Результат интеллектуальной деятельности: ЛЕНТА ДЛЯ ФИЛЬТРА TOW, МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ЖГУТА ФИЛЬТРУЮЩЕГО МАТЕРИАЛА, СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТЫ ФИЛЬТРА TOW И СПОСОБ ИЗГОТОВЛЕНИЯ ЖГУТОВ ФИЛЬТРУЮЩЕГО МАТЕРИАЛА
Вид РИД
Изобретение
Настоящее изобретение относится к ленте для фильтра Tow с признаками ограничительной части пункта 1 формулы изобретения, машине для изготовления жгута фильтрующего материала, способу изготовления ленты фильтра Tow и способу изготовления жгутов фильтрующего материала.
Фильтр Tow вышеупомянутого типа известен, например, из европейского патента ЕР 0629722 А1, принадлежащего заявителю.
Для производства сигарет используются фильтры, изготавливаемые из ленты или бесконечного фильтрующего штранга из скрученных волокон из ацетата целлюлозы, так называемого фильтра Tow. При изготовлении фильтра Tow отформованные филаменты из ацетата целлюлозы скручиваются в камере для придания извитости, причем приданная извитая структура фиксируется при прохождении через сушилку. После доведения фильтра Tow до постоянной конечной влажности последний правильными узорами с провисанием укладывается в тазы лентоукладчика высотой в несколько метров. Затем слабо натянутый слой Tow прессуется в прессе и окончательно упаковывается в кипу фильтра Tow, подготавливаемого к дальнейшей переработке в фильтры.
Подробное описание процесса изготовления фильтра Tow раскрыто в статье CA Filter Tow für Cigarette Filter, Paul Rustemeyer, Macromolecular Symposia 208 (2004), 267-291.
Переработка фильтра Tow в жгуты фильтрующего материала производится на машине для изготовления жгута фильтрующего материала, на которой в подготовительной части для получения максимальной заполняющей способности фильтр Tow раздувается как можно сильнее, а затем сжимается до формата будущего сигаретного фильтра и завертывается в бумагу. Для раздувания фильтра Tow он с помощью расширительных пневматических сопел растягивается в стороны и вытягивается в системе вытяжных валков с резьбовой и винтовой поверхностями. После этого расширенный фильтр Tow подается в оросительную камеру с триацетином, в которой ацетатная поверхность растворяется и делается клейкой. В форматирующей части машины для изготовления жгута фильтрующего материала фильтр Tow подхватывается и сжимается до получения поперечного сечения будущего жгута фильтрующего материала. При этом филаменты склеиваются и образуют трехмерную пространственную сетчатую структуру с жесткостью фильтра, желательной для дальнейшей переработки и для потребителя.
Для повышения производительности известно, например, из патента ФРГ DE 4320317, также принадлежащего заявителю, что жгуты фильтрующего материала изготавливают на машинах для изготовления двойного жгута фильтрующего материала, в которых два фильтра Tow обрабатываются параллельно и синхронно. Для получения одинаковых свойств в обоих фильтрующих штрангах в упомянутом вначале европейском патенте ЕР 0629722 А1 описано применение многократно расширенного фильтра Tow, содержащего заданную линию отрыва. Лента фильтра Tow вдоль заданной линии отрыва может быть разделена на отдельные ленты с одинаковым общим фильтром. Благодаря определенной делимости общего, или двойного, фильтра на две отдельные ленты лента фильтра Tow двойной ширины называется также Twin Tow. Для разделения фильтра Tow многократной ширины в европейском патенте ЕР 0629722 А1 показано, что к ленте в продольном направлении прикладывается удвоенное растягивающее усилие, способствующее разделению ленты на две и более частей.
Для беспрепятственного производства и поддержания постоянства качества жгутов фильтрующего материала необходимо, чтобы разделение многократной ленты фильтра Tow происходило возможно более равномерно и чтобы части фильтрующего штранга поступали в машину для изготовления двойного жгута фильтрующего материала возможно равномернее.
В основу изобретения положена задача создания ленты фильтра Tow, в частности, Twin Tow, из сшитых и скрученных филаментов, допускающей максимально беспрепятственную переработку на машине для изготовления жгута фильтрующего материала, в частности, на машине для изготовления двойного жгута фильтрующего материала, причем разделение ленты фильтра Tow для непрерывного производства должно происходить возможно более равномерно. Кроме того, в основу изобретения положена задача создания машины для изготовления жгута фильтрующего материала, в частности, машины для изготовления двойного жгута фильтрующего материала, с помощью которой лента фильтра Tow могла бы разделяться беспрепятственно, а также способа изготовления ленты фильтра Tow, в частности, Twin Tow, и способа изготовления жгутов фильтрующего материала.
Эта задача согласно изобретению в отношении ленты фильтра Tow решается с помощью предмета пункта 1 формулы изобретения, в отношении машины для изготовления жгута фильтрующего материала - с помощью предмета пункта 7 формулы изобретения и в отношении способа - с помощью предмета пункта 13 и предмета пункта 19 формулы изобретения.
Изобретение имеет то преимущество, что разделение ленты фильтра Tow согласно изобретению в значительной степени беспрепятственно достигается даже в ускоренных процессах. Благодаря равномерной силе сцепления половин фильтра Tow вдоль Twin Tow колебания натяжения, а тем самым колебания качества жгутов фильтрующего материала, эффективно предотвращаются. В отличие от европейского патента ЕР 0629722 А1, в котором показано только продольное разрывное усилие ленты фильтра Tow, лента фильтра Tow согласно изобретению определена максимальной поперечной разделяющей силой, не превышающей 20 сН, а именно, на участке длиной около 20 см. Это имеет то преимущество, что разделительные свойства ленты могут быть отрегулированы гораздо точнее, чем у ленты согласно европейскому патенту ЕР 0629722 А1, так что разделительные свойства ленты улучшаются.
Разделение фильтра Tow на две отдельных ленты фильтра Tow впереди расширительного сопла, или расширительных сопел, машины для изготовления жгута фильтрующего материала согласно изобретению обеспечивает в случае необходимости в зависимости от наличия материала фильтра Tow беспрепятственную замену между кипой Twin Tow, т.е. кипы с фильтром Tow согласно изобретению, и двумя кипами со стандартным фильтром Tow.
Предпочтительные варианты выполнения изобретения приведены в зависимых пунктах формулы изобретения.
Ниже изобретение более подробно поясняется на примерах выполнения со ссылкой на прилагаемые схематические чертежи, на которых:
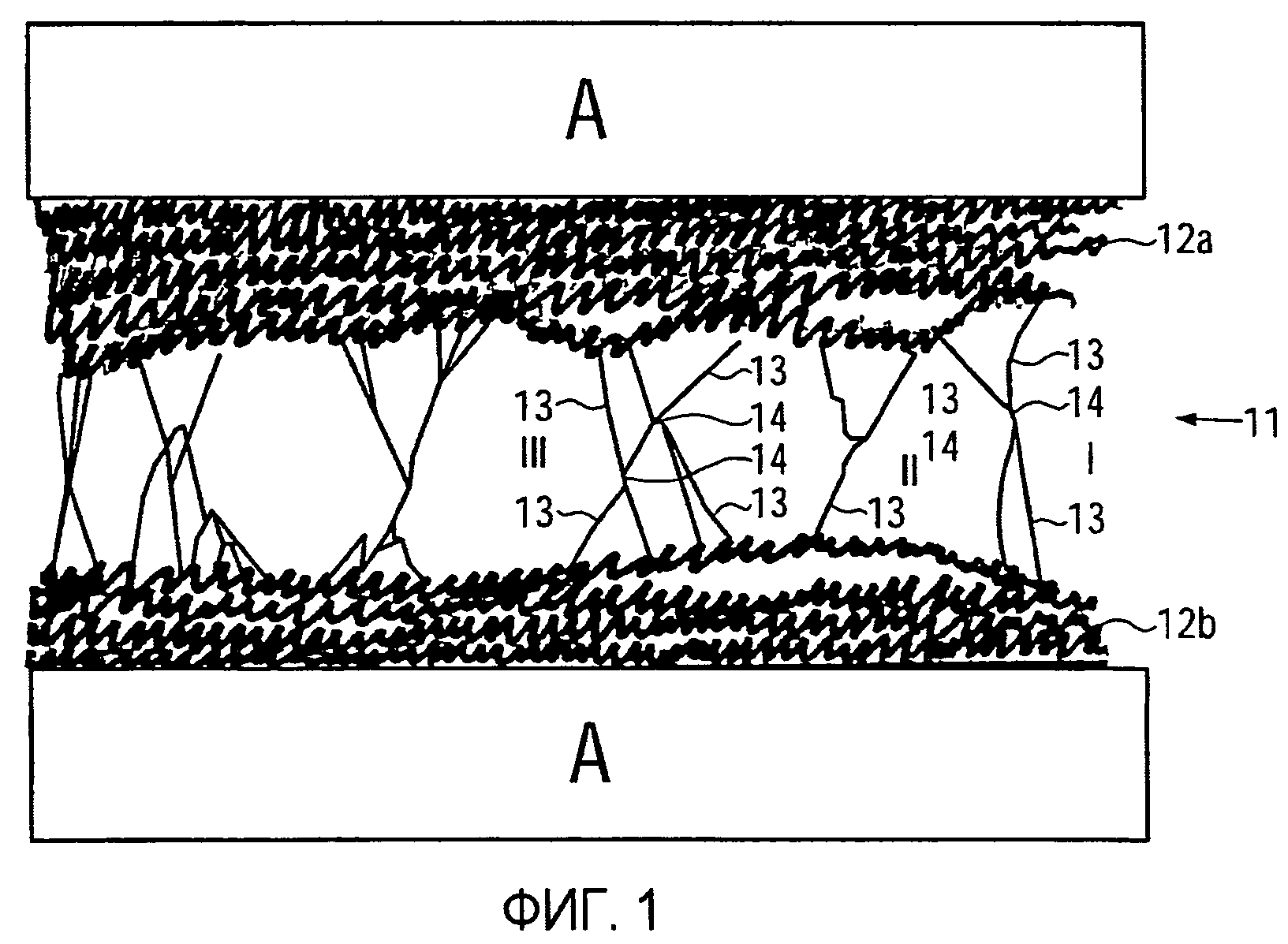
фиг.1 изображает схематически поперечный разрез ленты фильтра Tow в соответствии с примером выполнения согласно изобретению, зажатой для измерения поперечной разделяющей силы зажимными губками;
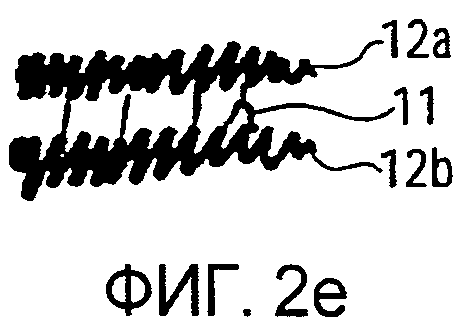
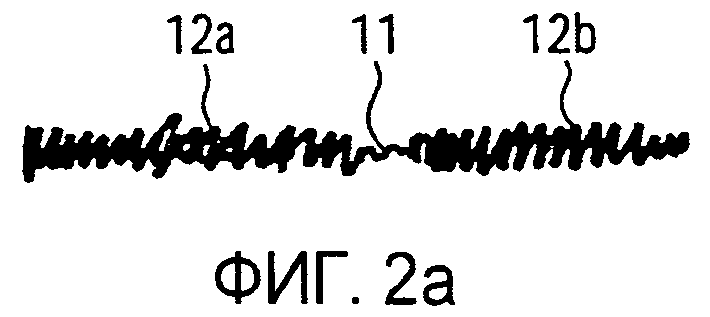
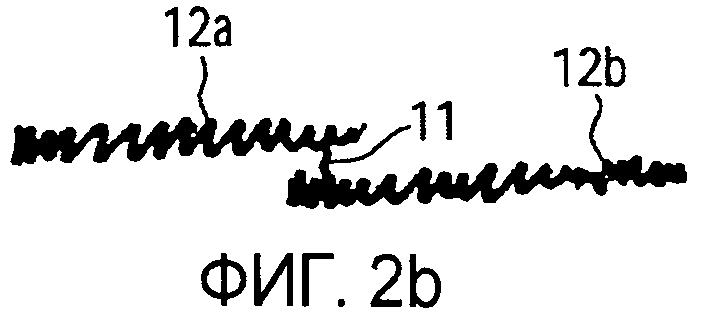
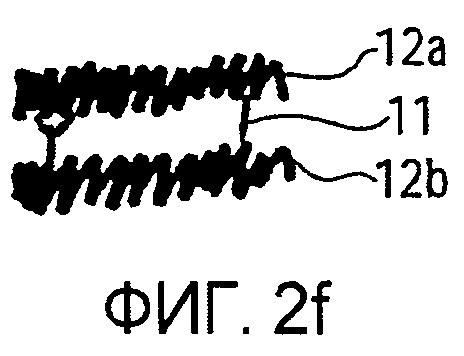
фиг.2а-2f - разрезы ленты фильтра Tow в соответствии с различными примерами выполнения согласно изобретению, в которых область соединения между частями ленты расположена по-разному, и
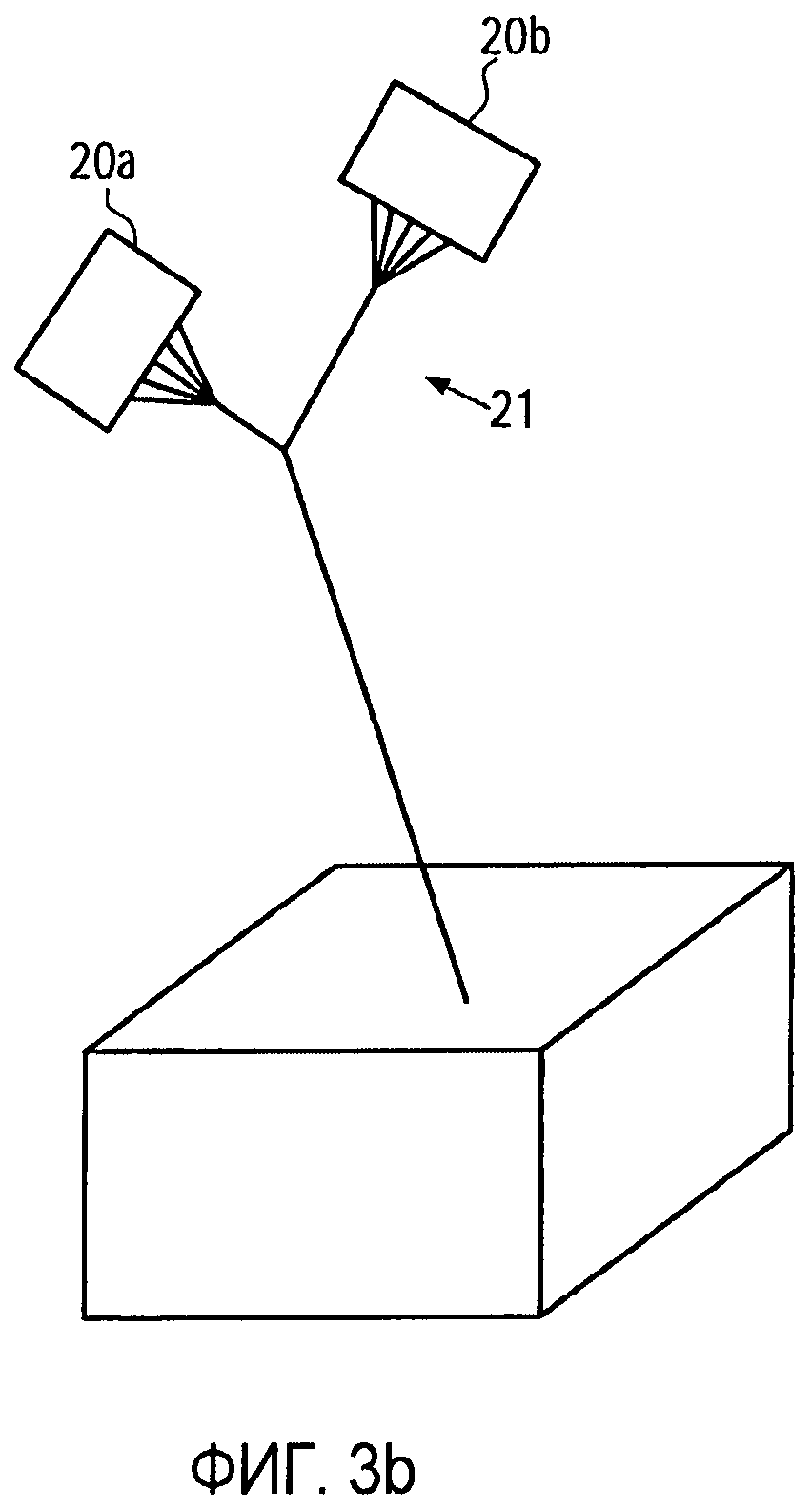
фиг.3a, b, с - схематически частичный разрез машины для изготовления двойного жгута фильтрующего материала в соответствии с примерами выполнения согласно изобретению в области разделительного устройства.
На фиг.1 изображен пример ленты 10 фильтра Tow, причем в случае изображенной ленты 10 фильтра Tow речь идет о ленте фильтра Tow двойной ширины, т.е. о так называемом Twin Tow из сшитых и скрученных филаментов. Лента фильтра Tow содержит две части 12а, 12b ленты, соединенные областью 11 с меньшей плотностью сшивки. Филаменты 13, соединяющие обе части 12а, 12b ленты, сцеплены между собой петлеобразно и/или крючкообразно таким образом, что связующие филаменты 13 образуют точки 14 пересечения.
При этом изобретение не ограничено лентами 10 фильтра Tow с двумя частями ленты, а содержит в общем случае многократные ленты фильтра Tow с несколькими частями ленты, например, тремя или четырьмя частями ленты, соединенными между собой соответствующим образом.
Лента 10 фильтра Tow на фиг.1 зажата между двумя зажимными губками А измерительного устройства, раздвинутыми настолько, что обе части 12а, 12b ленты фильтра Tow, или Twin Tow, а также соединительная область 11 с низкой плотностью сшивки, расположенная между ними, являются узнаваемыми. Вместо зажимных губок А могут быть использованы гребенчатые зажимы, в частности, для измерения частей ленты, расположенных друг над другом.
При этом соединительная область 11 выполнена таким образом, что максимальная поперечная разделяющая сила, необходимая для разделения частей ленты, на участке длиной около 20 см не превышает 20 сН. При этом максимальная поперечная разделяющая сила соответствует той силе, направленной перпендикулярно продольной протяженности ленты 10 фильтра Tow, которая возникает при непрерывном растяжении, т.е. при непрерывном раздвижении зажимных губок А относительно друг друга незадолго до того, как поперечная разделяющая сила снова станет меньше 20 сН, например, равной 15, 10, 7, 5, 4, 3, 2 или 1 сН.
При этом максимальная поперечная разделяющая сила может располагаться в диапазоне от 0,5 до менее чем 20 сН, причем нижний предел 0,5 сН может комбинироваться с вышеупомянутыми верхними пределами. Другие возможные нижние пределы составляют 1, 1,5, 2, 2,5 сН.
В качестве альтернативы или дополнения к максимальной поперечной разделяющей силе разделительные свойства ленты 10 фильтра Tow могут определяться количеством связующих филаментов 13 в соединительной области 11 между обеими частями 12а, 12b ленты. Схватывание связующих филаментов 13 происходит в максимуме поперечной разделяющей силы, т.е. незадолго до полного разделения обеих частей 12а, 12b ленты, как это показано на фиг.1. При разделении обеих частей 12а, 12b, т.е. половин, ленты связующие филаменты 13 частично обрываются и/или расцепляются, причем для определения разделительных свойств уже скрещивающиеся, или связующие, филаменты схватываются незадолго до полного разделения, т.е. в максимуме поперечной разделяющей силы.
Для определения количества связующих филаментов 13 связующие, или скрещивающиеся, филаменты соответствующих частей 12а, 12b ленты рассматриваются, соответственно, как один филамент. Это означает, что количество связующих филаментов 13 по существу соответствует количеству точек 14 пересечения. В примере выполнения на фиг.1 соединение на правом конце зажимных губок А, обозначенное цифрой 1, содержит два петлеобразно сцепленных между собой филамента 13, которые для определения количества связующих филаментов 13 рассматриваются как один филамент и имеют одну точку пересечения. В соединении III между собой соединены четыре филамента 13, образующие две точки 14 пересечения. Следовательно, соединение III содержит два связующих филамента. Это означает, что при приложении максимальной поперечной разделяющей силы на участке длиной 20 см предусмотрены максимум 200 точек пересечения. Нижний предел количества точек пересечения на участке длиной 20 см может быть одной точкой пересечения. В качестве нижнего предела возможны 2, 3, 4, 5, 6, 7, 8, 9, 10 точек пересечения.
В зависимости от способа изготовления филаменты 13 могут быть сцеплены или только петлеобразно, т.е. отдельные филаменты 13 образуют ячейки или петли, взаимно сцепляющиеся друг с другом и образующие соединения, или же только крючкообразно, причем по меньшей мере один филамент 13 соединяющейся пары филаментов образует свободный конец и сцепляется с ячейкой или петлей, или со следующим крючком филамента. Кроме того, возможна также комбинация петлеобразно и крючкообразно сцепленных филаментов 13. При этом связующие филаменты 13 образуют точки 14 пересечения, т.е. противолежащие филаменты 13 обеих частей 12а, 12b ленты сталкиваются и скрещиваются.
С точки зрения максимальной поперечной разделяющей силы достаточно, если 95% образцов, на которых измеряется максимальная поперечная разделяющая сила ленты фильтра Tow, имеют верхний предел для максимальной поперечной разделяющей силы на участке длиной около 20 см, равный 20 сН. Это значит, что изобретение содержит также ленты фильтра Tow, у которых максимальная поперечная разделяющая сила местами превышает верхний предел 20 сН до тех пор, пока из-за этого непрерывная эксплуатация машины для изготовления жгута фильтрующего материала, обрабатывающей ленту фильтра Tow, не будет серьезно нарушена. При этом вышеуказанный допуск 95%, а еще лучше 99%, оказался достаточным. Кроме того, оказалось благоприятно, если Twin Tow имеет соединительную область, обладающую таким свойством, что 95% образцов Twin Tow соединяют на участке зажима обеих половин, или частей, ленты фильтра Tow длиной 20 см менее 50 филаментов с поперечным крючкообразным или петлеобразным сцеплением. Кроме того, 99% образцов Twin Tow могут иметь на участке зажима частей 12а, 12b ленты длиной 20 см менее 100 филаментов с поперечным крючкообразным или петлеобразным сцеплением.
Само собой разумеется, что эталонная длина 20 см участка ленты фильтра Tow для измерения максимальной поперечной разделяющей силы может быть выбрана другой, например, большей. Максимальная поперечная разделяющая сила при более длинном эталонном участке, соответственно, возрастает.
В отличие от ленты фильтра Tow, оптимизированной в отношении продольного растяжения, или продольной растягивающей силы, лента фильтра Tow в соответствии с примером выполнения согласно изобретению оптимизирована в соединительной области, т.е. в области 11 незначительной, или низкой, плотности сшивки, в отношении поперечной разделяющей силы. Благодаря этому достигается лучшее и надежное разделение частей 12а, 12b ленты, поскольку оптимизированный параметр, а именно, поперечная разделяющая сила, коррелирует с разделительным устройством, проходящим поперек продольного направления ленты 10 фильтра Tow.
Для измерения параметра Twin Tow, релевантного с точки зрения качества, используется тензометр растягивающей силы с зажимными устройствами, имеющими пару зажимов с длиной зажима 20 см. Для измерения поперечной разделяющей силы фрагмент фильтра Tow длиной 20 см в продольном направлении краев фильтра Tow зажимается парой зажимных губок. Зажимные губки А в тензометре растягивающей силы медленно раздвигаются, так что Twin Tow сначала растягивается. Сила, необходимая для этого, измеряется. Скрещивающиеся скрученные филаменты волокнистого фильтрующего штранга образуют структуру нетканого материала. В соединительной области между частями ленты, т.е. в области с низкой плотностью сшивки, между обеими половинами Twin Tow раскрывается разделительный шов. Открытая область характеризуется количеством филаментов с поперечным крючкообразным или петлеобразным сцеплением, которые создают, например, крестовой узор. Зажимные губки раздвигаются больше, причем растягивающая сила проходит максимум в том месте, где филаменты, удерживающие обе половины фильтра Tow, растянуты максимально. Затем фиксируется количество филаментов с крючкообразным или петлеобразным сцеплением.
Когда зажимные губки раздвигаются больше, крючкообразные или петлеобразные сцепления между связующими филаментами обеих половин фильтра Tow в Twin Tow разрываются, и поперечная разделяющая сила уменьшается.
На фиг.2а-2f показаны различные примеры выполнения, в которых части 12а, 12b ленты 10 фильтра Tow расположены по-разному. На фиг.2а части 12а, 12b ленты расположены бок о бок, причем соединительная область 11 и части 12а, 12b ленты расположены в одной плоскости. Расположение на фиг.2а может быть установлено, например, путем совместного скручивания обеих частей 12а, 12b ленты, причем плотность сшивки в соединительной области 11 устанавливается таким образом, чтобы получалась максимальная поперечная разделяющая сила, равная 20 сН.
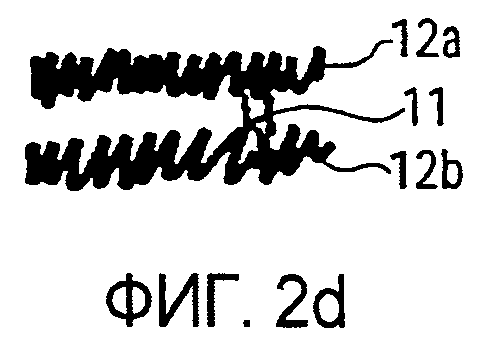
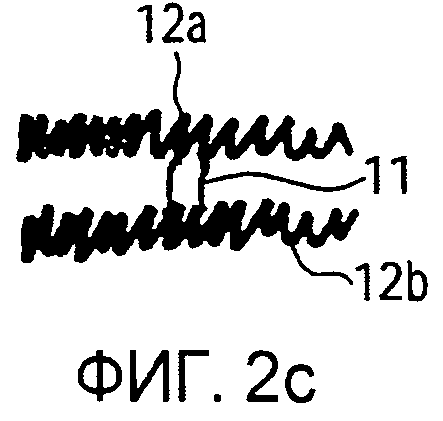
На фиг.2b-2f обе части 12а, 12b ленты установлены внахлестку, т.е. с частичным или полным перекрытием. Соединение обеих частей 12а, 12b ленты может быть произведено путем иглопробивания с помощью воздушной струи или струи воды. В примере выполнения на фиг.2b части ленты в краевой области расположены внахлестку. На фиг.2с обе части 12а, 12b ленты установлены друг над другом с полным перекрытием, причем связующие филаменты 13 выполнены в виде общей средней полосы. В примере выполнения на фиг.2d связующие филаменты 13, или соединительная область 11, выполнены в виде краевых полос. Можно также, как изображено на фиг.2е, предусмотреть связующие филаменты 13 по всей ширине частей 12а, 12b ленты, перекрывающихся внахлестку. Другая возможность соединения обеих частей 12а, 12b ленты заключается в произвольном распределении связующих филаментов 13 в продольном направлении частей ленты, как это изображено на фиг.2f.
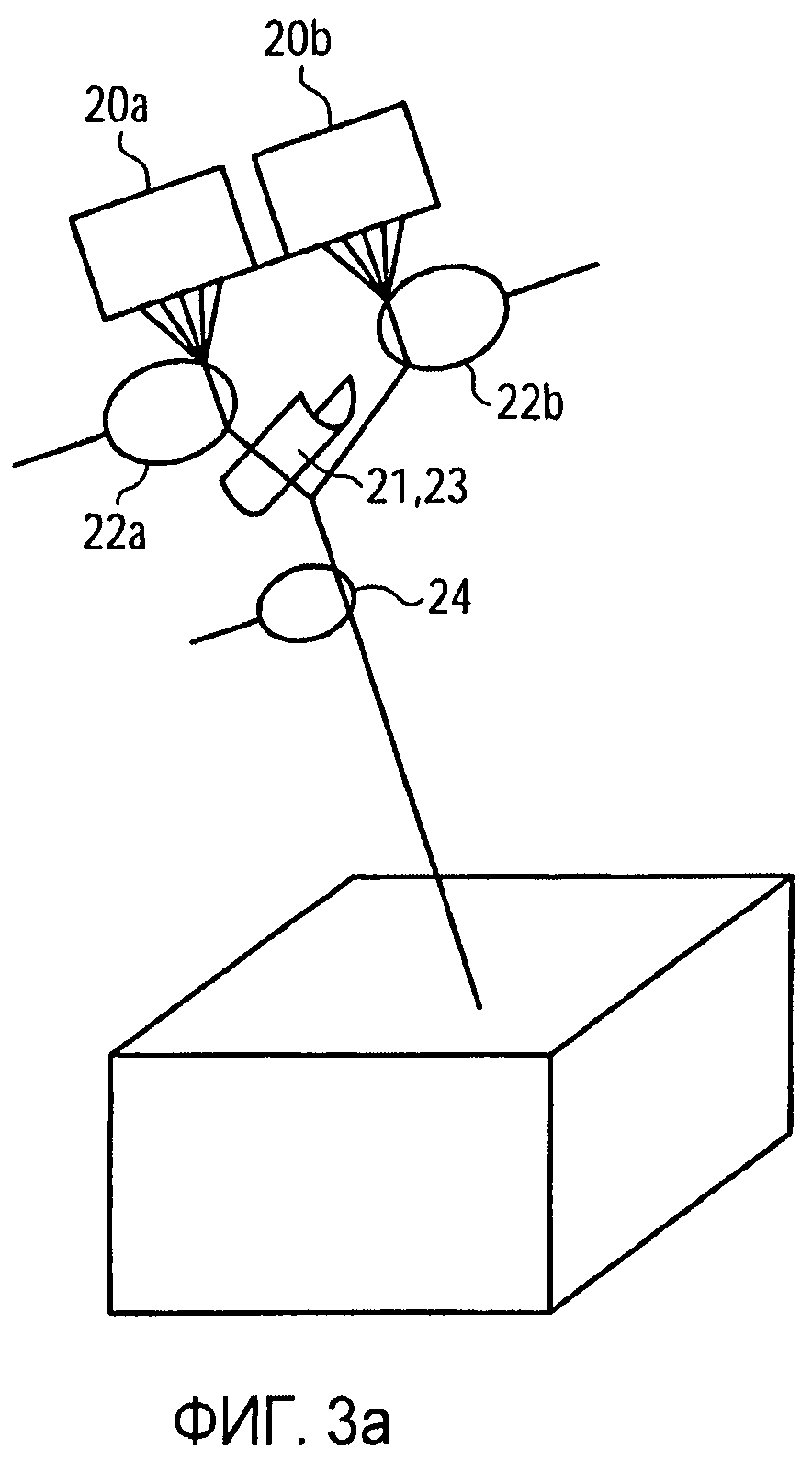
На фиг.3а-3с изображены три варианта выполнения машин для изготовления двойного жгута фильтрующего материала, содержащих каждая по два расширительных сопла 20а, 20b. Другие обычно присутствующие части машин, например, растягивающее устройство, разбрызгиватель и форматирующая часть не показаны. Как видно на фиг.3а, впереди обоих расширительных сопел 20а, 20b установлено разделительное устройство 21 в виде разделительного клина 23, причем разделительное устройство 21 установлено между расширительными соплами 20а, 20b. При этом разделительная кромка разделительного клина 23 обращена против направления подачи ленты 10 фильтра Tow, так что лента 10 фильтра Tow разделяется разделительной кромкой. Для лучшей проводки позади разделительной кромки установлены два направляющих кольца 22а, 22b, а впереди ее - направляющее кольцо 24. В примере выполнения на фиг.3а направляющие кольца 22а, 22b могут быть установлены таким образом, чтобы на части 12а, 12b ленты действовала их нормальная составляющая силы.
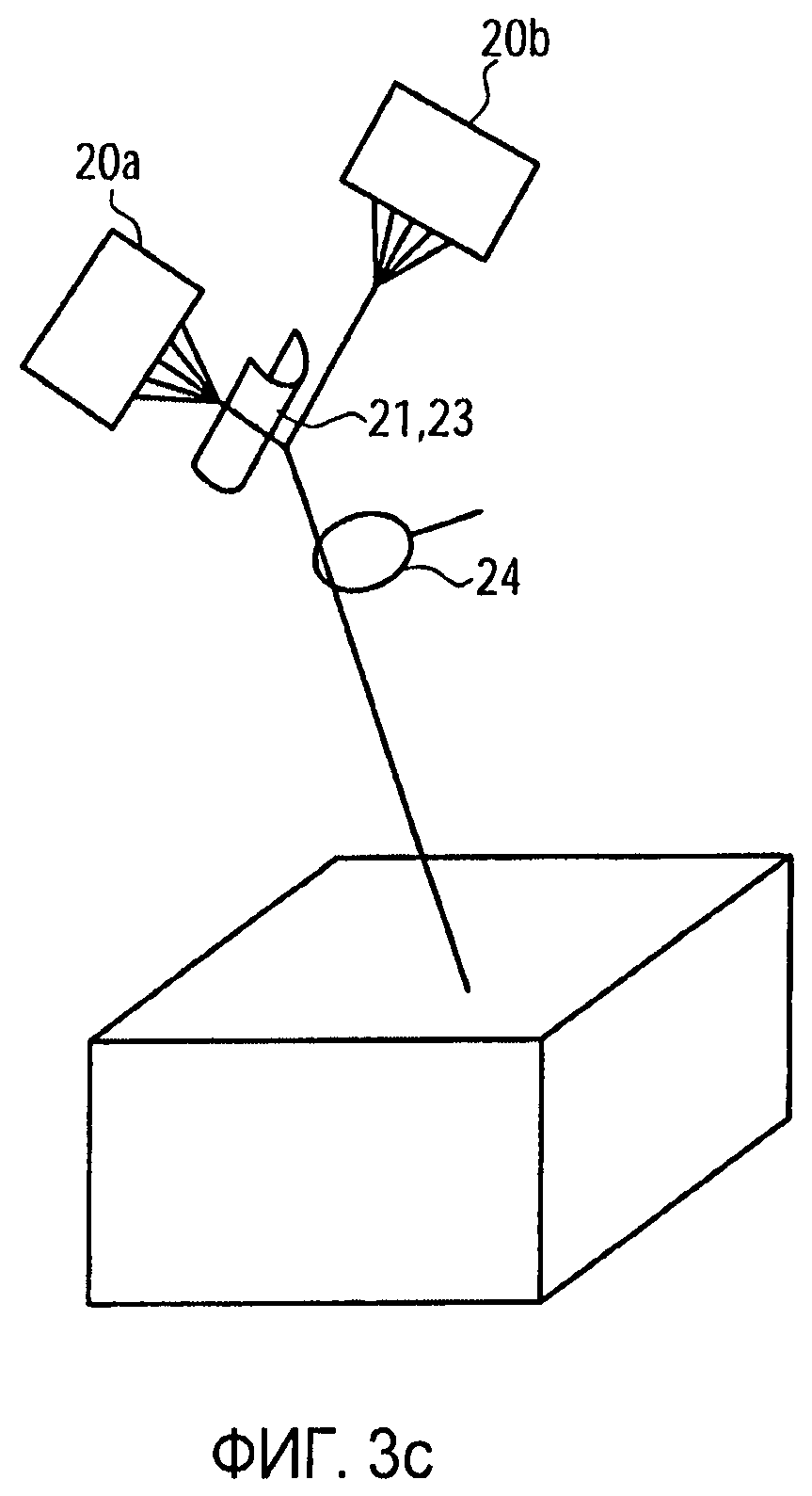
В качестве разделительного устройства 21 могут быть также использованы оба расширительных сопла 20а, 20b, для чего оба расширительных сопла 22а, 22b установлены таким образом, что их входные отверстия расположены не на одной линии, так что на части 12а, 12b ленты действует нормальная составляющая силы (фиг.3b). В этом примере выполнения благодаря наклонной установке расширительных сопел 22а, 22b место разделения ленты 10 фильтра Tow расположено впереди расширительных сопел 22а, 22b. Для усиления разделительной способности разделительный клин 23 согласно фиг.3а может быть предусмотрен в месте разделения наклонных расширительных сопел 22а, 22b или в его окружении согласно фиг.3b, как это изображено на фиг.3с.
Непосредственно позади разделительного устройства 21 может быть установлен динамометр для измерения натяжения разделенных частей 12а, 12b ленты (не показан). Кроме того, может быть предусмотрено регулировочное устройство, действующее таким образом, что скорость подачи отдельных частей 12а, 12b ленты регулируется с помощью натяжения частей 12а, 12b ленты.
В способе изготовления лент фильтра Tow плотность свивки в соединительной области между обеими частями 12а, 12b ленты устанавливается таким образом, что на участке длиной около 20 см действует максимальная поперечная разделяющая сила частей 12а, 12b ленты, равная 20 сН, т.е. эта сила не превышается. Этого можно добиться, например, установкой частей ленты рядом бок о бок друг с другом и их совместным скручиванием, причем управление плотностью свивки осуществляется за счет расстояния между частями ленты при скручивании. Плотность свивки управляется путем механического иглопробивания или путем иглопробивания с помощью воздушной струи или струи воды, если части 12а, 12b ленты установлены друг над другом с частичным или полным перекрытием.
Лента 10 фильтра Tow может разделяться на части 12а, 12b ленты еще перед упаковкой в кипы, причем отделенные части 12а, 12b ленты укладываются в разные тазы лентоукладчика или в секционированный таз с несколькими приемными секциями, или в один единственный таз лентоукладчика. Можно также уложить неразделенную ленту фильтра Tow в один таз и упаковать ее в одну кипу. В последнем случае разделение ленты фильтра Tow на отдельные части 12а, 12b ленты осуществляется при изготовлении жгутов фильтрующего материала, причем максимальная поперечная разделяющая сила, с помощью которой разделяется лента 10 фильтра Tow, на участке длиной около 20 см не превышает 20 сН. Для разделения ленты 10 фильтра Tow, предпочтительно, используется машина для изготовления сдвоенного жгута фильтрующего материала, содержащая впереди расширительных сопел разделительное устройство, как это показано на фиг.3а, 3b, 3с.
В фильтре Tow (Twin Tow), изготовленном согласно изобретению, разделяющая сила, равная 7-12 сН, а в другом примере, равная 2,5-4 сН, была измерена на заданной линии отрыва, т.е. в области меньшей плотности свивки. Эти величины касаются нижнего и верхнего пределов диапазона разброса измерения. В других примерах была измерена максимальная поперечная разделяющая сила от 1 до 10 сН, а также от 0,5 до 5 сН. При максимальной поперечной разделяющей силе 1-10 сН количество связующих филаментов, или количество точек пересечения, составляло 2-20. При максимальной поперечной разделяющей силе 0,5-5 сН количество связующих филаментов, или количество точек пересечения, составляло 1-10. Вышеупомянутые значения количества связующих филаментов являются средними (максимум половина наблюдений при выборочном наблюдении имеет величину ниже средней и максимум половина - выше средней).
Другие примеры дали следующие значения для средней максимальной поперечной разделяющей силы относительно среднего значения количества связующих филаментов: 8 сН/80, 7 сН/25, 2 сН/4 и 4 сН/8.
Поперечная разделяющая сила и количество связующих филаментов устанавливаются, например, как было показано выше, путем варьирования расстояния между частями ленты в ратинирующей машине.
При максимальной поперечной разделяющей силе 1-10 сН количество связующих филаментов, или количество точек пересечения, составляло 2-20.
ПЕРЕЧЕНЬ ПОЗИЦИЙ
10 лента фильтра Tow
11 область с меньшей плотностью свивки
12а, 12b часть ленты
13 филаменты
14 точки пересечения
20а, 20b расширительные сопла
21 разделительное устройство
22а, 22b направляющие кольца
23 разделительный клин
24 направляющее кольцо
А зажимные губки
Способ параллельного изготовления нескольких волокнистых лент и устройство для осуществления этого способа
Фоторазлагаемый синтетический материал, а также его применение
Фоторазлагаемая бумага и ее использование
Биологически разлагаемый пластик и его применение
Упакованный с высокой степенью плотности тюк из ленты фильтрующего материала и способ его изготовления
Меченые волокна ацетата целлюлозы, способы получения и продукты, содержащие такие волокна
Способ и устройство для очистки смесей ацетон/вода посредством дистилляции с двухступенчатым использованием скрытой теплоты парообразования
Способ параллельного изготовления нескольких волокнистых лент и устройство для осуществления этого способа
Фоторазлагаемый синтетический материал, а также его применение
Фоторазлагаемая бумага и ее использование
Биологически разлагаемый пластик и его применение

