предназначено для того, чтобы каким-либо образом ограничивать область охраны изобретения, которая определена в зависимых пунктах формулы изобретения.
На фигурах показано:
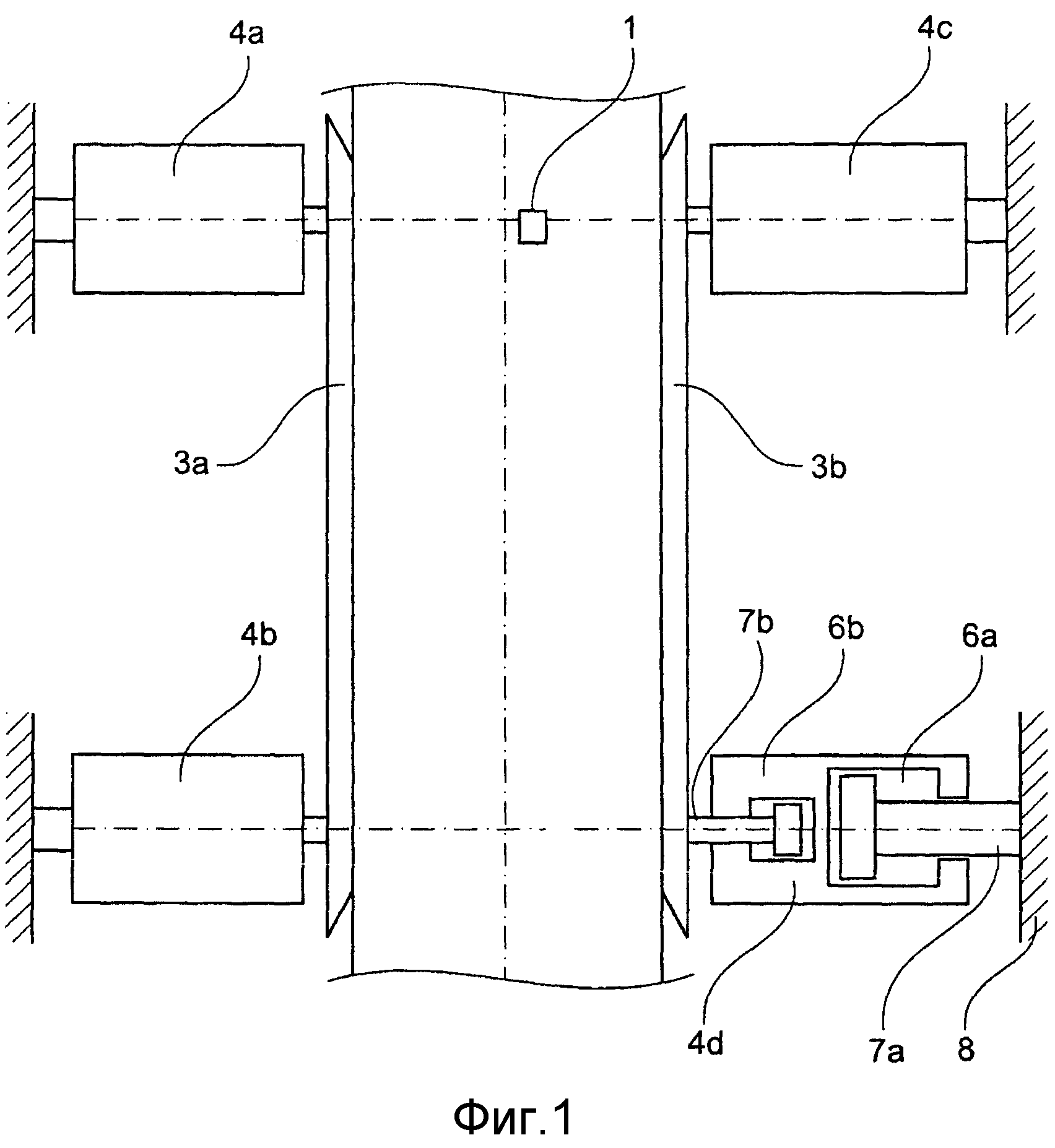
фиг.1: схематичный вид сверху первого варианта осуществления предлагаемого изобретением направляющего устройства,
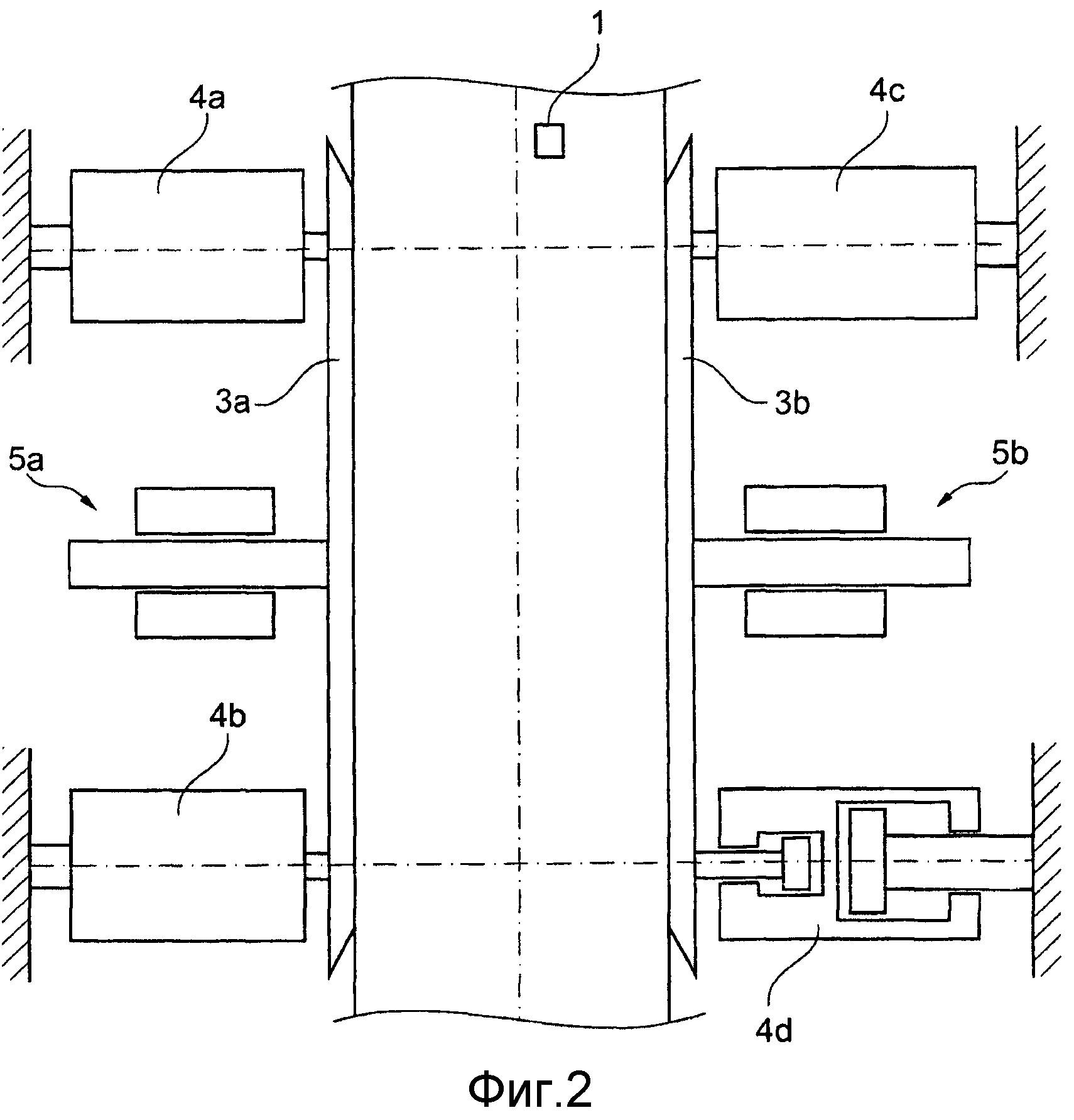
фиг.2: схематичный вид сверху второго варианта осуществления предлагаемого изобретением направляющего устройства,
фиг.3: схематичный вид сверху третьего варианта осуществления предлагаемого изобретением направляющего устройства.
6. Варианты осуществления изобретения
На фиг.1 схематично на виде сверху изображено предлагаемое изобретением направляющее устройство, служащее для направления полосового материала 1. По обеим продольным сторонам материала 1 расположены линейки 3a и 3b, которые соответственно посредством двух установочных устройств 4a, 4b и 4c, 4d, расположенных в концевых областях линеек 3a, 3b, могут устанавливаться относительно полосового материала 1. Посредством линеек 3a, 3b может определенным образом устанавливаться управляемое и регулируемое, предварительно заданное давление на продольные кромки материала 1. В иллюстративных целях более подробно в вертикальном разрезе изображено только установочное устройство 4d; однако по изображенному здесь первому варианту осуществления все установочные устройства 4a-4d имеют такую же конструкцию. Установочные устройства 4a-4d изображены в виде двойного цилиндра, в котором имеются два рабочих объема 6a и 6b различного размера, при этом в сравнительно большом рабочем объеме 6a поршневой шток 7a подвижно установлен с возможностью регулирования и управления посредством (не изображенного) гидравлического устройства, а в сравнительно малом рабочем объеме 6b сравнительно малый поршневой шток 7b также подвижно установлен с возможностью регулирования и управления посредством (не изображенного) гидравлического устройства. Большой поршневой шток 7a зафиксирован на основании 8, в отличие от чего малый поршневой шток 7b соединен с линейкой 3b. В изображенном варианте осуществления максимальное давление двойного цилиндра задается большой системой 6a, 7a, состоящей из поршня и цилиндра, например, тогда, когда малый поршневой шток 7b полностью вдвигается в двойной цилиндр до упора, и юстировка пониженных давлений установочного устройства 4d происходит путем суммирования расположенных последовательно друг за другом систем 4d, 7b и 4d, 7a, состоящих из поршня и цилиндра, в этом случае с помощью одной только сравнительно малой состоящей из поршня и цилиндра системы 4d, 7b с возможностью точной настройки, когда большой поршень 7a полностью вдвинут в двойной цилиндр 4d до упора.
На фиг.2 показан второй вариант осуществления предлагаемого изобретением направляющего устройства, которое отличается от изображенного на фиг.1 первого варианта осуществления тем, что между парами установочных устройств 4a и 4b, которые взаимодействуют с линейкой 3a, и парой установочных устройств 4c и 4d, которые взаимодействуют со второй линейкой 3b, расположены в каждом случае направляющие 5a, 5b, которые позволяют осуществлять перпендикулярное смещение соответствующих линеек 3a, 3b относительно соответствующих продольных кромок материала 1.
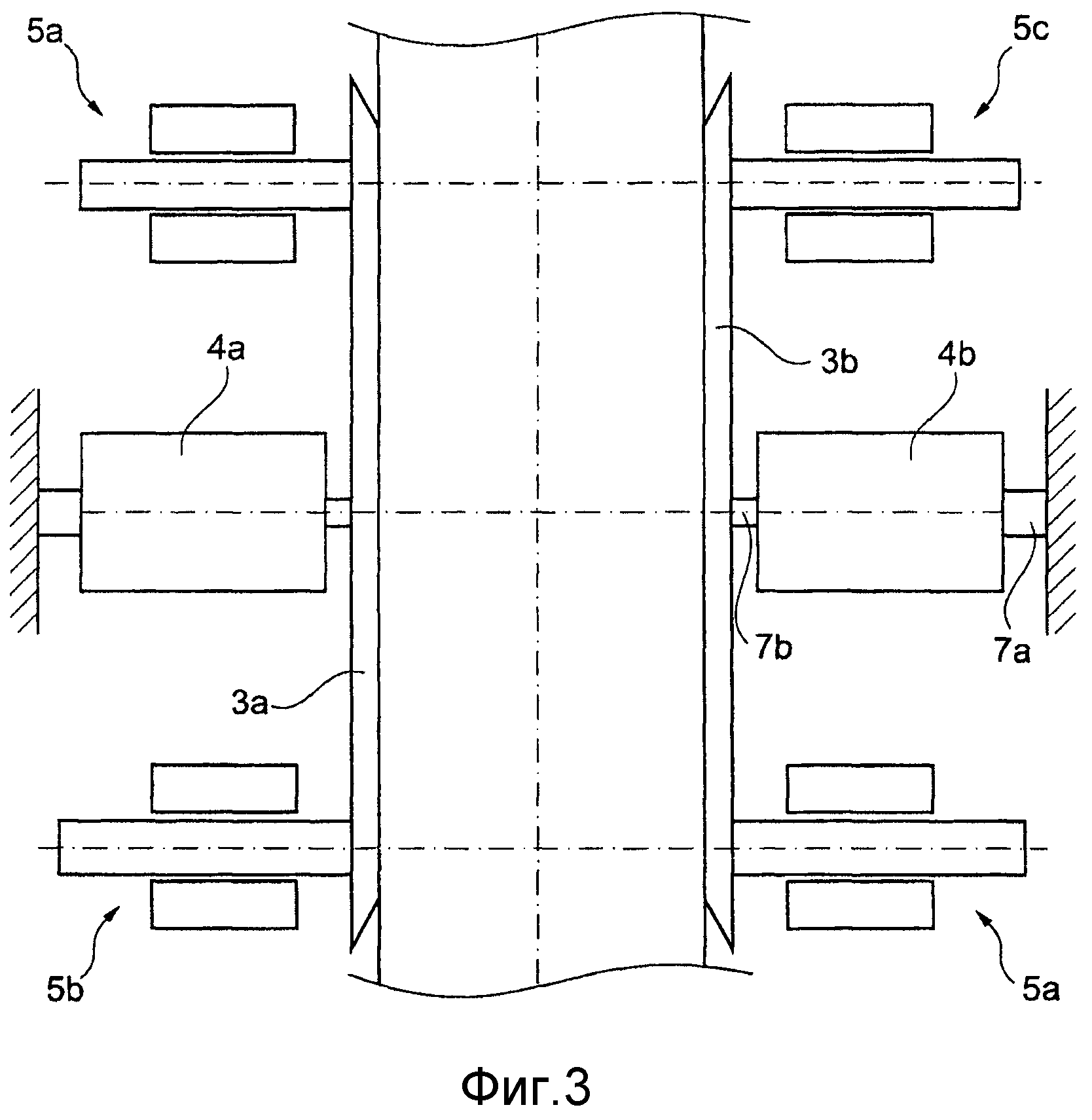
Наконец, на фиг.3 показан третий вариант осуществления предлагаемого изобретением направляющего устройства, в котором соответственно только одно установочное устройство 4a, 4b соединено соответственно с одной линейкой 3a, 3b, и в отличие от вариантов осуществления, показанных на фиг.1 и 2, по существу расположено по центру и на половине длины линеек 3a, 3b. Для обеспечения перпендикулярного смещения соответствующих линеек 3a, 3b относительно продольных кромок полосового материала 1 в области соответствующих концов линеек 3a, 3b расположены направляющие 5a, 5b или, соответственно, 5c, 5d попарно по обеим сторонам соответствующих установочных устройств 4a, 4b. В этом третьем варианте осуществления предлагаемого изобретением направляющего устройства установочные устройства 4a, 4b также состоят из уже рассмотренных более подробно применительно к фиг.1 двойных цилиндров, снабженных соответствующими большим и малым поршневыми штоками 7a, 7b.
Контролируемое уменьшение толщины горячекатаной стальной ленты, имеющей покрытие, полученное погружением в расплав, и применяемая установка
Прокатная клеть и способ прокатки ленты
Валок направляющего узла для заготовки
Подшипник скольжения, способ изготовления, а также применение такого подшипника скольжения
Способ и устройство для смазки валков
Устройство для измерения ширины и/или положения металлической полосы или сляба
Способ и устройство для монтажа и функциональной проверки прокатной арматуры в прокатных клетях или в прокатных станах, таких как, например, прокатные станы тандем
Устройство для проводки полосы
Способ и устройство для сматывания металлической ленты
Способ и устройство для анализа слоя вспомогательного материала на деформируемом изделии
Способ регулирования валков прокатной клети и прокатная клеть
Способ отливки ленты из стали и установка для отливки ленты

