Результат интеллектуальной деятельности: АРМИРУЮЩИЙ КАРКАС УГЛЕРОД-УГЛЕРОДНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА
Вид РИД
Изобретение
Изобретение относится к эрозионностойким теплозащитным композиционным материалам и может быть использовано для создания деталей защиты поверхностей гиперзвуковых спускаемых аппаратов (ГСА).
Наиболее эффективную тепловую защиту ГСА с точки зрения прочности, минимального изменения форм и теплозащитных качеств обеспечивают углерод-углеродные композиционные материалы (УУКМ). Эти материалы состоят из армирующего каркаса, имеющего, как правило, сложную пространственную структуру, и углеродной матрицы. В качестве армирующих элементов используют углепластиковые стержни или жгуты из углеродных нитей.
В настоящее время известен армирующий каркас УУКМ, способ получения которого описан в патенте №2090497 с приоритетом от 20.02.1995 г. Данный каркас представляет собой цилиндрической формы пучок углепластиковых стержней, плотно обмотанных углеродным волокном. Недостаток этого каркаса -низкие значения прочности и жесткости в трансверсальном (перпендикулярном углепластиковым стержням) направлении.
Известен армирующий каркас УУКМ марки КИМФ (технические условия ТУ 92-932-2-31-81). Каркас материала КИМФ выполнен в виде объемной ортогональной структуры, получаемой методом плетения углеродной нитью.
Недостатки данного каркаса:
1. Грубая структура каркаса, обусловленная его схемой укладки по осям x:y:z, равной 2:2:1 из углеродной нити линейной плотностью 390 текс (размер элементарной ячейки 3:3:1,5 мм соответственно) приводит к высокой шероховатости поверхности материала из-за того, что армирующие элементы каркаса и матрица уносятся набегающим потоком неодинаково. Повышенная шероховатость поверхности приводит к раннему переходу от ламинарного к турбулентному режиму обтекания в пограничном слое, следовательно, к повышенной скорости уноса материала
2. Неосесимметричная структура и низкая плотность каркаса (γ=0,46÷0,50 г/см3) приводят к анизотропии прочностных и эрозионных характеристик УУКМ, к асимметрии обгарной поверхности материала при эксплуатации, а, следовательно, к повышенному разбросу аэродинамических характеристик ГСА.
Наиболее близким по технической сущности и достигаемому результату является каркас УУКМ марки 4КМС-Л (технические условия 208.571.001 ТУ).
Каркас материала 4КМС-Л представляет собой объемную четырехнаправленную структуру, собранную из углепластиковых стержней на основе углеродной нити и поливинилового спирта в виде гексагональной трансверсально-изотропной укладки. В данном случае термин «изотропная» характеризует только осесимметричность структуры каркаса, в которой стержни каждого из трех трансверсальных направлений расположены под одинаковым друг к другу углом α=120° (см. Пространственно-армированные композиционные материалы: Справочник / Ю.М. Тарнопольский, И.Г. Жигун, В.А. Поляков - М.: Машиностроение, 1987, с.20-21) Изотропность укладки стержней уменьшает анизотропию свойств УУКМ в трансверсальном направлении. Однако технология стержневой сборки каркаса ограничивает возможность создания тонких структур, так как уменьшение диаметра стержней ниже определенного значения приводит к снижению качества каркаса, а именно, происходит отклонение стержней от прямолинейности из-за уменьшения их жесткости, повышается их травмируемость. Кроме того, значительно увеличивается трудоемкость изготовления каркаса.
Для материала 4КМС-Л оптимальный диаметр стержней каркаса составляет 1,17 мм. Использование стержней такой толщины «угрубляет» структуру каркаса: такой каркас имеет низкую плотность, которая, в свою очередь, приводит к повышенному разбросу значений плотности УУКМ по объему, увеличению шероховатости поверхности материала и, как следствие, ухудшению аэродинамических свойств ГСА. Кроме того, плотность каркаса материала 4КМС-Л снижается при его термообработке в процессе изготовления УУКМ, т.к. содержание поливинилового спирта в материале стержней составляет ~10% об.
Задачей, на решение которой направлено предполагаемое изобретение, является повышение плотности армирующего каркаса и улучшение эксплуатационных характеристик УУКМ.
Поставленная задача решается тем, что:
1. В качестве армирующих элементов каркаса использованы нити углеродные трощеные.
2. Укладка трансверсальных слоев каркаса выполнена нитью линейной плотностью γt=(300÷420) текс, а гексагональная укладка выполнена нитью линейной плотностью γg=(3÷4)·γt.
3. Расстояние между ближайшими армирующими элементами в каждом трансверсальном слое составляет величину, равную толщине нити линейной плотностью γg, а расстояние между трансверсальными слоями одинакового направления составляет величину, равную 2δ, где δ - толщина нити линейной плотностью γt.
4. Укладка каждого трансверсального слоя выполнена непрерывной нитью с образованием петель, вплотную охватывающих крайние нити гексагональной укладки.
Решение поставленной задачи, как следует из изложенного, направлено на «измельчение» четырехнаправленной пространственной структуры каркаса, т.е. на применение углеродной нити с минимальным значением толщины и на максимальное наполнение ею структуры каркаса.
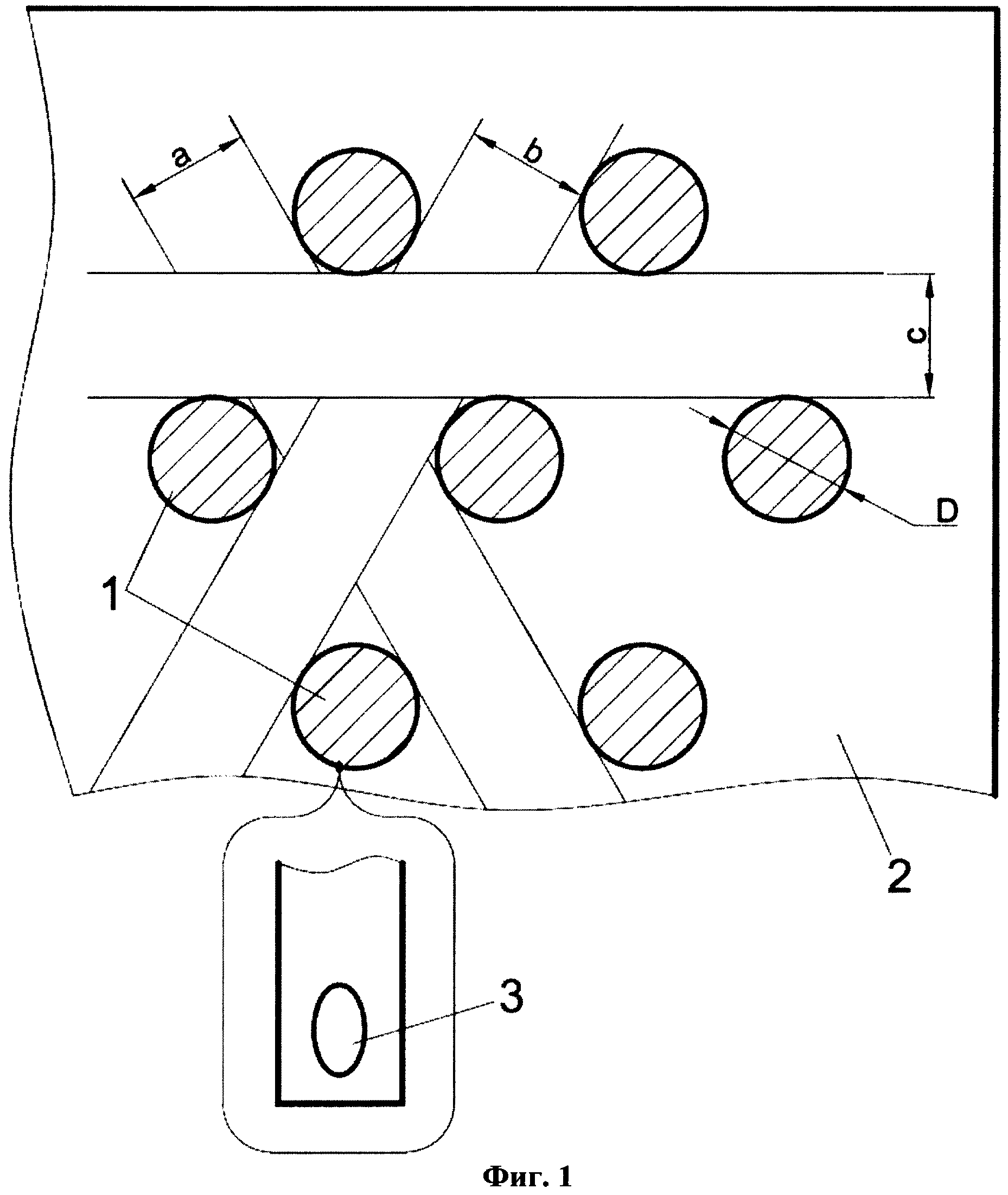
Указанные параметры зависят от технологии изготовления каркаса, которая основана на плетении нитью. Процесс плетения предполагает использование трощеной нити и осуществляется с помощью технологической оснастки представляющей собой гексагонально расположенный набор стальных стержней 1 (см. Фиг.1) жестко закрепленных между двумя металлическими основаниями 2. Каждый стержень на одном конце имеет отверстие 3 для создания петли углеродной нити.
Диаметр стальных стержней D определен как минимальный диаметр, при котором их жесткость при длине 250÷300 мм обеспечивает прямолинейность стержней при протягивании углеродной нити между их рядами. Экспериментально установлено оптимальное значение диаметра D, которое составляет 0,8÷1,0 (мм).
Расстояние между параллельными рядами стальных стержней a, b, c и толщина нити определялись, исходя из необходимости выполнения следующих требований:
- расстояние a, b, c должно быть минимально;
- необходимо исключить травмирование нити при ее протягивании между рядами стержней;
- необходимо исключить травмирование нити при уплотнении рапирой в поперечном направлении;
- нить должна полностью заполнять пространство между рядами a, b, c;
- прочность нити должна быть достаточна для сохранения ее целостности при огибании стальных стержней.
Исходя из того, что значения плотности углеродных филаментов различных марок высокомодульных углеродных нитей практически одинаковы, в качестве характеристики толщины нити, была использована ее линейная плотность.
Вышеуказанные требования в наибольшей степени выполняются при следующих значениях:
1. Расстояние a=b=c=(0,8÷1,0) мм;
2. Линейная плотность углеродной нити для протягивания между рядами a=b=c γt=(300÷420) текс.
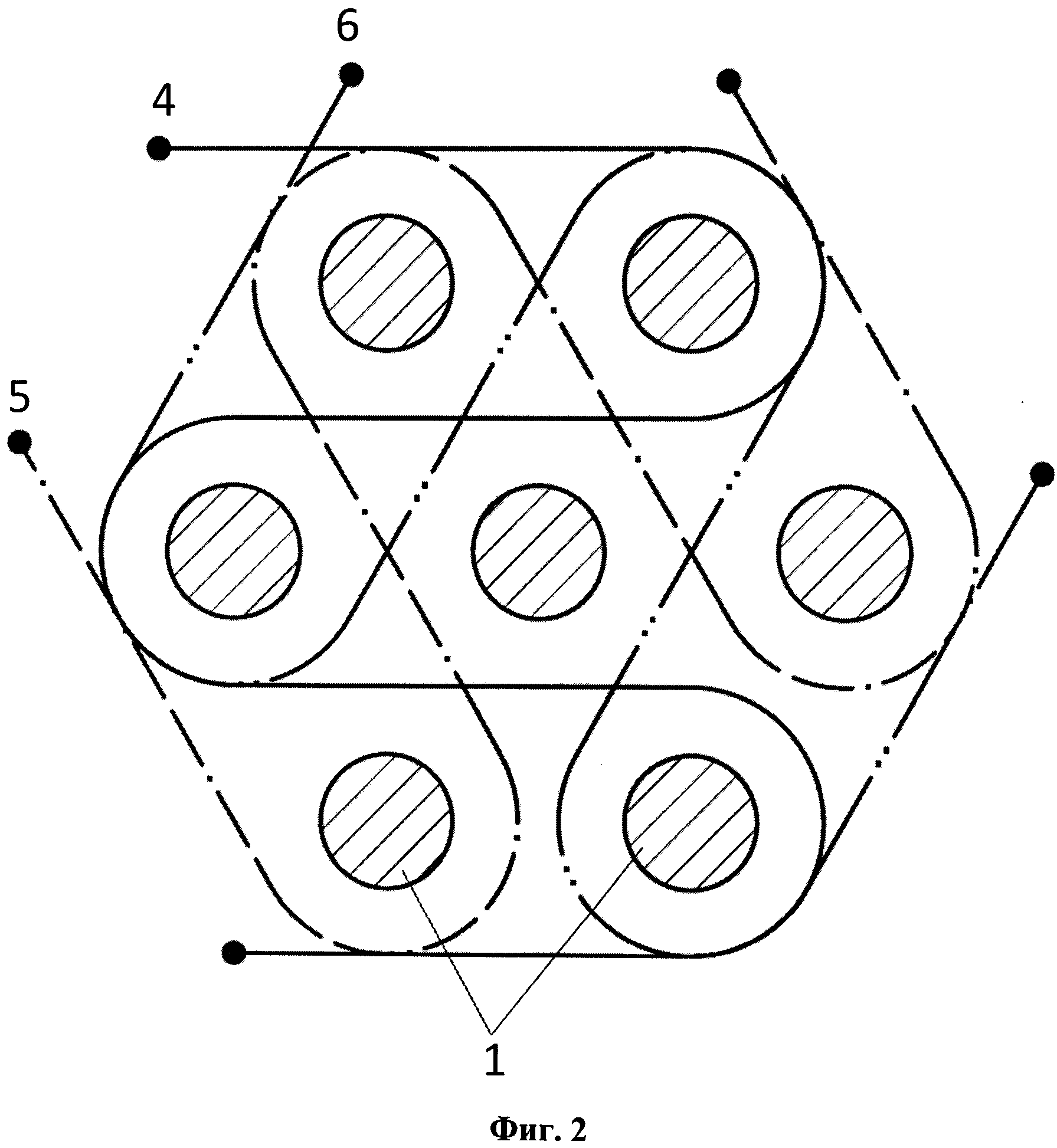
Плетение каркаса начинают с одного из направлений, например, направления 4 (см. Фиг.2) и проводят в следующей последовательности:
- вставляют рапиру в ряд между стальными стержнями 1 направления 4;
- на конец рапиры накидывают петлю из углеродной нити линейной плотностью;
- протягивают углеродную нить, огибают ею крайний металлический стержень, образуя петлю, и вставляют рапиру в соседний ряд между стержнями;
- протягивают нить в обратном направлении;
- повторяют указанные операции до заполнения всего слоя направления 4;
- уплотняют рапирой сплетенный слой, вставляя ее в ряды между стержнями в поперечном направлении 5 или 6;
- концы нити закрепляют на дополнительных краевых стержнях;
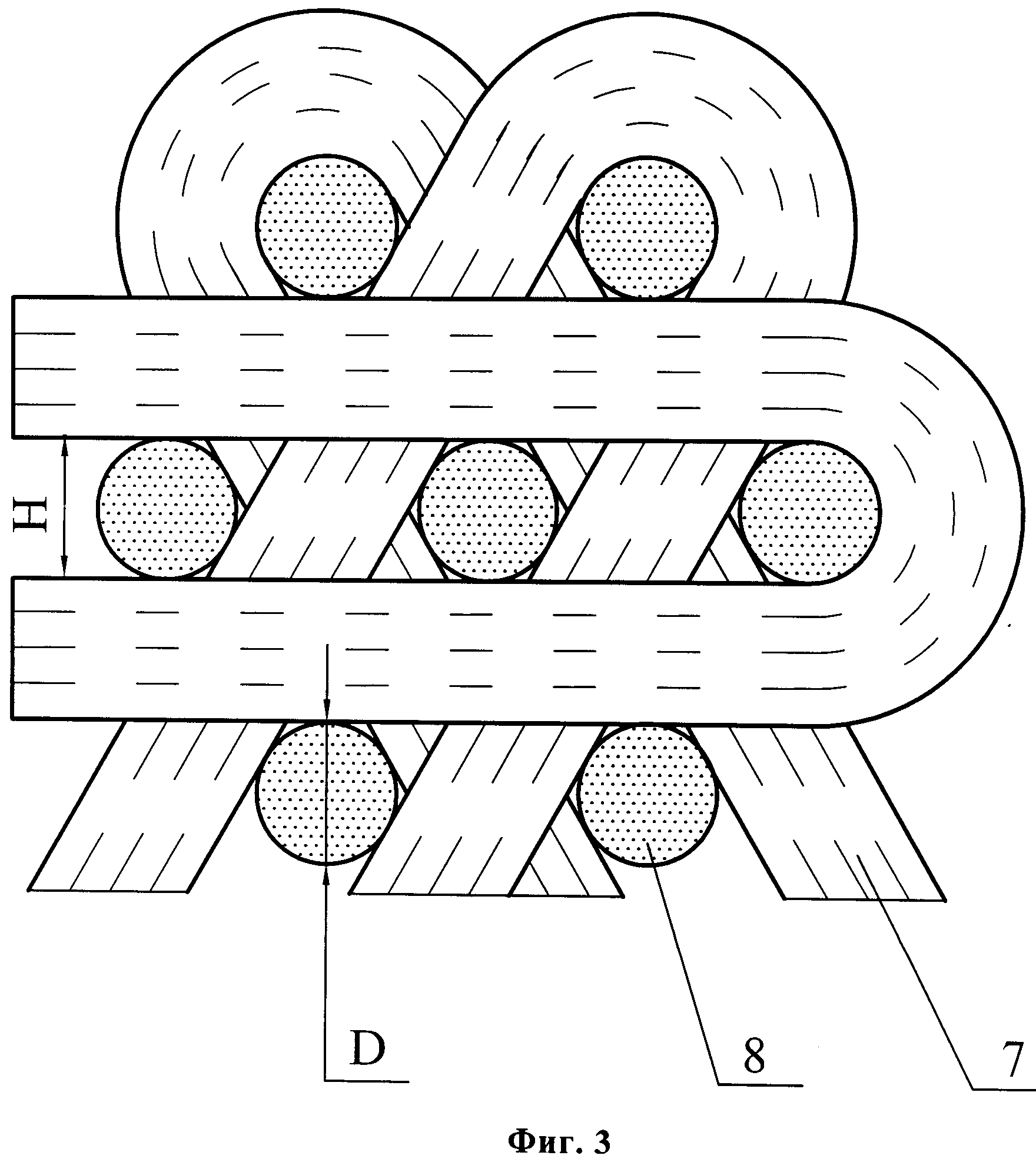
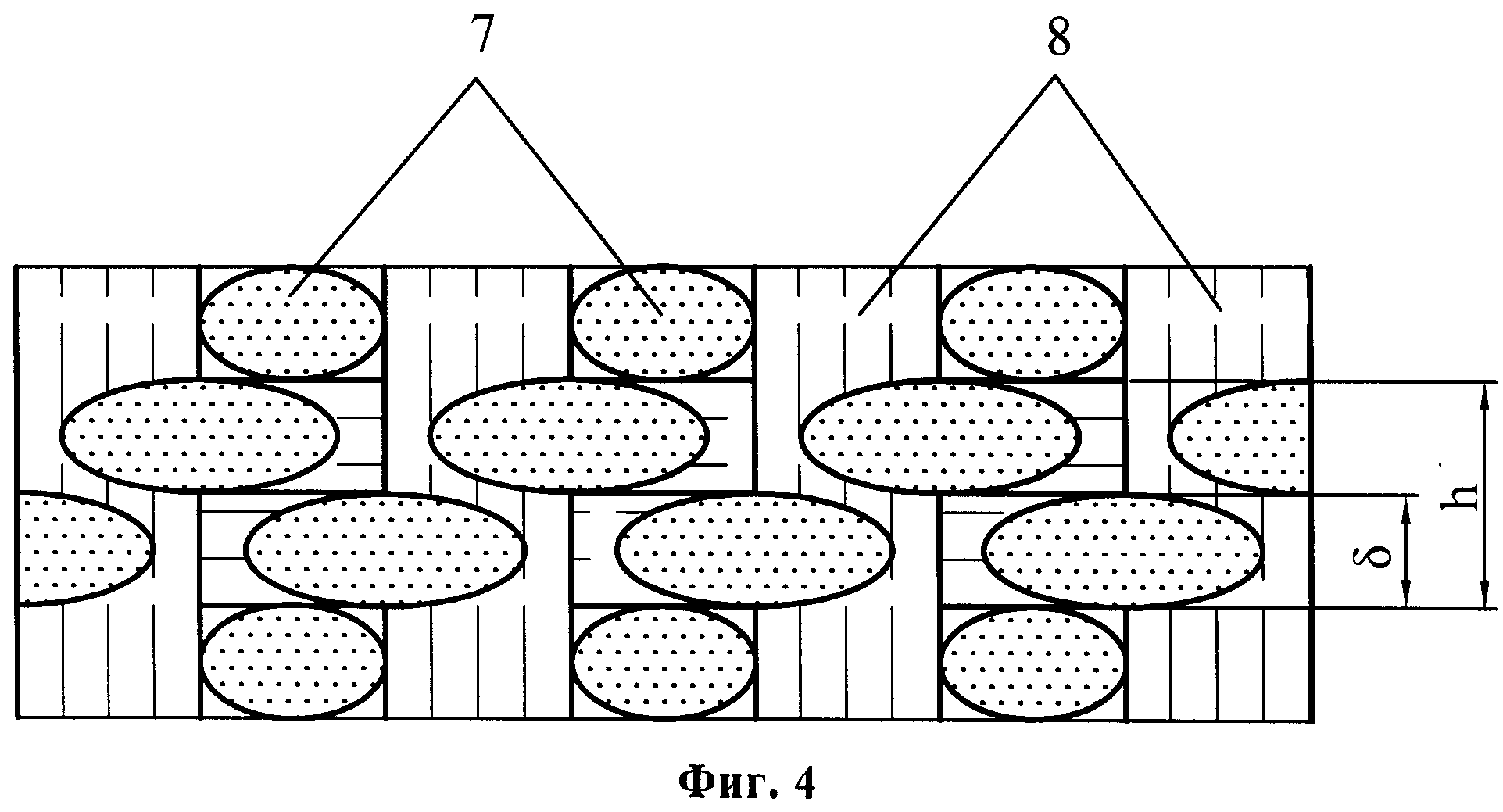
- повторяют последовательно перечисленные операции для направлений 5 и 6. В результате выполнения всех указанных действий формируются слои трансверсально-изотропной укладки 7(см. Фиг.3 и Фиг.4).
После формирования пакета трансверсальных слоев каркаса основания технологической оснастки демонтируют. В отверстие стального стержня протягивают углеродную нить, образуя петлю. Стержень вытягивают с противоположной стороны заготовки каркаса, протягивая за собой нить. Повторяя эту операцию, все стальные стержни последовательно заменяют на углеродную нить, формируя тем самым армирующие элементы 8 гексагональной укладки и завершая изготовление каркаса в целом (см. Фиг.3 и Фиг.4). Экспериментально установлено, что максимальная толщина углеродной нити, которую можно разместить на месте стального стержня с минимальным травмированием филаментов, соответствует линейной плотности γg=4÷420=1680 текс, т.е. γg=4·γt.
Снижение линейной плотности используемой нити ниже значения γg=3·γt нецелесообразно вследствие «разрыхления» структуры каркаса.
На Фиг.3 показана условная структура заявляемого каркаса в направлении гексагональной укладки, на Фиг.4 - в направлении трансверсальных слоев.
Применение углеродной нити с указанными ранее значениями линейной плотности совместно с описанной технологией обеспечивает изготовление каркаса в виде четырехнаправленной пространтсвенной структуры со следующими геометрическими параметрами:
- расстояние Н между ближайшими армирующими элементами в трансверсальных слоях равно толщине D нити гексагональной укладки (см. Фиг.3);
- расстояние h между трансверсальными слоями одинакового направления равно удвоенной толщине δ нити трансверсальной укладки (см. Фиг.4).
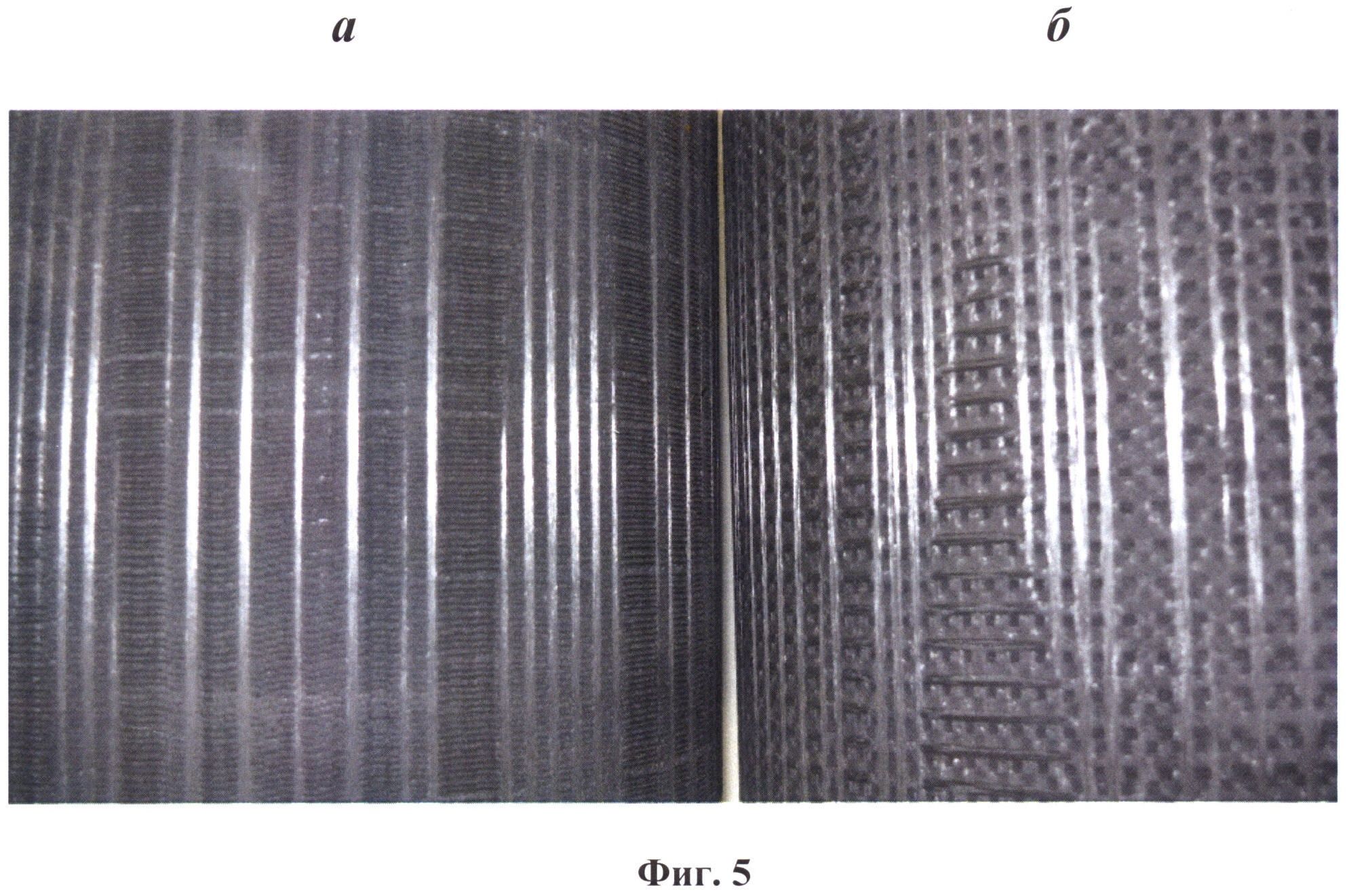
На основе заявляемого каркаса был изготовлен углерод-углеродный композиционный материал. Изготовление УУКМ проводили методом многократно повторяющейся пропитки под давлением каркасов каменноугольным пеком с последующими циклами высокотемпературной карбонизации и графитизации. На Фиг.5 представлена фотография структуры УУКМ в направлении трансверсальных слоев на основе предлагаемого каркаса а и на основе прототипа б. На фотографиях отчетливо видна более мелкая структура материала на основе предлагаемого каркаса.
В таблице 1 приведены примеры изготовленных с различными углеродными нитями каркасов и УУКМ на их основе, а также их характеристики.
Как видно из таблицы 1, все значения характеристик заявляемого армирующего каркаса и УУКМ на его основе превосходят соответствующие значения прототипа и материала на его основе.

Способ получения углерод - углеродного композиционного материала
Способ управления полетом и рулевой привод управляемого снаряда
Способ отработки старта ракеты
Способ отработки старта ракеты
Бортовое командное устройство на макете ракеты для отработки старта
Способ изготовления образцов для настойки дефектоскопической аппаратуры
Способ и устройство для демонтажа тали электрической канатной
Способ автоматизированного ультразвукового контроля крупногабаритных изделий, имеющих форму тел вращения
Многоступенчатая ракета и способ ее полета
Безимпульсный делитель
Способ получения углерод - углеродного композиционного материала
Способ управления полетом и рулевой привод управляемого снаряда
Способ отработки старта ракеты
Способ отработки старта ракеты
Бортовое командное устройство на макете ракеты для отработки старта
Способ изготовления образцов для настойки дефектоскопической аппаратуры
Способ и стенд для определения гидравлических остатков незабора топлива в баке ракеты
Стенд для определения гидравлических остатков незабора топлива в баке ракеты
Способ и устройство для демонтажа тали электрической канатной
Способ автоматизированного ультразвукового контроля крупногабаритных изделий, имеющих форму тел вращения

