Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ-ЭЛЕКТРОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Предлагаемое изобретение относится к области специальной электрометаллургии и может быть использовано для выплавки слитков тугоплавких высокореакционных металлов и сплавов, преимущественно титановых, применяемых в аэрокосмической технике и судостроении.
В настоящее время для изготовления слитков из высокореакционных металлов и сплавов, например титановых, широко используются способы гарнисажной плавки. При гарнисажной плавке достигается равновесный химический состав, металл рафинируется от газовых и летучих примесей, а нерасплавившиеся компоненты шихты и случайные включения, имеющие более высокую плотность и температуру плавления по отношению к основному металлу, оседают на дно жидкой ванны и «вмерзают» в донный гарнисаж и, поэтому, не попадают в отливаемый слиток. Для устранения усадочной пористости, полученной после гарнисажной плавки, следующий переплав производят в вакуумной дуговой печи. При последующем переплаве слитка в вакуумной дуговой печи особое значение имеет конструкция крепления расходуемого электрода к электрододержателю, обеспечивающая достаточную прочность и надежный электрический контакт по сопрягаемой поверхности.
Наиболее распространенным креплением расходуемого электрода к электрододержателю является крепление за сформированный токарным способом конический хвостовик, обеспечивающий по конической поверхности центровку и надежный электрический контакт. Поэтому к размерам хвостовика предъявляются повышенные требования по точности изготовления и качеству поверхности, обусловленные тем, что в зоне контакта конических поверхностей хвостовика и зажима электрододержателя реализуются существенные усилия зажима при прохождении тока, достигающего силы 70 кА. Неплотное прилегание поверхностей вследствие неточности изготовления или несоответствующего качества поверхности могут привести к перегреву и разрушению данного узла. Кроме того, смещение электрода в электрододержателе может привести к перемещению дуги на стенку кристаллизатора и возникновению аварийной ситуации в процессе плавки.
Известен способ получения слитков двойным дуговым переплавом, в котором при первом переплаве в гарнисажной печи осуществляют переплав шихты и гарнисажа - расходуемого электрода с последующим сливом расплава в изложницу. (Александров В.К. и др. Плавка и литье титановых сплавов, - М.: Металлургия, 1994 г., стр.224-230). При этом получают слиток-электрод цилиндрического сечения с плоским торцом, используемый для последующего переплава в вакуумной дуговой печи. Для чего к плоскому торцу полученного слитка-электрода приваривают огарок, закрепляемый на электрододержателе вакуумной дуговой печи, а затем полученный электрод расплавляют на плоский поддон медного охлаждаемого кристаллизатора.
Недостатками известного способа является наличие приварки полученного в гарнисажной печи слитка-электрода к расходуемому огарку, имеющему цилиндрическую часть, которая приваривается к торцу слитка-электрода, и конический хвостовик, предназначенный для механического закрепления и надежного электрического контакта с электрододержателем в процессе вакуумного дугового переплава. В процессе приварки образуются дефектные химические включения в виде натеков, спекшихся брызг, хлоридов, которыми загрязняется огарок, печь, а, следовательно, и выплавляемый в печи слиток. Зона сварного шва химически неоднородна с основным металлом и является источником загрязнения выплавляемого слитка.
Известен способ получения слитков, включающий получение при первом переплаве в гарнисажной печи расплава и формирование из него в изложнице цилиндрического слитка-электрода, состоящего из цилиндрической части и хвостовика (Патент РФ №2263721, 2003 г.) - прототип.
Недостатком известного способа является необходимость проведения дополнительной операции механической обработки хвостовика, выполненного в виде обратного конуса, с удалением литейных уклонов и получением противоположной конусности хвостовика, что уменьшает выход годного металла, увеличивает трудоемкость процесса и требует точной зацентровки полученного слитка-электрода с целью исключения смещения обработанного хвостовика при дальнейшей плавке в вакуумной дуговой печи.
Известна вакуумная дуговая гарнисажная печь для получения слитков-электродов, содержащая рабочую камеру, электрододержатель, медный охлаждаемый тигель и кристаллизатор с плоским поддоном, на верхней рабочей стороне поддона выполнено центральное углубление по форме и размерам хвостовой части оборотного огарка (Патент РФ №2360014, 2009 г.) - прототип.
В известной печи возможно получение хвостовика в виде обратного усеченного конуса, однако получение хвостовика необходимой конфигурации в виде прямого усеченного конуса с наличием конструктивных элементов в известной печи невозможно.
Целью предлагаемого изобретения является повышение эффективности способа получения слитков-электродов с однородными по химическому составу и бездефектными хвостовиками в донной части, а также разработка устройства для осуществления этого способа.
Единым техническим результатом, достигаемым при осуществлении изобретения, является снижение затрат на изготовление слитков-электродов за счет уменьшения трудоемкости и повышения выхода годного металла.
Указанный технический результат достигается тем, что в способе получения слитков-электродов из тугоплавких и высокореакционных металлов и сплавов в вакуумной дуговой гарнисажной печи, включающем получение при первом переплаве в гарнисажной печи расплава и формирование из него слитка-электрода, состоящего из цилиндрической части и хвостовика в донной части, для последующего переплава в вакуумной дуговой печи, согласно изобретению слиток формируют с хвостовиком на донном торце в виде прямого усеченного конуса в полости, половина которой образована внутренней полостью, выполненной на рабочей поверхности вставки, размещенной в центральном отверстии рабочей поверхности поддона, а вторая половина полости образована внутренней полостью съемной формы, установленной на рабочей поверхности вставки, при этом обратную сторону вставки выполняют в виде конического выступа, по форме и размерам аналогичного захвату электрододержателя вакуумной дуговой печи. Израсходованный огарок слитка-электрода извлекают из вставки и съемной формы и используют в шихте при переплаве в вакуумной дуговой гарнисажной печи. Кроме того, на боковой наружной поверхности съемной формы, вставки и на внутренней поверхности центрального отверстия поддона выполняют сопряженный конический участок.
Также указанный технический результат достигается тем, что в устройстве для осуществления способа, содержащем поддон изложницы гарнисажной печи, согласно изобретению поддон дополнительно оснащен центральной вставкой, на рабочей поверхности которой установлена съемная форма с выполненной внутренней полостью в виде половины прямого усеченного конуса, образующей половину хвостовика отливаемого слитка, а на рабочей поверхности вставки выполнена внутренняя полость, образующая другую половину хвостовика отливаемого слитка, при этом обратная сторона вставки выполнена в виде конического выступа, по форме и размерам аналогичного зажиму электрододержателя вакуумной дуговой печи. На конической внутренней поверхности полости съемной формы выполнен, по крайней мере, один фиксирующий паз.
Сущность изобретения заключается в следующем.
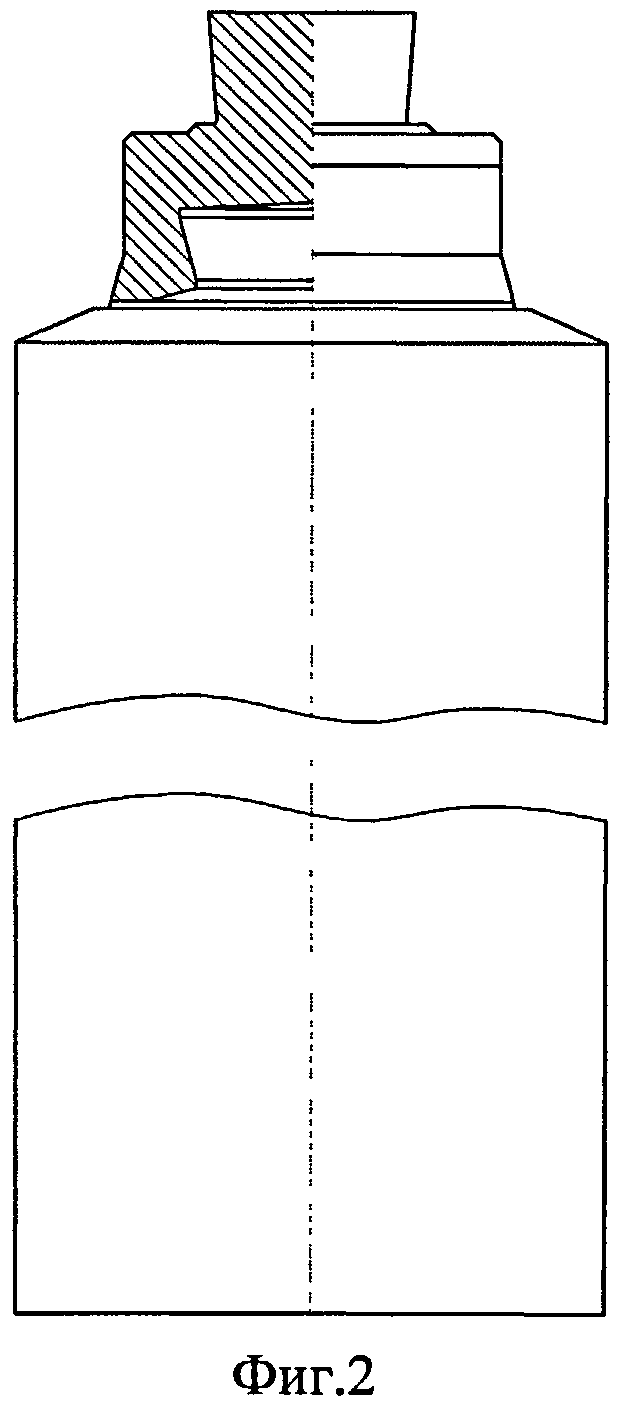
Способ реализуется с помощью устройства, изображенного на фиг.1, где приведен общий вид устройства.
В центральном отверстии поддона 1, пристыкованного снизу к кристаллизатору 2 в гарнисажной печи размещают вставку 3. На рабочую поверхность вставки устанавливают съемную форму 4. Для крепления съемной формы к вставке возможно использование болтовых соединений 5. В съемной форме выполнена половина полости хвостовика 6 слитка-электрода, формирующегося при кристаллизации, а вторая половина полости хвостовика выполнена на рабочей поверхности вставки. Для удобства центрирования вставки и поддона, а также герметизации зазора между ними, на боковой наружной поверхности разъемной формы, вставки и на внутренней поверхности центрального отверстия поддона выполняют сопряженный конический участок 7. Обратная сторона вставки выполнена в виде цельного конического выступа 8, по форме и размерам соответствующего креплению в электрододержателе вакуумной дуговой печи при последующем переплаве. В целях предотвращения проворачивания полученного слитка при возникновении необходимости последующей доработки его механическим способом между переплавами, в полости разъемной формы могут быть выполнены фиксирующие пазы 9, заливаемые расплавом.
Способ реализуется следующим образом.
Способ используют при выплавке слитков двойным или более переплавами. Перед первой плавкой в гарнисажной печи в центральное отверстие поддона устанавливают цилиндрическую вставку, к рабочей поверхности которой при помощи болтовых соединений прикреплена разъемная в вертикальной плоскости форма, а обратная сторона вставки выполнена с присоединительными размерами, соответствующими электрододержателю вакуумной дуговой печи. Одна половина полости хвостовика в виде прямого усеченного конуса выполнена в разъемной форме, а вторая половина полости хвостовика выполнена на рабочей поверхности вставки. Полость хвостовика предназначена для заливки в нее расплава металла и удержания слитка-электрода при последующем переплаве в вакуумной дуговой печи. При сливе расплав заполняет полость хвостовика, а затем цилиндрическую часть кристаллизатора, образуя слиток-электрод. После окончания процесса плавки охлажденный слиток-электрод извлекают из изложницы вместе со вставкой. После извлечения остывшего слитка-электрода из кристаллизатора отпадает необходимость в его механической обработке для получения формы и размеров, соответствующих креплению слитка в электрододержателе при следующем переплаве в вакуумной дуговой печи. Механическая обработка может потребоваться только в единичных случаях для удаления так называемой «короны», образованной брызгами расплава в верхней части слитка. При обработке токарным способом целесообразно зажим слитка производить за наружную поверхность хвостовика, которая выполнена соосно со слитком. В целях предотвращения проворачивания слитка от сил резанья в хвостовике могут быть выполнены фиксирующие пазы, заливаемые расплавом.
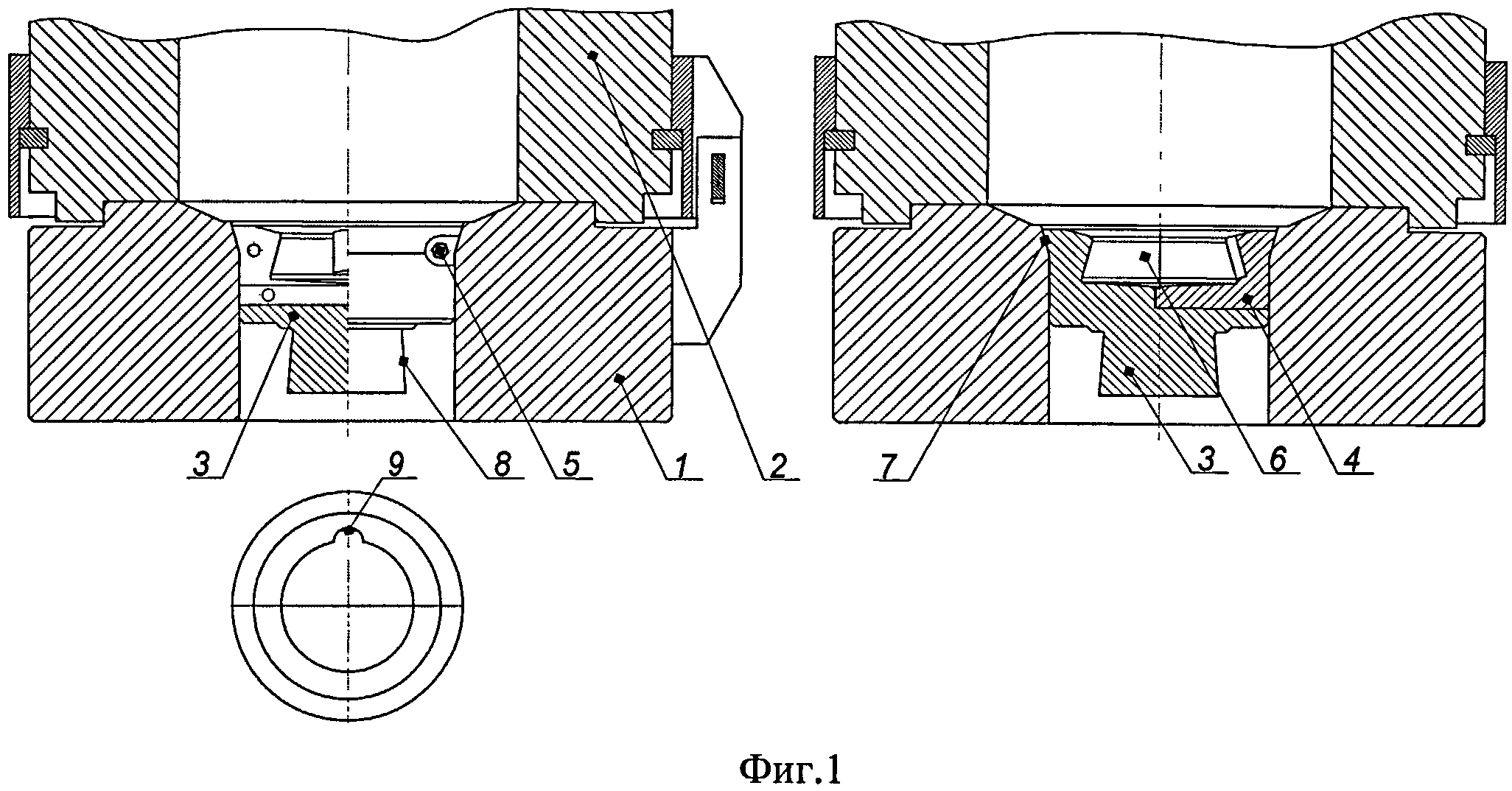
На обратной поверхности вставки имеется цельный конический выступ. Присоединительные размеры выступа соответствуют повышенным требованиям по точности к размерам зажима электрододержателя печи. Поверхность конического выступа вставки во время слива расплава защищена от воздействия брызг, поэтому качество поверхности также соответствует предъявляемым требованиям при многократном использовании. Полученный слиток-электрод готов к использованию в печи вакуумного дугового переплава, см. фиг.2, где приведен общий вид слитка-электрода в разрезе, полученного в вакуумной дуговой гарнисажной печи с использованием предлагаемого изобретения. Слиток-электрод устанавливается коническим выступом в зажим электрододержателя печи вакуумного дугового переплава, при этом в общем технологическом цикле исключаются трудоемкие операции по вакуумированию печи и приварке огарка. Слиток-электрод сплавляется до нужной длины, оставляя небольшой цилиндрический участок до хвостовика. Сплавленный слиток-электрод извлекается из печи, затем при демонтаже съемной формы из него извлекается оставшийся огарок слитка-электрода, который используют в шихте при переплаве в вакуумной дуговой гарнисажной печи. Вставку с установленной на ней съемной формой вновь размещают в поддоне гарнисажной печи для получения следующего слитка-электрода.
Промышленную применимость предлагаемого изобретения подтверждает следующий пример конкретного выполнения.
Шихту из титанового сплава 6A1-4V для изготовления продукции авиакосмического назначения загружали в медный охлаждаемый тигель гарнисажной печи ДТВГ-4ПФ. В печь устанавливали изложницу с кристаллизатором ⌀ 690 мм и поддоном с выполненным центральным отверстием. В центральное отверстие поддона устанавливали вставку, на рабочую поверхность которой прикрепляли съемную форму. Обратная сторона вставки выполнена с коническим выступом, размеры которого соответствовали захвату электрододержателя вакуумной дуговой печи. В результате плавления, приготовления расплава, слива расплава в изложницу и расстыковки кристаллизатора, поддона и съемной формы был получен слиток-электрод ⌀ 672 мм, содержащий вставку с готовым коническим выступом для установки в электрододержатель вакуумной дуговой печи. Размеры слитка-электрода соответствовали заданным требованиям. Далее слиток-электрод закрепили на электрододержателе печи для второго переплава и произвели плавку в вакуумной дуговой печи ДТВ 8,7-Г10 в кристаллизатор диаметром 770 мм. Полученный слиток был механически обработан на диаметр 740 мм и проконтролирован методом ультразвукового контроля. В процессе ультразвукового контроля слитка дефектов не выявлено. Качество полученных слитков и изготовленных из них полуфабрикатов полностью удовлетворяет требованиям действующих технических условий. С оставшегося после переплава огарка демонтировали вставку посредством разборки съемной формы. Огарок использовали в шихте при дальнейшем переплаве в гарнисажной печи. Съемную форму прикрепили к вставке, собранную вставку повторно использовали при последующих плавках.
Таким образом, предлагаемое изобретение позволяет уменьшить трудоемкость изготовления слитков и повысить выход годного металла.
Вибрационный грохот для рассева материала пористой неоднородной формы
Устройство для контроля металлотермической реакции восстановления титана
Способ подготовки карналлитового сырья к процессу электролитического получения магния и хлора
Устройство для резки блока тугоплавкого металла
Способ переработки карналлитовой пыли из циклонов печи кипящего слоя
Способ обезвоживания карналлитового сырья в трехкамерной печи кипящего слоя
Способ вырезки контура металлических изделий
Способ определения содержания водорода в алюминиевых сплавах
Способ изготовления холоднодеформируемых труб из двухфазных сплавов на основе титана
Способ изготовления промежуточных заготовок из (α+β)-титановых сплавов
Заготовка для высокопрочных крепежных изделий, выполненная из деформируемого титанового сплава, и способ ее изготовления

