Результат интеллектуальной деятельности: СПОСОБ СОЗДАНИЯ ПОРИСТОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКОМ ЭЛЕКТРОПРОВОДЯЩЕМ НОСИТЕЛЕ
Вид РИД
Изобретение
Изобретение относится к прецизионной металлургии, в частности к проблеме получения пористых материалов для альтернативных источников энергии, и может быть использовано в производстве химических водоактивируемых источников тока, систем очистки и опреснения воды, комплексов промышленной экологии.
Высокое качество работы указанных устройств обеспечивается механически прочными, высокоэффективными каталитическими и мембранными материалами на основе объемно-пористых композиций.
Известны способы создания пористых скелетных электродных материалов путем приготовления шихты или суспензии, содержащих дополнительно порообразователь, и нанесения на перфорированную или гладкую пластину с последующей термообработкой и удалением порообразователя [1, 2].
Недостатком этих методов является недостаточно высокие прочностные характеристики получаемых покрытий при их относительно высокой пористости и, вследствие этого, большой процент разрушения покрытий во время изготовления указанных изделий.
Наиболее перспективными, обладающими более высокими прочностными характеристиками, являются пористые материалы на металлических электропроводящих носителях [3, 4].
Известен способ получения катодных материалов на металлических электропроводящих носителях путем напыления порошковой композиции плазменным методом [3].
Наиболее близким к заявляемому объекту и взятым за прототип является способ изготовления электрода [4], включающий нанесение функционально-градиентного покрытия, состоящего из меди или другого электропроводящего материала и каталитически активной компоненты, на металлическую подложку методом «холодного» газодинамического напыления с использованием трех автономно работающих дозаторов и последующее химическое травление в растворе азотной кислоты.
Экспериментальные работы, проведенные в области создания пористых материалов на металлических носителях, показали, что известный способ имеет следующие недостатки.
1. Недостаточно высокая каталитическая активность покрытия вследствие невысокой пористости и низкая доступность активных центров в зоне реакции.
2. Недостаточно высокая удельная поверхность пористого покрытия (не превышает 13 м2/г), не соответствующая требованиям создания современных сиcтем на базе объемно-пористых структур (до 30-40 м2/г). Увеличение пористости при проведении травления в поверхностных слоях материала и отсутствие достаточного объема транспортных пор, обеспечивающих стабильное повышение эксплуатационных характеристик.
Техническим результатом изобретения является создание высокоэффективного пористого материала на металлическом носителе, отличающегося более высокой пористостью и удельной поверхностью покрытия.
Технический результат достигается за счет того, что в способе создания пористого материала на металлическом электропроводящем носителе, с целью увеличения удельной поверхности и пористости покрытия, получение каталитически активного покрытия на металлическом носителе осуществляют с помощью высокоэнергетических процессов газофазного переноса, а именно методом микроплазменного или холодного газодинамического напыления композиционной порошковой смеси, состоящей из металлического порошка-основы и 5-15 масс.% порообразователя с размером частиц 50-100 мкм. После чего покрытие подвергается термообработке до температуры разложения порообразователя на твердофазную и парогазовую составляющие, при этом газообразный компонент, удаляясь из покрытия, образует сквозные поры, а твердофазный компонент осаждается на стенках пор, существенно увеличивая интегральную удельную поверхность покрытия.
В качестве металлического порошка-основы могут быть использованы порошки чистых металлов (например, никель, алюминий, медь), их сплавов, интерметаллических соединений и квазикристаллов.
В качестве порообразователей могут быть использованы органические и неорганические вещества, разлагающиеся при нагревании до температуры разложения с выделением газообразной (СО2, NН3, N2, Н2О и др.) составляющей. При этом предпочтительны гидрооксиды, карбонаты, ацетаты и др. соединения активных элементов каталитического материала, разложение которых не сопровождается образованием агрессивных газов, отравляющих материал. Могут также использоваться вещества, полностью разлагающиеся или возгоняющиеся в процессе термообработки (160-300°C).
Высокоскоростное микроплазменное и холодное газодинамическое напыление порошковой композиции на металлический носитель позволяет максимально сохранить структуру и форму частиц порошковой композиции при нанесении пористого покрытия, что обеспечивает:
- переход значительной части порообразователя в покрытие в исходном химическом состоянии;
- последующее образование развитой поверхности с открытыми порами при термообработке за счет разложения порообразователя с выделением паро-газовых составляющих и оседания твердофазных продуктов реакции на стенках пор;
- диффузию в неравновесных условиях твердофазных компонентов в материал металлического носителя и высокую прочностью сцепления с подложкой пористого каталитически активного слоя толщиной 50-150 мкм.
Напыляемый материал для микроплазменного и холодного газодинамического напыления выбирается на основе эксплуатационных требований к покрытию с учетом последующей обработки по развитию пористости.
В напыляемой порошковой композиции содержание порообразователя составляет 5-15%. При содержании менее 5 масс.% наблюдается низкая пористость и, вследствие этого, низкая каталитическая активность слоя. При содержании более 15 масс.% наблюдается образование хрупких структур, не отвечающих эксплуатационным свойствам покрытия по механической прочности, снижается коэффициент использования порошка.
В предлагаемом способе подача порошковой композиции осуществляется с помощью двух и более автономно работающих устройств, что позволяет подавать порошки в различные температурные зоны воздушного потока и создавать пористые градиентно-функциональные покрытия.
Пример 1. Предлагаемый способ опробован на специализированном участке ФГУП ЦНИИ КМ «Прометей» при получении объемно-пористого материала с использованием холодного газодинамического напыления.
В лабораторных условиях была приготовлена порошковая композиция на основе порошков никеля, карбоната никеля и карбамида (порообразователи) дисперсностью менее 100 мкм трех составов, представленных в таблице 1. На опытной экспериментальной установке сверхзвукового холодного газодинамического напыления типа «Димет 403» проведено напыление порошковой композиции на образцы металлического носителя с использованием одного дозатора. Размер образцов 100×100 мм, материал - медная лента толщиной 200 мкм.
При проведении предварительных испытаний температура гетерофазного потока находилась в пределах 80-120°С, скорость напыления 1,8 Маха. Напыление производят на расстоянии 40-70 мм от металлического носителя слоем 50-150 мкм.
Исследование кинетики показали, что карбамид (NH2CONH2) является нестабильным соединением и при нагревании возгоняется при температуре более 160°С.
Донесение остаточного количества порообразователя до металлического носителя при микроплазменном напылении являлось основным условием достижения поставленной задачи.
|
После этого образцы подвергались вакуумной термической обработке при температуре 300°С и остаточном давлении 10-3 Па в течение часа.
Удельную поверхность полученного пористого материала определяли методом БЭТ по тепловой десорбции азота.
Результаты испытаний приведены в таблице 3.
Пример 2. Предлагаемый способ опробован на специализированном участке ФГУП ЦНИИ КМ «Прометей» при получении объемно-пористого материала с использованием микроплазменного напыления.
В лабораторных условиях была приготовлена порошковая композиция трех составов, представленных в таблице 2. На опытной экспериментальной установке микроплазменного напыления проведено напыление порошковой композиции, содержащей порошки никель-алюминиевого сплава марки ПМ-НЮ50 и карбоната никеля дисперсностью менее 100 мкм, на образцы металлического носителя. Размер образцов 100×100 мм, материал - медь M1, толщина 150 мкм.
|
Процесс микроплазменного напыления объемно-пористого покрытия проводят с использованием двух дозаторов, при этом порошок никель-алюминиевого сплава марки ПМ-НЮ50 подают в канал плазматрона на начальном участке образования плазменной струи, а материал порообразователя вводят за срезом плазматрона на расстоянии от 15 до 30 мм. Расход порошка никель-алюминиевого сплава марки ПМ-НЮ50 составляет 50 г/ч. Расход порошка порообразователя составляет 100 г/ч. Скорость сканирования пятном напыления поверхности металлического носителя составляет 50 мм/сек.
После этого образцы подвергались вакуумной термической обработке при температуре 300°С и остаточном давлении 10-3 Па в течение часа.
Удельную поверхность полученного пористого материала определяли методом БЭТ по тепловой десорбции азота.
Результаты испытаний приведены в таблице 3.
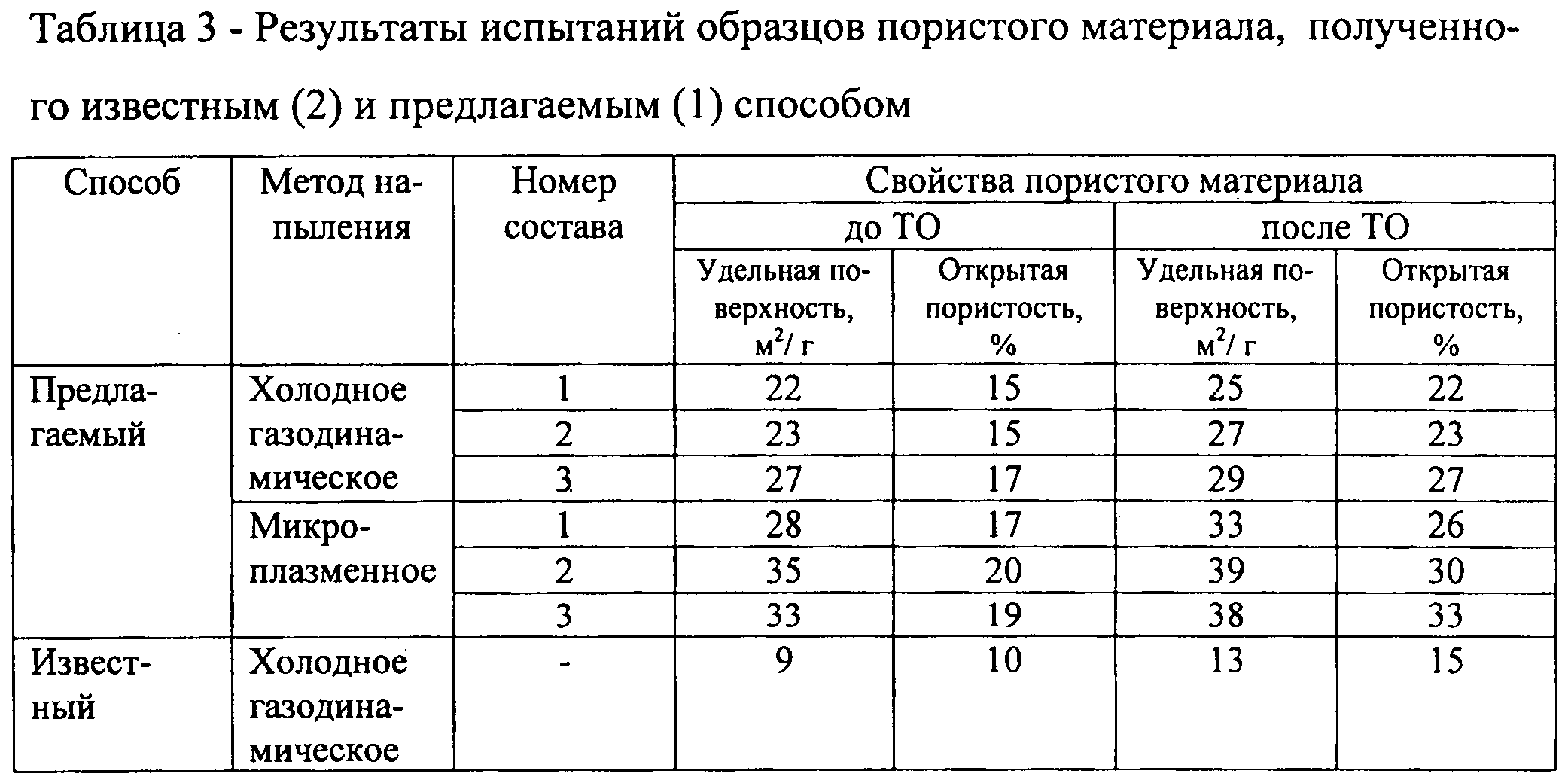
Примечание: в таблице приведены усредненные значения по трем образцам на точку.
Испытания показали, что пористый материал, полученный указанным способом, имеет среднюю удельную поверхность в диапазоне от 25 до 39 м2/г.
Исследование характера образовавшихся пор показывает, что в результате введения порообразователя покрытие обладает мультидисперсной пористой структурой со средним размером пор 12 нм. В покрытии доля микропор составляет 9%, мезопор - 58%, а макропор - 33%. наличие значительного количества мезо- и макропор существенно повышает каталитическую эффективность объемно-пористого покрытия.
Как следует из таблицы 3 и проведенных исследований, полученный пористый каталитический материал на металлическом носителе обладает более высокой пористостью и удельной поверхностью покрытия по сравнению с известным, что обеспечивает более эффективное протекание химических процессов получения энергии.
Технико-экономическая эффективность предлагаемого изобретения выражается в повышении эффективности работы химических водоактивируемых источников тока, систем очистки и опреснения воды, комплексов промышленной экологии, повышении их механической прочности и долговечности, снижении себестоимости экологических мероприятий.
Литература
1. Патент России №235136 С2, МПК В22F 3/12, Н01М 4/80. Дорофеев Ю.Г., Сергеенко С.Н., Коломиец Р.В. «Способ изготовления порошковых материалов для электродов химических источников тока».
2. Патент России №2080694 С1, МПК Н01М 4/80, Н01М 10/28. Аршинов А.Н., Гудимов Н.Л., Ковалев А.Н., Шубин П.Ю. «Способ изготовления пористой основы безламельных электродов щелочных аккумуляторов».
3. Патент РФ №2110619, МПК С25В 11/04. ЗАО «Техно-ТМ». «Электрод для электрохимических процессов и способ его получения».
4. Патент России №2402839 С1, МПК Н01М 4/04, С25В 11/04. Яковлева Н.В., Тараканова Т.А., Фармаковский Б.В., Улин И.В., Шолкин С.Е., Юрков М.А. «Способ изготовления электрода».
Износостойкий сплав на основе никеля для нанесения износо- и коррозионно-стойких покрытий на конструкционные элементы микроплазменным или сверхзвуковым газодинамическим напылением
Способ нанесения покрытий на титан и его сплавы методом электроискрового легирования в водных растворах при повышенных давлениях
Способ получения композиционного катода
Способ получения градиентного каталитического покрытия
Сплав на основе меди
Нанокомпозит на основе никель-хром-молибден
Сплав на основе никеля для нанесения износо- и коррозионностойких покрытий микроплазменным или холодным сверхзвуковым напылением
Многослойный композиционный материал для защиты от электромагнитного излучения
Способ получения нанокристаллического порошка
Способ получения нанокаталитического материала
Износостойкий сплав на основе никеля для нанесения износо- и коррозионно-стойких покрытий на конструкционные элементы микроплазменным или сверхзвуковым газодинамическим напылением
Способ нанесения покрытий на титан и его сплавы методом электроискрового легирования в водных растворах при повышенных давлениях
Способ получения композиционного катода
Способ получения градиентного каталитического покрытия
Сплав на основе меди
Нанокомпозит на основе никель-хром-молибден
Сплав на основе никеля для нанесения износо- и коррозионностойких покрытий микроплазменным или холодным сверхзвуковым напылением
Многослойный композиционный материал для защиты от электромагнитного излучения
Способ получения нанокристаллического порошка
Способ получения нанокаталитического материала

