Результат интеллектуальной деятельности: СПОСОБ ТОРЦОВОГО ФРЕЗЕРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано при фрезеровании плоских поверхностей.
Наиболее близким аналогом является способ фрезерования плоских поверхностей с криволинейной траекторией врезания торцовой фрезы [1]. Данный способ фрезерования осуществляется на двух координатном фрезерном станке с ЧПУ. Фрезу подводят к торцу обработанной поверхности, а движения подач Sx и Sy осуществляют вдоль осей ОХ и OY соответственно и нелинейно согласуют во времени, таким образом, чтобы траектория движения фрезы при врезании в заготовку представляла собой дугу окружности с радиусом, равным радиусу фрезы. При этом на выходе зуба из зоны обработки толщина срезаемого слоя равна нулю в результате чего снижается негативное влияние ударных изгибающих напряжений возникающих при выходе зуба из зоны фрезерования, что снижает трещинообразование на передней поверхности в непосредственной близости от главной режущей кромки и повышает стойкость инструмента в 4-6 раз.
Недостатком этого способа является отсутствие срезаемого слоя на выходе режущих зубьев из зоны обработки, что приводит к перенаклепу материала и повышенному износу зубьев по задней поверхности в зоне выхода зуба из зоны обработки. С одной стороны, толщина срезаемого слоя должна быть минимальной, чтобы исключить ударную изгибающую нагрузку на режущую кромку, возникающую на выходе зуба из зоны резания, при этом она не должна быть равна нулю, т.к. при толщинах, сопоставимых с величиной радиуса округления режущего клина, стружка не срезается, а обрабатываемый материал механически упрочняется из-за многократной деформации.
Предлагаемым изобретением решается задача повышения стойкости режущих зубьев за счет минимизации толщины срезаемого слоя.
Для решения поставленной задачи подачи Sx и Sy согласуют таким образом, что траектория врезания фрезы представляет собой четверть эллипса, большая ось которого равна диаметру фрезы D, а меньшая определяется по формуле:
 ,
,
где R - радиус фрезы;
Sz - результирующая подача на зуб;
aмин - минимальная толщина срезаемого слоя;
φ - главный угол в плане.
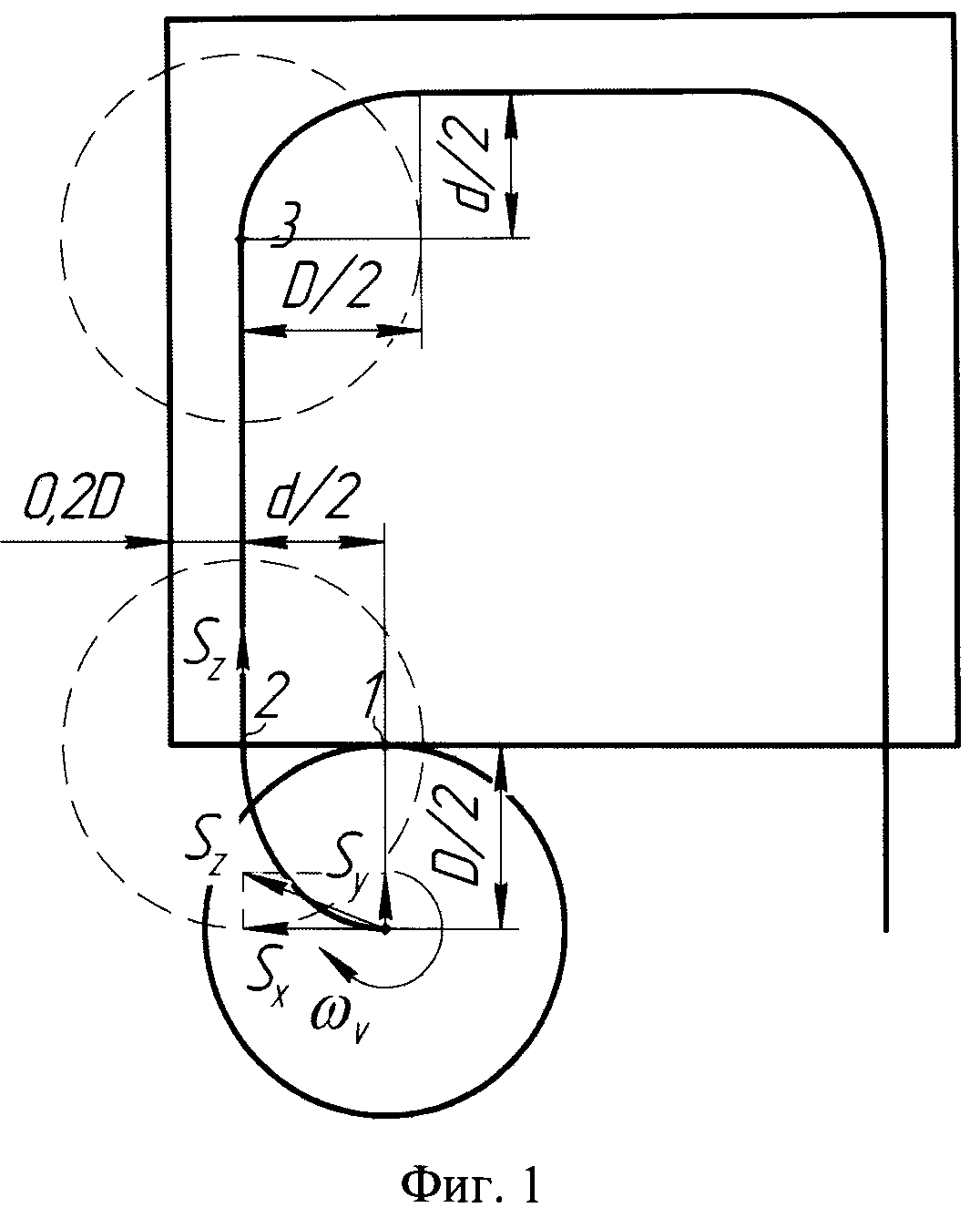
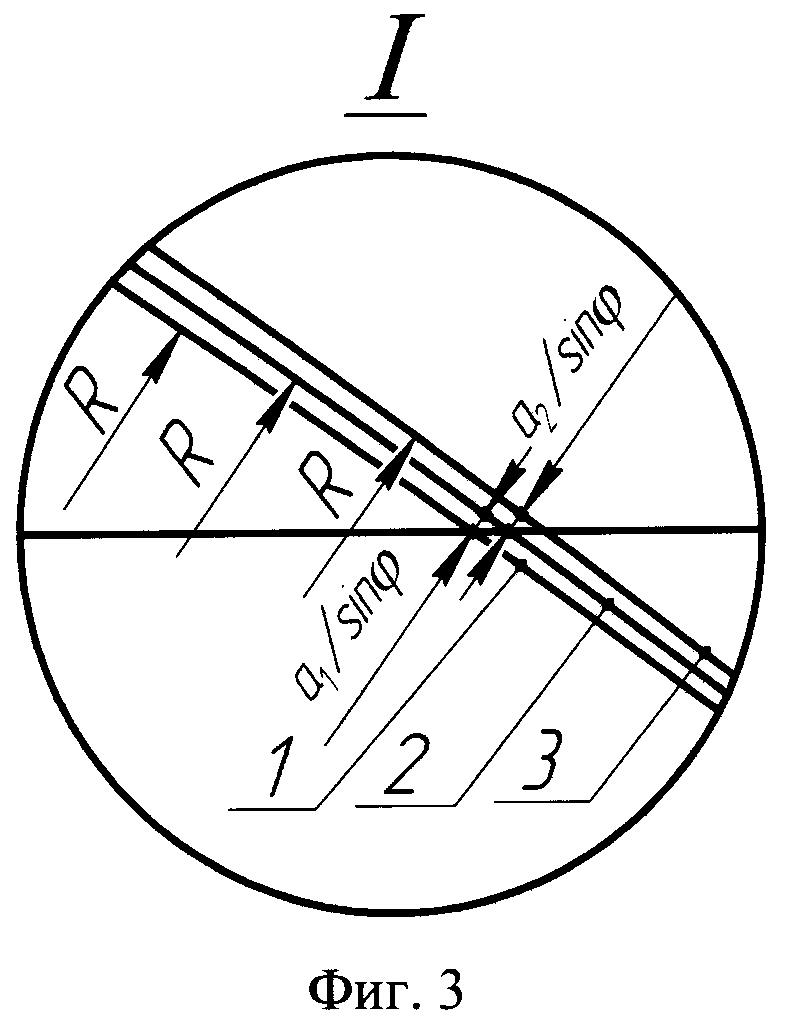
На фиг.1. изображена схема процесса торцового фрезерования поверхности при врезании и обводе углов, на фиг.2. - схема последовательных положений траекторий режущего зуба на выходе из зоны резания, на фиг.3 - увеличенное изображение зоны I (выхода режущего зуба из зоны обработки) изображенной на фиг.2.
Обработку производят на двух координатных фрезерных станках с ЧПУ. Инструменту сообщают главное движение ωv, доводят до касания с заготовкой в точке, расположенной на торце обработанной поверхности и удаленной от края заготовки на расстояние d/2+0,2D, точка 1 (фиг.1). Затем инструменту задают два движения подачи Sx и Sy лежащих в плоскости фрезерования. Вектор подачи Sy направлен в тело заготовки нормально к ее торцу, а вектор подачи Sx повернут на 90° относительно вектора Sy в направлении обратном направлению главного вращательного движения ωv. Подачи Sx и Sy согласуют таким образом, что траектория врезания фрезы представляет собой четверть эллипса, большая ось которого равна диаметру фрезы D, а меньшая определяется по формуле:
 ,
,
где R - радиус фрезы;
Sz - результирующая подача на зуб;
а мин - минимальная толщина срезаемого слоя;
φ - главный угол в плане.
Нелинейно-согласованные движения подачи прекращают при достижении центром фрезы точки 2 находящейся на пересечении торцовой и обработанной поверхностей, и расположенной на расстоянии 0,2D от края заготовки (это положение фрезы представлено пунктирной линией). Затем инструменту сообщается прямолинейное движение подачи, вектор которого направлен в тело заготовки, нормально к малой полуоси эллипса предыдущего криволинейного участка траектории, а величина подачи равна результирующей подаче на зуб Sz. После достижения центром фрезы точки 3, расположенной на расстоянии d/2+0,2D от противоположного края заготовки, ей снова сообщают два движения подачи Sx и Sy, лежащих в плоскости фрезерования и согласованных таким образом, что траектория врезания фрезы представляет собой описанную выше четверть эллипса, но повернутую на 90° относительно ее первоначального положения в направлении главного движения ωv. Фрезерование продолжают подобным образом до окончательной обработки всей поверхности.
Предложенный способ обработки позволяет повысить стойкость инструмента за счет снижения износа по задней поверхности при движении фрезы по криволинейному участку траектории. Это связано с тем, что на выходе зуба из заготовки толщина срезаемого слоя минимизирована, но отлична от нуля, что предотвращает перенаклеп обрабатываемого материала и создает более плавный выход зуба из заготовки.
Минимальная толщина срезаемого слоя, определяется по формуле [2]:

где γ и α - передний и задний углы зуба фрезы соответственно.
На фиг.2 представлены три произвольных, последовательных, положения круговой траектории зуба фрезы радиусом R с центрами O1, O2, О3, расположенными на криволинейном участке траектории. На фиг.3 представлена увеличенная зона выхода режущих зубьев в трех последовательных положениях (1, 2, 3) траектории зуба фрезы, соответствующих положениям центра в точках O1-О3 на фиг.2, и проекции толщин срезаемых слоев a 1/sinφ; a 2/sinφ на обработанную поверхность, где а 1, а 2 - толщины срезаемых слоев на выходе зуба из зоны обработки. Для обеспечения условий резания а 1≈a 2=(1,2…1,5)a мин.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Руководство по металлообработке. АВ Sandvik Coromant 2008.09 [Текст] / АВ Sandvik Coromant, 2008. - 32 с.: ил.
2. Сахаров Г.Н. Металлорежущие инструменты: Учебник для вузов по специальностям «Технология машиностроения», «Металлорежущие станки и инструменты» [Текст] / Г.Н. Сахаров, О.Б. Арбузов, Ю.Л. Боровой и др. - М.: Машиностроение, 1989. - 328 с.: ил.
Способ торцового фрезерования плоских поверхностей, включающий использование торцовой фрезы, которую доводят до касания с торцем обрабатываемой поверхности и сообщают ей главное вращательное движение и криволинейное врезание в заготовку с двумя движениями подачи S и S, лежащими в плоскости фрезерования из условия направления вектора подачи S в тело заготовки нормально к ее торцу, а вектора подачи S - под углом 90° к вектору подачи S в направлении, обратном направлению главного вращательного движения ω, отличающийся тем, что криволинейное врезание фрезы в заготовку осуществляют при согласовании подач S и S с обеспечением траектории врезания фрезы в виде четверти эллипса, большая ось которого равна диаметру фрезы, а меньшая определена по формуле: где R - радиус фрезы;S - результирующая подача на зуб фрезы;a - минимальная толщина срезаемого слоя;φ - главный угол фрезы в плане.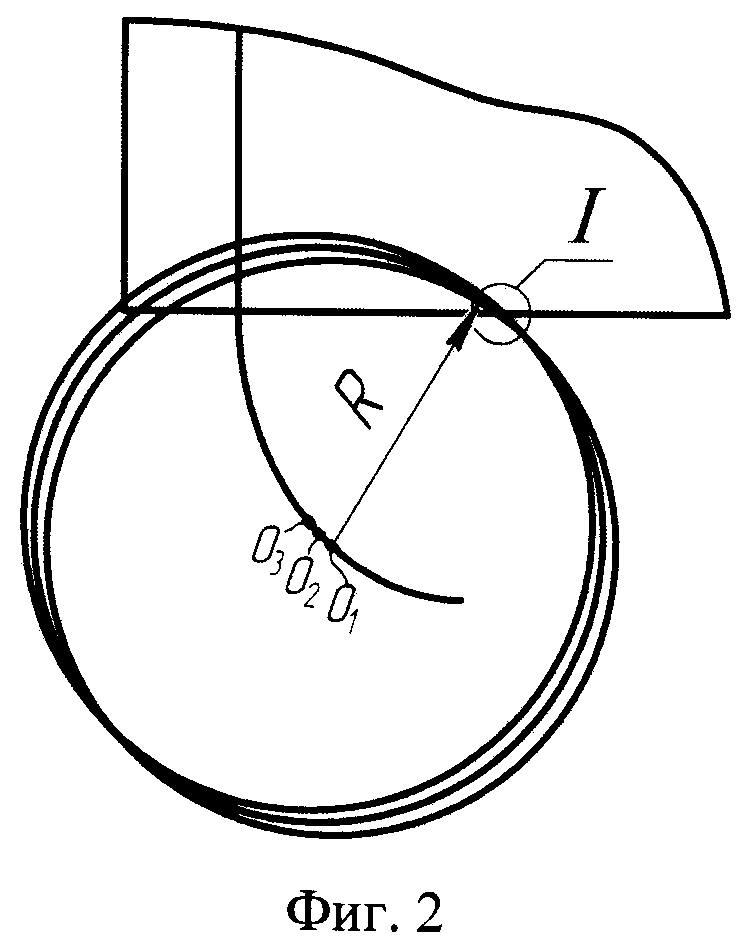
Способ фрезерования выпуклых фасонных поверхностей с криволинейными участками профилей
Способ обработки сложных криволинейных поверхностей
Способ обработки сложных криволинейных поверхностей
Способ обработки винтовых канавок дугообразного профиля
Способ фрезерования плоских и контурных поверхностей
Композиция для покрытия металлических изделий
Способ обработки винтовых канавок дугообразного профиля
Устройство для калибрования посадочных отверстий с полимерным покрытием в корпусных деталях
Способ горячей прокатки полос
Способ фрезерования плоских и контурных поверхностей

