Результат интеллектуальной деятельности: СПОСОБ ФРЕЗЕРОВАНИЯ ВЫПУКЛЫХ ФАСОННЫХ ПОВЕРХНОСТЕЙ С КРИВОЛИНЕЙНЫМИ УЧАСТКАМИ ПРОФИЛЕЙ
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано для обработки сложнопрофильных деталей с выпуклой поверхностью, например рабочих поверхностей штампов.
Наиболее близким аналогом является способ обработки сложных криволинейных поверхностей [1] инструментом, телом вращения (фрезой), с конической производящей поверхностью и тремя одновременными нелинейно-согласованными формообразующими движениями, одно из которых вращательное и располагается в плоскости образующей инструмента.
Недостатком этого способа является использование угловых двухсторонних фрез, являющихся стандартными и изготавливаемых цельными из быстрорежущей стали, что снижает производительность обработки и область их применения по сравнению с более производительными и распространенными торцовыми фрезами, оснащенными твердосплавными режущими пластинами.
Способ фрезерования выпуклых фасонных поверхностей с криволинейными участками профилей, включающий сообщение фрезе трех нелинейно-согласованных формообразующих движений, при этом применяют фрезу с режущими пластинами и с плоской производящей поверхностью, а фрезерование осуществляют с обкатом обрабатываемого криволинейного участка профиля и одновременным проскальзыванием по профилю на участке, равном длине грани режущей пластины, при этом фрезе сообщают движение с двумя поступательными движениями вдоль обрабатываемого профиля на величину длины грани режущей пластины с одновременным поворотом корпуса фрезы при вращательном движении подачи так, чтобы вершина режущей пластины при фрезеровании перемещалась из начала до середины грани режущей пластины и от середины до начала грани режущей пластины за каждый цикл обката
Предлагаемый способ позволяет повысить производительность обработки сложнопрофильных деталей, состоящих из криволинейных профилей, пересекающихся с малыми радиусами сопряжений, инструментом с плоской производящей поверхностью за счет увеличения числа зубьев и диаметра, а также повысить стойкость инструмента за счет изменения положения вершин режущих пластин, которые являются наиболее нагруженной частью инструмента, и за счет периодического изменения глубины резания в процессе обработки, что снижает возможность образования проточины, которая образуется на передней поверхности пластины в местах пересечения обработанной поверхности с поверхностью резания.
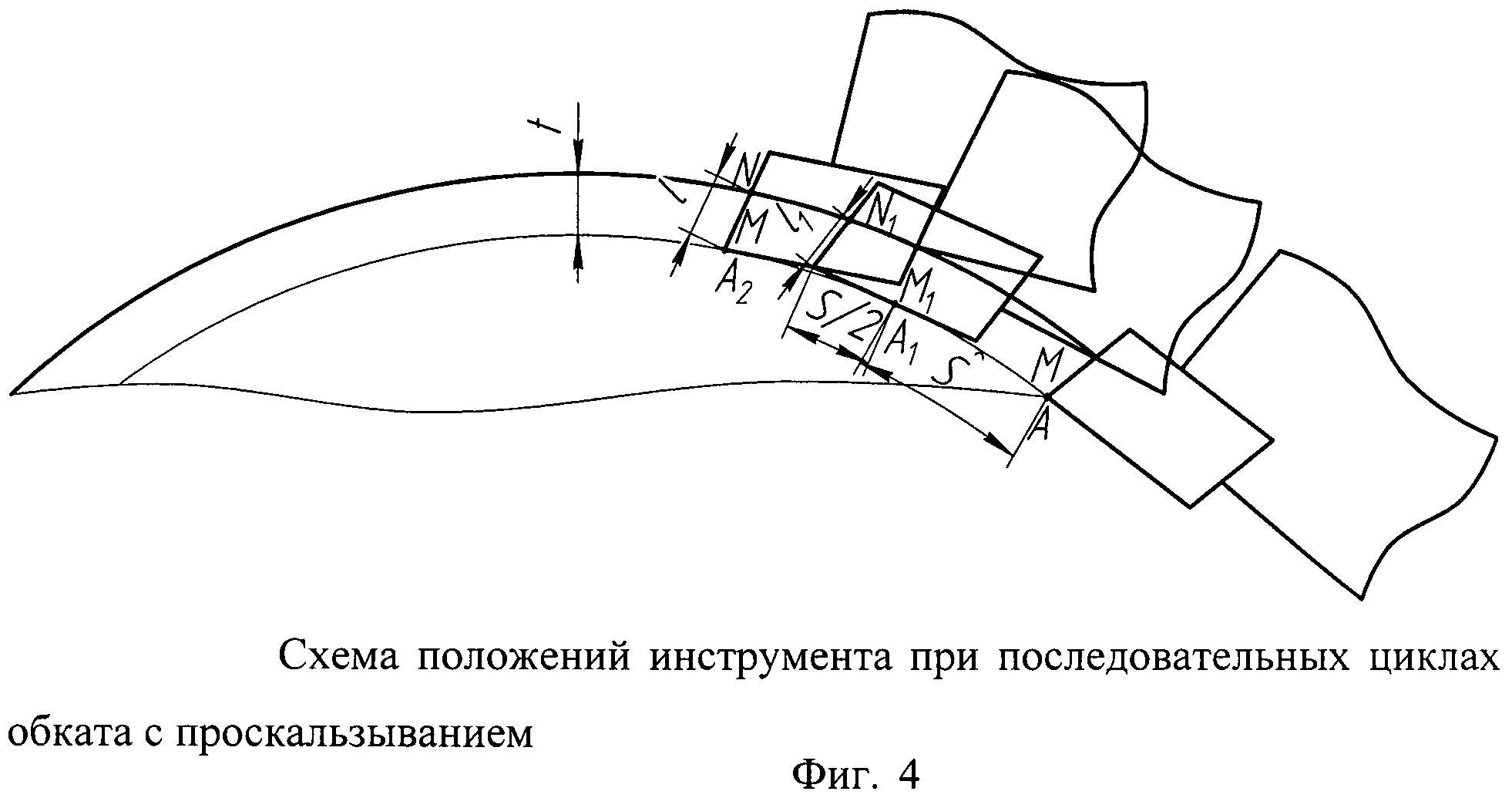
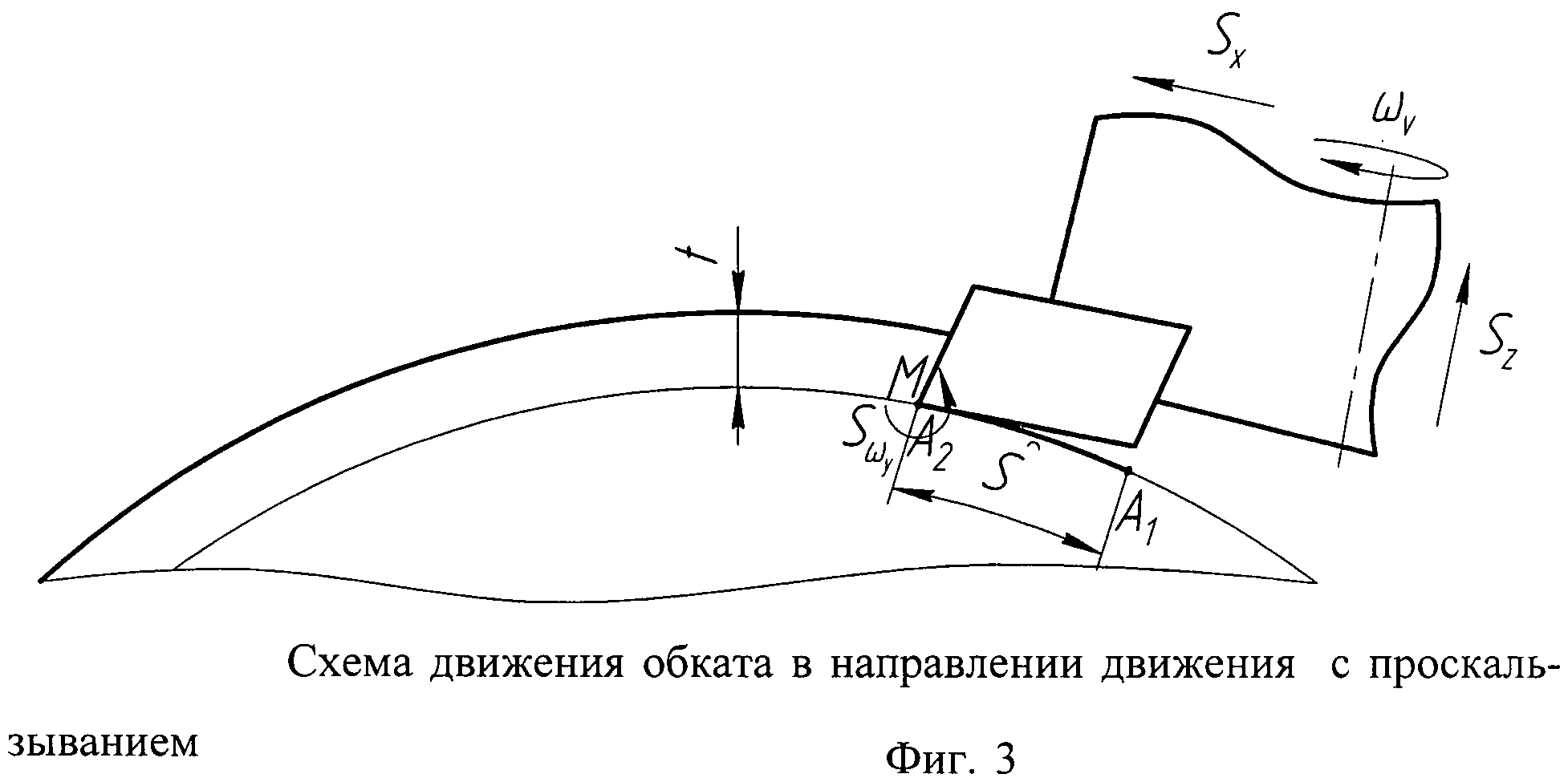
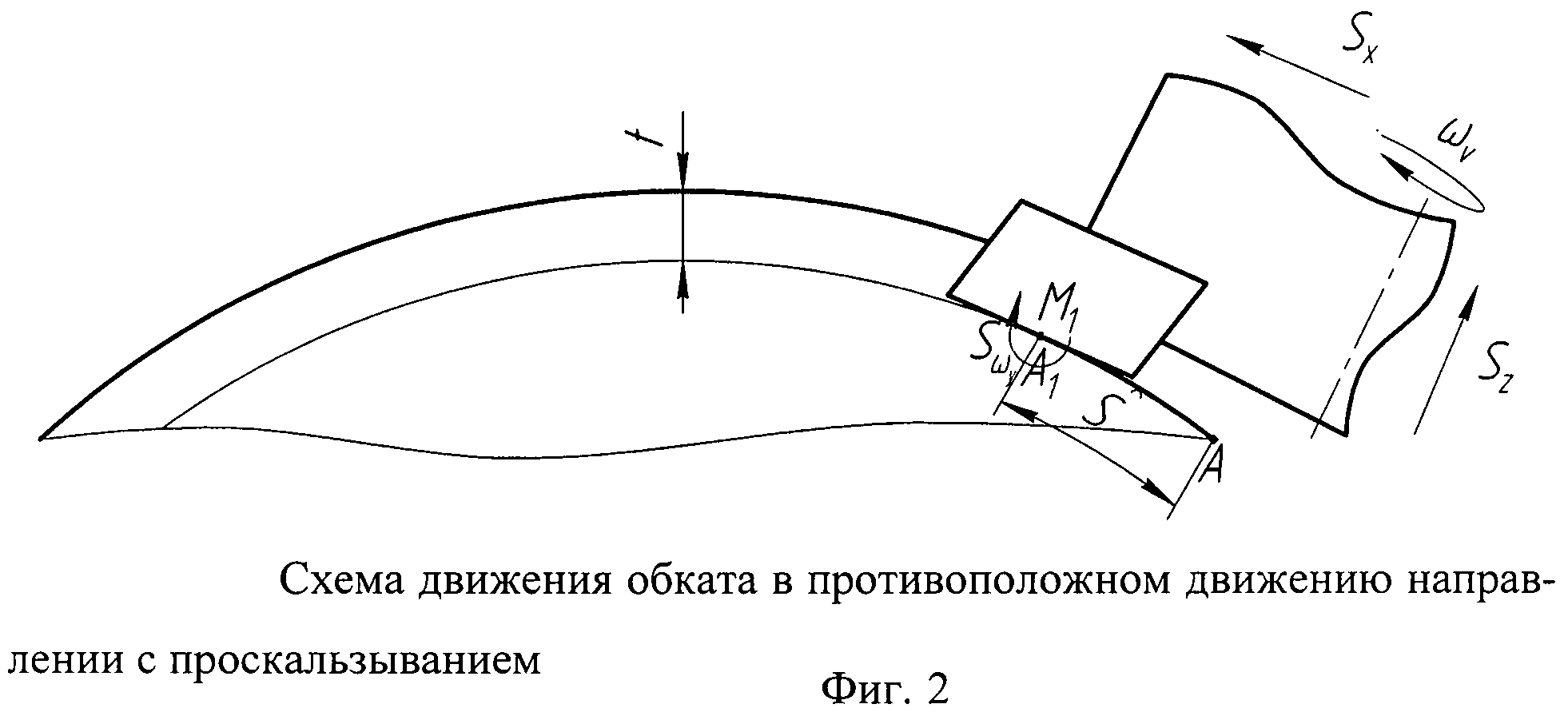
На фиг.1 изображена схема врезания инструмента в заготовку, на фиг.2 - схема движения обката в противоположном движению направлении с проскальзыванием, на фиг.3 - схема движения обката в направлении движения с проскальзыванием, на фиг.4 изображена схема положений инструмента при последовательных циклах обката с проскальзыванием.
При данном способе обработки фасонных выпуклых поверхностей инструменту сообщают главное вращательное движение ωv и движения подач Sx, Sz (фиг.1).
Способ обработки осуществляют инструментом с плоской производящей поверхностью (торцовой фрезой) на станке с ЧПУ с вертикальной осью вращения стола и горизонтальной осью вращения шпинделя с одновременным программным управлением по трем координатам.
Обработка начинается с врезания фрезы по касательной к обрабатываемому профилю на толщину срезаемого припуска t, при этом вершина пластины находится в точке М.
Дальнейшее перемещение фрезы с поступательными движениями подачи Sx, Sz и с вращательным движением подачи Sωy осуществляют таким образом (фиг.2), чтобы фреза перемещалась вдоль профиля на величину длины грани пластины S, одновременно поворачивалась так, чтобы вершина переместилась из точки М в точку М1, которая находится в середине грани пластины.
Далее перемещение фрезы осуществляют с движениями подач Sx, Sz вдоль профиля на величину длины грани пластины S (фиг.3) с одновременным поворотом корпуса фрезы (вращательным движением подачи Sωy) таким образом, чтобы вершина из точки М1 переместилась в точку М.
Таким образом, корпус фрезы совершает периодическое покачивание в процессе обработки (фиг.4), что позволяет постоянно менять положение вершины пластины, то есть изменять наиболее нагруженную зону, что приводит к более равномерному износу пластины и, как следствие, повышению ее стойкости. Кроме того, такое покачивание приводит к изменению глубины погружения пластины l от максимального значения в точке N (l=t), до минимального l1 в точке N1, что в конечном счете снижает возможность возникновения проточины и также повышает стойкость инструмента.
Таким образом, перемещение фрезы осуществляется с обкатом профиля и одновременным проскальзыванием по профилю. Причем обкат осуществляется на длине профиля S, равной длине грани пластины, что связано с минимальным искажением обрабатываемого профиля. При этом поворот самой пластины определяется величиной перемещения вершины, то есть отрезком MM1, который равен половине длины грани пластины (S/2), что определятся необходимым условием оптимального износа пластины при использовании многогранных пластин с одинаковым размером граней.
Источники информации
1. Патент №2167746 (РФ). Способ обработки криволинейных поверхностей // С.К.Амбросимов, А.А.Петрухин. - 2001, Бюл. №15.
Способ фрезерования выпуклых фасонных поверхностей с криволинейными участками профилей, включающий сообщение фрезе трех нелинейно-согласованных формообразующих движений, отличающийся тем, что используют фрезу с режущими пластинами и с плоской производящей поверхностью, а фрезерование осуществляют с обкатом обрабатываемого криволинейного участка профиля и одновременным проскальзыванием по профилю на участке, равном длине грани режущей пластины, при этом фрезе сообщают перемещение с двумя поступательными движениями вдоль обрабатываемого профиля на величину длины грани режущей пластины с одновременным поворотом корпуса фрезы при вращательном движении подачи так, чтобы вершина режущей пластины при фрезеровании перемещалась из начала до середины грани режущей пластины и от середины до начала грани режущей пластины за каждый цикл обката.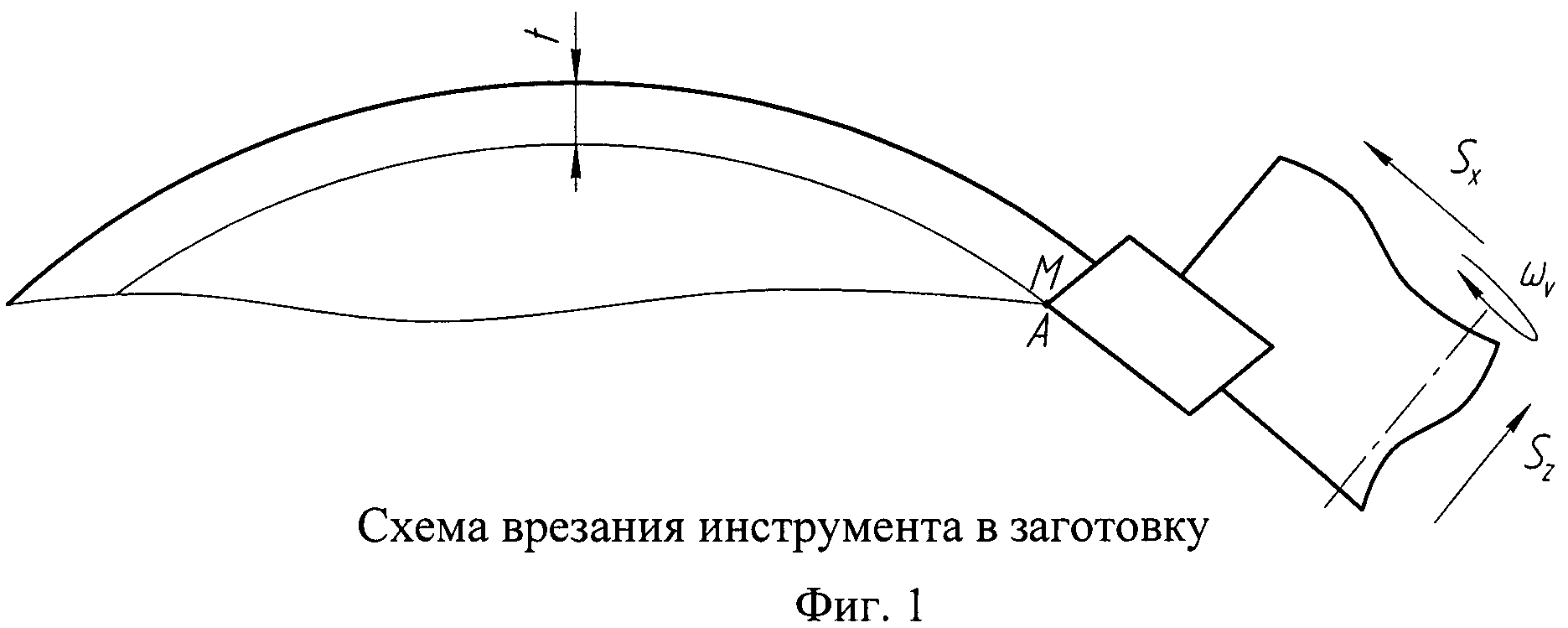
Способ обработки сложных криволинейных поверхностей
Способ торцового фрезерования плоских поверхностей
Способ обработки сложных криволинейных поверхностей
Способ обработки винтовых канавок дугообразного профиля
Способ фрезерования плоских и контурных поверхностей
Способ эксплуатации рабочего валка

