Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ФАСОННЫХ КОЛЬЦЕВЫХ ИЗДЕЛИЙ
Вид РИД
Изобретение
Изобретение относится к технологии обработки металлов давлением, в частности к способам получения фасонных кольцевых изделий из трубных заготовок.
Из уровня техники известны способы получения фасонных изделий из трубных заготовок - раздача тонкостенной трубы эластичной средой (резина, полиуретан), жидкостью высокого давления или секционным разжимным пуансоном (см., например, Попов Е.А., Ковалев В.Г., Шубин И.Н. Технология и автоматизация листовой штамповки. - М.: Изд-во МВТУ им. Н.Э. Баумана, 2003; Аверкиев Ю.А., Аверкиев А.Ю. Технология холодной штамповки. - М.: Машиностроение. 1989; Машиностроение. Энциклопедия. Том III-2. Технология заготовительных производств. - М.: Машиностроение, 1996).
Недостатками известных способов получения фасонных изделий из трубных заготовок являются применение сложного инструмента в виде разъемных матриц или секционного пуансона, трудоемкость сборки и разборки оснастки, сложность устройства для раздачи жидкостью высокого давления, ограничение процесса предельным давлением эластичной среды или жидкости.
Наиболее близким техническим решением к предлагаемому способу является способ раздачи трубной заготовки жидкостью высокого давления в разъемных матрицах (Попов Е.А., Ковалев В.Г., Шубин И.Н. Технология и автоматизация листовой штамповки. - М.: Изд-во МВТУ им. Н.Э. Баумана, 2003, стр.274, 275). Недостатками этого способа получения фасонных изделий из трубной заготовки являются ограничения толщины стенки предельным давлением жидкости; высокие требования к точности гидравлического устройства для создания высокого внутреннего давления; необходимость герметизации заготовки по торцам и цилиндрическим поверхностям; сложность оснастки с разъемными матрицами и трудоемкость сборки и разборки оснастки для выполнения каждой операции.
Техническим результатом заявленного изобретения является обеспечение эффекта пластической потери устойчивости при осевом сжатии заготовки с защемленными концами в виде образования симметричного фасонного профиля, что в итоге позволяет получать изделия фасонного кольцевого профиля с большой толщиной стенки относительно диаметра при использовании простого инструмента.
Поставленный технический результат обеспечивается за счет того, что в способе получения фасонных кольцевых изделий посредством приложения осевой силы на трубную заготовку для обеспечения пластической деформации в ее центральной зоне, согласно изобретению, используют трубную заготовку с отношением толщины стенки h к ее наружному диаметру D в интервале 0.04<h/D<0.12, приложение осевой силы осуществляют по торцам трубной заготовки при одновременном их защемлении; при этом величину осевой силы P определяют из соотношения:

где:
D - наружный диаметр трубы;
h - толщина стенки;
σ0, C и n - предел текучести и постоянные упрочнения материала трубы;
ep - начальная пластическая деформация сжатия трубы,
а высоту H заготовки выбирают из соотношения:

где:
H - высота трубной заготовки;
L - высота заготовки без защемленных концов;
R - средний радиус трубы;
ν - коэффициент Пуассона.
Изобретение поясняется графическими материалами, где:
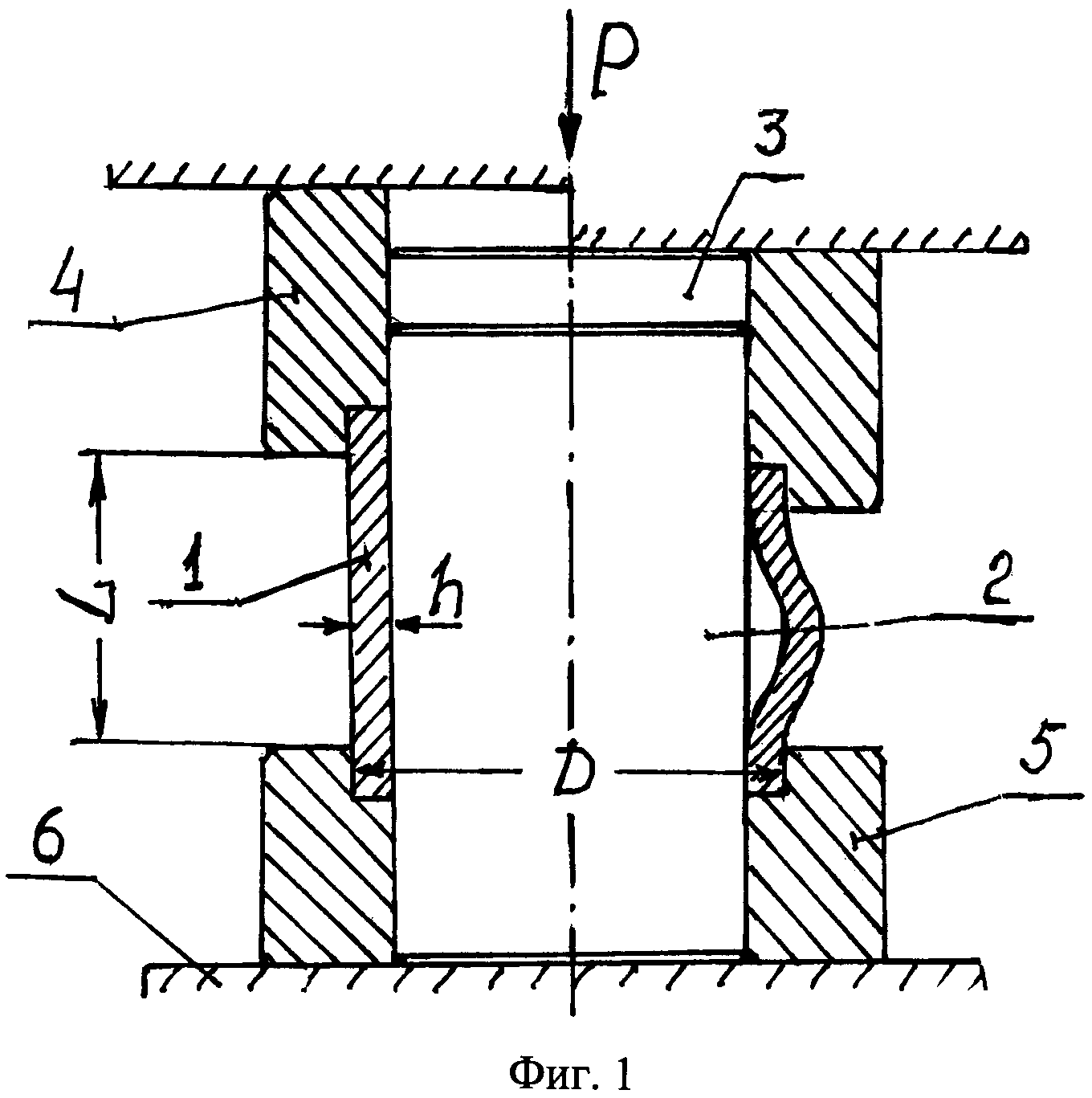
на фиг.1 показано устройство для получения фасонного кольцевого изделия.
А на фиг.2, 3 и 4 представлены фотографии, на которых показаны образцы фасонных кольцевых изделий, полученных при различном перемещении инструмента.
Способ получения фасонного кольцевого изделия осуществляется следующим образом (фиг.1). Заготовка 1 с оправкой 2 и диском 3 устанавливается в выточки колец 4 и 5 на плиту 6 гидравлического пресса. Начальное положение заготовки с инструментом показано на левой половине фиг.1. При действии осевой силы Р происходит начальная пластическая деформация сжатия заготовки с защемлением ее концов оправкой 2 и кольцами 4 и 5. При дальнейшем возрастании осевой силы Р происходит пластическая потеря устойчивости на длине L боковой границы заготовки с образованием симметричного фасонного профиля, форма которого зависит от перемещения кольца 4, ограниченного толщиной диска 3. Форма фасонного кольца показана на правой половине фиг.1. Изделие снимается с оправки 2 и удаляется из выточек колец 4 и 5.
Способ основан на использовании симметричной формы пластической потери устойчивости на длине L при осевом сжатии коротких труб с отношение толщины стенки h к наружному диаметру трубы D в интервале 0.04<h/D<0.12. Высота H трубной заготовки с учетом защемленных концов равна L+3h. Форма профиля определяется толщиной диска 3, ограничивающего сжатие заготовки кольцом 4.
Эксперименты по пластической потере устойчивости при осевом сжатии алюминиевых труб в большом диапазоне изменения отношения h/D, приведенные в работах: Andrews K.R.F., England G.L., Ghani E. Classification of the axial collapse of cylindrical tubes under quasi-static loading // Intern. Journ. of Mechanical Sciences. 1983. V.25. P.687-696; Mamalis A.G, Johnson W. The quasi-static crumpling of thin-walled circular cylinders and frusta under axial compression // Intern. Journ. of Mechanical Sciences. 1983. V.25. P.713-732, показывают, что симметричная форма потери устойчивости с длиной волны L, возникает на трубах с отношением h/D в интервале от 0.04 до 0.12.
На тонкостенных трубах при h/D<(0.02-0.03) образуются несимметричные треугольные и квадратные складки. При сжатии коротких толстостенных труб с высотой меньше L и h/D>(015-0.2) происходит осадка заготовки без потери устойчивости.
При сжатии труб с высотой, превышающей L, на одном конце трубы происходит образование нескольких складок с уменьшающейся амплитудой, тогда как остальная часть трубы не деформируется пластически. Аналогичные ограничения на отношение h/D в интервале образования симметричной формы потери устойчивости и влияния высоты заготовки по сравнению с длиной L получены при пластическом сжатии трубных заготовок из углеродистой стали в работе: Непершин Р.И. Пластическая потеря устойчивости при осевом сжатии трубы // Вестник СГАУ, 2011, №3(27), ч.1., с.329-336. В этой работе приведены расчеты формы фасонного профиля при пластической потере устойчивости, удовлетворительно согласующиеся с экспериментом.
На фиг.2-4 показаны образцы фасонных кольцевых изделий, полученные предлагаемым способом из трубной заготовки с начальными размерами D=42 мм, h=3.6 мм. Материал трубы - сталь 3 с пределом текучести σ0=300 МПа и безразмерными постоянными упрочнения C=2,2, n=0,4. При E=2.1×105 МПа и ν=0.3 длина L, рассчитанная по формуле (2), равна 28.5 мм. Высота заготовки H с учетом защемленных концов равна 36 мм. Осевая сила P пластической потери устойчивости, рассчитанная по формуле (1) при начальной пластической деформации сжатия ep=0.07-0.08, равна 268-277 кН. Постоянные упрочнения C и n и пластическая деформация ep - безразмерные величины. При перемещении кольца 4 S=5.5 мм получен профиль с плавным изменением кривизны и максимальным диаметром Dmax=48.1 мм, показанный на фиг.2. При S=13 мм получен профиль с коническими участками и Dmax=55.4 мм (фиг.3). При S=20 мм получен профиль с плоскими участками и Dmax=59 мм (фиг.4). Толщина стенки фасонных колец h=3.8 мм с точностью до 0.1 мм практически постоянна. Вследствие холодной пластической деформации происходит увеличение начального предела текучести в 1.8 раза. Максимальная пластическая деформация на диаметре Dmax для профиля, показанного на фиг.4, равна 0.34 без разрушения материала.
Ограничения предлагаемого способа получения фасонных кольцевых изделий по относительной толщине стенки трубной заготовки h/D и ее высоте H/L приведены в таблице.
|
Начальная пластическая деформация осевого сжатия ep, используемая для расчета силы P потери устойчивости, изменяется в интервале от 0.03 до 0.1 при изменении отношения h/D от 0.04 до 0.12.
Таким образом, заявленное изобретение по сравнению с известным позволяет получать изделия фасонного кольцевого профиля с большой толщиной стенки относительно диаметра при использовании простого инструмента за счет обеспечения эффекта пластической потери устойчивости.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Свойства, регламентированные в заявленном способе отдельными признаками, общеизвестны из уровня техники и не требуют дополнительных пояснений.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для использования в области металлообработки для получения фасонных кольцевых изделий;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствуют требованиям условиям патентоспособности «новизна» и «промышленная применимость» по действующему законодательству.
Способ получения фасонных кольцевых изделий, включающий приложение осевой силы на торцах трубной заготовки при одновременном защемлении ее концов для обеспечения пластической деформации в ее центральной зоне, отличающийся тем, что в качестве заготовки используют трубную заготовку с отношением толщины стенки h к ее наружному диаметру D в интервале 0,04

Двенадцатифазный понижающий автотрансформаторный преобразователь числа фаз
Способ установки осевых двухлезвийных режущих инструментов
Спиральное сверло с криволинейными режущими кромками
Способ установки осевого двухлезвийного режущего инструмента
Двенадцатипульсный повышающий автотрансформаторный преобразователь напряжения
Двенадцатипульсный повышающий автотрансформаторный преобразователь напряжения
Двенадцатифазный понижающий автотрансформаторный преобразователь числа фаз
Двенадцатипульсный трансформаторный преобразователь напряжения
Устройство для синтеза покрытий
Режущая многогранная пластина
Двенадцатифазный понижающий автотрансформаторный преобразователь числа фаз
Способ установки осевых двухлезвийных режущих инструментов
Спиральное сверло с криволинейными режущими кромками
Способ установки осевого двухлезвийного режущего инструмента
Двенадцатипульсный повышающий автотрансформаторный преобразователь напряжения
Двенадцатипульсный повышающий автотрансформаторный преобразователь напряжения
Двенадцатифазный понижающий автотрансформаторный преобразователь числа фаз
Двенадцатипульсный трансформаторный преобразователь напряжения
Устройство для синтеза покрытий
Режущая многогранная пластина

