Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением, а точнее к способу производства холоднодеформируемых труб, при котором используют холодную прокатку и волочение, и устройству для осуществления этого способа.
Известен способ изготовления труб и устройство для его осуществления, см. а.с. СССР №643220, кл. B21C 1/00, заявл. 11.04.77 г., опубл. 25.01.79 г., включающий холодную прокатку трубной заготовки, волочение и удаление дефектов. Способ осуществляется на отдельных машинах.
Недостатками известного способа являются производство труб на отдельных машинах с ведением промежуточного отжига и высокий расход металла.
Из известных наиболее близким по технической сущности является способ изготовления труб и устройство для его осуществления, описанные в патенте ФРГ №3527520, кл. B21B 21/00, заявл. 29.07.85 г., опубл. 20.10.86 г.
Способ изготовления труб и устройство для его осуществления включают холодную прокатку трубной заготовки в рабочей клети прокатного стана, совершающей возвратно-поступательное перемещение, подачу и поворот трубной заготовки в обоих направлениях на одинаковую величину. После прокатки труба направляется к буферной зоне, отстоящей от рабочей клети на 50 м, где она отклоняется на 180° или на 90° от направления прокатки и ее неравномерная скорость преобразуется в постоянную выходную скорость. Затем труба направляется к устройству, в котором происходит заострение и смазывание конца трубы. Далее труба направляется к механизму волочения с барабанным тянущим устройством, осуществляющим волочение и наматывание трубы.
Недостаток данного способа и устройства для изготовления труб заключается в том, что они могут применяться только для разнонаправленного поворота трубы при холодной пильгерной прокатке на 90° и для прокатки труб большой длины.
Следующим недостатком является невозможность изготовления труб, механические свойства которых, из-за геометрических размеров (диаметр, толщина стенки) или материала, не позволяют произвести скручивание при повороте трубы во время холодной пильгерной прокатки.
Задача настоящего изобретения состоит в выполнении способа и устройства для изготовления труб, позволяющих обеспечить изготовление труб различной длины из труднодеформируемых материалов при любых углах поворота холодной пильгерной прокатки.
Поставленная задача достигается тем, что в способе изготовления труб, включающем холодную прокатку трубной заготовки в возвратно-поступательно перемещающейся рабочей клети с валками и калибрование трубы волочением, согласно изобретению, калибрование волочением осуществляют синхронно с холодной прокаткой трубной заготовки возвратно - поступательным перемещением обоймы с вращающимся волокодержателем и волокой. В устройстве для осуществления способа изготовления труб, содержащем возвратно-поступательно перемещающуюся от привода рабочую клеть с валками, механизм подачи и поворота трубной заготовки и механизм калибрования трубы волочением, согласно изобретению, механизм калибрования волочением установлен непосредственно за рабочей клетью и выполнен в виде корпуса с направляющими и возвратно-поступательно перемещающейся от привода по направляющим обоймы с установленным внутри нее волокодержателем с волокой, имеющим возможность вращения. Кроме того, привод перемещения обоймы механизма калибрования волочением выполнен в виде соединенного с обоймой соленоида и расположенной в корпусе катушки.
Такое выполнение способа изготовления труб и конструктивное выполнение устройства для его осуществления позволяет обеспечить изготовление труб различной длины из труднодеформируемох материалов при при любых углах поворота трубы при холодной пильгерной прокатке.
Это достигается за счет того, что синхронно с холодной прокаткой трубной заготовки осуществляют калибрование волочением путем возвратно-поступательного перемещения обоймы с волокодержателем и волокой, имеющим возможность вращения.
В предложенном решении калибрование волочением происходит за счет осевого усилия пильгерной прокатки. Вместо буферной зоны применяется возвратно-поступательное движение обоймы с волокодержателем и волокой. Вместо зоны скручивания (50 м) волока обладает возможностью совершать поворот вместе с трубой.
Кроме того, предложенное решение позволяет увеличить срок службы калибров валков за счет увеличения диапазона допусков трубы после холодной прокатки, уменьшить количество перевалок, улучшить качество наружной поверхности труб и увеличить производительность за счет увеличения подачи.
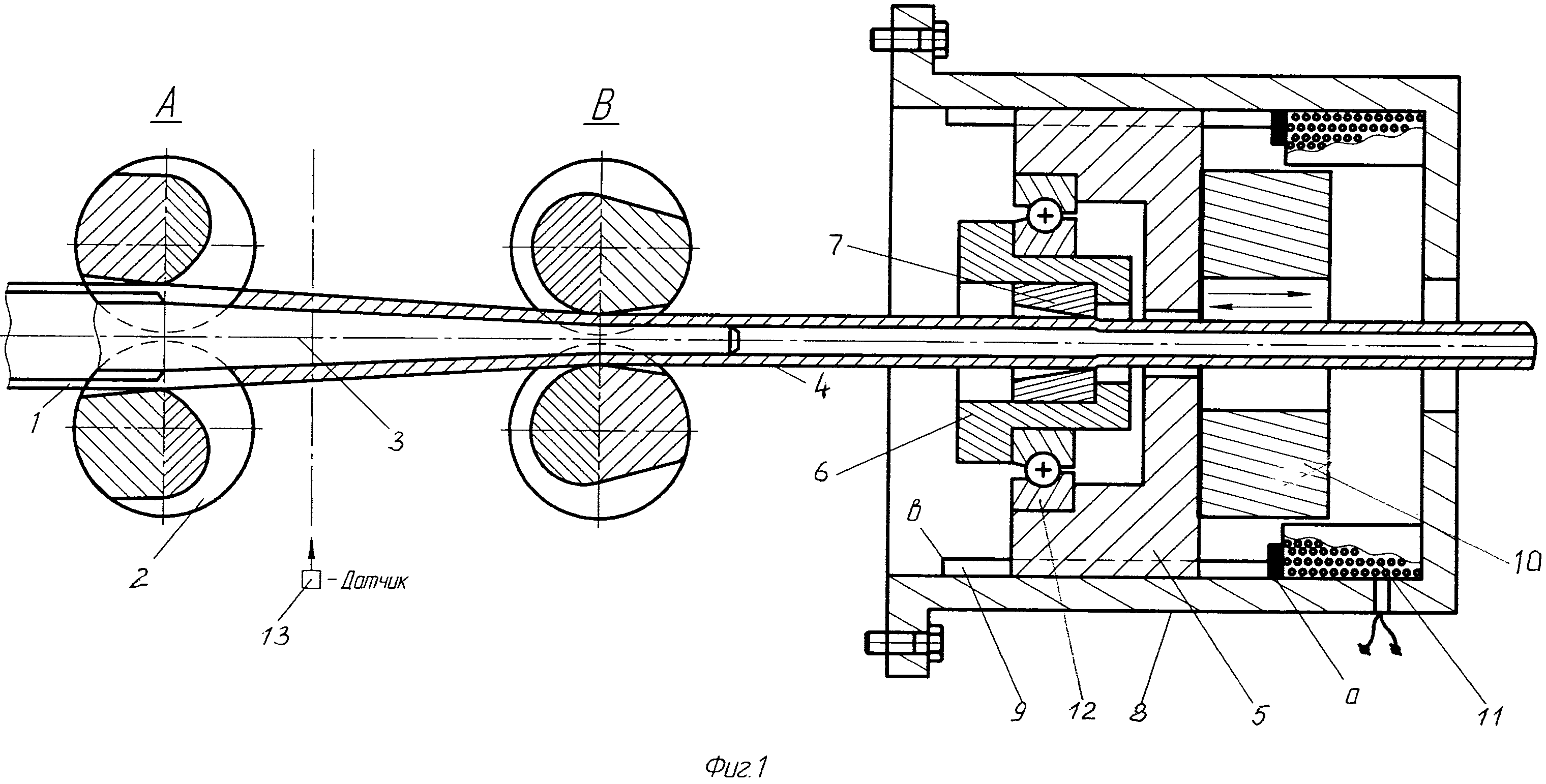
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемый чертеж, на котором изображена схема способа и устройства для изготовления труб.
Способ изготовления труб осуществляется следующим образом.
Трубную заготовку 1 прокатывают в калибрах валков 2 рабочей клети, совершающей возвратно-поступательное перемещение, на неподвижной конической оправке 3. В исходном положении «А» рабочей клети трубная заготовка 1 механизмом подачи (не показан) перемещается в направлении прокатки на некоторое расстояние, называемое «подачей». При движении рабочей клети вперед (положение «В») происходит редуцирование поданного участка заготовки по диаметру и обжатие по стенке в кольцевой постепенно уменьшающейся щели, образуемой ручьем калибров валков 2 и оправкой 3. В крайнем переднем положении рабочей клети происходит поворот трубной заготовки с оправкой. При обратном движении рабочей клети калибрами валков прокатанному участку придается форма окружности заданных размеров. Синхронно с прокаткой трубной заготовки 1 осуществляется калибрование трубы 4 волочением за счет возвратно-поступательного перемещения обоймы 5 с вращающимся волокодержателем 6 и волокой 7.
Устройство для изготовления труб (фиг.1) содержит возвратно-поступательно перемещающуюся рабочую клеть с валками 2 и механизмами подачи и поворота (не показаны), а также механизм калибрования волочением, установленный непосредственно за рабочей клетью. Механизм калибрования волочением выполнен в виде корпуса 8 с направляющими 9 и обоймы 5 с волокодержателем 6 и волокой 7. Обойма 5 с волокодержателем 6 и волокой 7 может совершать возвратно-поступательное движение относительно корпуса 8 вдоль оси по направляющим 9 от привода, выполненного в виде соленоида 10, соединенного с обоймой 5 и расположенной в корпусе 8 катушки 11 соленоида. Электромагнитный соленоид работает на выдвижение соленоида 10 из катушки 11 при прохождении через нее тока. Волокодержатель 6 с волокой 7 установлен в обойме 5 посредством упорного подшипника 12 и может совершать вращение вокруг оси.
Для включения и выключения катушки 11 соленоида служит датчик 13, установленный в районе соприкосновения внутренней поверхности трубной заготовки с оправкой.
Устройство работает следующим образом.
В исходном положении рабочая клеть с валками 2 находится в точке «А», обойма 5 механизма калибрования волочением - в точке «в», катушка 11 соленоида обесточена. Механизм подачи заготовки посредством трубы 4 на выходе из валков 2 рабочей клети перемещает обойму 5 и соленоид 10 в точку «а». Затем начинается движение рабочей клети с валками 2 вперед в точку «В» и происходит обжатие заготовки 1 по диаметру и стенке. Во время движения рабочей клети с валками 2 датчиком 13, установленным в районе соприкосновения внутренней поверхности рабочего конуса трубы 4 с оправкой 3, подается команда на включение катушки 11 и соленоидом 10 обойма 5 перемещается в точку «в».
В крайнем переднем положении рабочей клети с валками 2 происходит поворот прокатываемой трубы 4 вместе с оправкой 3, а также волокодержателя 6 с волокой 7 в механизме калибрования, и клеть начинает двигаться обратно. При прохождении рабочей клети с валками 2 в крайнее заднее положение (точка «А») датчик 13 дает команду на обесточивание катушки 11. В исходном положении рабочей клети заканчиваются процессы прокатки и калибрования волочением.
Величина хода движения обоймы 5 (выдвижение соленоида 10) должна быть больше максимально возможной величины подачи заготовки.
Усилие выдвижения соленоида 10 должно соответствовать усилию калибрования волочением трубы 4 с максимальными параметрами диаметра и стенки для данного устройства и выбранной величине деформации по диаметру.
Предложенные способ изготовления труб и устройство для его осуществления позволяют обеспечить изготовление труб различной длины из труднодеформируемых материалов при любых углах поворота трубы при холодной пильгерной прокатке.
Кроме того предложенное решение позволяет увеличить срок службы калибров (при деформации 3%: для обычных труб в 4 раза, для прецизионных - в 8 раз), а следовательно, во столько же уменьшить количество перевалок, увеличить производительность за счет увеличения величины подачи заготовки и улучшить качество труб по наружной поверхности и диаметру.
Задний стол трубопрокатного стана
Стан холодной прокатки труб
Трехвалковая клеть стана холодной прокатки труб
Рабочая клеть стана холодной прокатки труб
Многоклетевой стан продольной прокатки
Стан холодной прокатки труб
Подшипник жидкостного трения для валков прокатных станов
Втулка-цапфа подшипника жидкостного трения валка прокатного стана
Щековая дробилка
Стан холодной прокатки труб
Устройство для центрирования и перемещения цилиндрических профилей
Устройство для термической резки труб

