Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ИЗДЕЛИЙ И ШТАМПОВАННЫЕ ИЗДЕЛИЯ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к способам изготовления горячештампованных изделий из покрытых сталей и к применению изделий согласно изобретению в различных элементах конструкций, изготовленных, к примеру, точечной сваркой.
Известный уровень техники
В последние годы стало существенным использование сталей с предварительным покрытием в процессах горячей штамповки для формоизменения деталей, в особенности, в автомобильной промышленности. Изготовление таких деталей может включать следующие основные этапы:
- нанесение предварительного покрытия на стальные ленты или листы;
- обрезка или резка для получения заготовок;
- нагрев заготовок для проведения легирования предварительного покрытия на стальной подложке, а также и для аустенизации стали;
- горячая штамповка с последующим быстрым охлаждением детали с целью получения, преимущественно, мартенситных структур.
Перечисленные этапы представлены, например, в патенте США №6296805, включенном здесь ссылкой.
Благодаря легированию предварительного покрытия материалом стальной подложки, в результате которого создаются интерметаллические сплавы с высокой температурой плавления, заготовки с таким покрытием могут быть нагреты в диапазоне температур аустенитного превращения в металлической подложке, что при закалке приводит к дальнейшему упрочнению стали.
Термическую обработку заготовок для интерметаллического легирования покрытия и аустенизации подложки наиболее часто выполняют в печах. Тепловые циклы, которым подвергаются заготовки, сначала включают фазу нагрева, скорость которого является функцией параметров таких, как температурные режимы печи, скорость подачи заготовок, толщина заготовки, процесс нагрева и отражательная способность покрытия. Тепловые циклы после этой фазы нагрева, обычно, включают фазу выдержки, при которой температура является регулируемой температурой печи.
Детали, полученные после нагрева и быстрого охлаждения, обладают очень высокой механической прочностью и могут применяться в конструкциях, например, в автомобильной промышленности. Зачастую эти детали должны свариваться с другими, и поэтому требуется их превосходная свариваемость. Это означает, что:
- операция сварки должна быть реализуема в достаточно широком рабочем диапазоне для гарантии, что возможный дрейф номинальных сварочных параметров не окажет влияния на качество сварки. Для контактной сварки, которая весьма распространена в автомобильной промышленности, рабочий диапазон сварки определяется комбинацией следующих наиболее существенных параметров: силы I сварочного тока и усилия F, приложенного к деталям во время сварки. Надлежащая комбинация этих параметров помогает избежать получения недостаточного диаметра сварочной точки (связанного со слишком низкой силой тока, или слишком малым усилием при сварке) и также помогает избежать выплеска металла при сварке,
- операция сварки также должна выполняться так, чтобы при сварке была получена высокая механическая прочность сварного соединения. Эта механическая прочность сварного соединения может быть оценена при испытаниях таких, как испытание на сдвиг с растяжением или испытание при двухосном растяжении.
В патенте EP №1380666 описан также способ, включающий горячую штамповку стальных листов с Al-покрытием для изготовления сварных конструктивных элементов. Тем не менее, имеется необходимость в дополнительном улучшении свариваемости.
Сохраняется потребность в способе, позволяющем изготовить штампованные детали или изделия, которые являются весьма подходящими для точечной сварки, которые легко окрашиваются и обладают хорошей коррозионной устойчивостью.
Раскрытие изобретения
Изобретатели обнаружили, что стальная полоса или лист, изготовленный из определенных сталей, который, по меньшей мере, частично покрыт алюминием или алюминиевым сплавом (иногда используется термин «предварительное покрытие», при этом, определение «предварительное» указывает на то, что преобразование природы предварительного покрытия будет происходить во время термической обработки перед штамповкой или формоизменением), по меньшей мере, с одной стороны при заданной толщине покрытия, после нагрева в определенных условиях легко штампуется в фасонные детали, проявляя, при этом превосходную свариваемость.
Изобретатели также обнаружили, что превосходная свариваемость алюминированных и горячештампованных деталей связана с особой последовательностью слоев покрытия на деталях в направлении от стальной подложки наружу и регулируемой пористостью в этих слоях.
Изобретатели также установили, что это определенное расположение слоев связано с определенными условиями нагрева.
Задачи изобретения
Задачей настоящего изобретения являются новые горячештампованные детали, которые изготовлены из стали с предварительным покрытием.
Другой задачей настоящего изобретения являются новые промышленные товары такие как, автомобиль, содержащие такие штампованные детали.
Другой задачей настоящего изобретения являются новые способы изготовления штампованных деталей, обладающих хорошей свариваемостью.
Эти и другие задачи станут очевидными из нижеследующего подробного описания.
Краткое описание чертежей
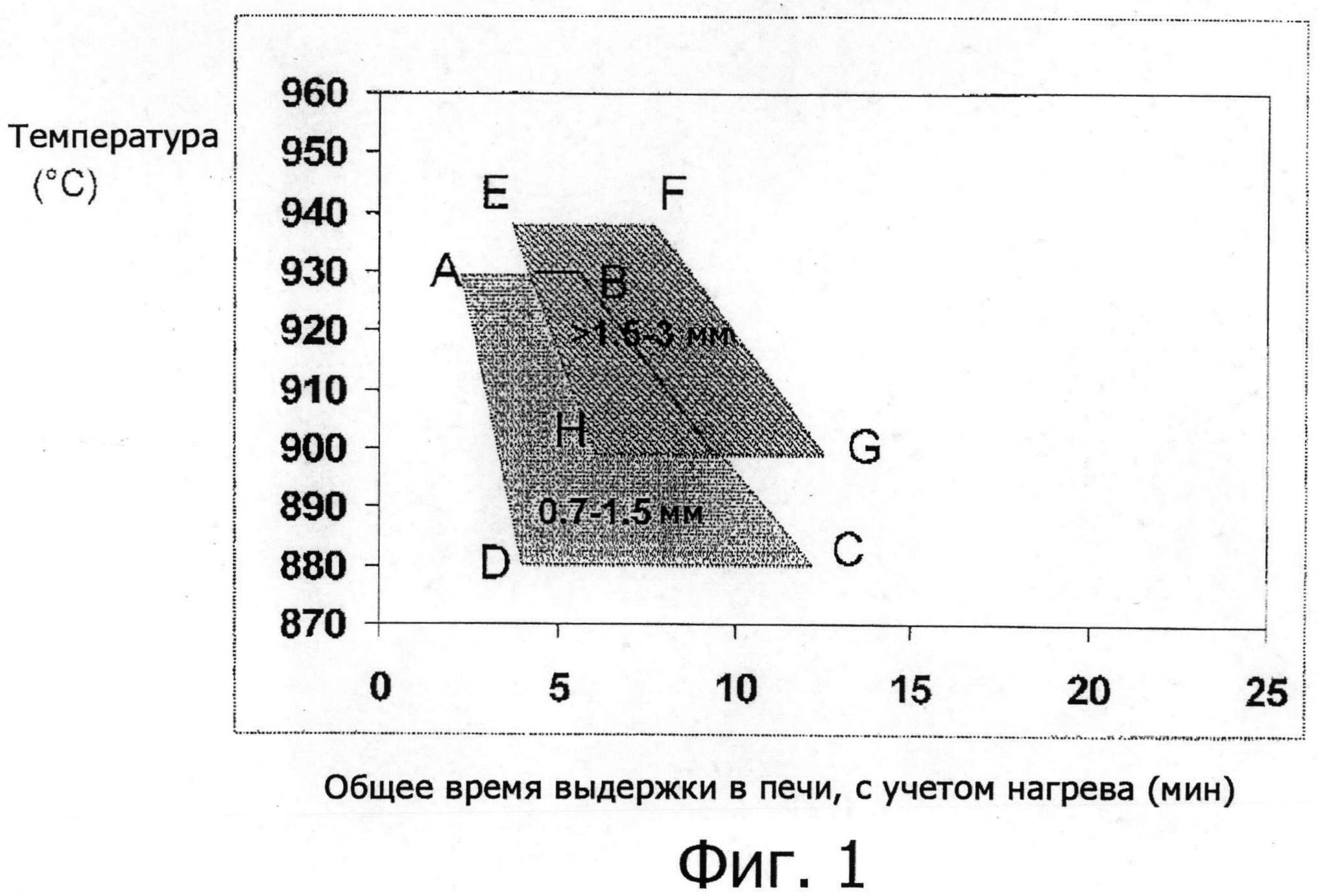
Фиг.1 - температурные условия в печи, как функция общего времени выдержки листов толщиной от 0,7 до 1,5 и толщиной от 1,5 до 3 мм, способствующие получению покрытий со свойствами, наиболее благоприятными для сварки.
Подробное описание предпочтительных вариантов осуществления изобретения
Для осуществления изобретения использовались определенные стальные полосы с предварительным покрытием, которые представляют собой стальную полосу с предварительным покрытием алюминием или алюминиевым сплавом, по меньшей мере, на части одной стороны стальной полосы. Для целого ряда применений стальная полоса может быть изготовлена из стали любого типа, покрытой алюминием или алюминиевым сплавом. Однако, для определенных применений, к примеру, в конструктивных деталях автомобиля, предпочтительной является стальная полоса, изготовленная из стали, обеспечивающей детали сверхвысокую прочность, т.е., выше 1000 МПа. В таких случаях наиболее предпочтительной является стальная полоса, изготовленная из борсодержащей стали.
На стане горячей прокатки может быть получена полоса, которая, в зависимости от требуемой окончательной толщины, снова может подвергаться вторичной холодной прокатке. Предпочтительная толщина полосы составляет от 0,7 до 3 мм. Как правило, стальная полоса хранится и транспортируется в виде рулона, как до, так и после формирования покрытия.
Примером предпочтительной стали для стальной полосы является сталь следующего состава, по массе:
|
остальное - содержащее, состоящее, по существу, из или состоящее из железа и примесей, присущих обработке. Такая сталь после термической обработки обладает очень высокой механической прочностью, и покрытие на основе алюминия обеспечивает высокую коррозионную стойкость стали.
Для стальной полосы особенно предпочтительным является следующий состав стали, по массе:
|
остальное, содержащее, состоящее по существу из или состоящее из железа и примесей, присущих обработке.
Примером серийно выпускаемой стали, предпочтительной для стальной полосы, является сталь марки 22MnB5.
Хром, марганец, бор и углерод могут быть добавлены в состав стали согласно изобретению, в связи с их благоприятным влиянием на закаливаемость. Кроме того, углерод позволяет достичь высоких механических характеристик стали, в связи с тем, что он оказывает благоприятное влияние на твердость мартенсита.
Алюминий вводят в состав стали для раскисления в жидком состоянии и для поддержания эффективности бора.
Титан, содержание которого в стали по отношению к содержанию азота должно превышать 3,42, вводят в состав стали, например, для связывания азота титаном с целью предотвращения соединения бора с азотом.
Легирующие элементы Mn, Cr, B обеспечивают закаливаемость стали, позволяя проводить закалку на штамповочном инструменте или использовать мягкие закалочные среды, что дает возможность ограничить деформацию деталей во время термической обработки. Кроме того, состав стали согласно изобретению оптимизирован с точки зрения свариваемости. Также могут вводиться добавки Ni и Cu вплоть до 0,1%.
Сталь может подвергаться обработке кальцием для глобуляризации сульфидов, которая обеспечивает повышение усталостной прочности листа.
Стальную полосу покрывают (или наносят предварительное покрытие, при этом, определение «предварительное» указывает на то, что преобразование природы предварительного покрытия будет происходить во время термической обработки перед штамповкой) алюминием или алюминиевым сплавом, предпочтительно, погружением в расплав. Типичная металлическая ванна для нанесения покрытия Al-Si, как правило, в своем основном составе содержит, по массе: кремний от 8% до 11%, железо от 2% до 4% и остальное, являющееся алюминием или алюминиевым сплавом и примесями, присущими обработке. Кремний вводят для предотвращения формирования толстого железо-металлического интерметаллического слоя, который снижает адгезию и формуемость. Другими элементами, применяемыми для легирования алюминия, в данном случае, являются железо, и кальций от 15 до 30 м.д. по массе, а также может применяться комбинация из двух или более элементов. Типичный состав покрытия Al-Si представляет собой: Al - 9,3% Si - 2,8% Fe. Однако покрытия согласно изобретению не ограничиваются этим составом.
Не вдаваясь в тонкости теории технологии, изобретатели полагают, что ряд преимуществ изобретения связан, прежде всего, с определенным диапазоном толщины tp предварительного покрытия от 20 до 33 мкм, который выбран в связи с тем, что:
- при толщине предварительного покрытия менее 20 мкм легированный слой, который сформирован при нагреве заготовки, имеет недостаточную шероховатость. В результате чего, адгезия к этой поверхности лакокрасочных покрытий, наносимых впоследствии, является низкой, и коррозионная стойкость материала является пониженной,
- при толщине предварительного покрытия на данном участке листа, превышающей 33 мкм, возникает риск, состоящий в том, что становится слишком существенным различие толщины предварительного покрытия на этом участке и на некоторых других участках, где предварительное покрытие является более тонким, и легирование во время нагрева заготовки становится неравномерным. Изобретатели также показали, что регулирование толщины предварительного покрытия в узком диапазоне, представленном выше, вносит вклад в формирование покрытия после обработки диффузионного характера, толщина которого также регулируется в точном диапазоне. При этом гарантируется, что диапазон параметров контактной сварки, выполняемой на деталях после проведения обработки диффузионного характера, не подвергается изменениям.
Стальные листы или полосы с предварительным покрытием затем разрезают на заготовки и подвергают термической обработке в печи перед горячей штамповкой для получения изделий или деталей. Изобретатели также обнаружили, что хорошие результаты по свариваемости достигаются в том случае, если покрытие, полученное на деталях или изделиях, изготовленных из заготовок, подвергавшихся интерметаллическому легированию, аустенизации и горячей штамповке, обладает характерными признаками. Следует отметить, что это покрытие отличается от начального предварительного покрытия в связи с тем, что при термической обработке происходит процесс легирования предварительного покрытия материалом стальной подложки, который изменяет физико-химическую природу и геометрию предварительного покрытия. При этом изобретатели обнаружили, что особенно хорошая свариваемость алюминированных и горячештампованных деталей тесно связана с нижеприведенной последовательностью слоев покрытия на деталях в направлении от стальной подложки наружу:
(a) слой взаимной диффузии;
(b) промежуточный слой;
(c) интерметаллический слой;
(d) поверхностный слой.
Изобретатели также обнаружили, что особенно хорошая свариваемость достигается, если в слоях покрытия ограничена пористость, как будет подробно описано ниже.
В предпочтительном варианте осуществления изобретения эти слои являются следующими:
(a) слой взаимной диффузии, предпочтительно, со средней твердостью (например, твердость составляет от 290 HV50 до 410 HV50, при этом, HV50 определяется как твердость, измеренная при нагрузке 50 г). В предпочтительном варианте осуществления изобретения этот слой имеет следующий состав, по массе: Fe от 86 до 95%, Al от 4 до 10%, Si от 0 до 5%;
(b) промежуточный слой (твердость от около 900 HV50 до 1000 HV50, например, при точности измерения +/-10%). В предпочтительном варианте осуществления изобретения этот слой имеет следующий состав, по массе: Fe от 39 до 47%, Al от 53 до 61%, Si от 0 до 2%;
(c) интерметаллический слой (твердость от около 580 HV50 до 650 HV50, например, при точности измерения +/-10%). В предпочтительном варианте осуществления изобретения этот слой имеет следующий состав, по массе: Fe от 62 до 67%, Al от 30 до 34%, Si от 2 до 6%;
(d) поверхностный слой (твердость от около 900 HV50 до 1000 HV50, например, при точности измерения +/-10%). В предпочтительном варианте осуществления изобретения этот слой имеет следующий состав, по массе: Fe от 39 до 47%, Al от 53 до 61%, Si от 0 до 2%.
В предпочтительном варианте осуществления изобретения общая толщина слоев от (a) до (d) составляет более 30 мкм.
В другом предпочтительном варианте осуществления изобретения толщина слоя (a) составляет менее 15 мкм.
Изобретатели обнаружили, что превосходная свариваемость наблюдается, главным образом, в том случае, если слои (c) и (d) являются, по существу, непрерывными; сущность непрерывности этих слоев состоит в том, что слои могут быть непрерывными полностью. Тем не менее, в некоторых областях указанные слои могут быть фрагментированы частями слоев, выходящих из нижних или верхних уровней. Согласно изобретению, эта фрагментация должна быть ограничена, т.е., слои (c) и (d) должны занимать, по меньшей мере, 90% общего уровня, образованного рассматриваемыми слоями. Превосходная свариваемость достигается, когда на внешней поверхности детали присутствует менее 10% слоя (c). Не вдаваясь в тонкости теории, изобретатели считают, что указанное специфическое расположение слоев, в частности, слоя (a) и слоев (c) и (d), благодаря присущим им характеристикам и эффекту шероховатости, оказывает влияние на удельное сопротивление покрытия. Таким образом, указанное специфическое расположение слоев покрытия влияет на величину электрического тока, выделение тепла на поверхностях и формирование сварочных точек на начальной стадии точечной сварки.
Указанное благоприятное расположение слоев достигается, например, когда стальные листы с предварительным покрытием алюминием или алюминиевым сплавом, диапазон толщины которых, к примеру, составляет от 0,7 до 3 мм, нагревают от 3 до 13 мин (это время выполнения операции включает фазу нагрева и время выдержки) в печи без специальной атмосферы, нагретой до температуры в диапазоне от 880 до 940°C. Согласно изобретению не требуется печь с контролируемой атмосферой. Другие условия, приводящие к указанному благоприятному расположению слоев, представлены на фиг.1 и ниже.
Наиболее предпочтительными являются следующие условия:
- при толщине листа от 0,7 до 1,5 мм:
- температура 930°C, время выдержки от 3 мин вплоть до 6 мин;
- температура 880°C, время выдержки от 4 мин 30 сек вплоть до 13 мин
- при толщине листа от 1,5 до 3 мм:
- температура 940°C, время выдержки от 4 мин вплоть до 8 мин;
- температура 900°C, время выдержки от 6 мин 30 сек вплоть до 13 мин
Для листов с общей толщиной, равной 0,7 мм или более, и равной 1,5 мм или менее, предпочтительные условия обработки (температура печи, общее время выполнения операции в печи) представлены на фиг.1 и находятся в области, обозначенной «ABCD».
Для листов с общей толщиной более 1,5 мм и равной 3 мм или менее предпочтительные условия обработки (температура печи, общее время нахождения в печи) представлены на фиг.1 и находятся в области, обозначенной «EFGH».
Для создания благоприятного расположения легированного слоя в покрытии скорость нагрева Vc стали составляет от 4 до 12°C/сек. Величина Vc, зависящая, в частности, от параметров печи, определена как средняя скорость нагрева в диапазоне температур от 20°C до 700°C, которому подвергается стальная заготовка с предварительным покрытием в предварительно нагретой печи. Изобретатели обнаружили, что регулировка величины Vc в этом определенном диапазоне позволяет влиять на природу и морфологию сформированных легированных слоев. Следует отметить, что скорость нагрева Vc отличается от средней скорости нагрева, которая является скоростью нагрева от комнатной температуры до температуры выдержки в печи.
Неожиданно изобретатели обнаружили, что особые условия нагрева являются наиболее благоприятными для формирования легированных слоев, так как при этом образуется меньшая пористость. Не вдаваясь в тонкости теории изобретения, считается, что формирование предпочтительных легированных слоев происходит в определенном диапазоне температур, благодаря особой кинетике процесса диффузионного характера в этом диапазоне; в связи с этим, было обнаружено, что регулировка скорости нагрева в диапазоне температур от 500 до 700°C (обозначенной здесь как Vc') является особенно важной и что величина Vc' должна составлять от 1,5 до 6°C/сек.
Когда величина Vc' составляет менее 1,5°C/сек, имеется риск того, что в результате взаимодействия кислорода атмосферы печи с поверхностью предварительного покрытия, кинетика процесса окисления конкурирует с кинетикой процесса диффузионного характера между стальной подложкой и предварительным покрытием. Вследствие чего, желаемое расположение легированных слоев не достигается. Кроме того, при малой скорости нагрева Vc' в покрытии образуется слишком большая пористость.
Когда величина Vc' превышает 6°C/сек, имеется тенденция присутствия более 10% интерметаллического слоя (c) на крайней поверхности детали, в результате чего, ухудшается свариваемость. Когда величина Vc' составляет от 1,5 до 6°C/сек, полностью обеспечивается необходимая непрерывность слоев (c) и (d).
Не вдаваясь в тонкости теории, предполагается, что формирование пористости и ее влияние на свариваемость, можно объяснить следующим образом:
- пористость появляется, главным образом, во время взаимной диффузии предварительного покрытия и стальной подложки, в результате разницы диффузионных потоков. Это влечет за собой поток вакансий с образованием дефектов Киркендалла. Это проявление вакансий в виде пористости, по-видимому, оптимизируется, когда скорость нагрева Vc' составляет от 1,5 до 6°C/сек.
При точечной сварке изделий первоначально ток течет, обходя поры, которые постепенно захлопываются в результате подъема давления и температуры. Таким образом, ток течет через покрытие, некоторые свойства которого могут скачкообразно изменяться, что, в свою очередь, может привести к повышенному искрению и выплеску металла по время сварки.
Улучшенная свариваемость изделия при точечной сварке наблюдается, когда покрытие в результате взаимной диффузии имеет поверхностную пористость менее 10%. Для данной области с нанесенным покрытием пористость является процентным отношением общей поверхности, занятой порами, к общей поверхности покрытия.
Наилучшей свариваемости можно добиться, если регулировать плотность поверхностного слоя, т.е., когда пористость поверхностного слоя (d) будет составлять менее 20%: эта величина является процентным отношением поверхности, занятой порами в поверхностном слое (d), к общей поверхности указанного поверхностного слоя.
Особое преимущество изобретения достигается в результате того, что предварительное покрытие имеет толщину в диапазоне от 20 до 33 мкм, поскольку в покрытии, имеющем толщину в указанном диапазоне, наблюдается благоприятное расположение слоев, и наблюдается однородность покрытия, сформированного после проведении процесса диффузионного характера, связанная с однородностью толщины предварительного покрытия.
Далее, нагретые заготовки перемещаются из печи в штамповочный пресс, подвергаются горячей штамповке для получения детали или изделия и охлаждаются со скоростью Vr, составляющей более 30°C/сек. В данном случае, скорость охлаждения Vr определяется как средняя скорость охлаждения нагретой заготовки от температуры на выходе из печи до температуры 400°C. В этих условиях аустенит, сформированный при высокой температуре, главным образом, претерпевает превращение с образованием мартенситной структуры или мартенситно-бейнитной структуры, обладающей высокой прочностью.
В предпочтительном варианте осуществления изобретения промежуток времени от выхода нагретой заготовки из печи до помещения заготовки в горячий штамповочный пресс составляет не более 10 сек. В противном случае, появляется склонность к частичному превращению аустенита: при необходимости получения полностью мартенситной структуры время, затраченное на перемещение заготовки от выхода из печи до помещения на штамповочный пресс должно составлять менее 10 сек.
Назначением полученного покрытия является, в частности, защита основного листа от коррозии в различных условиях. В процессе проведения термической обработки готовой детали или во время проведения процесса формоизменения заготовки в горячем состоянии в покрытии формируется слой, обладающий существенным сопротивлением трению, износу, усталости, ударному воздействию, так же как и хорошей коррозионной стойкостью и хорошей способностью к окрашиванию и склеиванию. Покрытие перед проведением термической обработки позволяет избежать различных операций подготовки поверхности, применяемых для стальных листов, не имеющих какого-либо покрытия.
Термическая обработка, проведенная во время процесса формоизменения заготовки в горячем состоянии или после формоизменения, позволяет достичь высоких механических характеристик материала, при этом предел прочности может превышать 1500 МПа и предел текучести может превышать 1200 МПа. Окончательные механические характеристики являются регулируемыми и зависят, в частности, от доли мартенсита в структуре, от содержания углерода в стали и от режимов термической обработки.
Изобретение также относится к использованию горячекатаного стального листа, который далее может подвергаться холодной прокатке и нанесению покрытия для изготовления конструктивных деталей и/или запорных деталей, или деталей для узлов наземных транспортных средств, таких, например, как буферный брус, усилитель двери, спица колеса, и т.д.
Настоящее изобретение далее будет описано посредством конкретных иллюстративных примеров его осуществления, которые не являются ограничительными.
Примеры
i) - Условия согласно изобретению; в одном из примеров осуществления изобретения был изготовлен холоднокатаный стальной лист толщиной 1,2 мм, содержащий, по массе: углерод 0,23%, марганец 1,25%, фосфор 0,017%, серу 0,002%, кремний 0,27%, алюминий 0,062%, медь 0,021%, никель 0,019%, хром 0,208%, азот 0,005%, титан 0,038%, бор 0,004% и кальций 0,003%. На лист было нанесено предварительное покрытие сплавом на основе алюминия, содержащим кремний 9,3%, железо 2,8% и остальное, являющееся алюминием и неизбежными примесями. На каждой стороне листа проводился контроль толщины покрытия для того, чтобы толщина покрытия не выходила за пределы диапазона (20-33) мкм.
Листы впоследствии разрезали на заготовки, которые нагревали при температуре 920°C в течение 6 мин, причем, это время включает фазу нагрева и время выдержки. Скорость Vc нагрева заготовки в температурном диапазоне от 20 до 700°C составляла 10°C/сек. Скорость Vc' нагрева заготовки в температурном диапазоне от 500 до 700°C составляла 5°C/сек. Какой-либо специальный контроль атмосферы печи не проводился. Заготовки перемещали от печи к штамповочному прессу менее, чем за 10 сек, подвергали горячей штамповке и закалке для получения полностью мартенситных структур.
Детали, полученные после горячей штамповки, имели покрытие толщиной 40 мкм с четырехслойной структурой. Начиная от стальной основы, слои покрытия расположены в следующем порядке:
(a) слой взаимной диффузии или интерметаллический слой толщиной 17 мкм. Этот слой состоит из двух подслоев. Слоя имеет твердость в диапазоне от 295 HV50 до 407 HV50 и средней состав, по массе: 90% Fe, 7% Al, 3% Si,
(b) промежуточный слой толщиной 8 мкм. Этот слой имеет твердость 940 HV50 и средней состав, по массе: 43% Fe, 57% Al, 1% Si,
(c) интерметаллический слой толщиной 8 мкм, имеющий твердость 610 HV50 и средней состав, по массе: 65% Fe, 31% Al, 4% Si,
(d) поверхностный слой толщиной 7 мкм, имеющий твердость 950 HV50 и средний состав, по массе: 45% Fe, 54% Al, 1% Si.
Слои (c) и (d) являются квазинепрерывными, т.е., занимают, по меньшей мере, 90% общего уровня, образованного рассматриваемыми слоями. В частности, слой (c) не достигает крайней поверхности, кроме исключительных случаев. Так или иначе, этот слой (c) занимает менее 10% крайней поверхности.
В покрытии наблюдалась небольшая поверхностная пористость, которая составляла менее 10%. В поверхностном слое (d) поверхностная пористость составляла менее 20%.
ii) Вариант согласно ссылке: заготовки из того же основного материала и с предварительным покрытием нагревали в печи при различных условиях. Заготовки нагревали при температуре 950°C в течение 7 мин, это время включает фазу нагрева. Скорость нагрева Vc заготовки составляла 11°C/сек. Скорость нагрева Vc' заготовки в температурном диапазоне от 500 до 700°C составляла 7°C/сек. Указанные условия способствуют более существенному легированию покрытия на деталях, чем условия (i).
В этом покрытии интерметаллический слой (c) не является непрерывным и рассредоточен в пределах покрытия. Приблизительно 50% этого слоя присутствует на крайней поверхности детали. Слой взаимной диффузии толщиной 10 мкм, находящийся в контакте со стальной основой, является более тонким, чем в предыдущем случае. Кроме того, пористость этого покрытия значительно больше, чем пористость покрытия в случае (i), поскольку поверхностная пористость превышает 10%. Особенно значительной является поверхностная пористость в поверхностном слое (d), которая превышает 20%.
Контактную точечную сварку выполняли на деталях, которые имели покрытия, соответствующие вариантам i) и ii):
(i) покрытие с квазинепрерывными слоями (c) и (d), причем, слой (c) занимает менее 10% крайней поверхности, и поверхностная пористость является небольшой,
(ii) покрытие со смешанными и прерывистыми слоями, причем, слой (c) занимает более 10% крайней поверхности, и поверхностная пористость является большой.
Контактную точечную сварку выполняли при наложении двух деталей и соединении их проводили при следующих условиях:
- сила сжатия и сварочное усилие: 4000 Н;
- время сжатия: 50 циклов;
- сварка и время выдержки: 18 циклов, соответственно. Для каждого варианта i) и ii) подбирали подходящий диапазон силы тока, чтобы обеспечить:
- отсутствие выплеска металла во время сварки;
- приемлемый размер сварочной точки.
Для оценки диапазонов свариваемости были также выполнены испытания на растяжение.
Для варианта i) диапазон свариваемости, выраженный силой тока, составляет 1,4 кА. Для варианта ii) диапазон свариваемости является чрезвычайно малым. Большая пористость покрытия, характер и расположение его слоев приводит к искрению и выплеску покрытия.
Таким образом, очевидно, что благодаря покрытию согласно изобретению обеспечиваются наиболее удовлетворительные результаты при сварке.
Наряду с тем, что в вышеприведенном описании достаточно ясно раскрывается изобретение, нижеследующие термины, используемые в приведенном ниже перечне предпочтительных вариантов осуществления изобретения и в пунктах формулы изобретения, имеют следующие определенные значения, во избежание какой-либо путаницы:
предварительное покрытие: - материал (Al или сплав Al), нанесенный, по меньшей мере, на участок стальной полосы или стального листа, и т.д., или размещенный на нем с целью формирования композиции предварительное покрытие/стальная основа, а именно, композиции, которая не подвергалась воздействию реакции диффузионного характера между материалом покрытия (Al или Al сплавом) и стальной основой;
процесс диффузионного характера или легирование: - реакция между предварительным покрытием и стальной основой, проводимая для создания, по меньшей мере, одного промежуточного слоя, отличающегося по составу, как от стальной основы, так и от предварительного покрытия. Реакция диффузионного характера происходит во время термической обработки, которая непосредственно предшествует горячей штамповке. Реакция диффузионного характера оказывает влияние на общую толщину предварительного покрытия. В наиболее предпочтительном варианте осуществления изобретения при реакции диффузионного характера формируются следующие слои: (a) взаимной диффузии, (b) промежуточный, (c) интерметаллический, и (d) поверхностный, как описано выше;
сталь с предварительным покрытием: - композиция предварительное покрытие/основа, которая не подвергалась воздействию реакции диффузионного характера между материалом покрытия и стальной основой;
покрытие: - предварительное покрытие после проведения реакции диффузионного характера между предварительным покрытием и стальной основой. В наиболее предпочтительном варианте осуществления изобретения при реакции диффузионного характера формируются следующие слои: (a) взаимной диффузии, (b) промежуточный, (c) интерметаллический и (d) поверхностный, как описывалось выше;
покрытая сталь или изделие: - сталь или изделие с предварительным покрытием после проведения реакции диффузионного характера между предварительным покрытием и стальной основой. В наиболее предпочтительном варианте осуществления изобретения покрытая сталь является полосой или листом, и т.д., причем, на стальной основе согласно изобретению имеется покрытие, содержащее слои: (a) взаимной диффузии, (b) промежуточный, (c) интерметаллический и (d) поверхностный, как описывалось выше;
заготовка: - полуфабрикат, вырезанный из полосы;
изделие: - горячештампованная заготовка.
В представленном выше описании изобретения предлагается способ и процесс изготовления и использования таким образом, что любой специалист в данной области способен создать и использовать предлагаемое, при этом обеспечивается достаточность раскрытия предмета заявки в прилагаемых пунктах формулы изобретения, которые составляют неотъемлемую часть первоначального описания.
Таким образом, в настоящем изобретении предлагаются, в частности, следующие предпочтительные варианты осуществления изобретения:
1. Способ изготовления горячештампованного покрытого стального листового изделия, включающий:
- предварительное покрытие стальной полосы или листа алюминием или алюминиевым сплавом, затем
- разрезку указанной стальной полосы или листа с предварительным покрытием для получения стальной заготовки с предварительным покрытием, затем
- нагрев стальной заготовки с предварительным покрытием алюминием или алюминиевым сплавом в предварительно нагретой печи до температуры и в течение времени согласно диаграмме ABCD на фиг.1 при толщине указанного листа в диапазоне от 0,7 мм до 1,5 мм, и согласно диаграмме EFGH на фиг.1 при толщине указанного листа в диапазоне от 1,5 мм до 3 мм, при этом скорость нагрева Vc в температурном диапазоне от 20 до 700°C составляет от 4 до 12°C/сек и скорость нагрева Vc' в температурном диапазоне от 500 до 700°C составляет от 1,5 до 6°C/сек, для получения нагретой заготовки; затем
- перемещение указанной нагретой заготовки к штамповочному прессу; затем
- горячую штамповку указанной нагретой заготовки в указанном штамповочном прессе для получения, таким образом, горячештампованного стального листового изделия, затем
- охлаждение указанного нагретого изделия от температуры при выходе указанной нагретой заготовки из печи до температуры 400°C со средней скоростью Vr, по меньшей мере, 30°C/сек.
2. Способ согласно варианту 1 осуществления изобретения, в котором предварительное покрытие выполняют в ванне алюминия или алюминиевого сплава погружением в расплав стальной полосы или листа, имеющего первую сторону и вторую сторону, причем, толщина tp указанного предварительного покрытия составляет от 20 до 33 мкм на каждом участке указанной первой стороны и второй стороны указанной стальной полосы или листа.
3. Способ согласно варианту 1 или 2 осуществления изобретения, в котором промежуток времени от выхода указанной нагретой заготовки из указанной печи до начала указанной штамповки не превышает 10 сек.
4. Покрытое стальное штампованное изделие, которое содержит:
(a) полосу стальной основы, имеющую первую сторону и вторую сторону;
(b) покрытие, по меньшей мере, на одной из указанных сторон, указанной первой стороны указанной полосы стальной основы и указанной второй стороны указанной полосы стальной основы, и
в котором:
(i) указанное покрытие является результатом взаимной диффузии между указанной стальной основой и предварительным покрытием алюминием или алюминиевым сплавом,
(ii) указанное покрытие в направлении от стальной основы наружу содержит:
(a) слой взаимной диффузии;
(b) промежуточный слой;
(c) интерметаллический слой;
(d) поверхностный слой;
(iii) поверхностная пористость в указанном покрытии составляет менее 10%.
5. Покрытое стальное штампованное изделие согласно варианту 4 осуществления изобретения, в котором поверхностная пористость указанного поверхностного слоя (d) составляет менее 20%.
6. Покрытое стальное штампованное изделие согласно вариантам 4 или 5 осуществления изобретения, в котором указанное покрытие имеет толщину более 30 мкм.
7. Покрытое стальное штампованное изделие согласно вариантам 4-6 осуществления изобретения, в котором указанный слой (a) имеет толщину менее 15 мкм.
8. Покрытое стальное штампованное изделие согласно вариантам 4-7 осуществления изобретения, в котором указанные слои (c) и (d) являются квазинепрерывными, занимая, по меньшей мере, 90% общего уровня, образованного рассмотренными указанными слоями, и в котором менее 10% слоя (c) присутствует на крайней поверхности указанного изделия.
9. Покрытое стальное штампованное изделие согласно любому из вариантов 4-8 осуществления изобретения, в котором полоса изготовлена из стали, содержащей следующие компоненты, по массе, исходя из общей массы:
|
и остальное, содержащее железо и примеси, присущие обработке.
10. Покрытое стальное штампованное изделие согласно любому из вариантов 4-8 осуществления изобретения, в котором полоса изготовлена из стали, содержащей следующие компоненты, по массе, исходя из общей массы:
|
и остальное, содержащее железо и примеси, присущие обработке.
11. Покрытое стальное штампованное изделие согласно любому из вариантов 4-10, в которой предварительное покрытие алюминием или алюминиевым сплавом содержит, по массе: кремний от 8% до 11%, железо от 2% до 4% и остальное, являющееся алюминием и примесями, присущими обработке.
12. Наземное транспортное средство, содержащее термообработанное покрытое стальное изделие согласно любому из вариантов 4-11 осуществления изобретения.
13. Наземное транспортное средство, содержащее термообработанное покрытое стальное изделие, полученное согласно любому из вариантов 1-3 осуществления изобретения.
Способ изготовления штампованных деталей с покрытием и детали, полученные таким способом
Промышленный генератор пара для нанесения покрытия из сплава на металлическую полосу (ii)
Способ производства стального листа с очень высокими характеристиками прочности на разрыв, пластичности и ударной прочности и изготовленный по способу лист
Сталь для горячей штамповки или закалки в инструменте, обладающая улучшенной пластичностью
Способ нанесения покрытия на подложку и устройство вакуумного осаждения металлического сплава
Способ изготовления сварной детали с высокими механическими свойствами из катаного листа с покрытием
Сталь низкой плотности, обладающая хорошей деформируемостью при штамповке
Способ изготовления высокопрочных холоднокатaных и отожженных стальных листов и листы, полученные этим способом
Способ прокатки металлической полосы с регулированием ее бокового положения и соответствующий прокатный стан
Способ производства оцинкованного и отожженного стального листа путем регулирования пламенной печи прямого действия
Способ изготовления штампованных деталей с покрытием и детали, полученные таким способом
Промышленный генератор пара для нанесения покрытия из сплава на металлическую полосу (ii)

