Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ КОМПРЕССОРА
Вид РИД
Изобретение
Изобретение относится к области машиностроения, в частности к производству лопаток газотурбинных двигателей.
Производство лопаток занимает особое место в авиадвигателестроении, что обуславливается рядом факторов, главными из которых являются:
сложная геометрическая форма пера и хвостовика лопаток; точность изготовления; необходимость использования дорогостоящего специализированного оборудования; высокая трудоемкость изготовления.
Повышенные требования к точности изготовления, к качеству компрессорной лопатки определили необходимость совершенствования технологических процессов производства.
Известен способ изготовления лопаток компрессора (Патент РФ №2132266, кл. В23Р 15/02; B21D 53/78, опубликовано 27.06.1999), при котором базируя заготовку лопатки непосредственно по перу, обрабатывают поверхности технологических баз на хвостовике, затем устанавливая и закрепляя лопатку по поверхности хвостовика, обрабатывают перо лопатки.
Недостатком известного способа является низкая производительность изготовления лопатки компрессора, заключающаяся в сложности его изготовления за счет необходимости базирования хвостовика при помощи заливки пера легкоплавким материалом, при этом образуется легкоплавкая капсула, которую далее удаляют. Заготовку получают методом штамповки.
Известны способы обработки компрессорных лопаток турбореактивных двигателей (Ежемесячный промышленный журнал для профессионалов и руководителей «Металлообработка и станкостроение», апрель 2010, №4, стр.18, токарно-фрезерная обработка «Особенности технологии обработки компрессорных лопаток турбореактивных двигателей»; декабрь 2009, №12, стр. 18, «Особенности технологии обработки компрессорных лопаток турбореактивных двигателей»). Обработку лопаток производят на пятикоординатном станке с ЧПУ.
Недостатками данного способа являются:
- необходимость использования в качестве заготовки штамповки с окончательно обработанным замком лопатки;
- традиционное горизонтальное положение заготовки при обработке, при котором заготовка крепится в приспособлении за замковую часть и поджимается упором с торца пера;
- наличие в конструкции приспособления для крепления заготовки заднего прижимного центра обуславливает технологическую сложность базирования (установки) и закрепления заготовок компрессорных лопаток, следствием конструктивной и технологической сложности базирования и закрепления заготовки компрессорной лопатки является пониженная точность фрезерования; сложность при базировании требует проведения большого числа промежуточных операций для базирования и крепления заготовки компрессорной лопатки при осуществлении фрезерования.
Известен наиболее близкий по технологической сущности и достигаемому результату способ изготовления компрессорной лопатки (Патент №2325985, кл. B23Q 3/00 В23С 3/18; опубликовано 10.06.2008), включающий фрезерование пера на многокоординатном станке с числовым программным управлением (ЧПУ), при котором вращающейся фрезе сообщают перемещение и периодическую подачу на строчку вдоль оси заготовки лопатки, которую поворачивают относительно фрезы, на горизонтальном столе станка размещают приспособление для установки, закрепления и фрезерования компрессорных лопаток, зажимают заготовку лопатки в этом приспособлении, затем в соответствии с установленной управляющей программой фрезу подводят к исходной точке контакта с обрабатываемой поверхностью лопатки и осуществляют фрезерование, при этом фрезерование осуществляют периферийной частью фрезы.
Существенным недостатком данного способа является невозможность полного осуществления технологического процесса, начиная со стадии обработки заготовки до готовой детали, а также применения специально разработанного приспособления для установки (базирования) и закрепления заготовок загромождает пространство рабочей зоны станка.
Технический результат, достигаемый в заявленном изобретении является создание высокотехнологичного способа, обеспечивающего повышение производительности изготовления лопаток компрессора на пятикоординатных станке с ЧПУ, за счет упрощения технологии и снижения трудоемкости изготовления.
В отличие от традиционного - горизонтального и наклонного положения компрессорной лопатки предлагается более технологичная вертикальная ориентация заготовки компрессорной лопатки относительно горизонтального стола станка, за счет использования формы заготовки в виде параллелепипеда, которая значительно упрощает установку (базирование), крепление и достигается за счет применения простой конструкции зажимного приспособления. Фрезерование компрессорной лопатки осуществляется при помощи пятикоординатного станка с ЧПУ, что значительно уменьшает время изготовления компрессорной лопатки, так как исключается время перенастройки станка.
Поставленный технический результат достигается тем, что способ изготовления компрессорной лопатки включает фрезерование пера на пятикоординатном станке с числовым программным управлением (ЧПУ), при котором вращающейся фрезе сообщают перемещение и периодическую подачу на строчку вдоль оси заготовки лопатки, которую поворачивают относительно фрезы, на горизонтальном столе станка размещают приспособление для установки, закрепления и фрезерования компрессорных лопаток, зажимают заготовку лопатки в этом приспособлении, затем в соответствии с установленной управляющей программой фрезу подводят к исходной точке контакта с обрабатываемой поверхностью лопатки и осуществляют фрезерование, при этом фрезерование осуществляют периферийной частью фрезы.
Новым в способе является то, что предварительно заготовку изготавливают в виде параллелепипеда, далее заготовку компрессорной лопатки закрепляют вертикально относительно горизонтального стола пятикоординатного станка с ЧПУ, для чего заготовку устанавливают в зажим приспособления, обрабатывают заготовку лопатки фрезерованием с приданием готовой формы хвостовика и предварительным фрезерованием элементов лопатки, находящихся в проточной части компрессора, по меньшей мере за пять переходов при помощи цилиндрической фрезы, при этом фрезерование осуществляют торцевой и периферийной частью фрезы, затем базируют заготовку вертикально относительно горизонтального стола станка по поверхности хвостовика, удаляют технологическую прибыль, обрабатывают заготовку фрезерованием с приданием готовой формы пера или пера с дополнительным(ыми) конструктивным(ыми) элементом(ами) лопатки при помощи конусной фрезы по меньшей мере за один переход в случае если обрабатывается перо лопатки, при этом ось фрезы отклонена от нормали к обрабатываемой поверхности в плоскости направления подачи фрезы и в перпендикулярной ей плоскости, и при помощи конусной и цилиндрической фрезы по меньшей мере за два перехода в случае, если конструкция лопатки содержит дополнительный(ые) конструктивный(ые) элемент(ы).
Разработанный способ позволяет фрезеровать компрессорные лопатки, длина которых составляет от 20 до 100 мм.
Для облегчения базирования заготовка в виде параллелепипеда может быть выполнена с выступом.
Конструкция компрессорной лопатки может содержать дополнительные конструктивные элементы в виде антивибрационной полки или второго хвостовика.
На прилагаемых чертежах изображено:
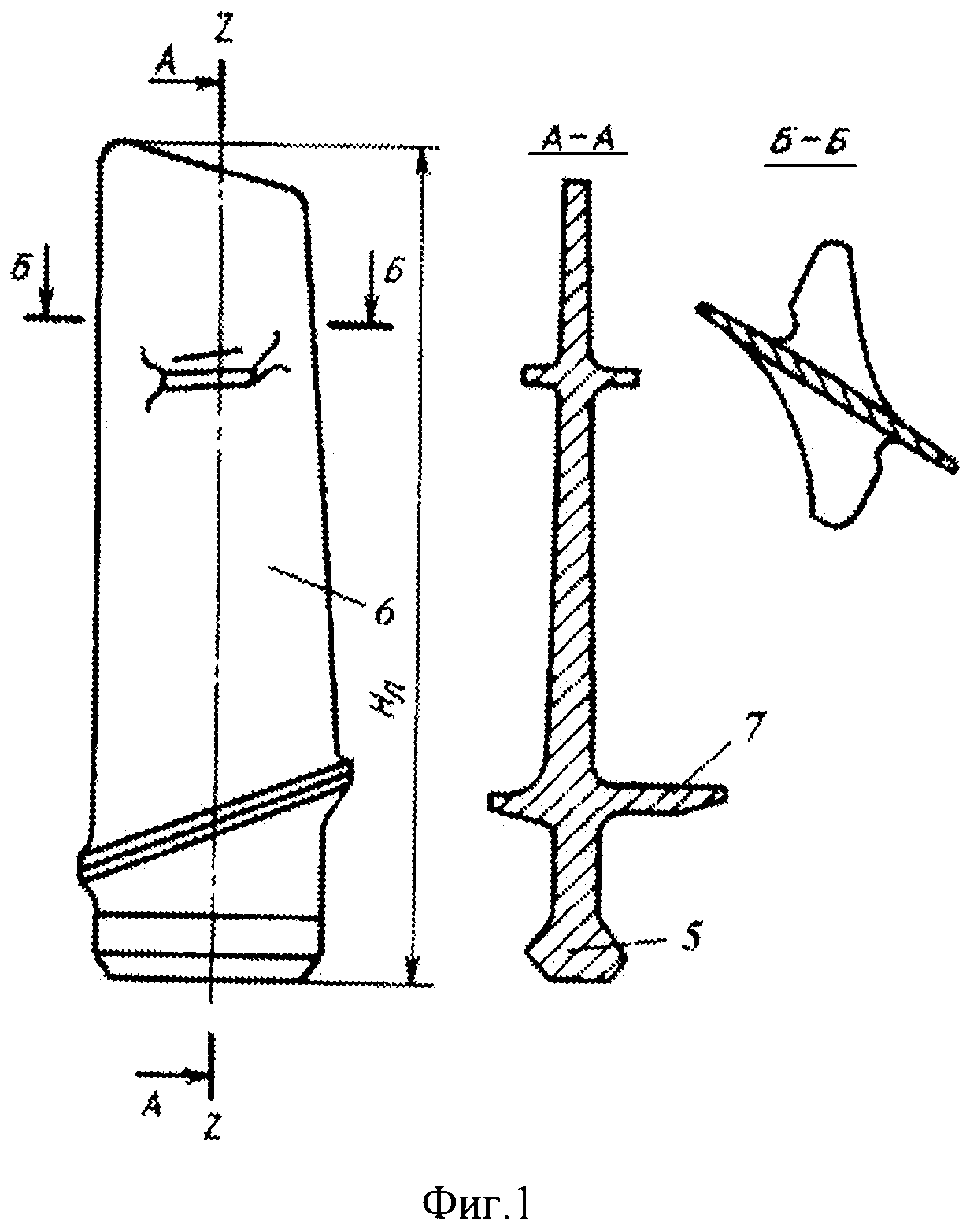
фиг.1 - конструкция компрессорной лопатки с дополнительным конструктивным элементом в виде антивибрационной полки;
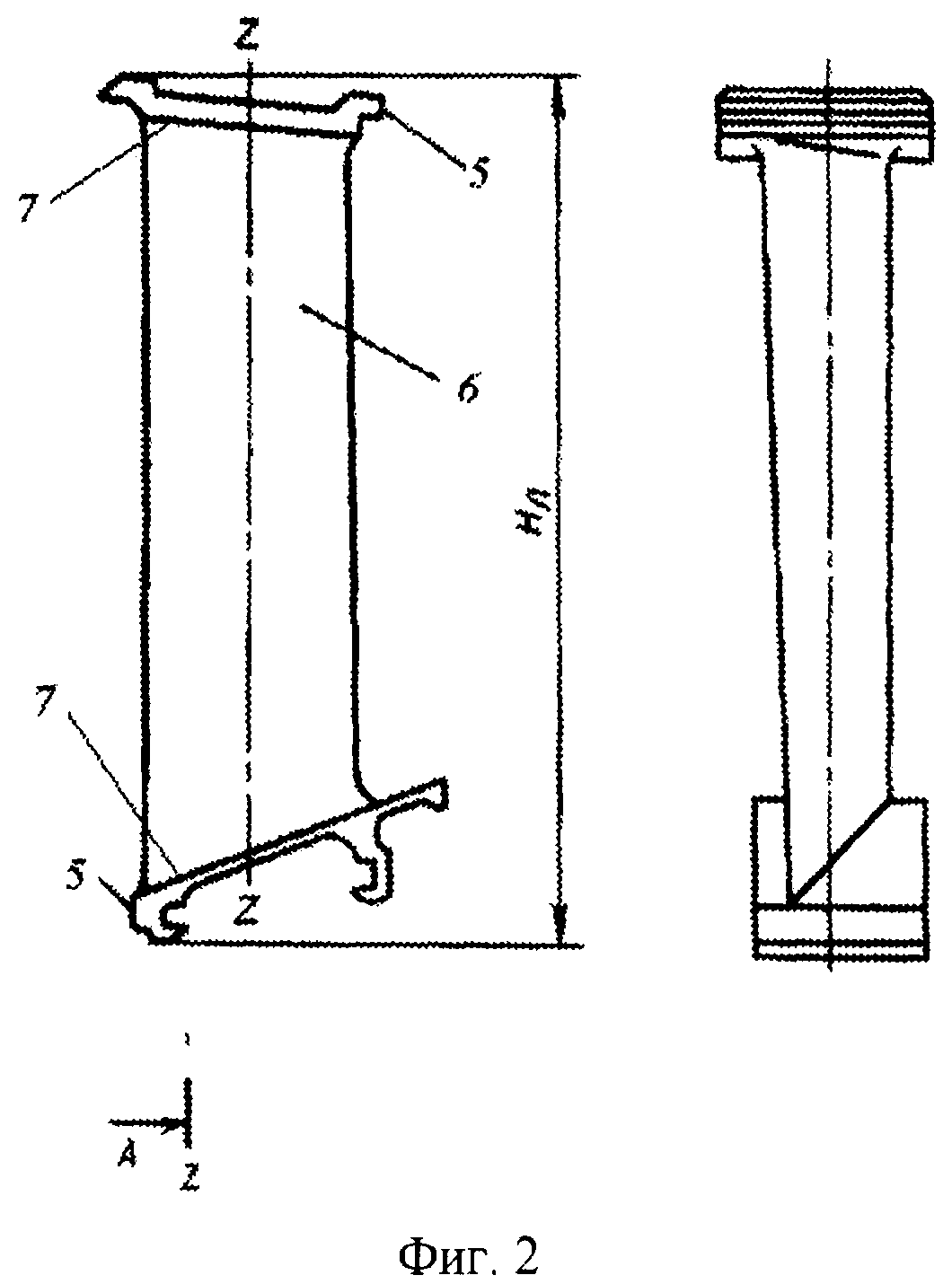
фиг.2 - конструкция компрессорной лопатки с дополнительным конструктивным элементом в виде дополнительного хвостовика;
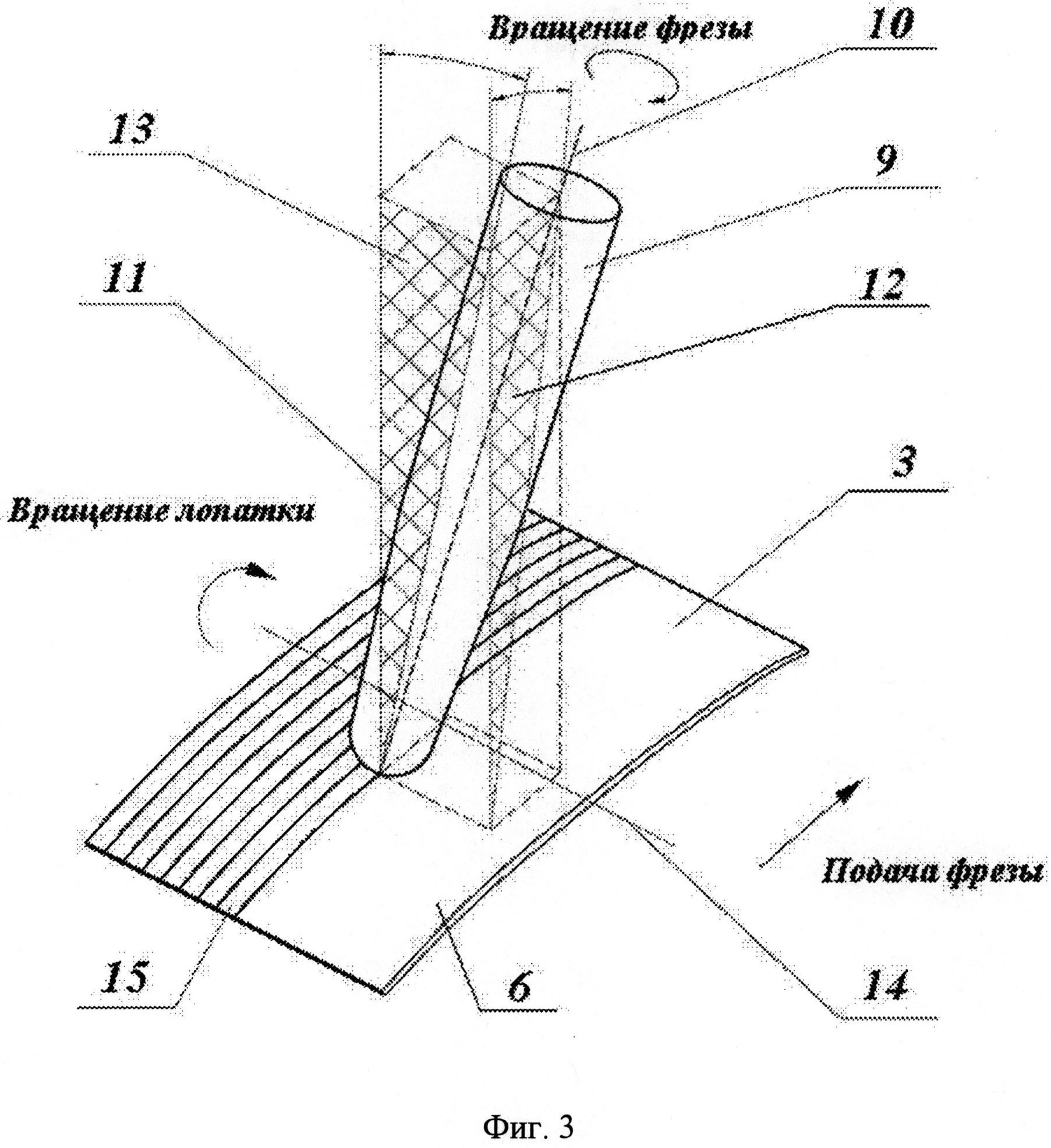
фиг.3-схема взаимодействия фрезы с заготовкой компрессорной лопатки при вертикальном закреплении;
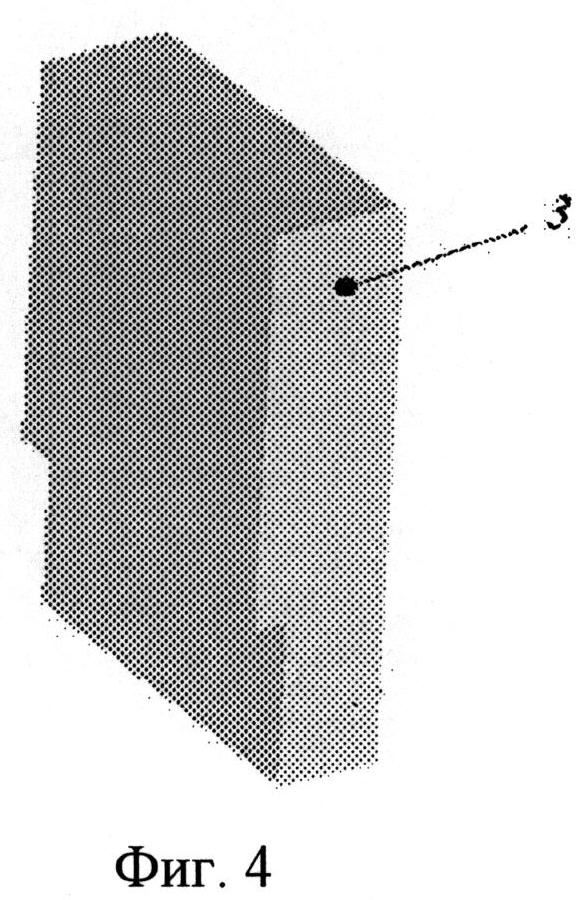
фиг.4 - объемная модель заготовки компрессорной лопатки в виде параллелепипеда с выступом;
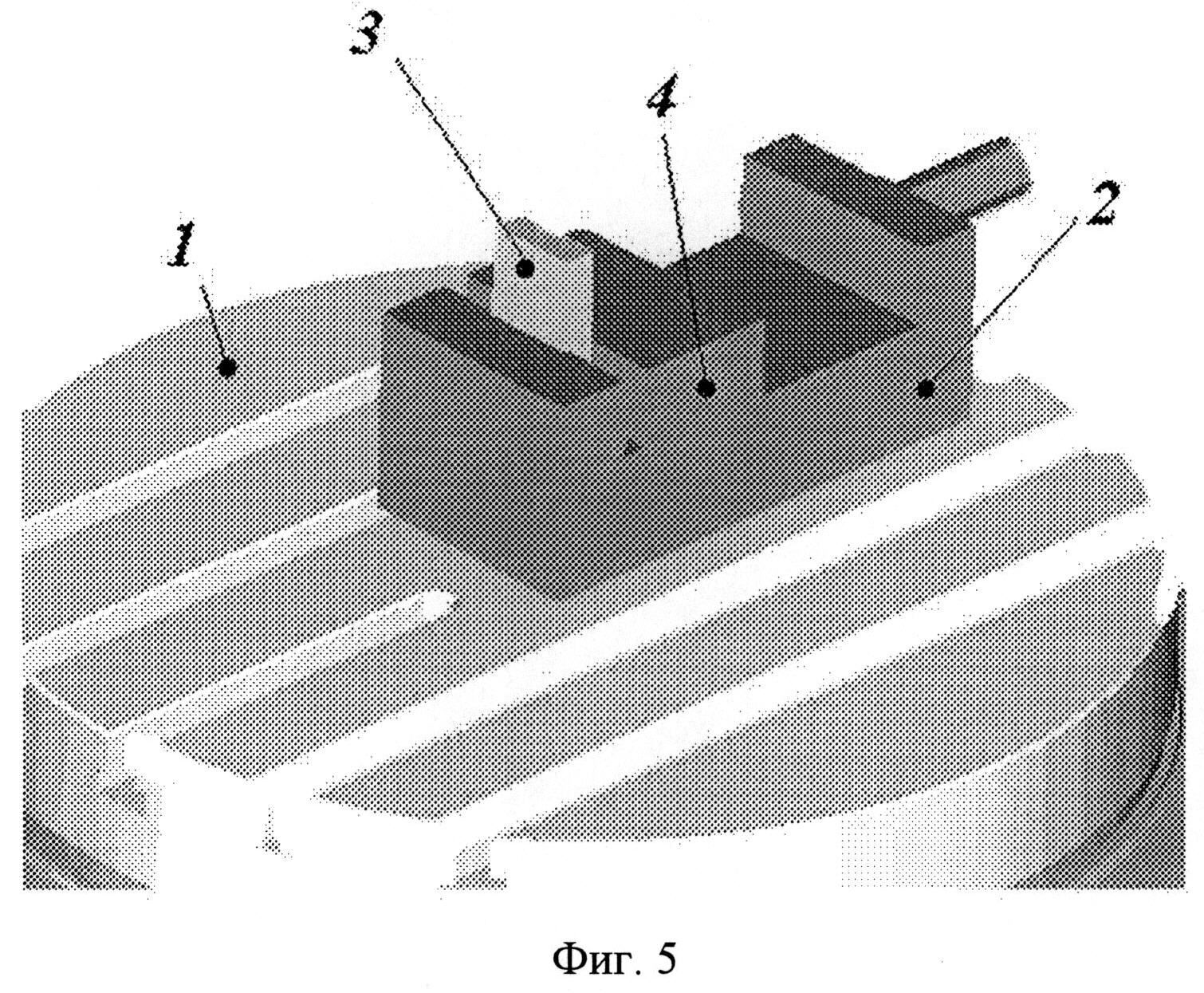
фиг.5 - объемная модель заготовки компрессорной лопатки в приспособлении перед обработкой;
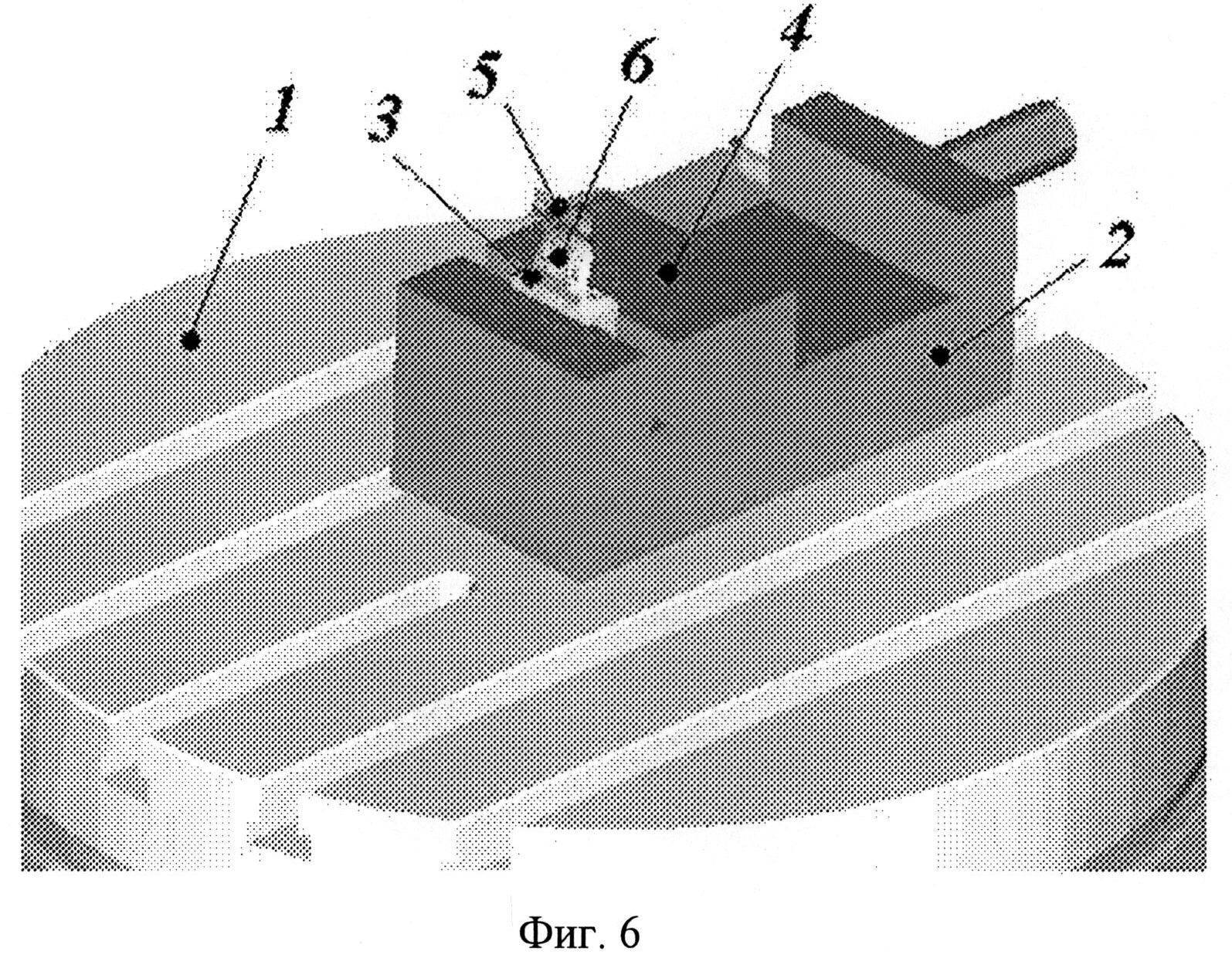
фиг.6 - объемная модель заготовки компрессорной лопатки в приспособлении после фрезерования хвостовика и предварительного фрезерования пера;
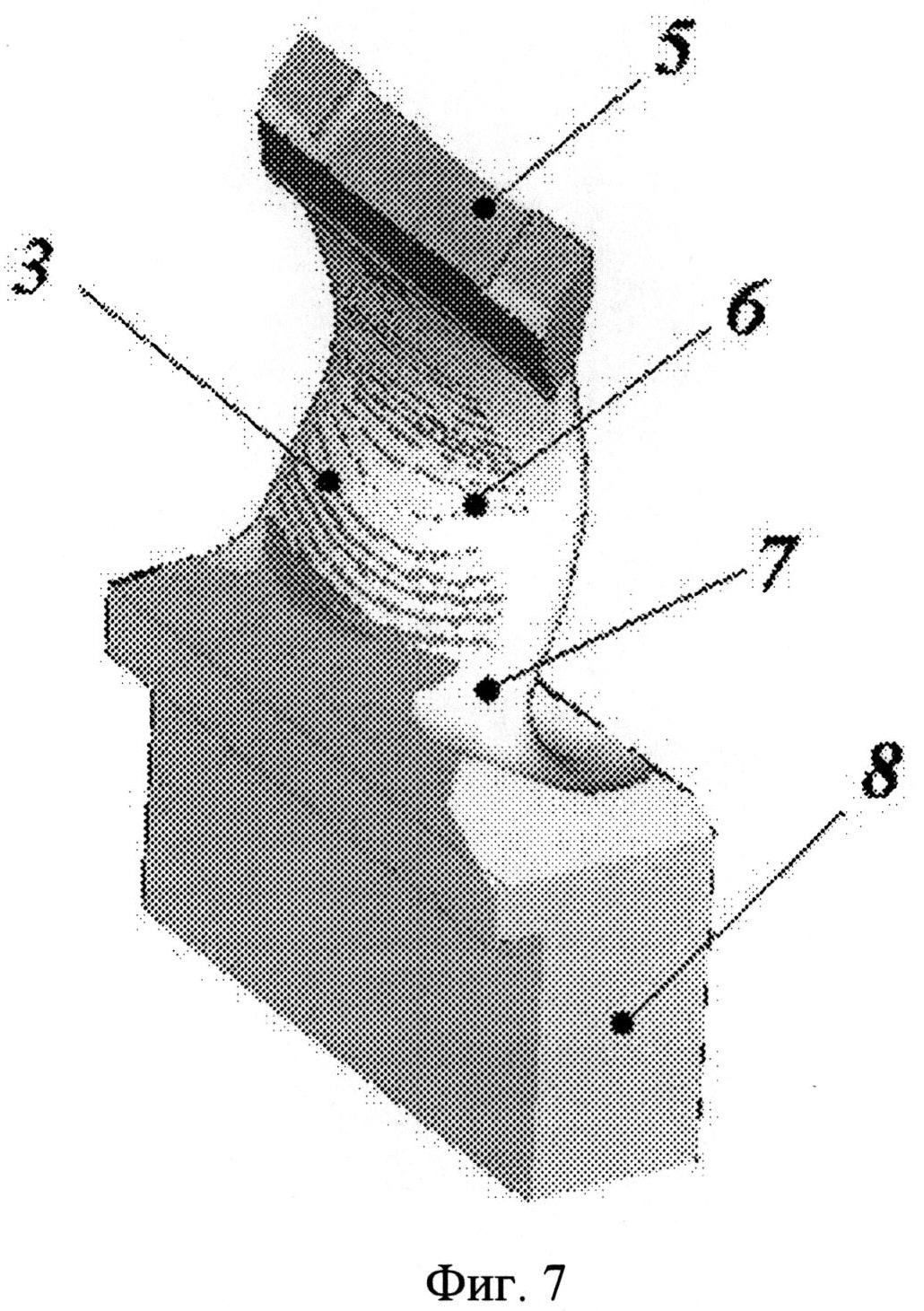
фиг.7 - объемная модель заготовки компрессорной лопатки после фрезерования хвостовика и предварительного фрезерования пера;
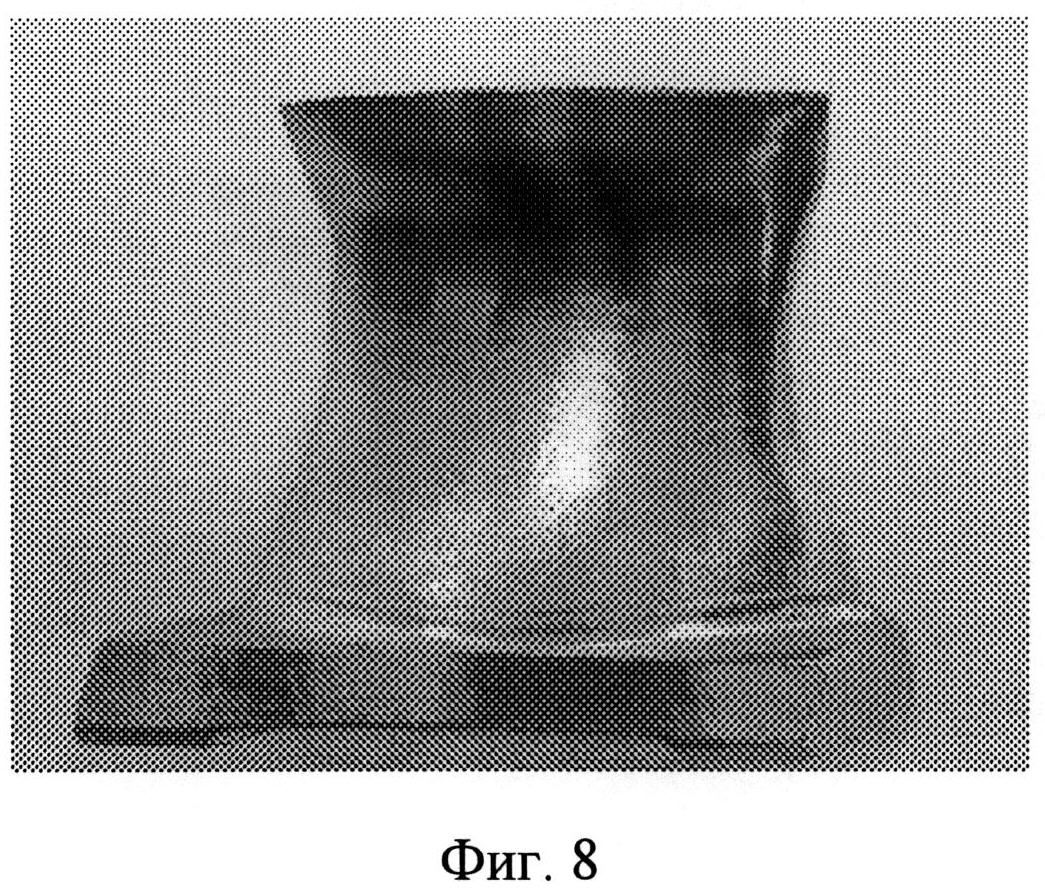
фиг.8 - внешний вид компрессорной лопатки изготовленной предложенным способом.
Предлагаемый способ реализуется следующим образом.
Обработка компрессорных лопаток (фиг.1, 2) осуществляется на пятикоординатном станке с ЧПУ.
Разрабатывается электронная трехмерная модель лопатки, заготовки (фиг.4) и технологической оснастки. Подбирается режущий и вспомогательный инструмент, разрабатывается управляющая программа для станка с ЧПУ и верификация на компьютере на отсутствие столкновений подвижных частей станка и режущего инструмента со станочной оснасткой и заготовкой, используя специальные программы.
На горизонтальном столе 1 (фиг.5) станка размещают приспособление 2 (фиг.5) для установки (базирования) и закрепления заготовки 3 (фиг.4, 5) компрессорной лопатки.
Для обработки заготовку 3 (фиг.4) компрессорной лопатки в виде параллелепипеда закрепляют вертикально относительно горизонтального стола станка 1 (фиг.5). Для этого заготовку 3 (фиг.5) компрессорной лопатки устанавливают в зажим 4 (фиг.5) приспособления 2 (фиг.5), обеспечивая нормированное усилие поджима.
Затем в соответствии с разработанной управляющей программой цилиндрическую фрезу подводят к исходной точке контакта с обрабатываемой поверхностью заготовки 3 и осуществляют фрезерование с приданием готовой формы хвостовика 5 (фиг.6, 7), а также предварительным фрезерованием элементов лопатки (фиг.1, 2), находящихся в проточной части компрессора (перо лопатки 6 (фиг.1, 2) и проточная поверхность 7 (фиг.1, 2) хвостовика 5 (фиг.1, 2)). При этом используют цилиндрическую фрезу, фрезерование осуществляют торцевой и периферийной частью фрезы по меньшей мере за пять переходов.
Вертикальное положение заготовки 3 компрессорной лопатки позволяет осуществить фрезерование хвостовика 5 с элементами лопатки, находящимися в проточной части компрессора 6, 7 (фиг.7), за один установ.
Затем переворачивают заготовку 3, базируют по обработанной поверхности хвостовика 5, удаляют технологическую прибыль 8 (фиг.7).
Обрабатывают заготовку 3 (фиг.7) фрезерованием с приданием готовой формы пера 6 или пера с дополнительными конструктивными элементами лопатки (фиг.1, 2). Если конструкция лопатки состоит из пера 6 и хвостовика 5, то перо 6 обрабатывается при помощи конусной фрезы 9 (фиг.3) по меньшей мере за один переход, при этом в соответствии с разработанной управляющей программой конусную фрезу 9 (фиг.3) подводят к исходной точке контакта с пером 6, а ось фрезы 10 (фиг.3) отклонена от нормали 11 (фиг.3) к обрабатываемой поверхности в плоскости 12 (фиг.3) направления подачи фрезы 9 (фиг.3) и в перпендикулярной ей плоскости 13 (фиг.3). Затем вращающейся фрезе 9 (фиг.3) сообщают перемещение поперек оси 14 (фиг.3) пера 6 и периодическую подачу на строчку 15 (фиг.3) вдоль оси 14 (фиг.3) заготовки 3 (фиг.3) лопатки, которую поворачивают относительно фрезы 9 (фиг.3).
Если конструкция лопатки состоит из пера 6, хвостовика 5 и дополнительного(ых) конструктивного(ых) элемента(ов) (фиг.1, 2), обработка осуществляется конусной (вышеописанным способом) и цилиндрической фрезой по меньшей мере за шесть переходов. Фрезерование осуществляется периферической частью фрезы.
Пример реализации способа.
Обработка компрессорной лопатки (без дополнительных конструктивных элементов) осуществлялась на фрезерном 5-координатном обрабатывающем центре Hermle C30U (Германия). Заготовка (материал сплав ЭИ787) в виде параллелепипеда 15Х35Х48 с выступом 3Х35Х13 для облегчения базирования. Заготовку устанавливают (базируют) в приспособлении.
Этапы обработки заготовки представлены в таблице 1.
|
Время предварительного фрезерования составляет 34,95 минуты.
Время окончательного фрезерования составляет 30,05 минут.
Время удаление технологической прибыли 5 минут.
Суммарное машинное время обработки одной лопатки составило 70 минут.
После выполнения окончательного фрезерования (фиг.8) были измерены параметры шероховатости проточной части и хвостовика лопатки. Анализ результатов измерений указывает на то, что в результате фрезерования достигнуты требования конструкторской документации по точности профильной и замковой части. При этом шероховатость пера составляет Ra 0,34-0,64 мкм, шероховатость скосов хвостовика Ra 0,37 мкм.
Разработанный способ изготовления отличается простотой и технологической эффективностью. Технологические испытания подтвердили, что:
- способ позволяет повысить точность размеров и чистоту поверхности обработанного профиля компрессорной лопатки;
- позволяет значительно уменьшить трудоемкость изготовления компрессорной лопатки за счет исключения промежуточных операций, включая шлифование лопатки и последующую ручную доводку, и тем самым существенно сократить количество брака при изготовлении.
- способ позволяет осуществить высокопроизводительное фрезерование компрессорной лопатки с незначительным временем на установку (базирование) и зажим заготовки.
Литейный никелевый сплав с равноосной структурой
Способ запуска газотурбинного двигателя
Способ эксплуатации авиационного газотурбинного двигателя по его техническому состоянию
Опора двухроторного газотурбинного двигателя
Опора турбины газотурбинного двигателя
Кольцевая камера сгорания газотурбинного двигателя
Способ определения параметров простых и сложных частиц износа в маслосистеме двигателя
Способ обработки моноколес
Турбокомпрессор
Устройство для вращения шпинделя
Жаропрочный коррозионно-стойкий сплав на основе никеля для литья крупногабаритных рабочих и сопловых лопаток газотурбинных установок
Способ получения методом наплавки металлического покрытия с ультрамелкодисперсной структурой и упрочняющими частицами в наноразмерном диапазоне
Способ сварки плавлением меди и ее сплавов со сталями
Способ обработки моноколес
Способ дуговой наплавки меди и медных сплавов на сталь

