Результат интеллектуальной деятельности: СПОСОБ РАСТОЧКИ КАЛИБРОВ ВАЛКОВ ТРЕХВАЛКОВОЙ КЛЕТИ ПРОДОЛЬНОЙ ПРОКАТКИ
Вид РИД
Изобретение
Изобретение относится к области трубопрокатного производства, а точнее к способу расточки калибров валков трехвалковой клети продольной прокатки, и наиболее эффективно может быть использовано при изготовлении калибров в клетях редукционных и калибровочных станов.
Известен способ расточки калибров валков трехвалковой клети продольной прокатки, см. книгу «Редукционные станы» В.П. Анисифоров, Л.С. Зельдович и др., изд-во «Металлургия», 1971 г., стр.173-174, включающий установку и крепление корпуса клети с валками на постаменте специального станка, обеспечивающего вращение валкам, и нарезание калибра шпинделем с резцом. Этот способ нашел применение практически на всех трубных заводах.
Недостатком известного способа расточки калибров валков трехвалковой клети продольной прокатки является неточность получаемого калибра, так как при его расточке не учитываются отклонения от номинальных размеров самой клети, а также дополнительные зазоры в различных местах сопряжении элементов клети, которые возникают при эксплуатации.
Известен также способ расточки калибров валков трехвалковой клети, см. патент РФ 2430801, кл. B21B 13/10, заявл. 16.06.2009 г., опубл. 10.10.2011 г., включающий крепление корпуса клети с валками на постаменте, установку технологических полуколец на боковые поверхности валков, смещение валков специальным механизмом навстречу друг другу до упора технологических полуколец и нарезание калибра. Возникающее при этом усилие распора на каждый валок выбирает имеющиеся зазоры.
Однако этот способ применим только в клетях с возможностью перемещения узлов валков посредством сложной системы рычагов, как это описано в упомянутом патенте, или посредством нажимных механизмов, установленных в корпусе клети.
Между тем все клети с регулируемым положением валков имеют пониженную жесткость за счет дополнительных элементов механизмов. Поэтому для получения качественного проката применяют нерегулируемые клети, в которых узлы валков смонтированы непосредственно в расточках жесткой станины.
Из известных наиболее близким по технической сущности является способ расточки калибров трехвалковой клети продольной прокатки, описанный в патенте ФРГ №3911930, кл. B21B 31/00, заявл. 12.04.89 г., опубл. 25.10.90 г.
Этот способ расточки калибров валков трехвалковой клети продольной прокатки содержит установку и крепление корпуса клети с валками на постаменте станка, вырезание на корпусе клети круговой канавки (базы), от которой после монтажа специальных эталонных валков с помощью приборов отсчитываются контрольные размеры, фиксирующие органические неточности, присущие данной клети. Эти контрольные размеры учитываются каждый раз при обработке на станке вновь установленных в клети валков. Затем осуществляют нарезание калибров при вращении валков.
Недостаток известного способа расточки калибров валков трехвалковой клети продольной прокатки заключается в том, что он не позволяет избежать при расточке ошибок, вызванных неизбежными зазорами, которые образуются как при исходном изготовлении клети в целом, так и в процессе эксплуатации валков из-за выработки различных сопряжений, что снижает точность расточки калибра.
Задача настоящего изобретения состоит в создании способа расточки калибров валков трехвалковой клети продольной прокатки, позволяющего повысить его точность и обеспечить в процессе расточки выборку зазоров, образованных как при изготовлении валков, так и при их эксплуатации.
Поставленная задача достигается тем, что в способе расточки калибров валков трехвалковой клети продольной прокатки, включающем установку и крепление корпуса клети с валками на постаменте станка и нарезание калибра при вращении валков, согласно изобретению, на корпусе клети закрепляют съемную опорную плиту с отверстием, не закрывающим калибр, в съемной опорной плите над стыком реборд валков с максимальным удалением от оси прокатки выполняют направляющие отверстия для размещения распорных стержней в виде клиньев с углом наклона, равным 0,2-0,3 радиана на одном конце, а к другому концу каждого распорного стержня прикладывают усилие, обеспечивая напряженное состояние, при котором осуществляют нарезание калибра.
Такое выполнение способа расточки калибров валков трехвалковой клети продольной прокатки позволяет повысить точность расточки калибров валков путем выборки всех зазоров, которые образованы как при изготовлении валков, так и в процессе эксплуатации из-за износа элементов сопряжения клети (сопряжение валок-вал, подушки, подшипники и так далее).
Это достигается тем, что при расточке калибра распорные стержни в виде клиньев на одном конце под действием усилия, действующего на их другие свободные концы, внедряются между валками клети и выбирают зазоры во всех сопряжениях, при этом валки устанавливаются в их рабочее положение при прокатке. В результате калибр после такой расточки получается точным, что повышает качество получаемых труб.
Угол наклона клиньев равен 0,2-0,3 радиана. При угле наклона клиньев менее 0,2 радиан происходит заклинивание, а при угле более 0,3 радиан потребуется увеличить усилие на опорные стержни, что приведет к износу клина и валков. Кроме того, усилие, прикладываемое к другому концу распорного стержня, определяется соотношением T>0,1G, где G - вес узла валка. При T<0,1G усилия будет не достаточно, чтобы выбрать все зазоры в клети.
Для пояснения изобретения ниже описан пример осуществления способа, со ссылками на прилагаемые чертежи, на которых:
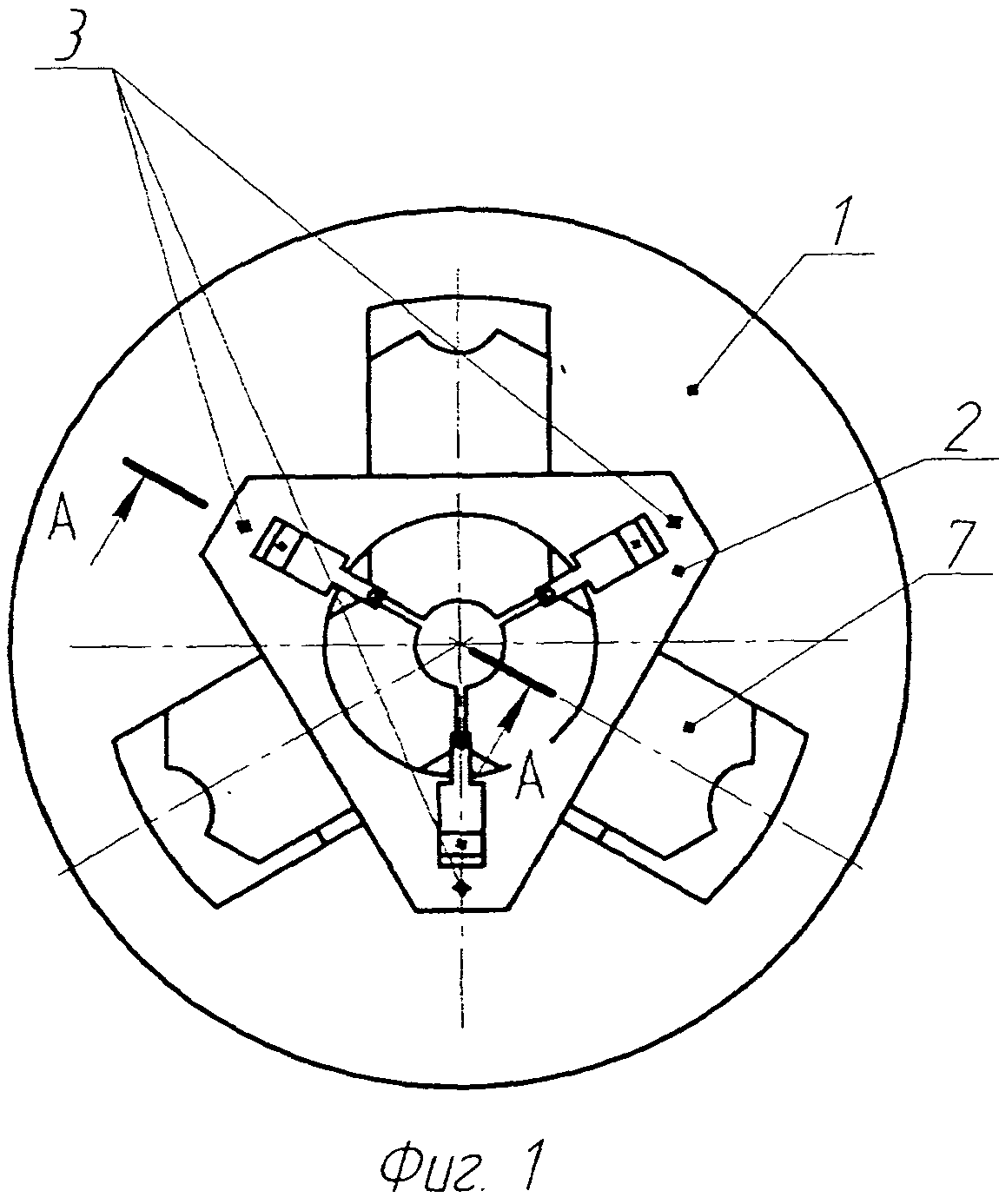
на фиг.1 изображена трехвалковая клеть продольной прокатки с закрепленной на ней съемной опорной плитой;
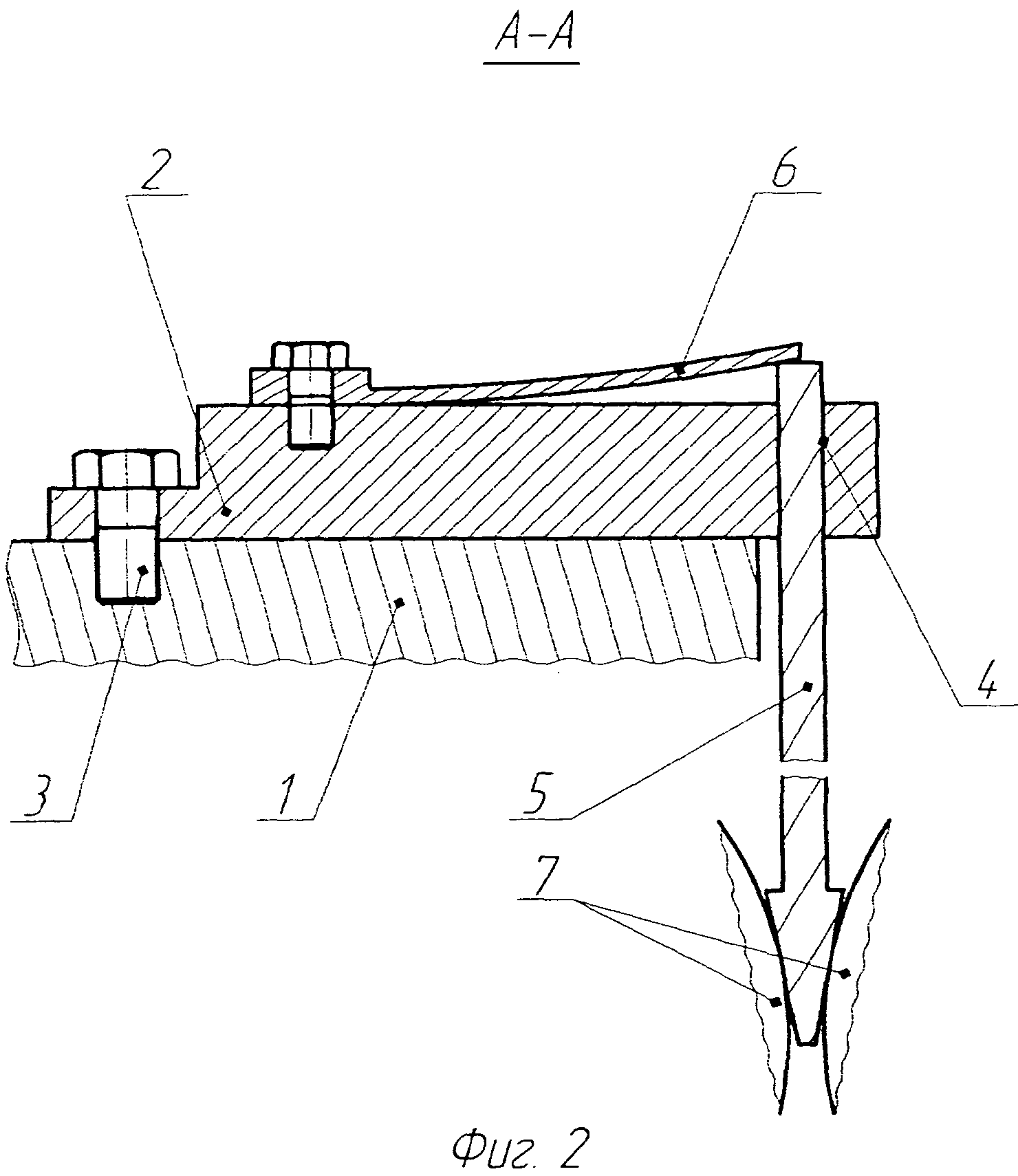
на фиг.2 - разрез А-А на фиг.1;
на фиг.3 - схема распределения усилий на реборды валков;
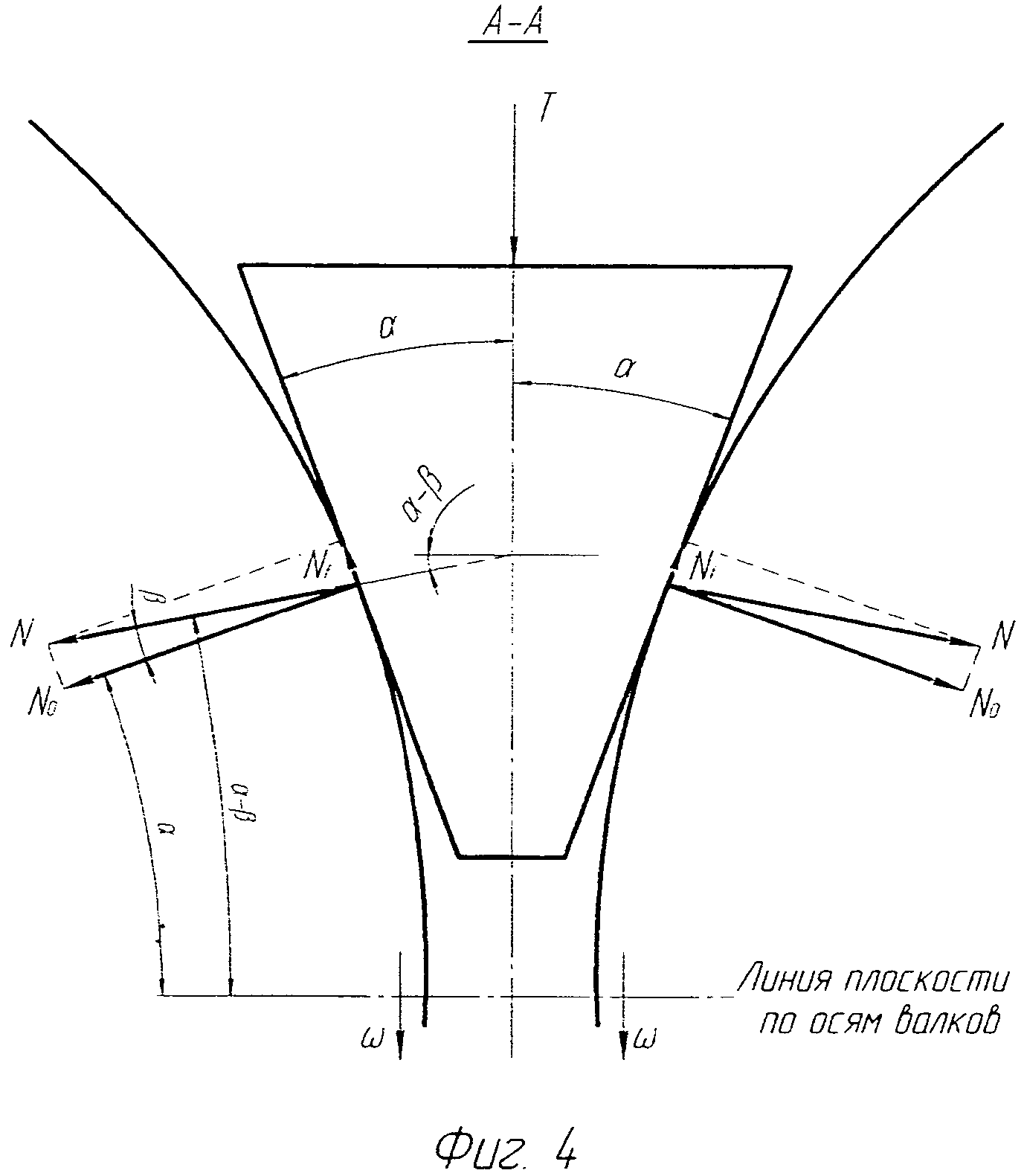
на фиг.4 - схема выбора оптимального угла наклона клина.
Способ расточки калибров валков трехвалковой клети продольной прокатки осуществляют следующим образом. Корпус 1 клети с валками устанавливают и закрепляют на специальном постаменте станка (не показан), при этом обеспечивают вращение валкам. На корпусе 1 клети закрепляют съемную опорную плиту 2, например, треугольной формы, болтами 3. Съемная опорная плита 2 имеет отверстие «а», не закрывающее калибр. В съемной опорной плите 2 над стыком реборд валков с максимальным удалением от оси прокатки, то есть по краю реборд, выполняют направляющие отверстия 4 для размещения распорных стержней 5. Стержни 5 имеют на одном конце форму клина с углом наклона, равным 0,2-0,3 радиана, которым стержни входят в зазор между ребордами валков. Другим концом стержни 5 выходят из направляющих отверстий 4 опорной плиты 2. На съемной опорной плите 2 закрепляют силовое средство 6, например, в виде упругого элемента, которое воздействует с усилием Т на свободный конец распорного стержня 5, создавая напряженное состояние, при котором осуществляют нарезание калибра валков, при этом усилие T>0,1G, где G - вес узла валка. Нарезание калибра осуществляют при вращении валков 7 с угловой скоростью ω.
Для определения оптимального угла наклона клина и усилия, действующего на клин, рассмотрим фиг.3, 4.
При действии осевой силы T усилие на реборду валка без учета трения в зоне контакта  , где α - угол наклона клина.
, где α - угол наклона клина.
Усилие на реборду валка с учетом трения

где β=arctg f, α - угол наклона клина в радианах, f - коэффициент трения, при этом знак плюс при вращении валков навстречу клина, знак минус при вращении валков по ходу клина.
Рассматривая последний вариант как оптимальный, заключаем, что угол клина не может быть меньше коэффициента трения, так как это означает заклинивание системы, но в то же самое время он не должен на много превосходить это значение. При коэффициенте трения сталь-латунь или сталь-сталь со смазкой f=0,15-0,18, оптимальный угол α≈0,2-0,3.
Усилие подъема валка

На фиг.3 схематично показаны усилия N, действующие на реборды валков. Учитывая, что валки в клети расположены под углом 120°, то проекция усилия на направление поджатия валка направлена под углом 30°.
Из формул (1), (2) следует, что угол α не может быть излишне большим, так как для подъема узла валка потребуется увеличить усилие T, соответственно силу N, то есть силу давления на реборду валков, а следовательно, и контактные напряжения, что будет способствовать ускоренному износу клина и увеличивать момент вращения валков в процессе обработки калибра.
Предложенный способ расточки калибров валков трехвалковой клети продольной прокатки по сравнению с известными позволяет повысить точность калибра путем выборки всех зазоров, которые образованы как при изготовлении клети, так и в процессе эксплуатации.
Способ расточки калибров валков трехвалковой клети продольной прокатки, включающий установку и крепление корпуса клети с валками на постаменте станка и нарезание калибра в процессе вращения валков, отличающийся тем, что на корпусе клети закрепляют съемную опорную плиту с отверстием, не закрывающим калибр, в съемной опорной плите над стыком реборд валков на максимальном удалении от оси прокатки выполняют направляющие отверстия, в которых размещают распорные стержни, один конец которых выполнен в виде клина с углом наклона, равным 0,2-0,3 радиана, при этом к другому концу каждого распорного стержня прикладывают усилие с обеспечением напряженного состояния валков, при котором осуществляют нарезание калибра.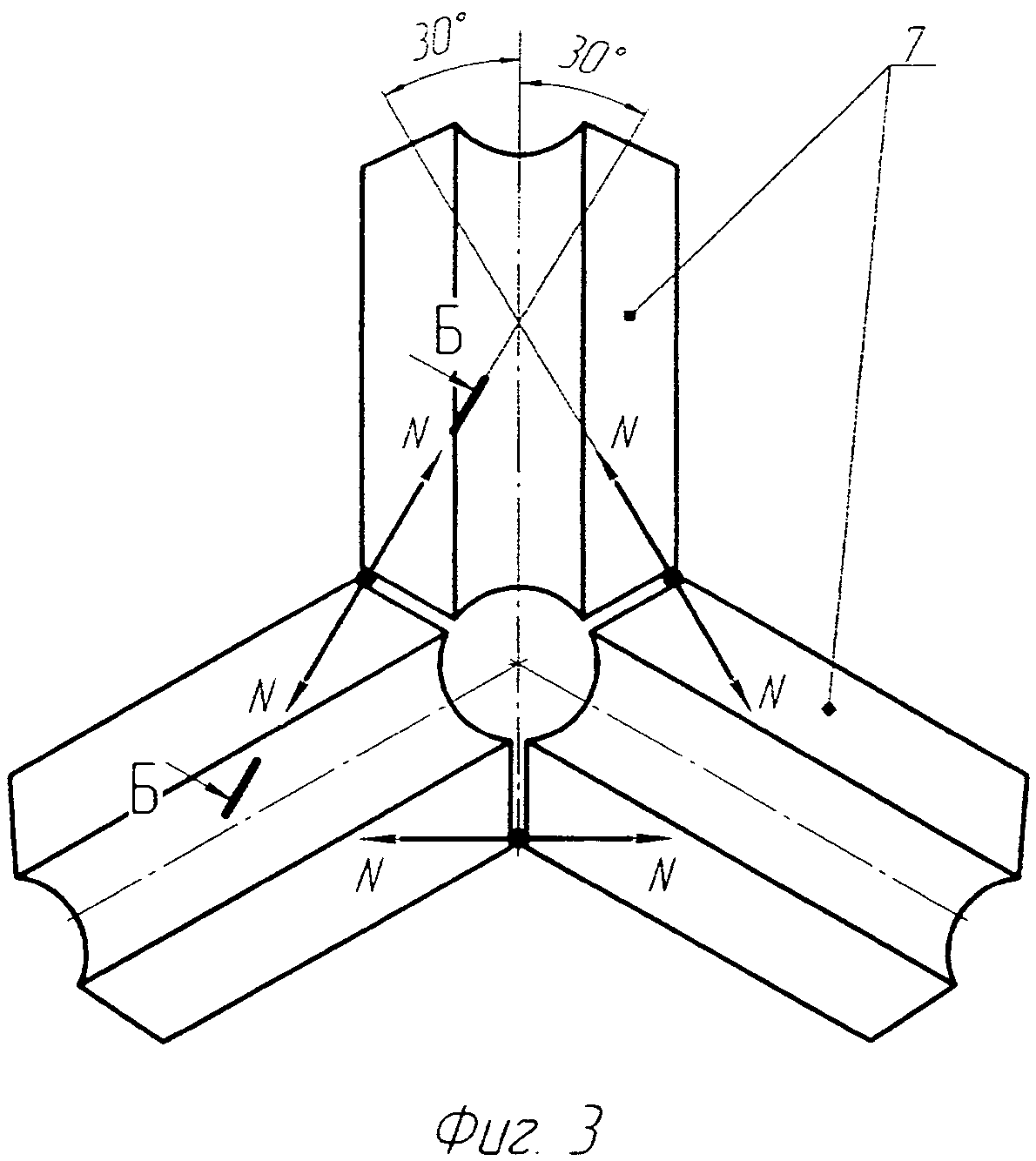
Стан холодной прокатки труб
Устройство для центрирования и перемещения цилиндрических профилей
Устройство для термической резки труб
Трехвалковая клеть стана продольной прокатки и способ перевалки валков трехвалковой клети стана продольной прокатки
Дробилка для резания блоков губчатого титана
Стан для сборки и сварки прямошовных труб из двух полуцилиндров
Клапан горячего дутья доменных воздухонагревателей
Оправка для холодной пилигримовой прокатки
Устройство для поперечного перемещения реек зубчато-реечного привода валков рабочей клети стана холодной прокатки труб
Сварочная клеть для сборки и сварки труб конечной длины
Подшипник жидкостного трения для валков прокатных станов
Втулка-цапфа подшипника жидкостного трения валка прокатного стана
Щековая дробилка
Стан холодной прокатки труб
Устройство для центрирования и перемещения цилиндрических профилей
Устройство для термической резки труб
Стан для сборки и сварки прямошовных труб из двух полуцилиндров

