Результат интеллектуальной деятельности: СЕКЦИОННАЯ КРУПНОГАБАРИТНАЯ МАТРИЦА ДЛЯ КАЛИБРОВКИ ВЗРЫВОМ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении сопел камер сгорания жидкостных ракетных двигателей и других оболочек.
Современное производство сопел камер сгорания жидкостных ракетных двигателей базируется на технологии калибровки взрывом пакетов оболочек.
Технология калибровки взрывом позволяет отказаться от ручных медницких работ, существенно снизить трудоемкость. Известно, что штамповка и калибровка взрывом наиболее эффективны с ростом габаритов калибруемых деталей. Сопла современных жидкостных ракетных двигателей достигают габаритов диаметром 2000-2500 мм и длины более 2000 мм. Вес цельной матрицы для взрыва достигает 25-30 т. Отливка таких заготовок сложного профиля требует уникального оборудования для литья и механической обработки. Поэтому современные матрицы для калибровки взрывом изготавливают из секций, упрочняя их мощными бандажами. Бандажи напрессовывают с натягом и нагревом, что позволяет отчасти разгрузить матрицу при взрыве за счет стягивающих усилий бандажа. Ведь заряд бризантного взрывчатого вещества достигает 1 кг. Матрица должна выдерживать значительные динамические нагрузки. Материал матрицы должен быть плотным, так как между поверхностью матрицы и заготовкой создается вакуум, обеспечивающий точность профиля. Изготовление матрицы из секций облегчает отливку секций и их механическую обработку, но требует такого соединения секций, чтобы они не сдвигались относительно друг друга и не теряли герметичность соединения. С ростом габаритов оболочек более 1500 мм по диаметру и высоте сложность изготовления матриц возрастает. Применение секционных матриц вместо цельных позволяет обойтись без уникального оборудования для штамповки, литья заготовок весом более 20 тонн, печей для термообработки, а также значительно уменьшает расход инструментальной стали, снижает трудоемкость изготовления матриц.
Известен способ изготовления матриц для крупногабаритных изделий из секций (В.Т.Мещерин. «Атлас схем. Листовая штамповка». Машиностроение, 1975 г., с.11), где для скрепления секций между собой используют болтовое соединение.
Однако при изготовлении секционных крупногабаритных матриц между собой болтовым соединением появляются проблемы. В крупногабаритных матрицах для калибровки взрывом, изготовленных из секций, соединенных между собой болтовым соединением, секции могут разойтись в момент импульсных нагрузок. Конструкция секционных матриц для взрыва должна обеспечить плотное соединение секций между собой в осевом и диаметральном направлениях.
Матрица для калибровки взрывом из секций должна быть такой, чтобы при необходимых рабочих нагрузках процесса калибровки взрывом стыки секций, соединенные болтовым соединением, оставались плотно прижатыми друг к другу и не происходило затекание металла заготовки между ними. Для обеспечения герметичности в стыки ставится жгут из вакуумной резины в специальную канавку.
Предлагаемое техническое решение позволяет достичь плотного прилегания стыков и избежать затекания металла между стыками при рабочих нагрузках калибровки взрывом.
Технический результат изобретения достигается с помощью секционной крупногабаритной матрицы для калибровки взрывом, которая состоит из секций, закрепленных между собой болтовым соединением. При этом плоскость стыка секций выполнена на пояске, образованном конусным поднутрением на одной из секций, имеющем высоту конуса не более 0,1 мм и вершину, направленную в сторону рабочей поверхности матрицы.
Изобретение поясняется чертежами.
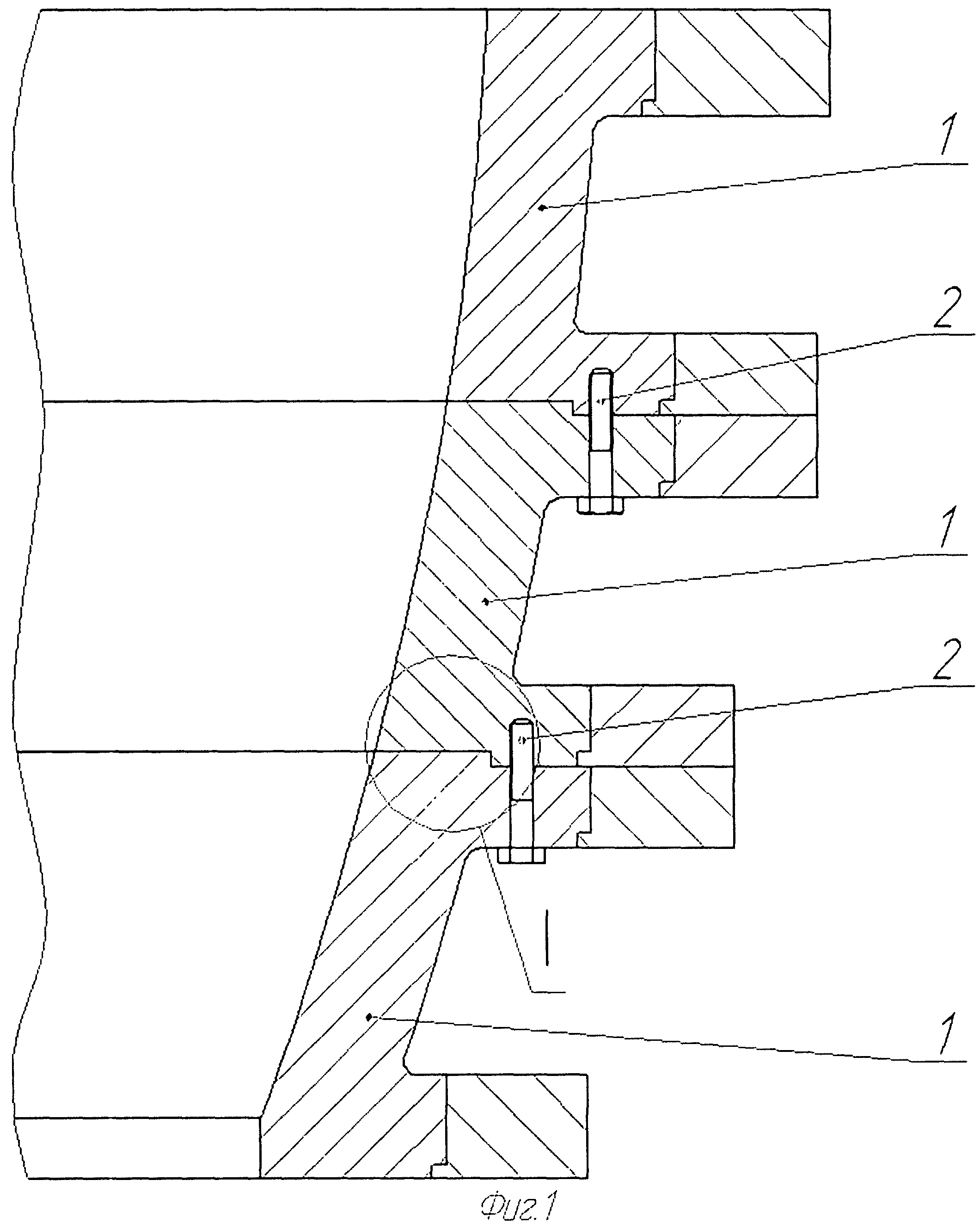
На фиг.1 - секционная крупногабаритная матрица для калибровки взрывом в разрезе; на фиг.2 - фрагмент I - область стыка секций крупногабаритной матрицы для калибровки взрывом в разрезе.
Предлагаемая конструкция состоит, например, из 3-х секций 1, которые имеют одинаково выполненные стыковочные места и закреплены между собой болтовым соединением 2. В зоне стыка секций (фрагменты I) плоскость стыка секций выполнена на пояске 3 шириной А, за счет конусного поднутрения на одной из секций. Ширина А равна 10 мм. Высота конуса В равна 0,05-0,1 мм. За счет конусного поднутрения, обеспечивается плотное соединение секций в рабочем состоянии в осевом направлении. В диаметральном направлении плотное соединение секций оправ обеспечивается за счет прессовой посадки с натягом. Экспериментальные работы показали, что матрица во время штамповки взрывом имеет рабочий температурный диапазон, не выходящий за рамки 35°С, поэтому исходный диаметральный натяг сохраняется и при рабочем процессе. Процесс калибровки взрывом происходит в бассейне с водой.
При затяжке болтового соединения возникают усилия на стыке за счет конусности, и это обеспечивает плотное соединение секций в рабочем состоянии в осевом направлении. Напряжения сборки воздействует не на всю плоскость разъема, а на поясок шириной 10 мм. Благодаря конусу и меньшей площади стыка соединение секций получается плотным, прочным и главное не ослабевает со временем. Поясок шириной 10 мм необходим, так как рабочую поверхность матрицы периодически обновляют (протачивают), удаляя различные поверхностные дефекты, возникающие при рабочем процессе. Поэтому ширина рабочего пояска постепенно уменьшается, увеличивая удельное давление, и стягивание секций возрастает, стык остается прочным.
Стык секций крупногабаритных матриц для калибровки взрывом, выполненный на пояске за счет конусного поднутрения одной из секций с высотой конуса не более 0,1 мм, позволяет достичь плотного прилегания секций друг к другу в осевом направлении и избежать затекания металла между секциями при рабочих нагрузках процесса калибровки взрывом. Плотное соединение стыков секций матрицы достигается за счет прессовой посадки с натягом, величина которой обеспечивает сохранение натяга в рабочем состоянии.
Секционная крупногабаритная матрица для калибровки взрывом, состоящая из секций, закрепленных между собой по плоскости стыка болтовым соединением, отличающаяся тем, что плоскость стыка секций выполнена на пояске, образованном конусным поднутрением на одной из секций, имеющим высоту не более 0,1 мм и вершину, направленную в сторону рабочей поверхности матрицы.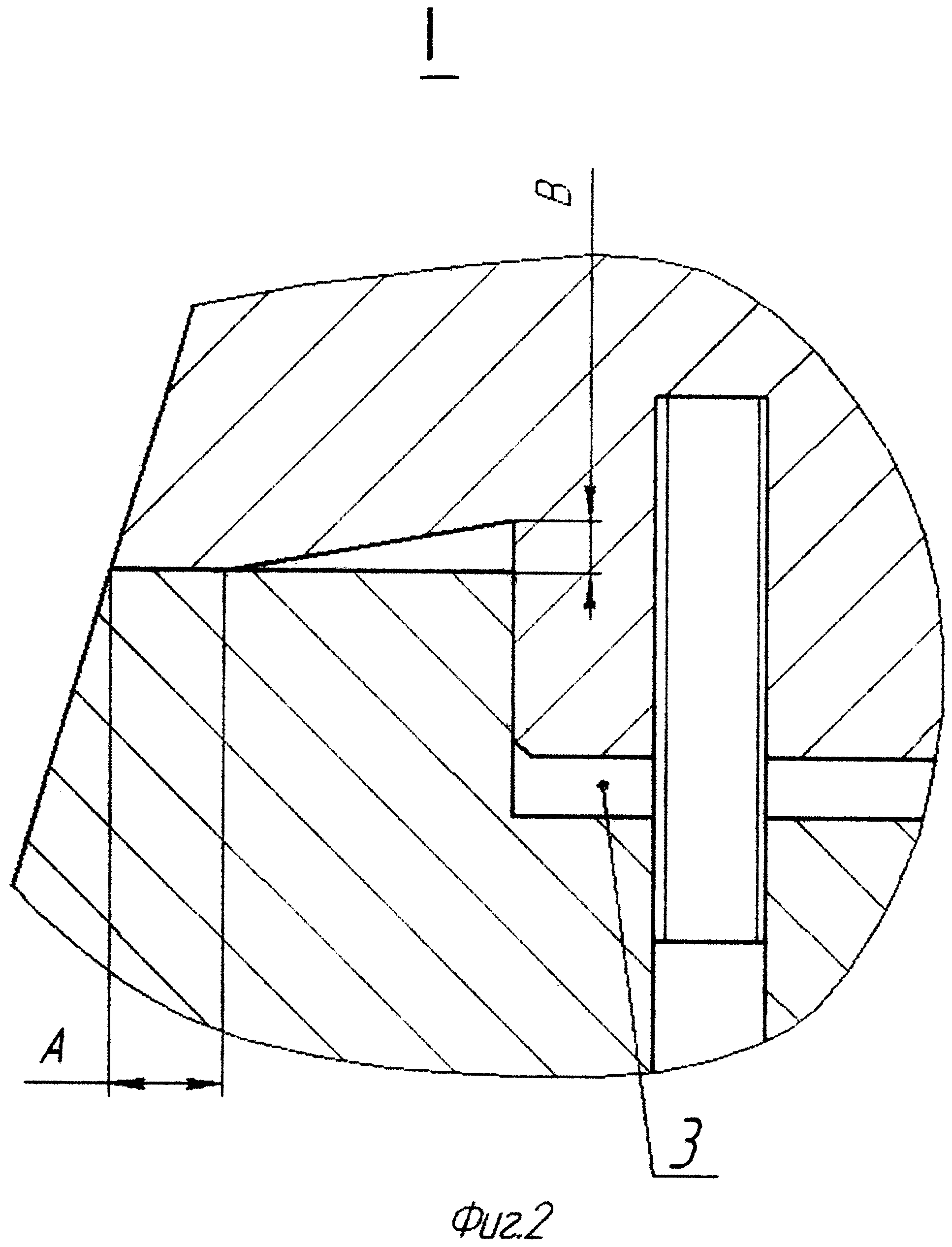
Способ изготовления оболочки теплообменника из аустенитной нержавеющей стали
Способ фрезерования крупногабаритных нежестких оживальных оболочек сопел жидкостных ракетных двигателей (жрд)
Способ изготовления шаробаллона
Способ изготовления сопла жидкостного ракетного двигателя оживальной формы (варианты)
Ножевой штамп для вырезки деталей из толстостенной резины
Способ изготовления внутренней оболочки сопла камеры сгорания жидкостного ракетного двигателя (жрд)
Способ формообразования пакета крупногабаритных эквидистантных оболочек оживальной формы
Способ электронно-лучевой сварки кольцевых соединений титановых сплавов
Способ передачи информации и устройство для его осуществления
Многофункциональный мобильный комплекс обеспечения потребителей мониторинговой информацией (мкопми)
Способ передачи телеметрической информации, адаптированный к неравномерности потока данных телеизмерений, и система для его осуществления
Способ передачи информации и система для его осуществления
Низкотемпературный термостат
Способ смягчающей термической обработки изделий из стали аустенитно-мартенситного класса марки 07х16н6
Система опознавания транспортных средств
Способ изготовления оболочки теплообменника из аустенитной нержавеющей стали
Устройство для очистки поверхностей изделий
Способ изготовления форм для литья по выплавляемым моделям

