Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОЙ СВАРНОЙ ЗАГОТОВКИ ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ АВТОМОБИЛЯ
Вид РИД
Изобретение
Изобретение относится к сварке, а именно к изготовлению листовых сварных заготовок для получения из них методами холодней штамповки корпусных деталей, в том числе деталей кузова автомобиля.
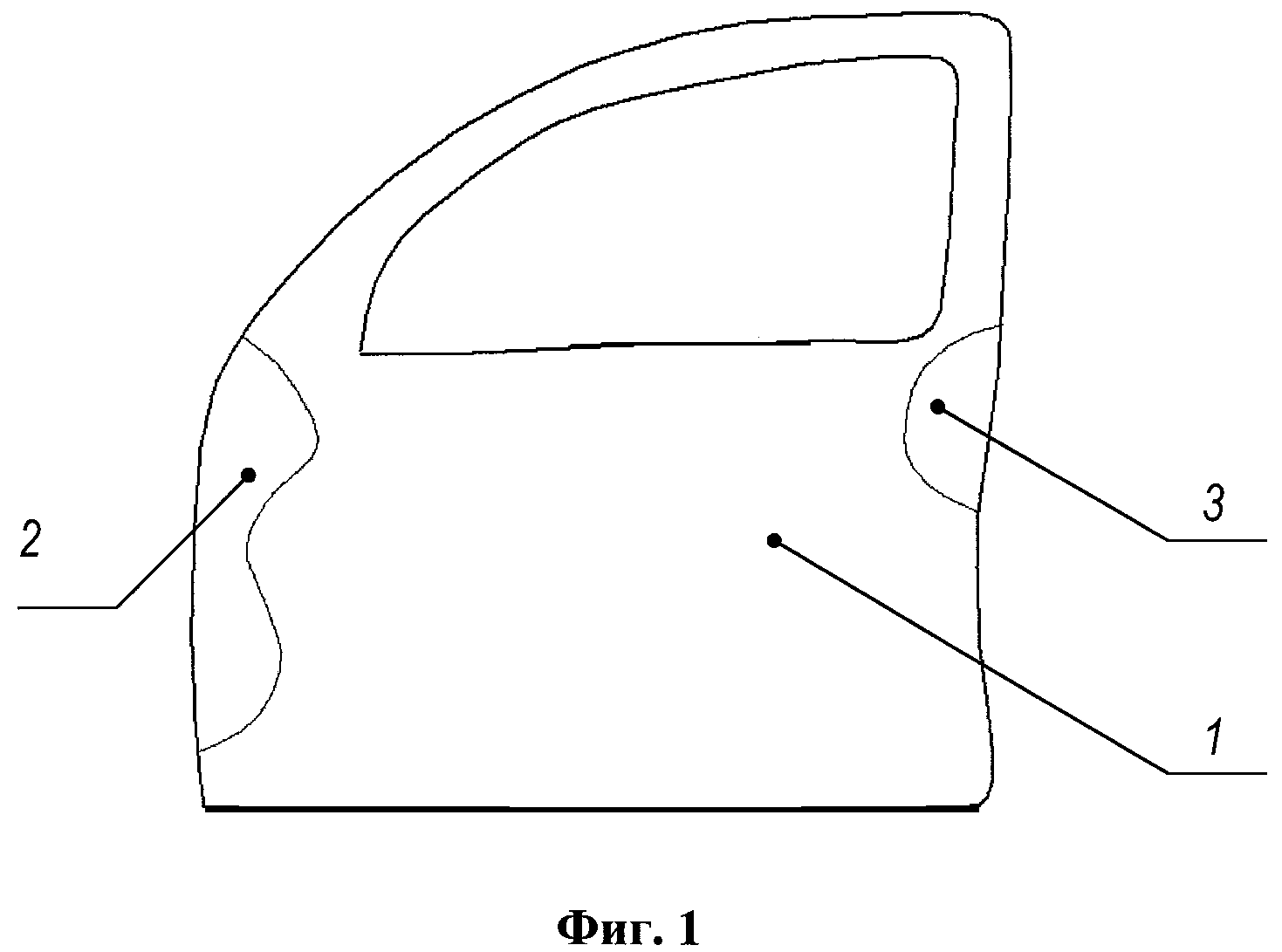
Известен способ получения листовой сварной заготовки (ЛСЗ) из листа, ленты или полосы для штамповки внутренней панели автомобиля (фиг.1), заключающийся в предварительном проведении виртуального прочностного расчета, по которому определяют наиболее нагруженные зоны - 2, 3 внутренней панели двери 1 автомобиля, требующие увеличения толщины или прочности материала, далее производят раскрой листовой стали из материала, проектируют ЛСЗ, проверяют штампуемость детали из ЛСЗ с указанными участками и получают заготовку, соединяя сваркой данные листы (патент ЕР №1149719, Информационные материалы ф. «ThyssenKrupp Tailored Blanks» 07/2003 г., с.6, 16). Недостатком данного способа является неудовлетворительная штампуемость в наиболее нагруженных зонах детали (зоны петель двери), что приводит к увеличению брака, повышенному расходу материала, а в конечном итоге - к увеличению массы детали.
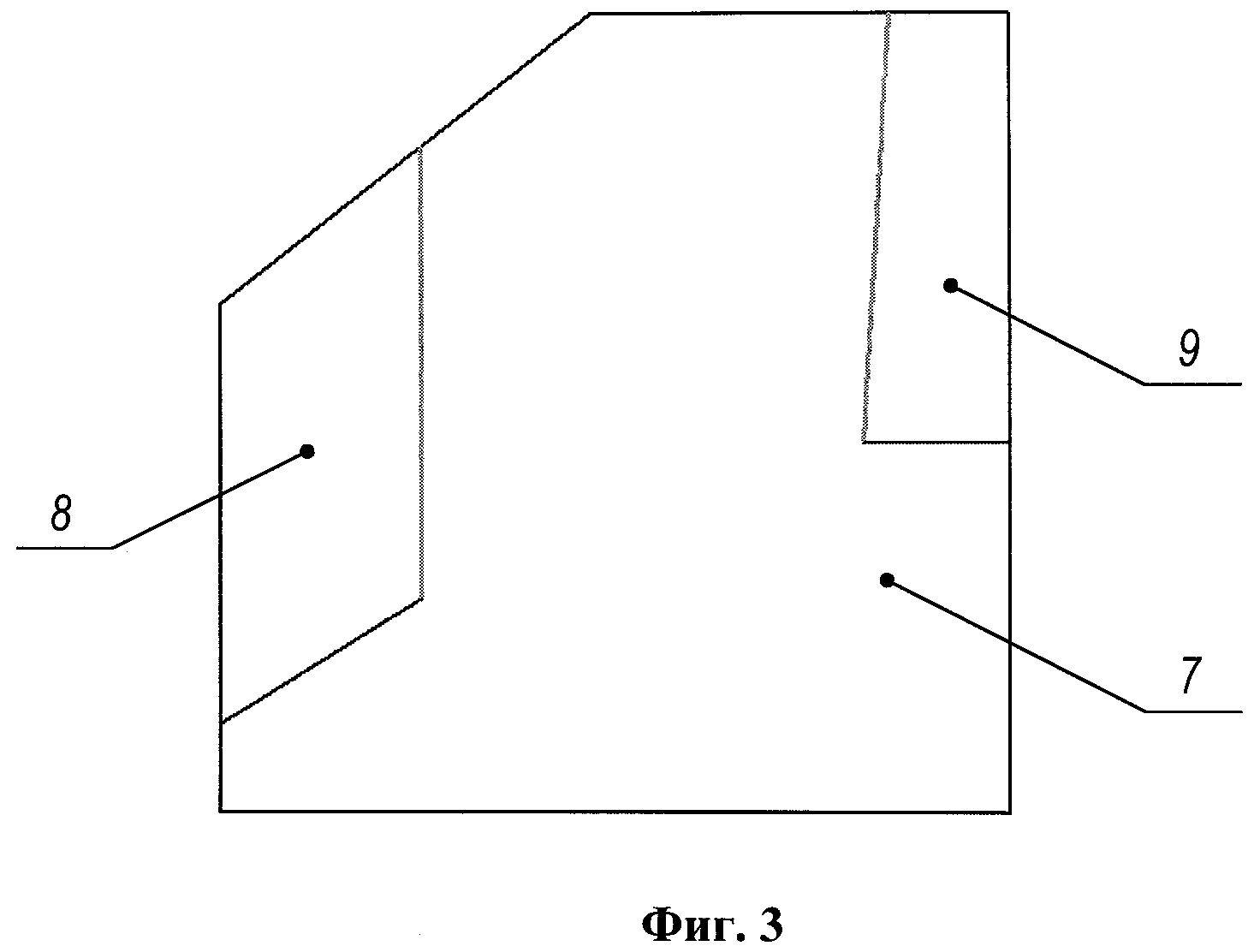
Также известны способы изготовления ЛСЗ, в которых заготовки изготавливают из проката, производят раскрой материала по ломаным линиям (фиг.3), приближенным к профилю детали под сварку (зоны 7, 8, 9), собирают встык и производят сварку непрерывными или последовательными швами (X.Bellut «Welded blanks. Characterization and implementation.» //Sollac Usinor Group, 1998, с.81; Вернадский В.Н. Тонколистовые сварные составные заготовки - «Tailored blanks» в автомобилестроении// Обзорная информация ИЭС им. Е.О. Патона НАН Украины, 2001 г., с.8). Преимуществом этих способов является уменьшение массы деталей за счет формы усиленной части приближенной к форме нагруженной зоны деталей. Недостатками этих способов являются: повышенный расход материала, усложнение технологического процесса подготовки кромок, сборки и сварки частей заготовок, а также необходимости использования сложного сварочного оборудования.
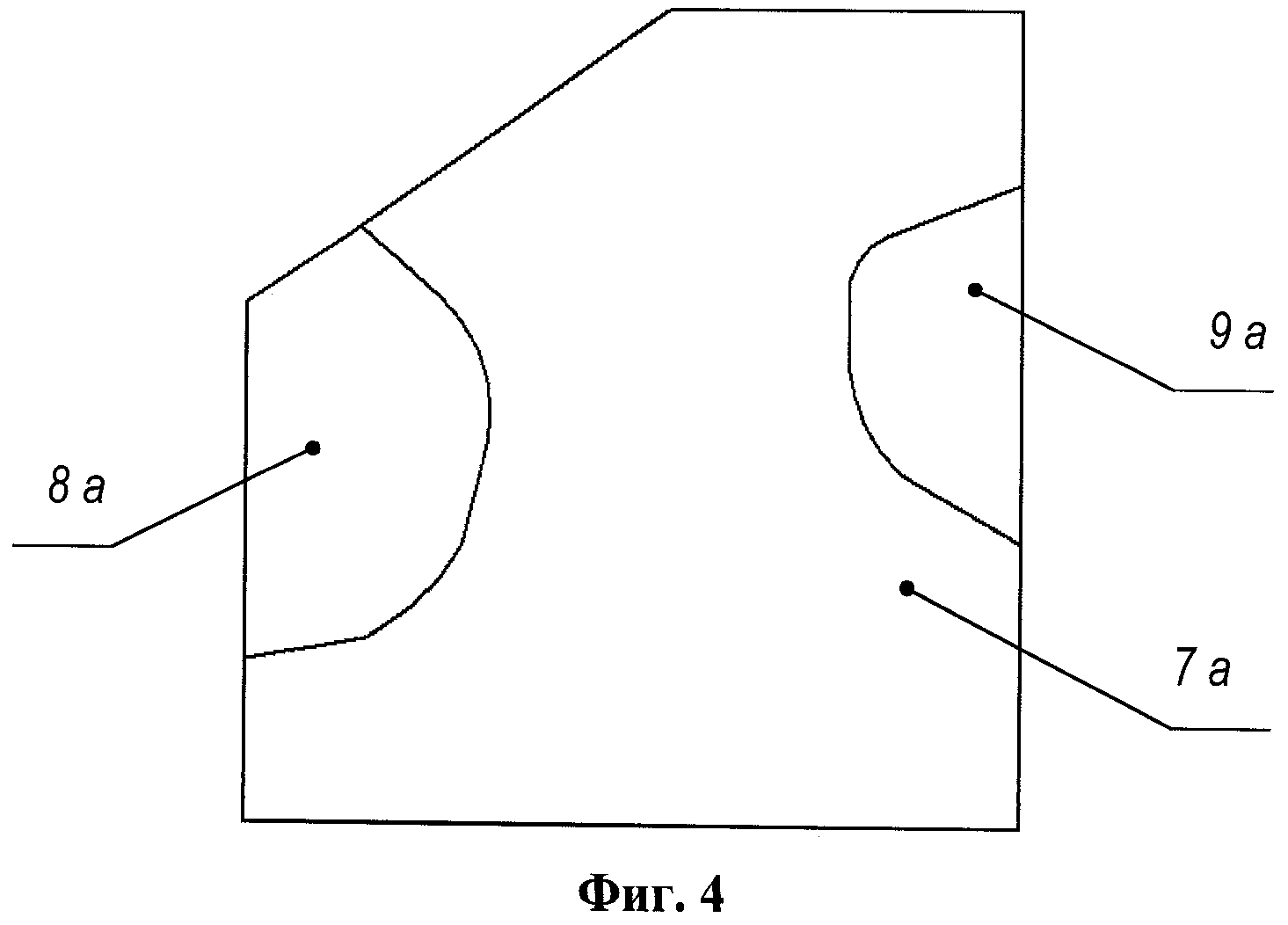
Наиболее близким к заявляемому способу принят способ получения ЛСЗ, при котором предварительно определяют размеры усиленных частей, заготовки изготавливают из проката с формой заготовки, имеющей сторону под сварку по кривой линии (зоны 7а, 8а, 9а на фиг.4), в том числе замкнутой, собирают встык и производят сварку непрерывными швами (Информационные материалы ф. «ThyssenKrupp Tailored Blanks» 07/2003 г., с.12). Преимуществом данного способа перед другими аналогами является улучшенная штампуемость за счет вывода усиленных частей из зоны критических зон штампуемой детали и уменьшение массы детали. Недостатками этого способа являются: повышенный по сравнению с аналогами расход листового проката из-за формы заготовки, имеющей сторону под сварку по кривой линии, существенное усложнение и удорожание технологического процесса подготовки кромок, сборки и сварки, а также необходимости использования сложного сварочного оборудования.
Задачей изобретения является получение малоотходной ЛСЗ оптимальной формы, максимально приближенной по форме к детали с учетом повышения толщины в критических, более нагруженных зонах деталей.
Поставленная задача решается за счет того, что в способе изготовления ЛСЗ для штамповки деталей автомобиля, заключающемся в том, что получают из листа, ленты или полосы составные части листовой заготовки требуемых по условиям прочности и штампуемости сортамента и марок стали, собирают и выполняют их сварку, отличающимся тем, что составные части ЛСЗ выполняют в виде фигур, свариваемых по прямым линиям, сварные швы располагают по линиям проекции вдоль свариваемых сторон составных частей на стороны заготовки, выбирая наименьшую длину швов, при этом заготовки изготавливают размерами с припуском на механическую обработку подлежащих сварке кромок, производят последовательную подготовку кромок первых двух составных частей заготовки для их сборки и сварки, и по описанному циклу последовательно выполняют операции сборки и сварки между уже выполненными и подготовленными к сварке частями, между заготовками не имеющих смежных сторон друг с другом проводят параллельную подготовку кромок составных частей заготовки. Для повышения технологичности процесса сборки и сварки предварительно изготавливают заготовки размером, обеспечивающим одновременное получение двух и более листовых сварных заготовок с их последующей разрезкой в требуемый размер. Для повышения рациональности раскроя составные части листовой сварной заготовки выполняют в виде фигур, образуемых прямыми линиями с угловыми точками и имеющих правильную геометрическую форму (прямоугольник, трапеция, параллелограмм, прямоугольный треугольник) с учетом формы листа, ленты или полосы.
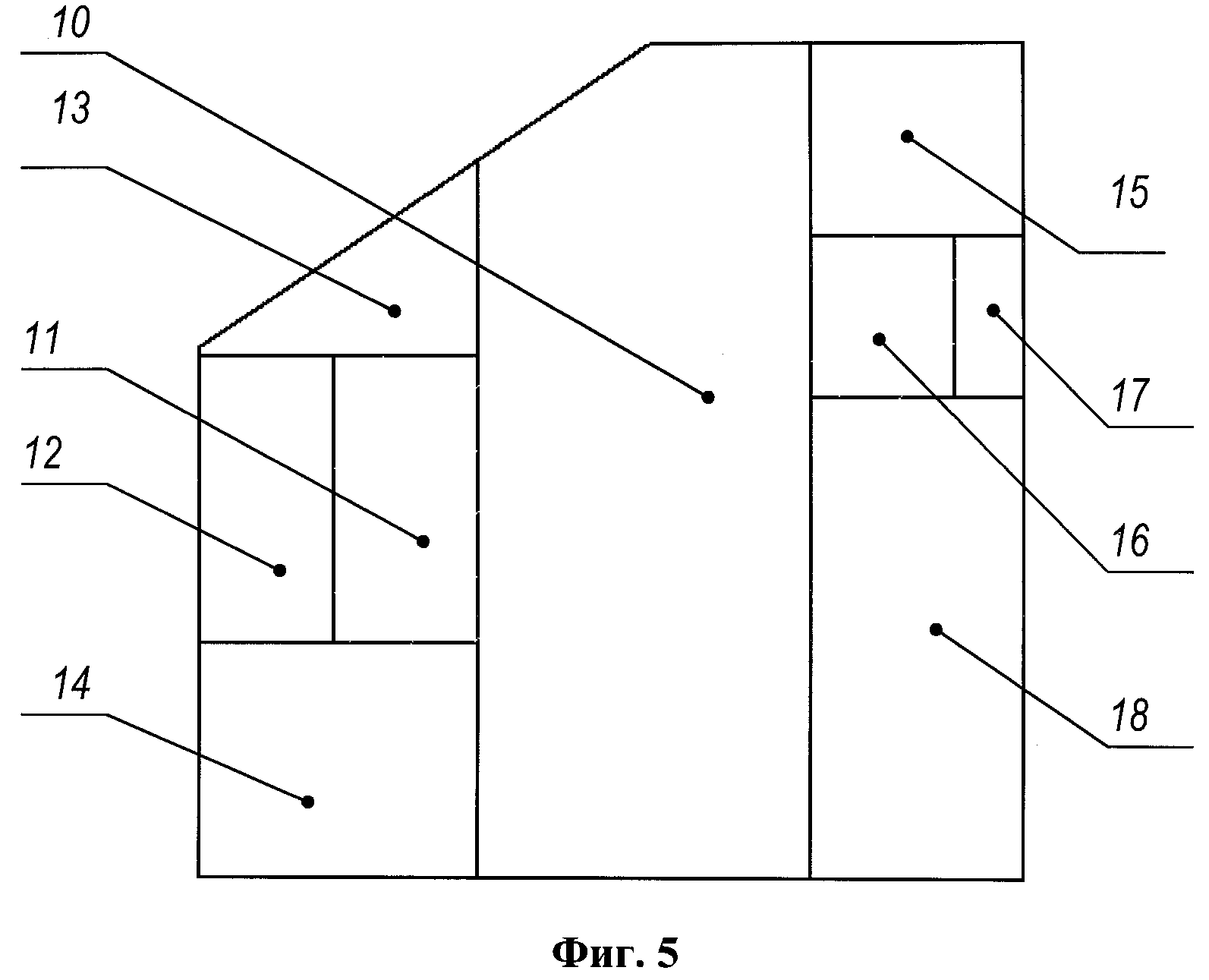
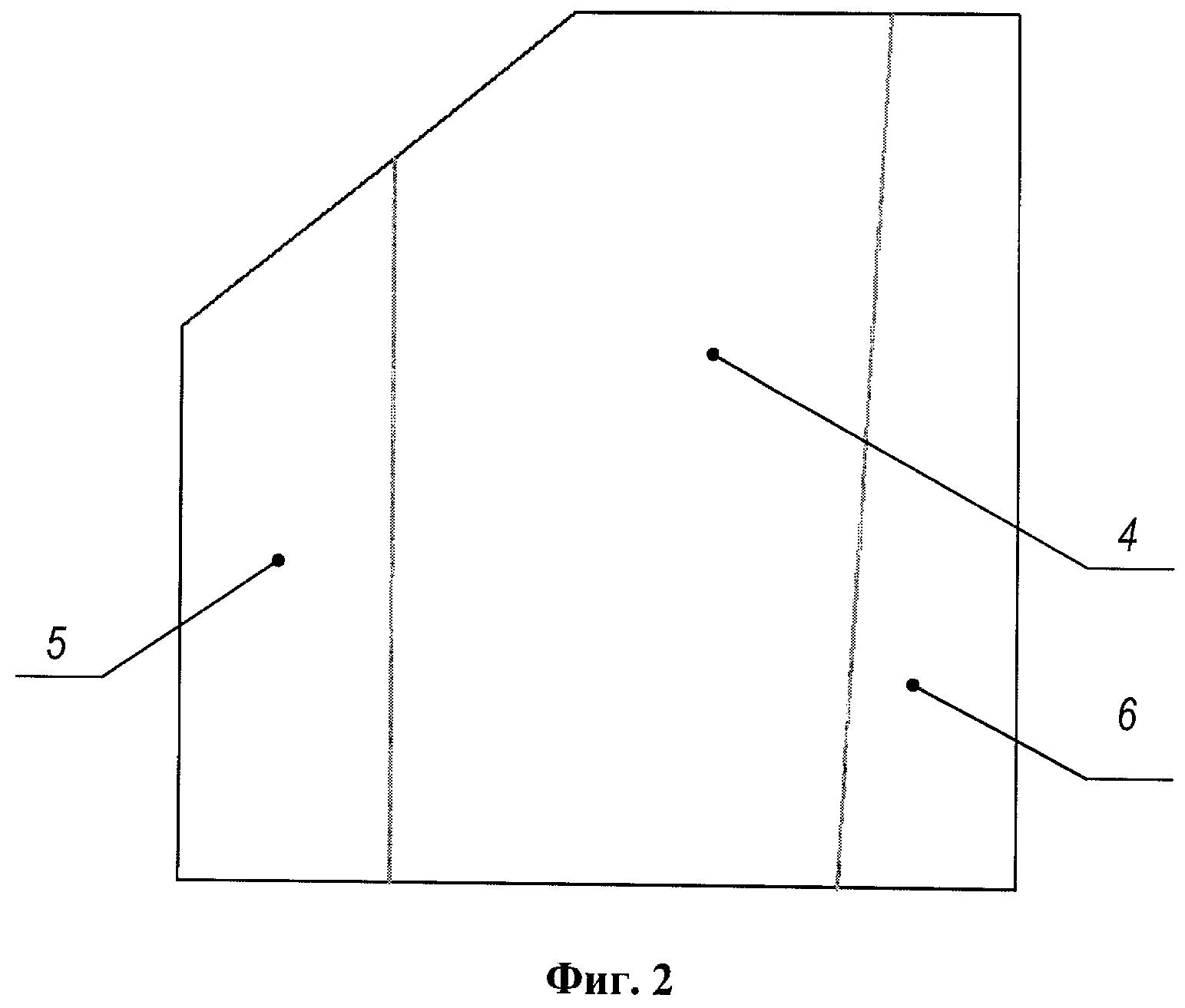
Сущность способа изготовления ЛСЗ для штамповки деталей автомобиля поясняется следующими графическими материалами. На фиг.1 показан контур детали внутренней панели двери автомобиля из листа 1 с зонами 2 и 3, имеющими толщину или прочность, требуемую по условиям прочности и штампуемости. На фиг.2-4 показаны ЛСЗ, полученные по наиболее близким способам изготовления. На фиг.5 показана ЛСЗ, изготовленная предлагаемым способом, на примере ЛСЗ внутренней панели боковой двери автомобиля.
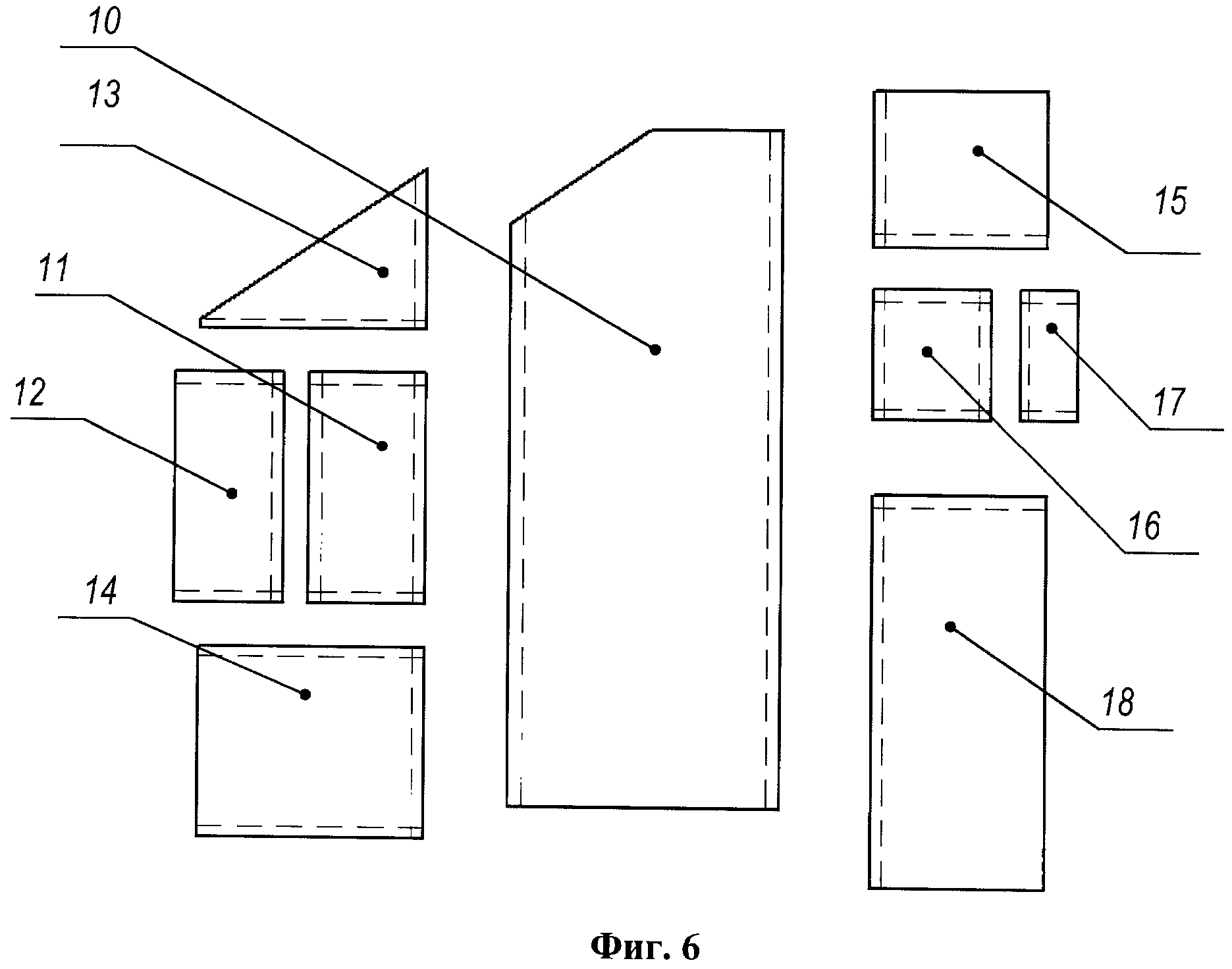
На фиг.6 показана ЛСЗ, изготовленная размером, обеспечивающим одновременное получение двух и более ЛСЗ путем ее последующей разрезкой в требуемый размер. На фиг.7-18 показана последовательность операций получения ЛСЗ представленной на фиг.5.
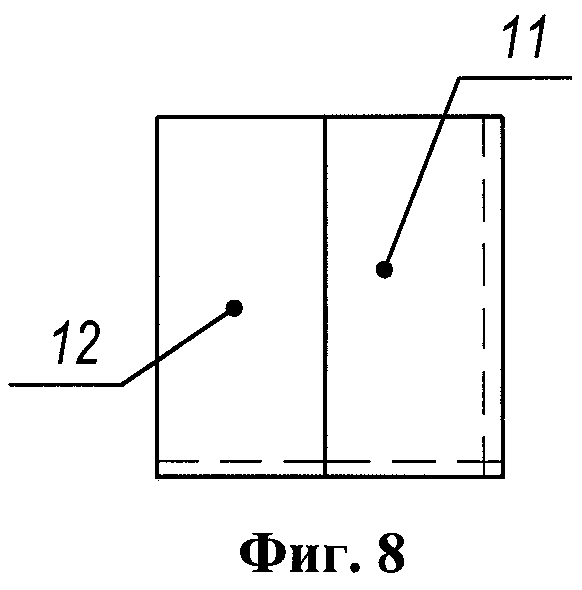
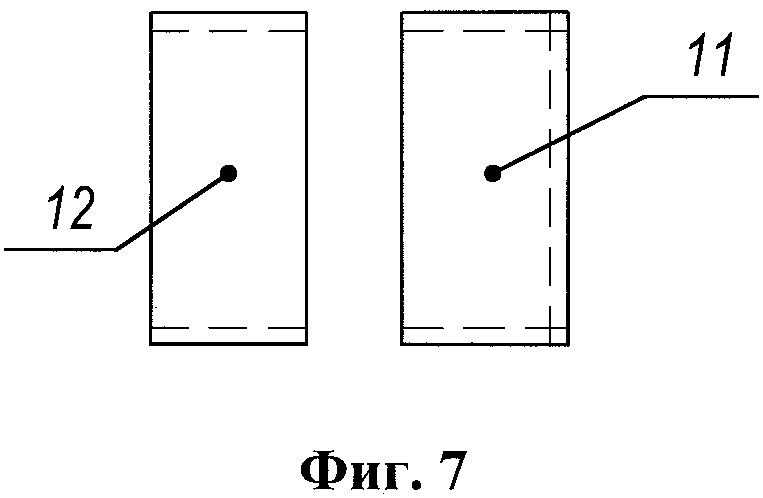
Исходя из требуемых условий прочности и штампуемости разбили заготовку на несколько предполагаемых зон. На фиг.5 показаны наименее нагруженные зоны 10, 12-15, 17, 18 и наиболее нагруженные зоны 11, 16. Далее показан пример соединения частей данной заготовки в единую часть для последующей штамповки детали.
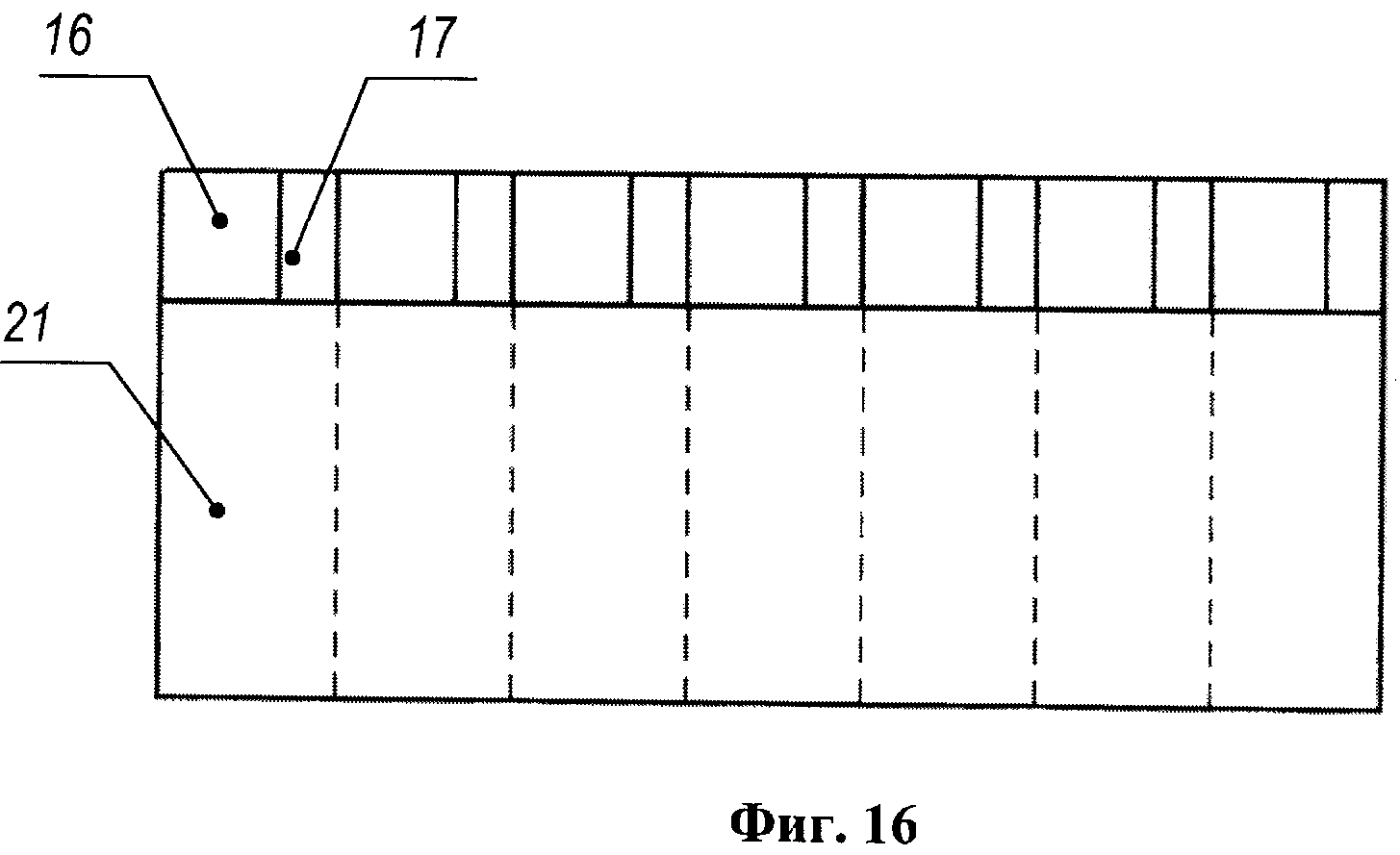
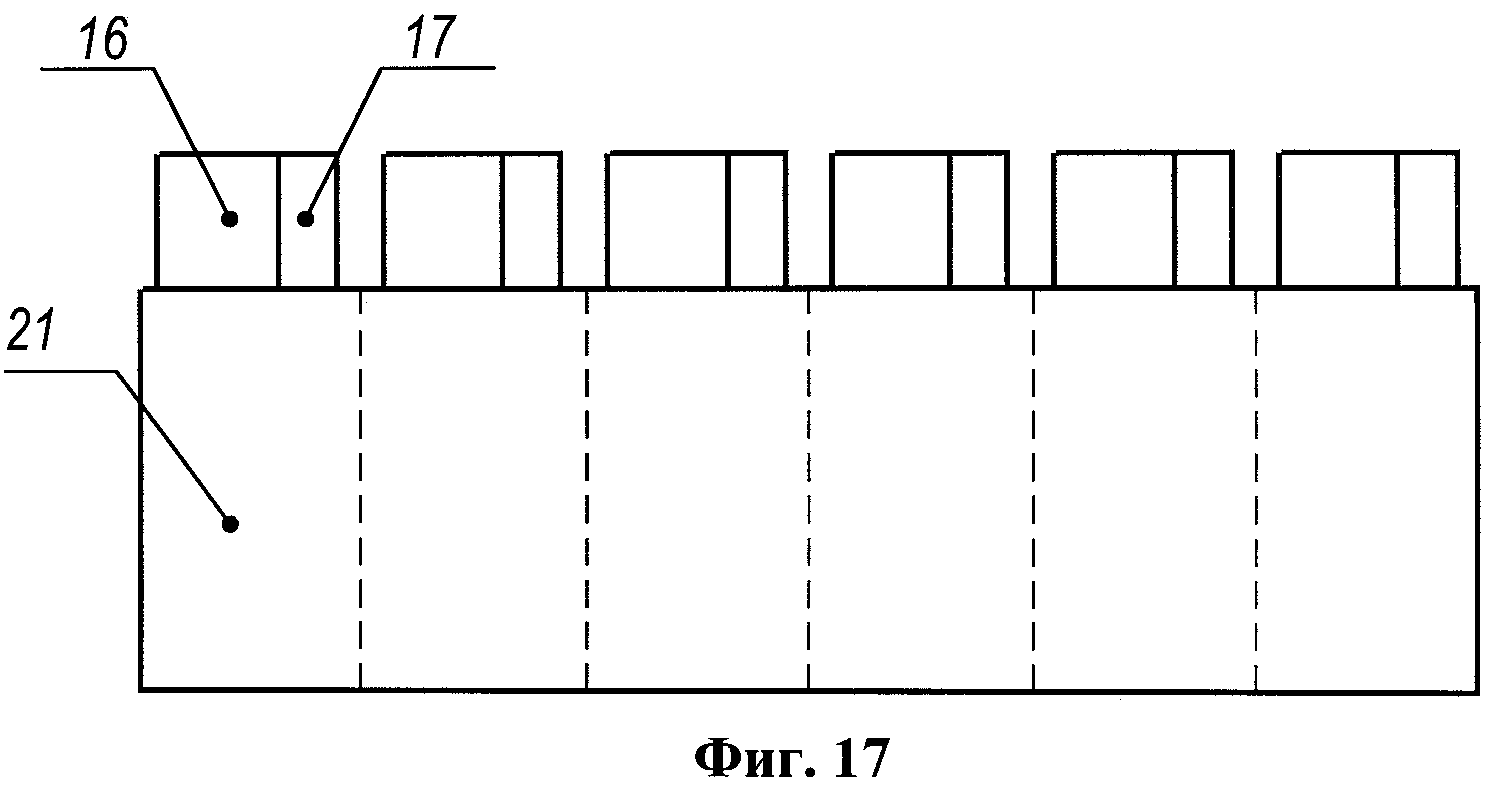
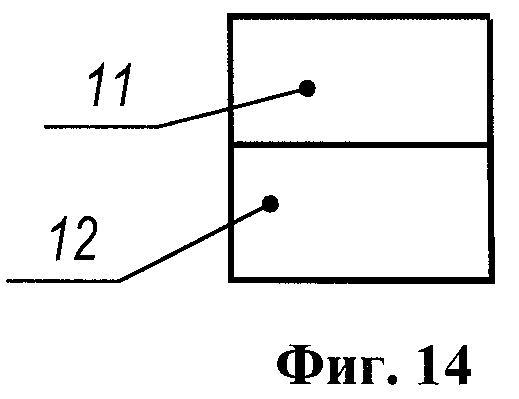
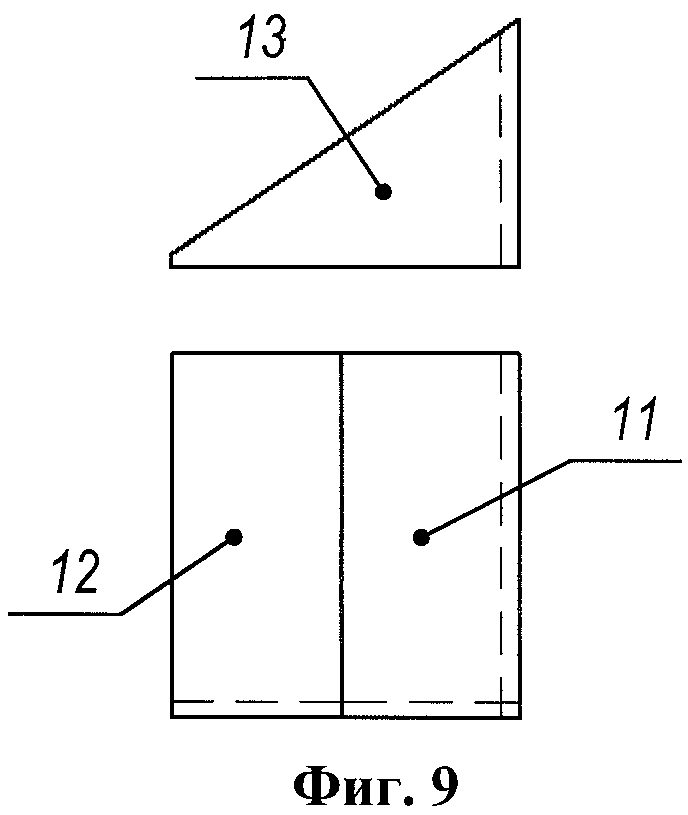
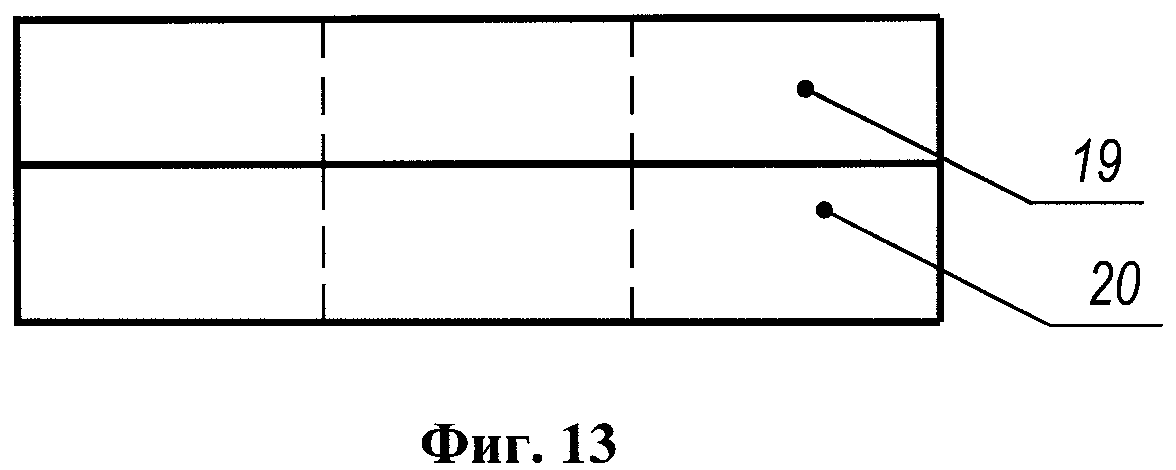
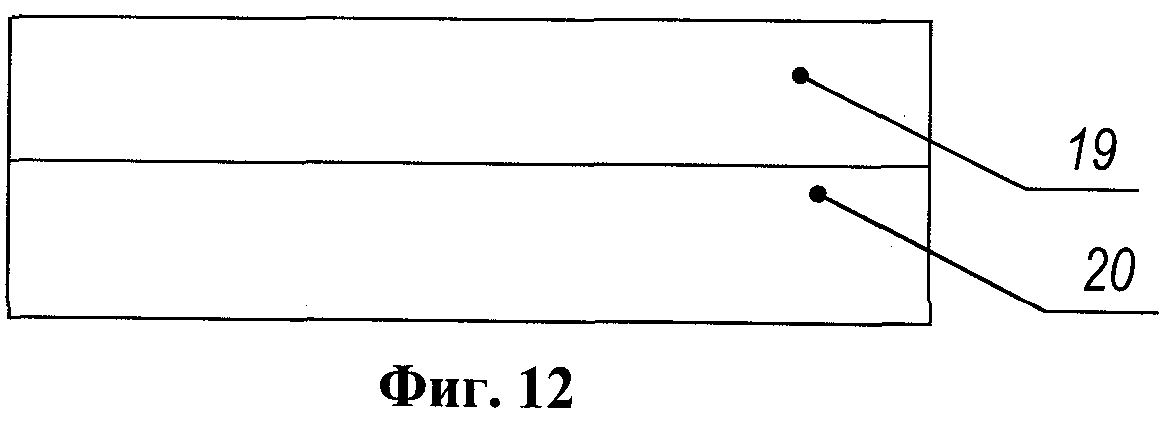
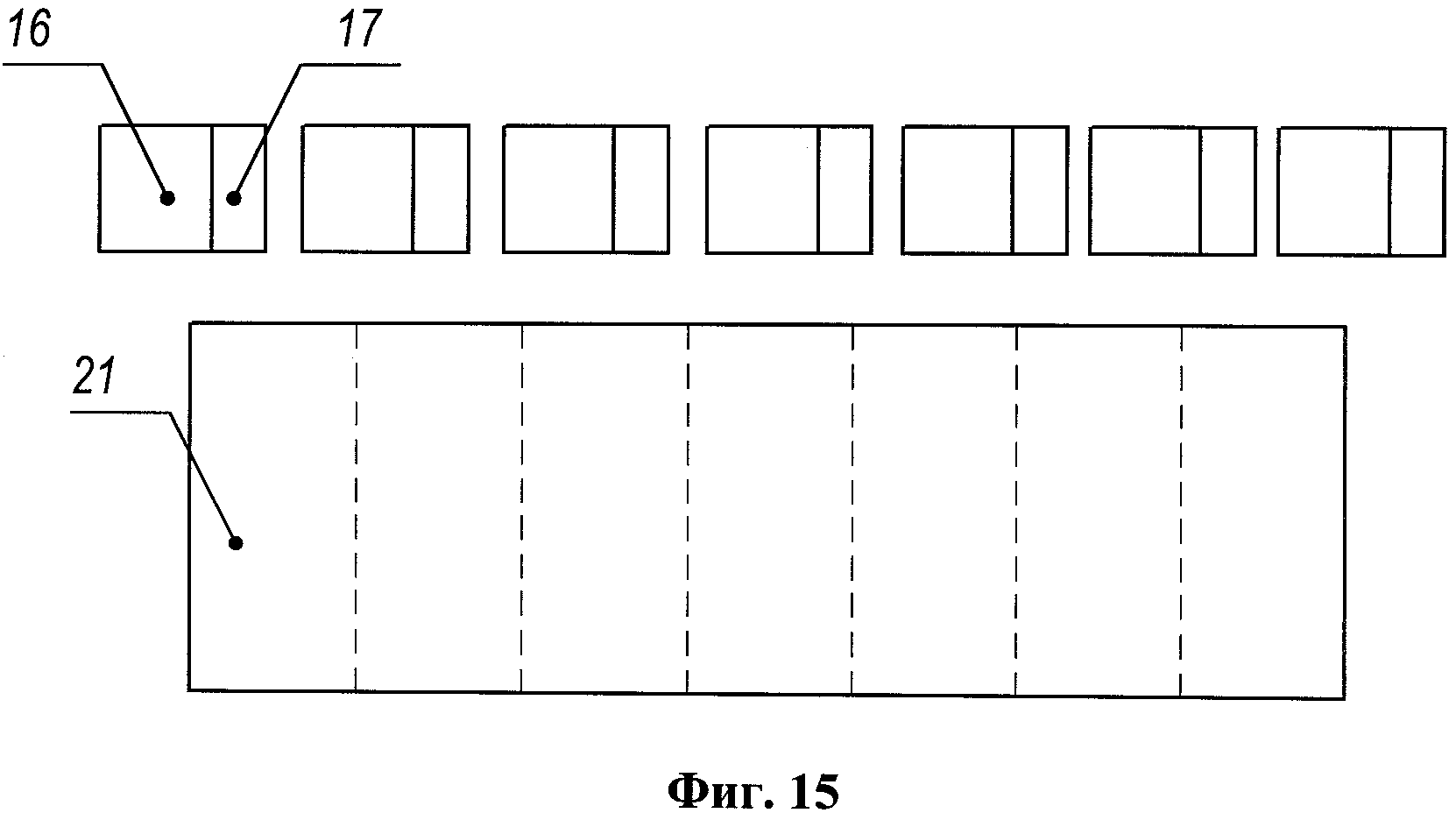
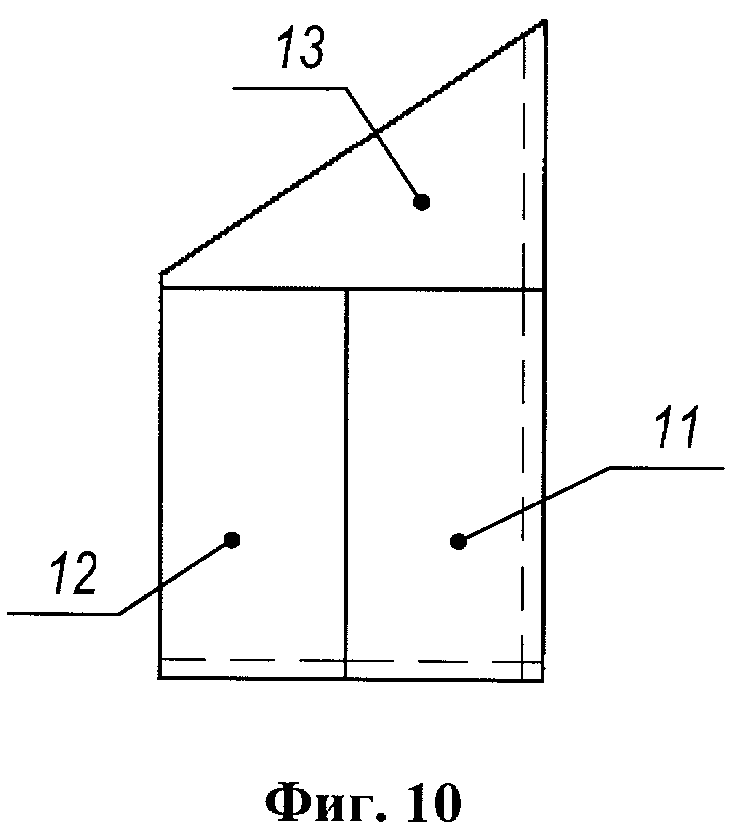
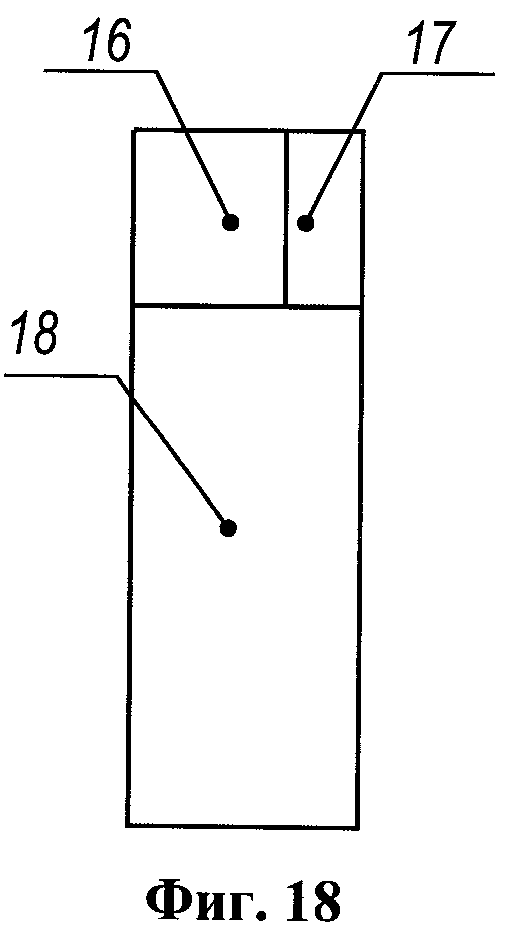
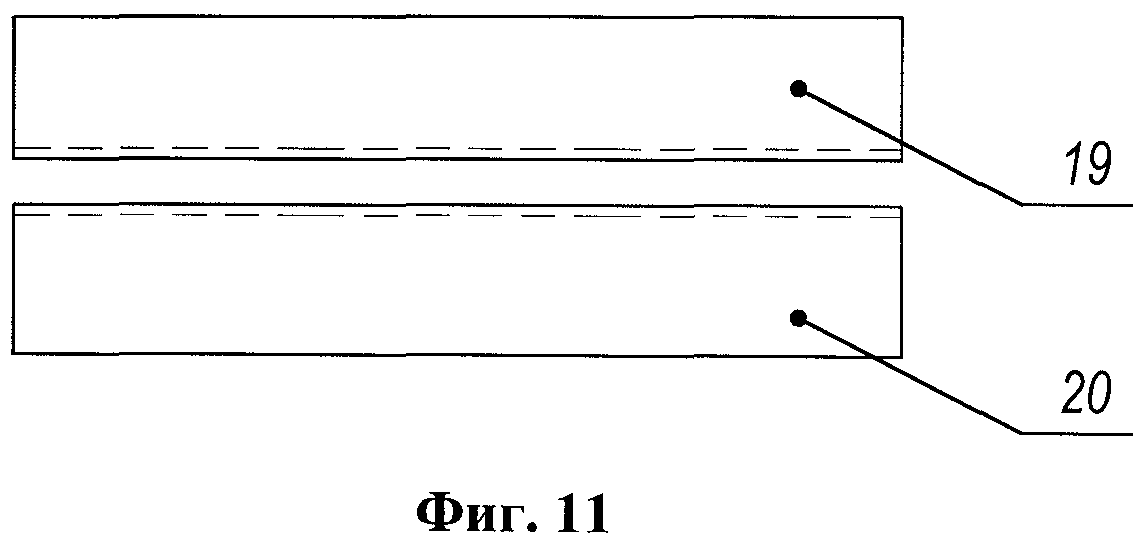
В начале изготовили заготовки 10-18 резкой из листа, полосы или ленты, при этом стороны заготовок под сварку выполнили с припуском на обработку кромок (фиг.6, припуск указан штриховой линией). Затем провели подготовку кромок свариваемых сторон заготовок 11 и 12 (фиг.7), собрали и сварили (фиг.8). Затем провели подготовку кромок ЛСЗ, составленную из заготовок 11 и 12 и заготовки 13 (фиг.9), собрали и сварили (фиг.10). Далее по описанному циклу выполняли последовательно соединения получаемой ЛСЗ с остальными заготовками до полного изготовления ЛСЗ, представленной на фиг.5. С целью повышения производительности изготовление составных ЛСЗ при отсутствии смежных сторон заготовок 11-14 и 16-18 выполняли одновременно. С целью повышения технологичности и производительности при изготовлении ЛСЗ заготовки 11 и 12 изготавливали путем вырезки заготовки 19, имеющей размеры кратные целому числу заготовок 11 вдоль линии сварки с заготовкой 12 и заготовки 20, имеющих размеры кратные целому числу заготовок 12 вдоль линии сварки с заготовкой 11 и равные по количеству заготовок на заготовке 19 (фиг.11), подготовки кромок на заготовках 19 и 20 вдоль линии сварки (показана штриховой линией) и сварке ЛСЗ, составленной из заготовок 19 и 20 (фиг.12), после этого проводили ее резку (фиг.13) на ЛСЗ, составленных из заготовок 11 и 12 (фиг.14). С целью повышения технологичности и производительности выполняли обработку кромок под сварку ЛСЗ, выполненных из заготовок 16 и 17, подготавливали кромку заготовки 21 под сварку (фиг.15), собирали несколько предварительно собранных встык или на некотором расстоянии друг относительно друга боковыми сторонами ЛСЗ, выполненных из заготовок 16 и 17 и устанавливали их кромками под сварку к заготовке 21, сваривали, после чего выполняли рубку полученной ЛСЗ по штриховым линиям, показанным на фиг.16, 17, в результате получали ЛСЗ, выполненную из заготовок 16-18 (фиг.18).
Несмотря на значительное количество составных частей данный способ предполагает одновременную подготовку и соединение сваркой большого количества заготовок без использования сложной технологии и применения дорогостоящего многокоординатного оборудования, которое позволяет соединять ЛСЗ с криволинейными поверхностями, а за счет унификации (составные части ЛСЗ выполняют в виде фигур, образуемыми прямыми линиями с угловыми точками и имеющими правильную геометрическую форму (прямоугольник, трапеция, параллелограмм, прямоугольный треугольник) с учетом формы листа, ленты или полосы) и вывода зон сварки из предполагаемых нагруженных зон деталей, также за счет подготовки кромок заготовок позволяет повысить качество получаемых ЛСЗ при улучшении технологичности получения ЛСЗ, а в конечном итоге, позволяет уменьшить расход металла, массу штампуемых деталей кузова автомобиля из ЛСЗ, улучшить штампуемость деталей кузова автомобиля из ЛСЗ.
Осветительное устройство транспортного средства
Опорный узел для источников света осветительного устройства
Опорный узел для источников света осветительного устройства
Прессующий поршневой узел машины литья под давлением
Устройство для контроля монтажа
Лигатура для модифицирования и легирования сплавов
Способ центровки осей вращающихся сопрягаемых валов, образующих составной валопровод, относительно оси приводного вала тормозной машины моторного стенда и оси коленчатого вала объекта исследований - двигателя внутреннего сгорания (варианты)
Способ испытания листового материала на пружинение и предельные параметры при двухугловой гибке с прижимом краев образца (варианты)
Способ правки и штамп для правки пластическим деформированием сложной крупногабаритной детали из листового материала
Кожух картера сцепления силового агрегата колесного транспортного средства
Способ предварительной гибки заготовки с последующей вытяжкой полуфабриката
Низкоуглеродистая автоматная сталь
Двигатель внутреннего сгорания
Способ изготовления сложной крупногабаритной цельноштампованной детали из сварной заготовки
Штамп для вытяжки крупногабаритных деталей сложной формы
Штамп для вытяжки крупногабаритных деталей
Устройство для испытания листовых материалов
Способ вытяжки крупногабаритных деталей сложной формы
Способ испытания сварной заготовки (варианты)

