Результат интеллектуальной деятельности: ВАКУУМ-КАМЕРА
Вид РИД
Изобретение
Изобретение относится к металлургии, конкретно - к оборудованию для внепечного вакуумирования жидкой стали.
Известно устройство для порционного вакуумирования металла, включающее вакуум-камеру с не менее чем одним наклонным погружным патрубком, в том числе расположенным эксцентрично (авторское свидетельство СССР №1035072, 23.07.81).
К недостаткам известной вакуум-камеры относятся ограниченные функциональные возможности, связанные с отсутствием средств для осуществления процесса циркуляционного вакуумирования, а также с необходимостью периодического полного слива металла из вакуум-камеры в процессе обработки, что не позволяет осуществлять обработку металла в вакуум-камере газообразными и порошкообразными реагентами.
Известны также устройства для циркуляционного вакуумирования, включающие вакуум-камеру, по крайней мере, с двумя вертикальными погружными патрубками, снабженными соплами для подвода инертного газа (авторские свидетельства СССР №1092188, 04.10.1982 и №1617004, 11.01.1988), где обеспечивается циркуляция металла через вакуум-камеру за счет создания разности расхода инертного газа, пропускаемого через патрубки, а изменением баланса расхода между патрубками обеспечивается смена направления циркуляции и повышение интенсивности перемешивания. К недостаткам известных устройств относятся ограниченные функциональные возможности ввиду невозможности осуществления порционного способа вакуумирования.
Из известных, наиболее близким к предлагаемой по технической сущности и достигаемым результатам является вакуумно-дегазационный агрегат циркуляционного типа с вакуум-камерой, снабженной двумя погружными наклонными патрубками и одним центральным вертикальным патрубком (патент JP 5156342, 22.06.1993).
К его недостаткам относится невозможность применения порционной схемы вакуумирования, относительно невысокая эффективность перемешивания ванны расплава, поскольку поток циркулирующего металла, вытекающего из двух наклонных патрубков, направлен к стенке ковша под углом, близким к прямому, что приводит к торможению кругового перемешивания металла в ковше, а основная масса металла проходит через центральный патрубок большего диаметра ввиду меньшего сопротивления течению металла в нем, что уменьшает движение металла через малые наклонные патрубки и снижает эффективность их работы.
Технический результат предлагаемого изобретения заключается в расширении функциональных возможностей вакуум-камеры за счет интенсификации перемешивания металла в ковше, а также в повышении жесткости и надежности конструкции вакуум-камеры.
Технический результат достигается тем, что в ваккуум-камере, включающей три погружных патрубка, все патрубки выполнены с наклоном относительно вертикальной оси вакуум-камеры и установлены со смещением относительно вертикальной оси вакуум-камеры на расстояние 1-1,5d, где d - внутренний диаметр патрубка, при этом каждый из патрубков снабжен футерованной огнеупорным материалом вставкой, расположенной между днищем вакуум-камеры и верхней частью поверхности патрубка, и соплами для подачи транспортирующего газа, расположенными с нижней стороны, противоположной вставке.
При смещении патрубков на расстояние менее d перемешивание ванны металла ограничивается преимущественно центральной зоной, а при расстоянии более 1,5d в центральной части ванны образуется застойная зона.
Наклон и смещение патрубков относительно оси вакуум-камеры способствует интенсификации перемешивания за счет закручивания ванны вытекающим потоком металла, в особенности при возвратно-поступательном вертикальном перемещении вакуум-камеры.
Расположение среза патрубков в плоскости, перпендикулярной оси патрубков, упрощает выполнение кладки внутренней футеровки, выполняемой из стандартных огнеупоров, а в горизонтальной плоскости способствует повышению стойкости футеровки за счет исключения выступов, быстро изнашиваемых при смывании жидким металлом.
Наличие вставки между верхней частью патрубка и днищем повышает жесткость конструкции, способствует улучшению условий ввода патрубков в металл при наличии шлаковой корки на поверхности металла в ковше и извлечению их из расплава.
Сущность изобретения поясняется графическими материалами, где на:
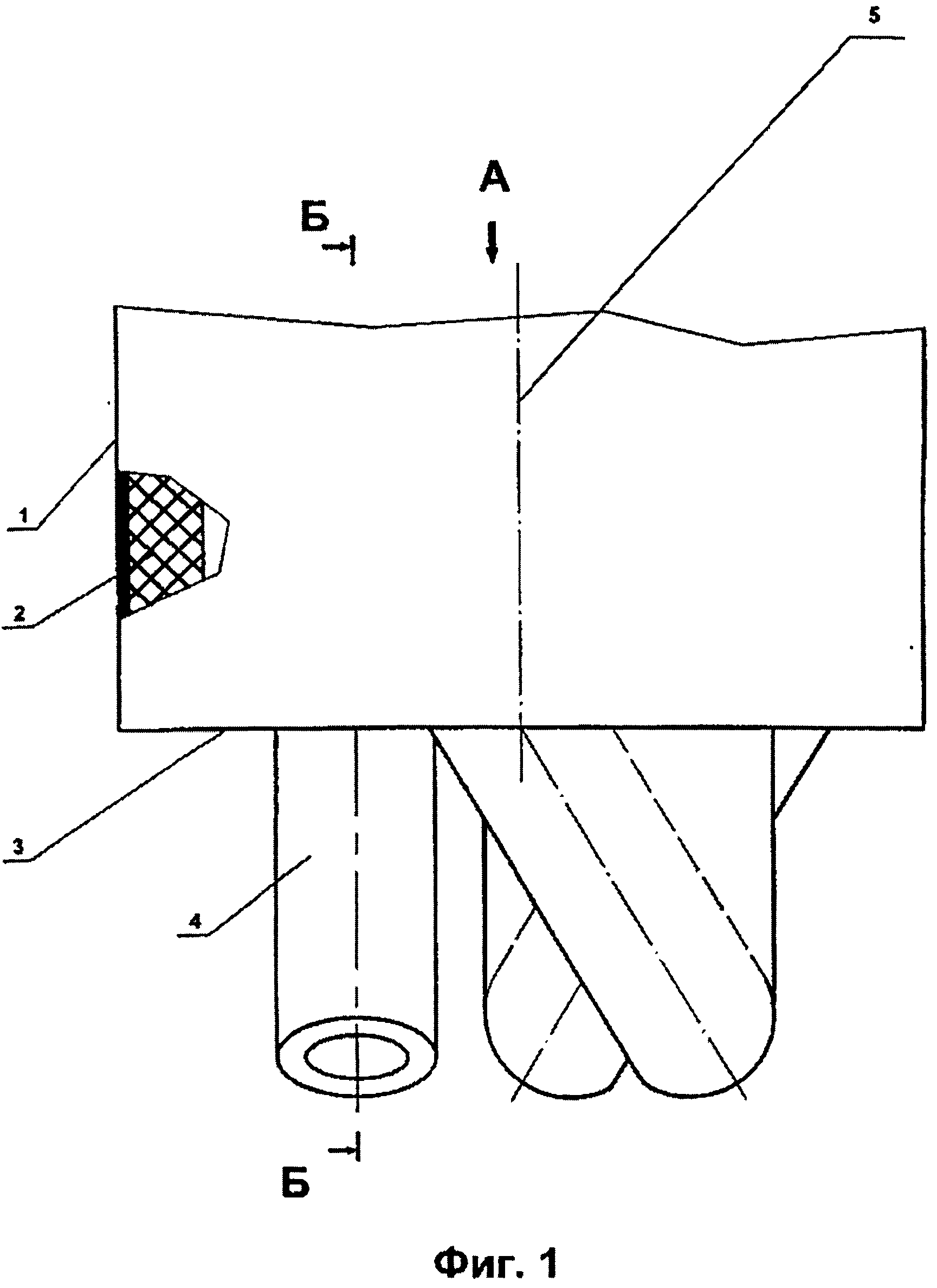
фиг.1 изображен общий вид вакуум-камеры;
фиг.2 - вид А на фиг.1;
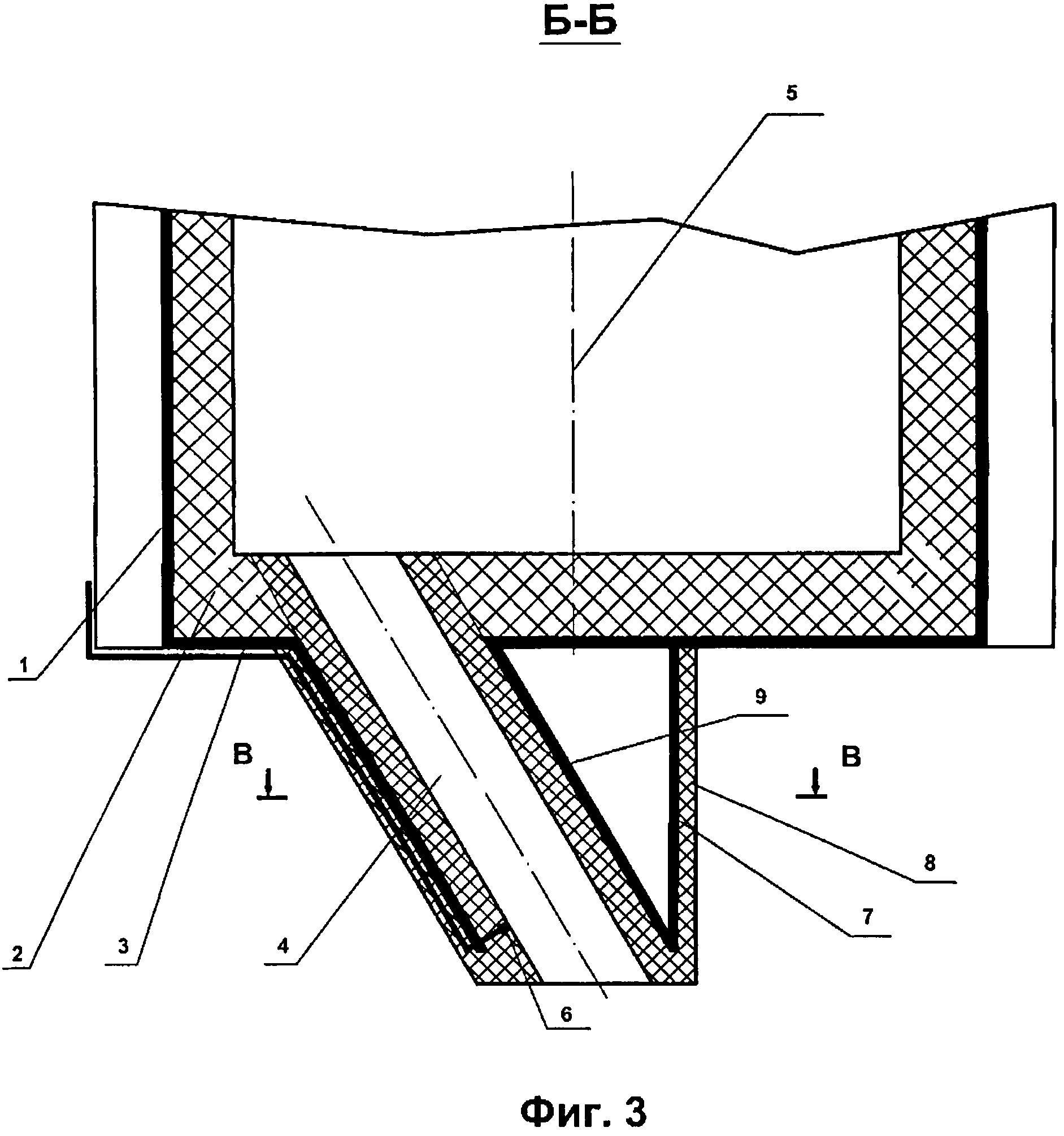
фиг.3 - разрез Б-Б патрубка с огнеупорной вставкой и соплами подачи инертного газа;
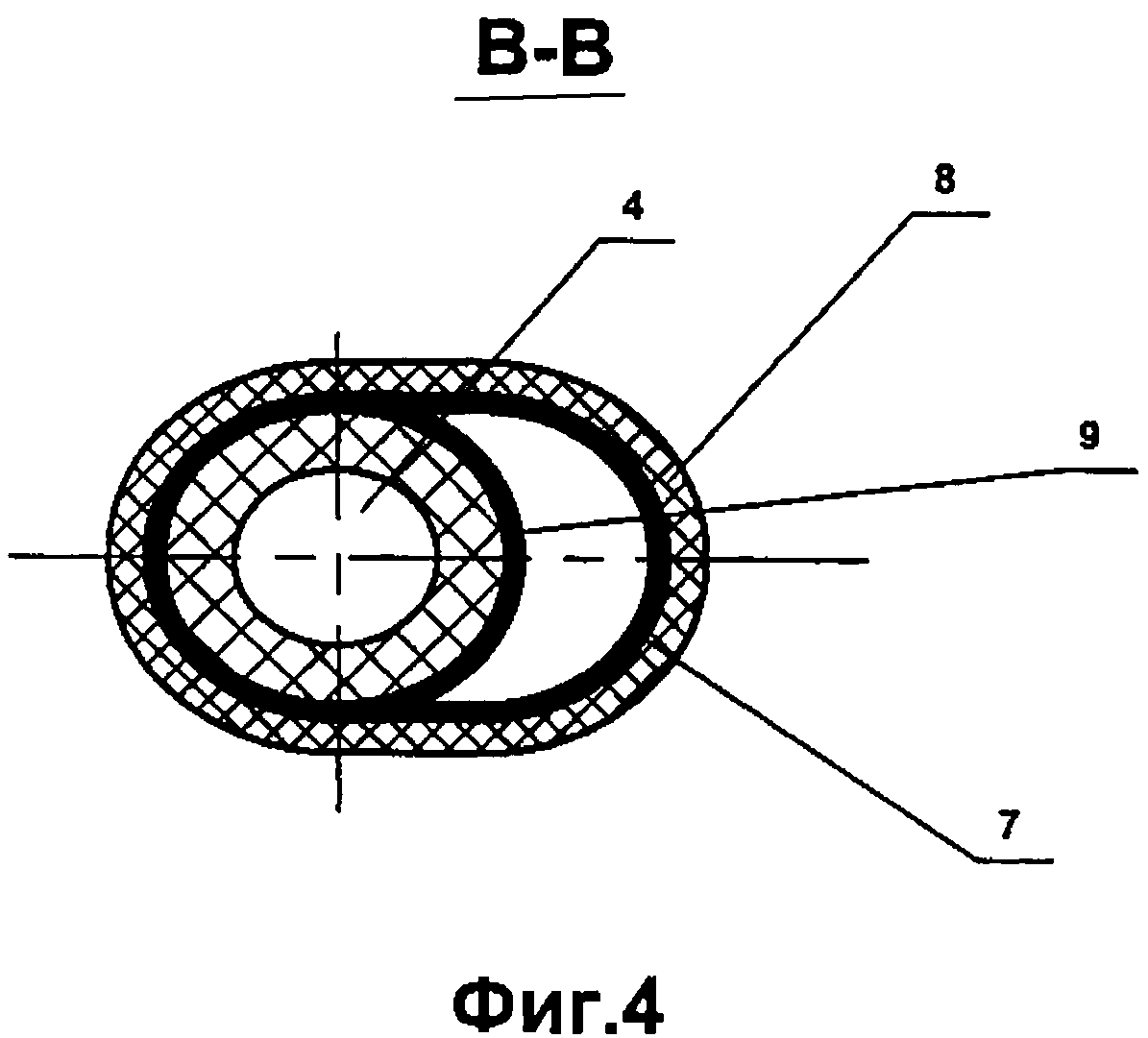
фиг.4 - разрез В-В на фиг 3.
Вакуум-камера состоит из корпуса 1, футерованного изнутри огнеупорным материалом 2, днища 3 и трех погружных патрубков 4, которые смещены относительно вертикальной оси 5 на расстояние L=1÷1,5d, где d - внутренний диаметр патрубка, и наклонены к вертикали на угол 10-20° в одну сторону: либо по ходу часовой стрелки (фиг.1), либо в противоположном направлении. При расстоянии L меньше d не обеспечивается захват достаточной области перемешивания металла в вакуум-камере, а при расстоянии L большим 1,5d середина металла в вакуум-камере не перемешивается.
В нижней части каждого патрубка со стороны, противоположной направлению наклона патрубков, расположены сопла 6 для подвода инертного газа, причем, благодаря наклону патрубка, струя газа пересекает поток металла и более полно вовлекает его в движение и перемешивание, чем при подаче вдоль вертикальных стенок. Каждый их погружных патрубков снабжен вставкой 7, футерованной огнеупорным материалом 8 и расположенной между днищем 3 вакуум-камеры 1 и верхней частью 9 поверхности патрубка.
В процессе работы вакуум-камера при помощи механизма вертикального перемещения (на чертежах не показан) опускается таким образом, что патрубки вводятся в металл. Затем в вакуум-камере при помощи вакуумного насоса (на чертежах не показан) создается разрежение, металл затекает в нижнюю часть вакуум-камеры, где подвергается вакуумной обработке. Путем вертикальных возвратно-поступательных перемещений вакуум-камеры (порционный способ) или за счет подачи инертного газа в патрубки (разности расходов инертного газа в патрубки - циркуляционный способ) или сочетания перемещений с подачей газа (комбинированный способ) осуществляется периодическое или непрерывное поступление необработанного металла в вакуум-камеру и слив его в ковш. Благодаря наклону и смещению патрубков в верхних слоях ванны металла в ковше создается вращательное движение, способствующее существенной интенсификации массопереноса.
В результате лучшего перемешивания время достижения однородного состава металла независимо от массы обрабатываемой плавки сокращается на 10-15%, что обеспечивает соответствующее увеличение производительности вакуум-камеры.
Таким образом, реализация предложенного технического решения со смещением и наклоном патрубков вакуум-камеры, защищенных вставками, и подачей инертного газа из нижней части наклонных патрубков расширяет функциональные возможности вакуум-камеры благодаря возможности применения различных режимов вакуумирования с образованием круговых потоков металла, увеличивающих интенсивность перемешивания объема обрабатываемого металла, уменьшающих время процесса и повышающих однородность состава металла.
Вакуум-камера, содержащая три погружных патрубка, отличающаяся тем, что патрубки выполнены с наклоном относительно вертикальной оси вакуум-камеры и расположены со смещением относительно этой оси на расстояние 1-1,5d, где d - внутренний диаметр патрубка, при этом каждый патрубок снабжен футерованной огнеупорным материалом вставкой, расположенной между днищем вакуум-камеры и верхней поверхностью патрубка, и соплами для подачи транспортирующего газа, расположенными с нижней стороны патрубка, противоположно вставке.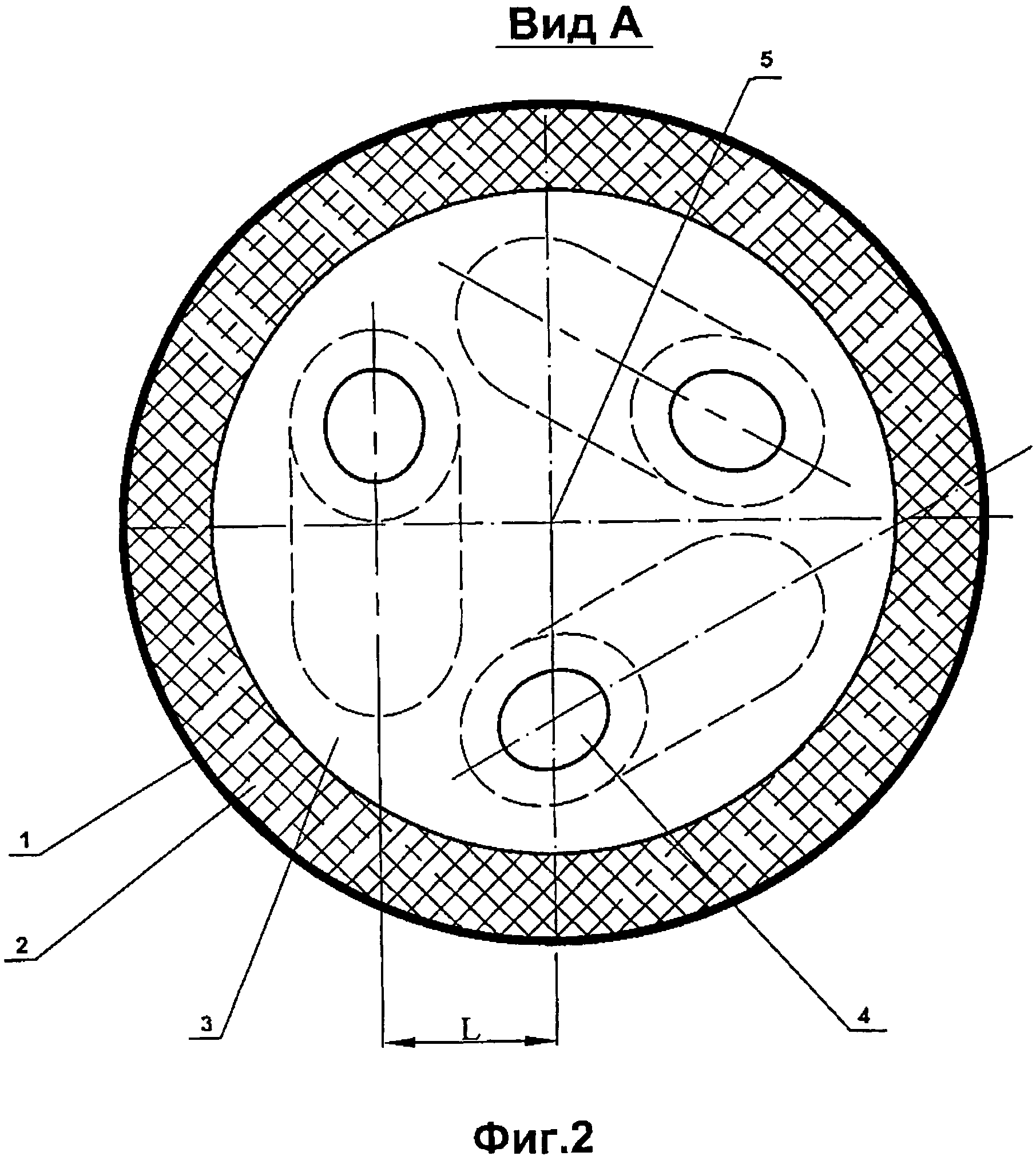
Сопло для производства аморфной ленты
Многоручьевой трайб-аппарат для подачи алюминиевой и порошковой проволоки
Способ внепечной обработки жидкой стали
Способ ввода модифицирующих добавок в расплавленный металл и устройство для его осуществления
Способ и устройство для внепечной обработки металла в ковше
Способ электрошлакового переплава металлосодержащих отходов
Устройство для дуговой сварки полос на машинах непрерывных металлургических агрегатов
Способ сборки изделий коробчатой формы для автоматической дуговой сварки плавящимся электродом
Устройство для стыковой сварки концов полос
Привод клети стана холодной прокатки труб
Способ управления подачей и поворотом трубы стана холодной прокатки труб
Линия штамповки изделий из цилиндрических реозаготовок
Устройство упаковки порошковой смеси в оболочку неограниченной длины
Зубчато-реечный привод валка стана периодической прокатки труб
Способ подготовки полос под сварку на машинах непрерывных металлургических агрегатов
Способ непрерывного литья металлических заготовок методом "плавка на плавку"

