Результат интеллектуальной деятельности: УСТАНОВКА ДЛЯ СТРУЙНО-АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ
Вид РИД
Изобретение
Изобретение относится к области обработки материалов струей абразива, а именно к установкам для пневмоабразивной обработки деталей в закрытых технологических камерах периодического действия.
Известно устройство для дробеструйной обработки деталей, включающее корпус с камерой сжатия с расположенным внутри нее подпружиненным поршнем, резервуар для сбора дроби с заборным рукавом, насадок и трубопровода для подвода транспортирующего газа и уравнивания давления, дозирующего устройства, трубопровода подачи в зону обработки дроби (патент на изобретение RU 2166424, МПК В24С 5/00; опубл. 10.05.2001).
Недостатком описанного устройства является сложность конструкции, высокая себестоимость.
Известна дробеструйная установка пневматического действия, содержащая камеру обработки с форсункой эжективного типа, средство крепления детали с механизмом вращения (патент на изобретение RU 2051780, МПК В24С 3/08; опубл. 10.01.1996).
К недостаткам описанной установки относят ограниченные функциональные возможности.
Известна установка для струйно-абразивной обработки, содержащая герметичную камеру, образованную бункером с фильтром и крышкой-кожухом, закрепленным на подставке, сопловый аппарат и приспособления для размещения обрабатываемых деталей (патент на полезную модель RU 30651, МПК В24С 3/00; опубл. 10.07.2003).
К недостаткам описанной установки, принятой в качестве прототипа, относятся: отсутствие возможности автоматического управления процессом обработки и ограничение зоны видимости обрабатываемой поверхности, невозможность применения абразива различной зернистости.
Изобретение решает задачу обработки деталей сложных геометрических форм с высоким качеством.
Это достигается тем, что установка для струйно-абразивной обработки деталей, состоящая из герметичной камеры, образованной корпусом и крышкой, распылительным пистолетом, один рукав которого помещен в емкость для сбора абразива, другой - соединен с блоком подготовки воздуха, согласно изобретению, дополнительно содержит персональный компьютер (ПК) и два датчика для передачи на ПК данных о процессе обработки, механический привод для перемещения распылительного пистолета в продольном и поперечном направлении относительно заготовки, установленной в зажиме, согласно заданным программой параметрам, вытяжки для удаления частиц пыли с целью облегчения визуального контроля процесса обработки. Распылительный пистолет снабжен сменными соплами для применения абразива различной зернистости.
Изобретение поясняется чертежами.
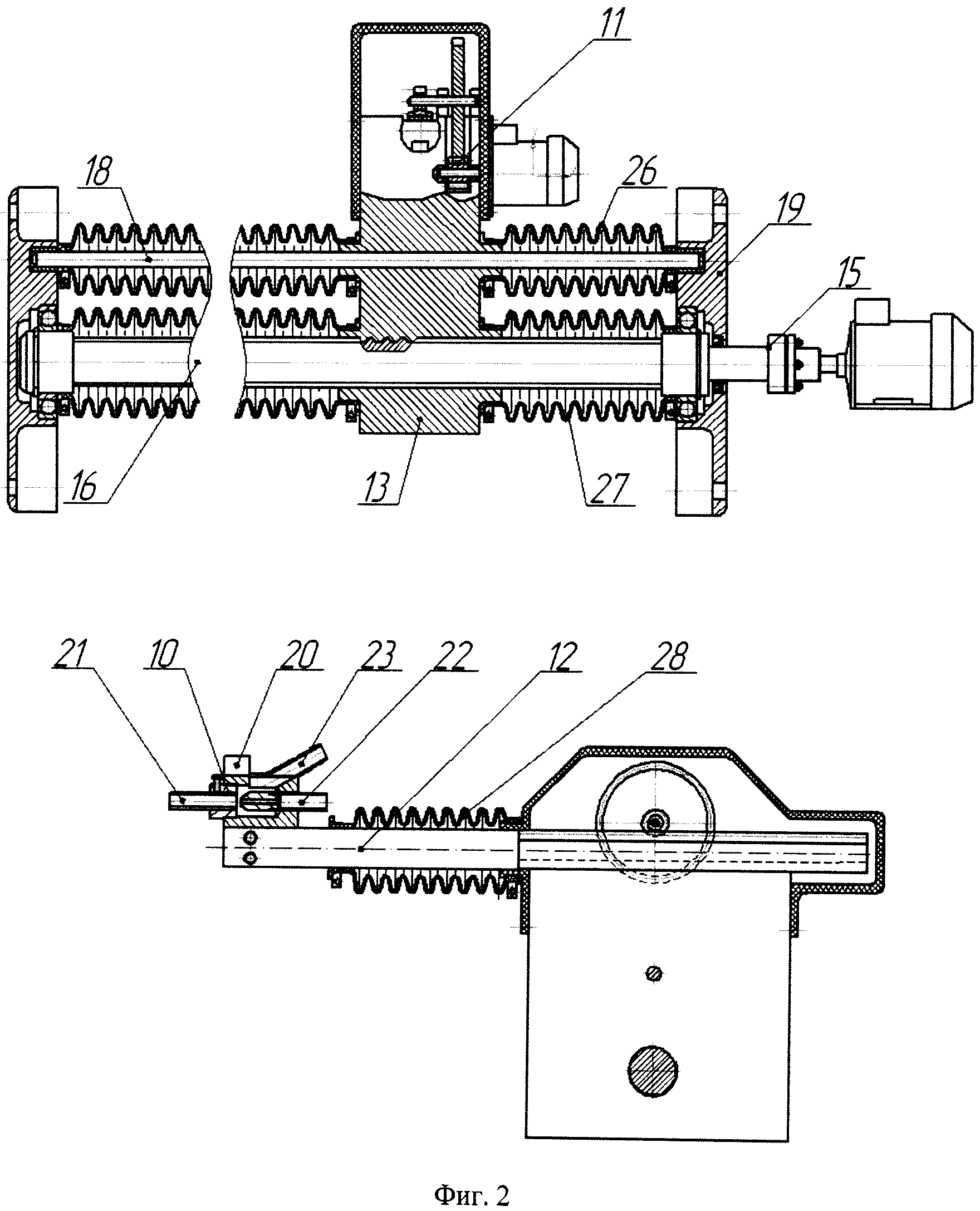
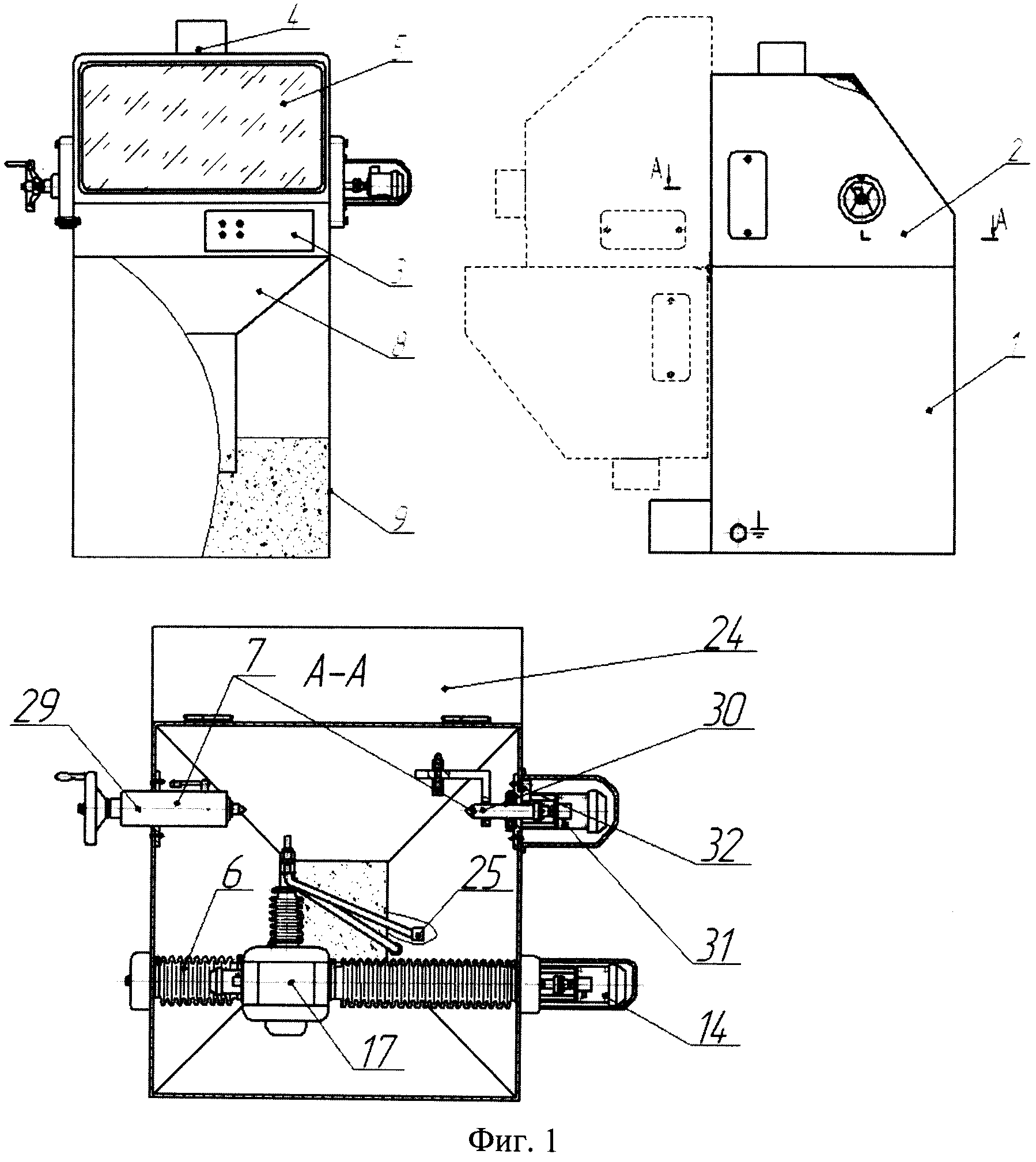
На фиг.1 изображены три вида установки для струйно-абразивной обработки: главный вид, вид слева и разрез А-А вида сверху. На фиг.2 изображен привод распылительного пистолета.
Установка для струйно-абразивной обработки состоит из герметичной камеры, образованной корпусом 1 и крышкой 2, блока управления 3, вытяжки 4, смотрового стекла 5, привода распылительного пистолета 6, зажима 7 для детали. Внутри корпуса 1 размещена воронка 8 для сбора абразивного материала, а также емкость 9 для абразива. Привод распылительного пистолета 6 представляет собой механизм перемещения распылительного пистолета 10 в продольном и поперечном направлении. Движение в поперечном направлении обеспечивает редуктор 11 совместно с валом поперечного привода 12, установленные в корпус каретки 13. В продольном направлении от электропривода 14, вращающий момент через предохранительную муфту 15 передается на ходовой винт 16, который перемещает каретку 17 по направляющей 18. Конец ходового винта и направляющей устанавливаются на подшипниковых опорах в крышке 19. Распылительный пистолет 10, закрепленный на валу поперечного привода 12, имеет лазерный датчик 20 для измерения расстояния от заготовки до пистолета, сменные сопла 21, рукав 22 подвода абразива и рукав 23 подвода воздуха, соединенный с блоком подготовки воздуха 24 через электромагнитный пневмоклапан 25, позволяющий регулировать давление подаваемого воздуха. Вал поперечного привода 12, ходовой винт 16, направляющая 18 защищены от попадания частиц абразива резиновыми гофрированными кожухами 26, 27, 28. Зажим 7 для закрепления обрабатываемой детали состоит из упора 29, поводкового патрона 30 и электрического привода 31 с датчиком частоты вращения 32.
Установка работает следующим образом. Поднимается крышка 2. В емкость 9 через воронку 8 засыпают абразив. В зажим 7 устанавливают обрабатываемую деталь. Крышка 2 закрывается. В зависимости от обрабатываемой детали в ПК вводятся ее чертеж и параметры обработки: частота вращения детали, подача абразива, расстояние от заготовки до пистолета, скорость перемещения пистолета вдоль заготовки. С ПК сигнал передается на исполнительные механизмы: привод распылительного пистолета 6, блок подготовки воздуха 24, электрический привод 31. Начинается процесс обработки, в ходе которого с лазерного датчика 20, и датчика частоты вращения 32 непрерывно поступает информация на ПК, где она обрабатывается и при необходимости корректируется. После чего вновь подается сигнал на исполнительные механизмы: привод 6, блок подготовки воздуха 24, электрический привод 31. Данный цикл продолжается до завершения процесса обработки. В ходе обработки распылительный пистолет 10 перемещается в продольном направлении ходовым винтом 16, и в поперечном благодаря редуктору 11. Подача абразива осуществляется следующим образом. По рукаву 23 подается воздух от блока подготовки воздуха 24 к распылительному пистолету 10, вследствие чего происходит эжекция абразива по рукаву 22 и подача через пистолет на обрабатываемую деталь. После абразив, ударяясь о стенки воронки 8, попадает в емкость 9. Частицы пыли, образующиеся в процессе обработки, удаляются из камеры вытяжкой 4, благодаря чему оператор беспрепятственно контролирует процесс обработки через смотровое стекло 5.
Способ комбинированного упрочнения поверхностей деталей
Предохранительное устройство почвообрабатывающего орудия
Устройство для нанесения теплоизолирующего покрытия
Стенд для испытания предохранительных механизмов почвообрабатывающих орудий и изучения влияния ударных нагрузок на навесные механизмы тракторов
Антифрикационная прессованная древесина для изготовления деталей трения
Светофор
Устройство для бесчокерной трелевки леса
Корнеподрезчик
Площадкоделатель
Пожарный грунтомет-полосопрокладыватель
Износостойкий чугун
Способ получения сорбента
Плот
Способ получения модифицированной древесины
Конусный классификатор
Способ транспортного освоения лесосырьевых баз
Механизм поворота колонны стрелового манипулятора
Устройство для прессования древесины
Предохранительное устройство почвообрабатывающего орудия
Устройство для нанесения теплоизолирующего покрытия

