Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛООБМЕННИКА ИЗ АУСТЕНИТНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ
Вид РИД
Изобретение
Изобретение относится к металлургии, в частности к термической обработке аустенитной нержавеющей стали, и может быть использовано при изготовлении внутренних оболочек теплообменников, полученных методом ротационного выдавливания с последующей механической обработкой, а именно блока сопла камеры сгорания жидкостного ракетного двигателя.
Известен способ изготовления и термической обработки котировочных зеркал из аустенитной нержавеющей стали, включающий механическую обработку заготовок, обработку холодом, пластическую деформацию, шлифование, повторную обработку холодом, деформацию и доводку (Патент РФ №2038388 C1, 27.06.1995 - аналог).
Недостатком такого способа является необходимость предварительно проводить охлаждение заготовок из сталей 09Х18Н10Т и 12Х18Н10Т в течение 4-5 минут в жидком азоте при - 196°C при степени деформации 55-65%, с последующим немедленным старением при 400-420°C.
Техническим результатом, на достижение которого направлено данное изобретение, является создание способа изготовления оболочки теплообменника из аустенитной нержавеющей стали, который улучшит условия для механической обработки аустенитной нержавеющей стали, например 12Х18Н10Т, и обеспечит необходимые геометрические размеры и состояние поверхности охлаждающих каналов блока сопла камеры сгорания.
Данный технический результат достигается с помощью способа изготовления оболочки теплообменника из аустенитной нержавеющей стали, включающий формообразование оболочки методом ротационного выдавливания за четыре перехода. Затем проводят термическую обработку после каждого перехода. Выполняют механическую обработку оболочки фрезерованием с образованием в ней охлаждающих каналов.
При этом после третьего и четвертого переходов проводят механический наклеп со степенью де4юрмации 38,0% и 45,0% соответственно. Термическую обработку в виде рекристаллизационного отжига осуществляют при температуре 780°C-800°C в течение 30 минут.
Одним из наиболее прогрессивных технологических процессов получения деталей типа конусообразных оболочек является ротационное выдавливание (Гредитор М.А. Давильные работы и ротационное выдавливание. М., «Машиностроение», 1971, с.15-37).
Изготовление оболочки блока сопла камеры сгорания выполняют на стане ХТРВ-2500 и предусматривает четыре перехода (фиг.1).
При выполнении первого (I) и второго переходов (II) обкаткой происходит изменение формы заготовки без существенного изменения толщины материала со степенью деформации 6,0%.
Выполнение формообразования ротационным выдавливанием сопровождается утонением заготовки после третьего (III) перехода с 16 мм до 10 мм (степень деформации 38,0%) и после четвертого (IV) с 10 мм до 5,5 мм (степень деформации 45,0%).
Термическая обработка после каждого перехода формообразования проводилась по режиму: закалка при температуре 1050°C в течение 30 минут с охлаждением на воздухе (Сорокин В.Г., Волосникова А.В., Вяткин С.А. и др. Марочник сталей и сплавов. М.: Машиностроение, 1989, с.524-525).
На окончательно готовой оболочке вдоль образующей фрезеруют охлаждающие каналы переменной толщины с ребрами, которые должны иметь стабильные размеры и постоянный шаг между ребрами.
В связи с высокой пластичностью стали в процессе механической обработки происходит ее наволакивание на режущий инструмент и поверхность каналов, что приводит к уменьшению сечения каналов, утонению ребер и изменению шага между ребрами. При сборке отверстия в коллекторе не совпадают с пазами между ребрами, что может привести к неравномерному охлаждению блока сопла. Уменьшение сечения приводит к образованию запаев в каналах в процессе пайки с потерей охлаждения на этих участках.
Металлографическое исследование заготовок после различных переходов производилось на образцах, вырезанных вдоль и поперек образующей непосредственно после операции раскатки и после термической обработки при температуре 1050°C в течение 30 минут.
После первого и второго перехода значительного изменения величины зерна и структуры по отношению к исходному состоянию не обнаружено. После третьего перехода, вследствие значительной степени деформации имеет место искажение формы зерен, а после четвертого исчезает четкая граница между зернами.
После отжига по режиму: температура 1050°C, в течение 30 минут происходит полная рекристаллизация стали с ростом зерен аустенита до размеров соответствующих исходному состоянию.
При ротационном выдавливании в качестве исходной заготовки используют лист толщиной 16,0 мм. По результатам обработки данных проверки 10 плавок средним уровень механических свойств составляет: предел прочности σв=63,2 кгс/мм2, предел текучести σ0,2=39,6 кгс/мм2, относительное удлинение δ=49,2%.
Определение механических свойств заготовок после каждого из четырех переходов проводилось на шести продольных и поперечных образцах, вырезанных вдоль и поперек образующей оболочки непосредственно после операции обкатки и после термической обработки. После третьего и четвертого переходов, при деформации 38,0% и 45,0% соответственно, наблюдается значительный рост предела прочности и предела текучести при снижении пластичности.
Термообработка при температуре 1050°C в течение 30 минут с охлаждением на воздухе восстанавливает уровень свойств, который был до ротационного выдавливания. Данные по результатам испытаний приведены в таблице №1.
С целью определения оптимального режима отжига для проведения последующей механической обработки было проведено исследование изменения структуры и механических свойств материала оболочки стали 12Х18Н10Т после III и IV переходов с последующим отжигом при температурах 200°C, 300°C, 400°C, 500°C, 600°C, 700°C, 800°C, 900°C, 1000°C, 1100°C, 1200°C в течение 30 минут с охлаждением на воздухе. Данные по изменению предела прочности, предела текучести и относительного удлинения в зависимости от температуры после раскатки без термообработки приведены в таблице №2.
При отжиге в интервале температур 700°C-800°C наблюдается снижение предела прочности, предела текучести и повышение пластичности до уровня, необходимого для проведения механической обработки оболочки с обеспечением необходимых геометрических размеров и состояния поверхности.
К числу показателей механических свойств, оказывающих в первую очередь влияние на сопротивление материала деформированию относятся предел прочности, предел текучести и относительное удлинение (Давыдов Ю.П. и Покровский Г.В. Листовая штамповка легированных сталей и сплавов. Оборонгиз 1962, с.9).
Для обеспечения достаточных условий при обработке резанием оболочки из стали 12Х18Н10Т, также большое значение имеют отношение предела прочности к пределу текучести σв/σ0,2 и относительное удлинение 5. При степени деформации 38,0% и 45,0% после отжига 800°C в течение 30 минут отношение предела прочности к пределу текучести составляет соответственно 1,65 и 1,72, в то время как после отжига 1050°C в течение 30 минут оно находится в пределах от 2,0 до 2,25 (таблица №3).
Методом высокотемпературной рентгенографии на дифрактометре ДРОН 1,5 изучалось изменение линии кристаллической решетки аустенита в интервале температур от 200°C до 1000°C и было установлено, что первичная рекристаллизация стали 12Х18Н10Т, подвергнутой ротационному выдавливанию с деформацией от 38,0% до 45,0%, начинается при температуре 700°C и завершается при 800°C.
Такие же результаты были получены при исследовании структурного состояния стали 12Х18Н10Т в зависимости от температуры отжига. Установлено, что первичная рекристаллизация начинается при температуре 780°C (Кайбышев О.А., Гордиенко С.Г. Сверхпластичность стали Х18Н10Т. МиТОМ №4, 1973, с.66-67).
В работе Костыкова О.С. «Закономерность формирования фазового состава и текстуры в аустенитных и малоуглеродистых сталях при прокате и листовой штамповке» (Диссертация, 2001 г.) была определена закономерность формирования фазового состава и текстуры аустенитных сталей при прокате и установлено, что основным резервом для улучшения условий проката и повышения штампуемости является структурный фактор. Пластическая деформация аустенитной стали в этих условиях происходит с образованием мартенсита. Однако при таких условиях деформации отжиг при 600°C-700°C сопровождается обратным мартенситным превращением и возвращением уровня механических свойств к исходному состоянию.
Пластическая деформация при механическом наклепе, который имеет место при ротационном выдавливании, приводит к торможению мартенситного превращения в не распавшемся аустените.
В работах Г.В Курдюмова и О.П. Максимовой, А.Н. Никоноровой «Проблемы металловедения и физики металлов» (Сб.5, Металлургиздат, 1958, с.41) было показано, что малые степени деформации активизируют превращение, а большие тормозят его. Так в стали с 0,05% C; 17,25% Cr; 9,16% Ni (деформация при 100°C) при -125°C в недеформированном состоянии и после деформации 17,0% образуется 2,7% и менее одного процента мартенсита соответственно. Нагрев выше 400°C уменьшает напряжения второго рода. В интервале 400°C -600°C тормозящий эффект наклепа еще не снимается и только нагрев до 800°C растормаживает этот процесс и устраняет напряжения второго рода.
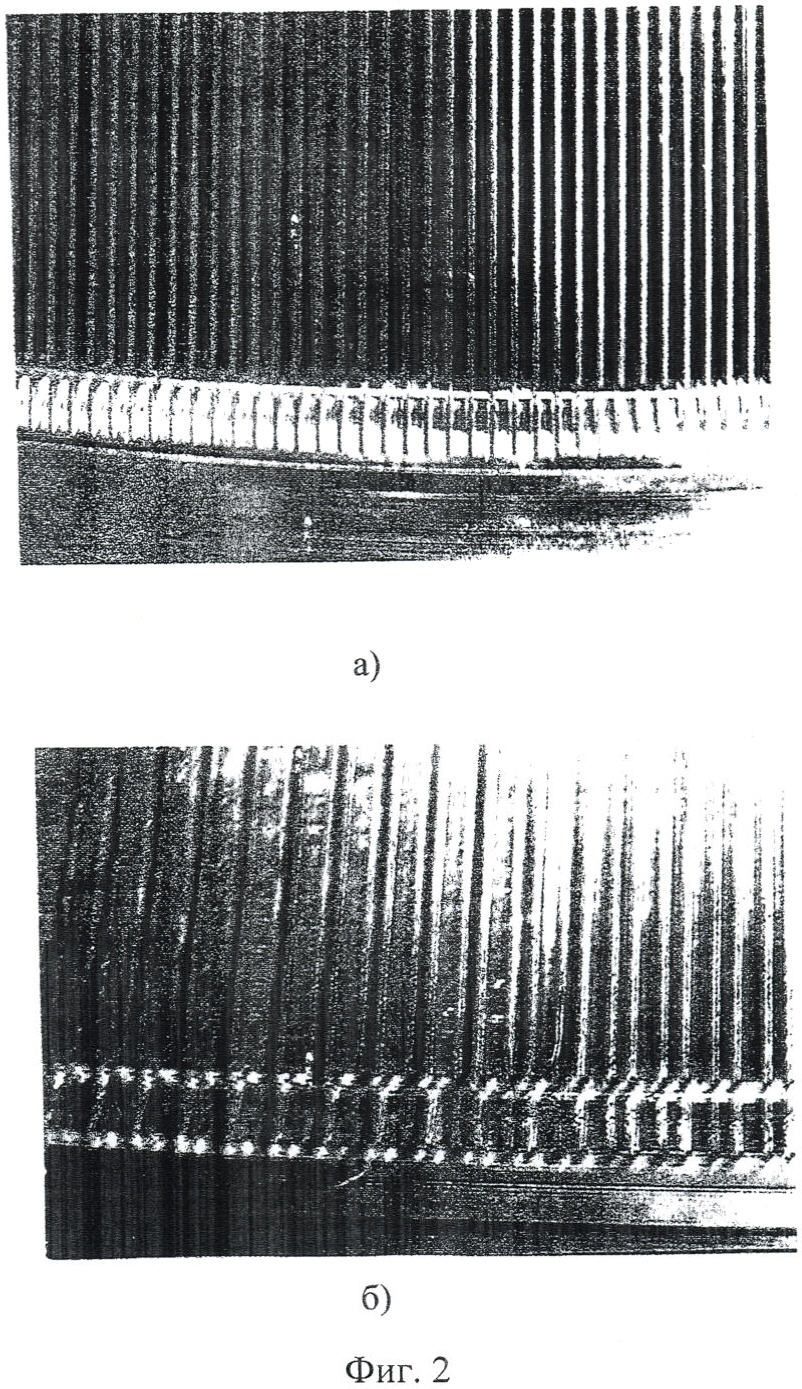
Состояние поверхности и формирование охлаждающих каналов при фрезеровании после отжига при температуре 800°C и 1050°C представлено на фиг.2а и б соответственно.
Изменение шага между ребрами после выполнения отжига при температуре 800°C в течение 30 минут находится в пределах допуска от 0,2 мм до 0,85 мм. Статистический анализ разношаговости в зависимости от температуры отжига представлен на фиг.3 (1 - при температуре 1050°C, 2 - при температуре отжига 800°C).
Таким образом, установлен режим термической обработки оболочки теплообменника из аустенитной нержавеющей стали, например 12Х18Н10Т, полученной ротационным выдавливанием, который обеспечивает проведение механической обработки с выполнением необходимых геометрии и состояния поверхности охлаждающих каналов в блоке сопла камеры сгорания.
|














































В таблице приведены минимальные, максимальные и средние значения результатов испытаний шести образцов.
|
|









Секционная крупногабаритная матрица для калибровки взрывом
Способ смягчающей термической обработки изделий из стали аустенитно-мартенситного класса марки 07х16н6
Способ изготовления форм для литья по выплавляемым моделям
Способ фрезерования крупногабаритных нежестких оживальных оболочек сопел жидкостных ракетных двигателей (жрд)
Способ изготовления шаробаллона
Способ изготовления сопла жидкостного ракетного двигателя оживальной формы (варианты)
Способ изготовления толстостенной крупногабаритной оболочки оживальной формы из материалов с интенсивным упрочнением
Комплекс обеспечения радиосвязи с использованием беспилотного летательного аппарата (бпла) на территории с разрушенной инфраструктурой связи в зонах стихийного бедствия и чрезвычайных ситуаций
Ножевой штамп для вырезки деталей из толстостенной резины
Способ управления беспилотным летательным аппаратом
Способ передачи информации и устройство для его осуществления
Многофункциональный мобильный комплекс обеспечения потребителей мониторинговой информацией (мкопми)
Способ передачи телеметрической информации, адаптированный к неравномерности потока данных телеизмерений, и система для его осуществления
Способ передачи информации и система для его осуществления
Секционная крупногабаритная матрица для калибровки взрывом
Низкотемпературный термостат
Способ смягчающей термической обработки изделий из стали аустенитно-мартенситного класса марки 07х16н6
Система опознавания транспортных средств
Устройство для очистки поверхностей изделий
Способ изготовления форм для литья по выплавляемым моделям

