Результат интеллектуальной деятельности: СИСТЕМА ШЕСТЕРЕН ДЛЯ ЧАСОВ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к составной системе шестерен, например кремний - металл для часов и, конкретнее к системе этого типа, которая включает в себя крепежное устройство, которое может предотвращать возникновение напряжения сдвига.
Уровень техники
Известно, что для предотвращения напряжения сдвига в часовых механизмах используют оси, имеющие многоугольное, т.е. некруглое сечение, так чтобы приводить во вращение деталь, в которой отверстие под ось имеет форму, согласованную с вышеуказанным многоугольным сечением. Однако эта конфигурация, в частности, в случае системы шестерен, вызывает асимметрию оси, что отрицательно влияет на изохронизм хода часов и требует применения других систем шестерен, прикрепленных к той же оси для адаптации отверстий под оси, имеющих такую же форму.
Кроме того, в случае составного элемента часов, т.е. элемента, который включает в себя два типа материала, например, системы шестерен типа зубчатое колесо - шестерня, элемент трудно прикрепить к многоугольной оси без поломки, если один из материалов включает в себя участок с очень ограниченным диапазоном пластической деформации, например, кристаллический кремний, кристаллический глинозем или кристаллический кремнезем.
Раскрытие изобретения
Задача настоящего изобретения состоит в том, чтобы устранить все или часть вышеуказанных недостатков с помощью системы шестерен, включающей в себя крепежное устройство, которое может предотвратить возникновение напряжения сдвига и может быть адаптировано к цилиндрической оси круглого сечения.
Таким образом, изобретение относится к системе шестерен, содержащей шестерню и зубчатое колесо, установленные соосно относительно поворотной оси; отличающейся тем, что она включает в себя крепежное устройство между вышеуказанной шестерней и вышеуказанным колесом для предотвращения относительного перемещения одного из них относительно другого.
По другим преимущественным характеристикам изобретения:
- крепежное устройство включает в себя выемку или фасонное углубление, форма которого, по меньшей мере, частично согласуется с сечением вышеуказанной шестерни и которое выполнено на ступице вышеуказанного колеса для крепления вышеуказанной шестерни и колеса при вращении;
- выемка выполнена на части толщины вышеуказанной ступицы, так чтобы блокировать относительное перемещение посредством частичного окружения шестерни;
- ось является приблизительно цилиндрической с круглым сечением;
- ось и шестерня изготовлены из металлического материала;
- шестерня объединена с осью;
- зубчатое колесо изготовлено из материала, подвергающегося микрообработке;
- материал, подвергающийся микрообработке, выбирается из группы, включающей в себя кристаллический кремний, кристаллический глинозем или кристаллический кремнезем;
- крепежное устройство дополнительно включает в себя вязкий или адгезивный материал, который наносится между колесом и шестерней для повышения усилия крепления вышеуказанного устройства.
Изобретение также относится к часам, отличающимся тем, что они включают в себя систему шестерней по одному из предыдущих вариантов.
И, наконец, изобретение относится к способу изготовления элемента часов из материала, подвергающегося микрообработке с несколькими уровнями, который включает в себя следующие этапы:
a) обеспечение подложки, выполненной из материала, подвергающегося микрообработке;
b) нанесение маски, которая включает в себя первый контур на поверхности вышеуказанной подложки;
отличающемуся тем, что он включает в себя следующие этапы:
c) нанесение второй маски на поверхность вышеуказанной подложки и вышеуказанной первой маски, при этом вышеуказанная вторая маска включает в себя второй контур, который меньше, первого контура вышеуказанной первой маски;
d) выполнение анизотропного травления для травления второго контура по первой толщине подложки;
e) удаление второй маски;
f) выполнение второго анизотропного травления для продолжения травления по второму контуру и начала травления по первому контуру по второй толщине подложки;
g) удаление первой маски;
h) освобождение элемента часов от подложки.
По другим преимущественным характеристикам изобретения:
- второй контур травится по всей толщине подложки;
- второй контур имеет форму зубчатого колеса, ступица которого включает в себя отверстие под ось;
- первый контур имеет форму зубчатого кольца и частично травится по толщине подложки;
- первая маска выполняется из окиси кремния, и вторая маска выполняется из фоточувствительной смолы;
- несколько элементов изготавливаются на одной и той же подложке.
Краткое описание чертежей
Другие отличительные особенности и преимущества станут понятными из следующего описания, которое приводится с помощью неограничительного пояснения со ссылкой на приложенные чертежи, на которых:
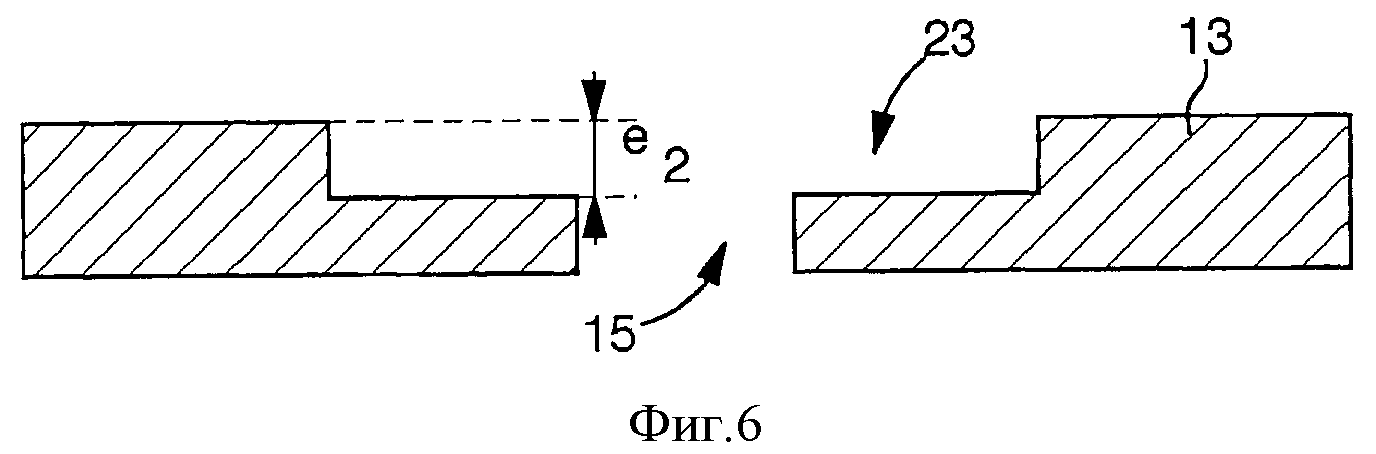
фиг 1-6 - последовательные этапы изготовления элемента часов по изобретению;
фиг.7-9 - последовательные этапы окончательной сборки системы шестерен по изобретению.
Осуществление изобретения
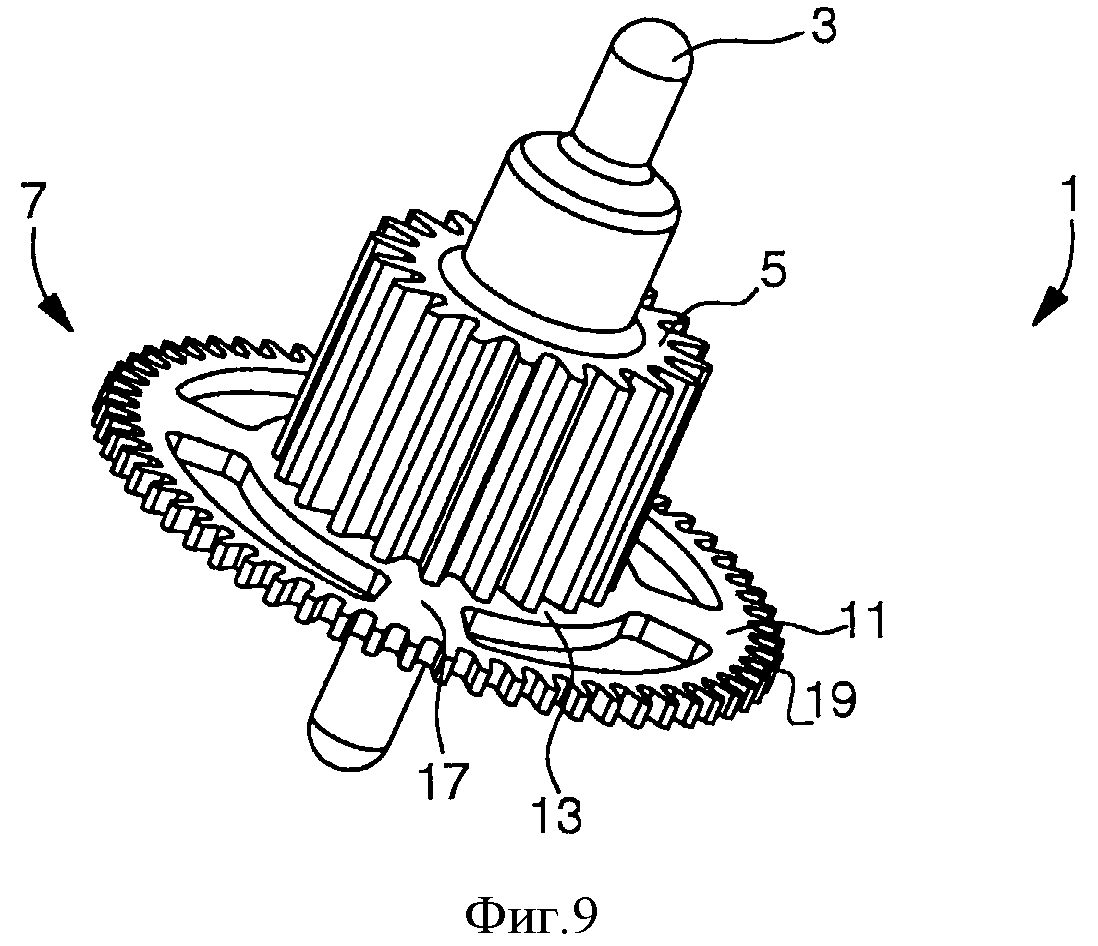
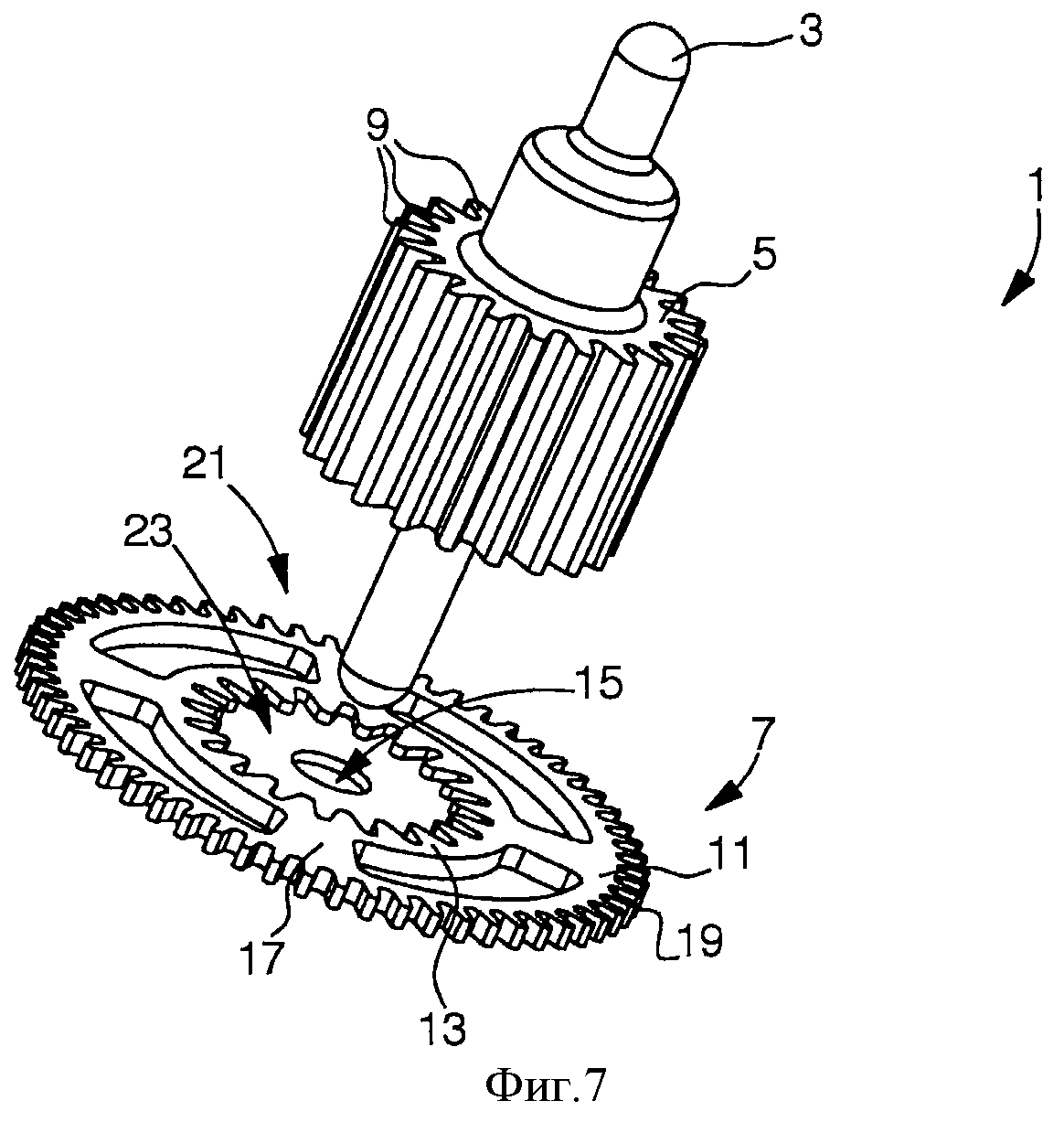
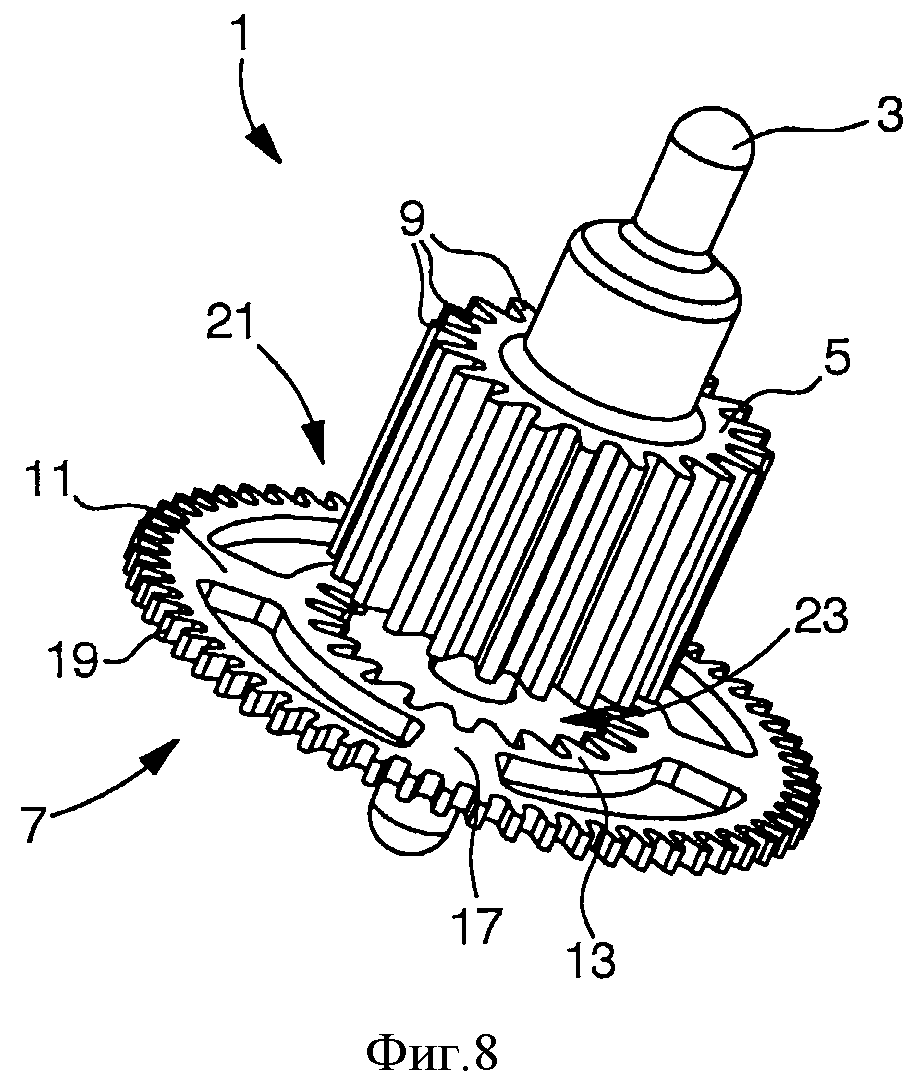
Как показано на фиг.7-9, изобретение относится к системе шестерен, в общем обозначенной как поз.1. Она включает в себя ось, шестерню 5 и зубчатое колесо 7. В примере, показанном на фиг.7-9, шестерня 5 и зубчатое колесо 7 предназначены для соосной установки на одной оси 3. Этот тип системы 1 шестерен, например, может использоваться для анкерного колеса в сборе или передающего колеса в сборе. Разумеется, изобретение может применяться для других элементов часов или элементов, не относящихся к часовому делу.
Как показано на фиг.7-9, ось 3 является приблизительно цилиндрической и имеет круглое сечение, т.е. является полностью симметричной при установке между двумя опорами (не показано) стандартным образом, как объясняется выше.
Шестерня 5 имеет корпус цилиндрической формы, внутренний диаметр которого приблизительно согласуется с наружным диаметром оси 3. Шестерня 5 включает в себя зубья 9, которые продолжаются радиально от вышеуказанного корпуса для взаимодействия с другим зубчатым элементом (не показано). В примере, показанном на фиг.7-9, шестерня 5 имеет 20 зубьев 9 или около этого, однако, в зависимости от применения системы 1 шестерен, количество зубьев может быть большим или меньшим.
Колесо 7 включает в себя обод 11, ступицу 13 с многоугольным или цилиндрическим отверстием 15 под ось и четыре плеча 17, соединяющих вышеуказанную ступицу и вышеуказанный обод. Как показано на фиг.7-9, обод 11 имеет на периферии зубья 19, которые продолжаются радиально от вышеуказанного обола 11 для взаимодействия с другим зубчатым элементом (не показано). Разумеется, количество плеч 17, соединяющих обод 11 и ступицу 13 может быть большим и ли меньшим в зависимости от применения.
По изобретению ступица 13 предпочтительно включает в себя крепежное устройство 21 для предотвращения относительного перемещения колеса 7 относительно шестерни 5 с целью уменьшения напряжение сдвига. По изобретению крепежное устройство 21 в основном, включает в себя фасонное углубление 23, образованное на ступице 13, для взаимодействия с нижней частью шестерни 5 за счет ее частичного закрывания.
Предпочтительно, как показано на фиг.7-9, фасонное углубление 23 выполнено в ступице 13. Кроме того, фасонное углубление 23 включает в себя форму, которая, по меньшей мере, частично, согласована с сечением нижней части шестерни 5, т.е. кольцо, включающее в себя зубья, в которое входят, по меньшей мере, некоторая часть зубьев 9 и корпус шестерни 5 на некоторой части высоты вышеуказанной шестерни. Таким образом, понятно, что когда нижняя часть шестерни 5 входит в фасонное углубление 23, эта сборочная единица ограничивает любые угловые перемещения между шестерней 5 и колесом 7, соответственно, предотвращая возникновение напряжения сдвига.
В примере, показанном на фиг.7-9, фасонное углубление 23 имеет форму, которая точно согласована с сечением шестерни 5. Однако понятно, что фасонное углубление 23 может включать в себя меньшее количество зубьев, чем количество зубьев, имеющееся на шестерне 5, и все-таки может препятствовать образованию напряжений сдвига. Это фасонное углубление может, например, содержать количество зубьев вдвое меньше количества зубьев 9 на шестерне 5.
Предпочтительно, система 1 шестерен является системой составного типа, т.е. образована, по меньшей мере, из двух типов материала. Соответственно, один из элементов предпочтительно образован из материала, подвергаемого микрообработке, а другие - из металлических материалов. По изобретению материал, подвергаемый микрообработке, используется для получения выгоды от изготовления с точностью менее микрона. Этот материал может содержать кристаллический кремний, кристаллический глинозем или кристаллический кремнезем. Другие элементы предпочтительно изготавливаются из металлических материалов, когда не требуется, чтобы они имели более точные размеры, чем те, которые можно получить при обработке вышеуказанных металлических материалов.
По изобретению колесо 7 предпочтительно образовано из материала, подвергаемого микрообработке, в то время как ось 3 и шестерня 5 изготовлены из металлического материала, например, из стали или латуни. Эта конфигурация может быть полезной, в частности, для применения анкерного колеса, так чтобы получить высокоточные импульсные зубья 19, а также фасонное углубление 23. Фактически, как видно из фиг.7, колесо 7 имеет промежуточную глубину травления фасонного углубления 23 и общее травление остального материала элемента.
По варианту изобретения крепежное устройство 21 дополнительно включает в себя адгезивное вещество, которое наносится между фасонным углублением 23 и шестерней 5, так чтобы увеличить крепежное усилие вышеуказанного устройства. Этот материал может быть, например, припоем или адгезивом. Фактически, соединение, использующее адгезивный материал, в общем, эффективно работает на растяжение, но плохо на сдвиг. Таким образом, понятно, что из за конфигурации крепежного устройства 21 крепежное усилие повышается за счет преимуществ вышеуказанного растяжения и преимуществ сдвига от частичного закрывания с помощью фасонного углубления 23.
Адгезивный материал может быть помещен, например, между нижней частью фасонного углубления 23 и нижней частью шестерни 5. С таким же успехом адгезивный материал может быть помещен между периферией зубьев 9 и зубьев фасонного углубления 23. Эта последняя конфигурация является особо преимущественной, когда форма фасонного углубления 23 не согласуется точно с сечением шестерни 5, как объясняется выше.
Способ изготовления элемента из материала, подвергаемого микрообработке и имеющего несколько уровней, будет объяснен со ссылкой на фиг.1-6. Как объясняется выше, элементом, изготавливаемым из материала, подвергаемого микрообработке, является зубчатое колесо 7. Для того, чтобы упростить вышеуказанные фигуры и сконцентрировать внимание на объяснении травления на нескольких уровнях, на разрезе показана только часть ступицы 13. Разумеется, что помимо отверстия 15 под ось, которое травится на всю глубину, изготавливаются другие сквозные выемки для ограничения ступицы 13, плеч 17, обода 11 и зубьев 19.
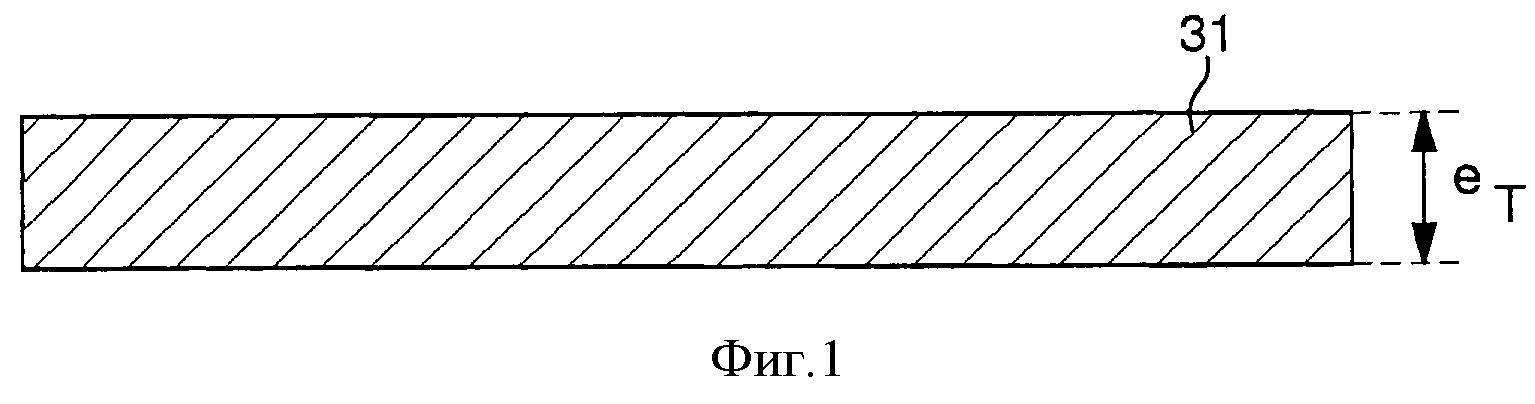
На первом этапе, как показано фиг.1, обеспечивается подложка 31 из материала, подвергаемого микрообработке, предпочтительно, например, из кристаллического кремния, кристаллического глинозема или кристаллического кремнезема. Этот этап может включать в себя фазу механического и/или химического полирования с целью адаптации толщины еТ подложки 31 к толщине готового элемента, т.е. колеса 7.
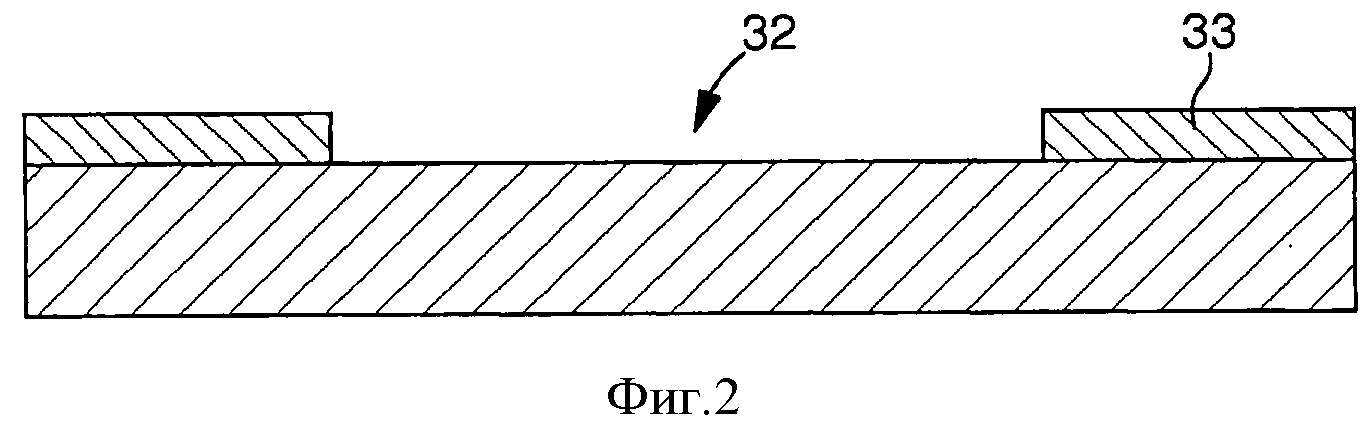
На втором этапе на верхней части подложки 31 получают первую защитную маску 33. Этот этап выполняется, например, посредством выборочного окисления поверхности подложки 31 для увеличения слоя окиси кремния и образования вышеуказанной маски заданной толщины. Как видно из фиг.2, маска 33 показывает контур 32 фасонного углубления 23, которое должно быть вытравлено на части е2 толщины подложки 31.
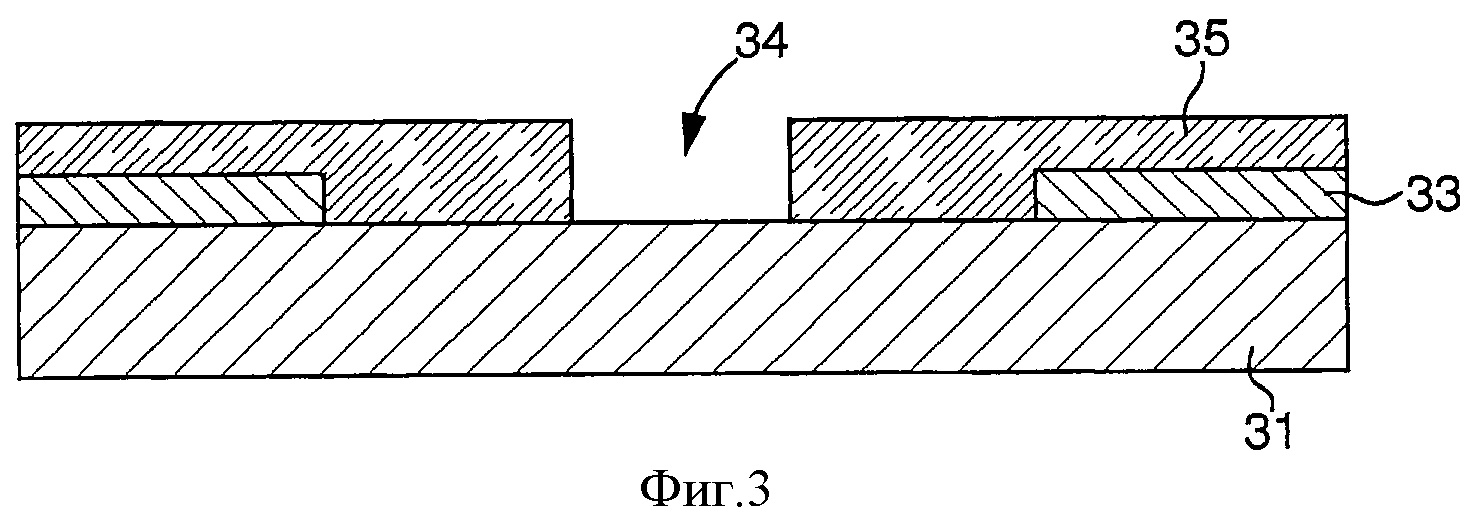
На третьем этапе получают вторую защитную маску 35, перекрывающую маску 33, изготовленную на втором этапе. Этот этап может быть выполнен с помощью фотолитографии фоточувствительной смолы. Во время первой фазы фоточувствительная смола наносится на подложку 31 и на защитную маску 33. Во время второй фазы смола избирательно подвергается воздействию излучения через частично непрозрачную маску. И, наконец, избирательно просвеченная фоточувствительная смола проявляется, чтобы оставить только защитную маску 35, показанную на фиг.3, которая указывает контур 34 отверстия 15 под ось и другие сквозные выемки в колесе 7, подвергаемые травлению по толщине подложки 31.
По варианту выполнения вторая маска 35 также может быть получена за счет избирательного окисления поверхности подложки 31 для увеличения слоя окиси кремния и образования вышеуказанной маски заданной толщины.
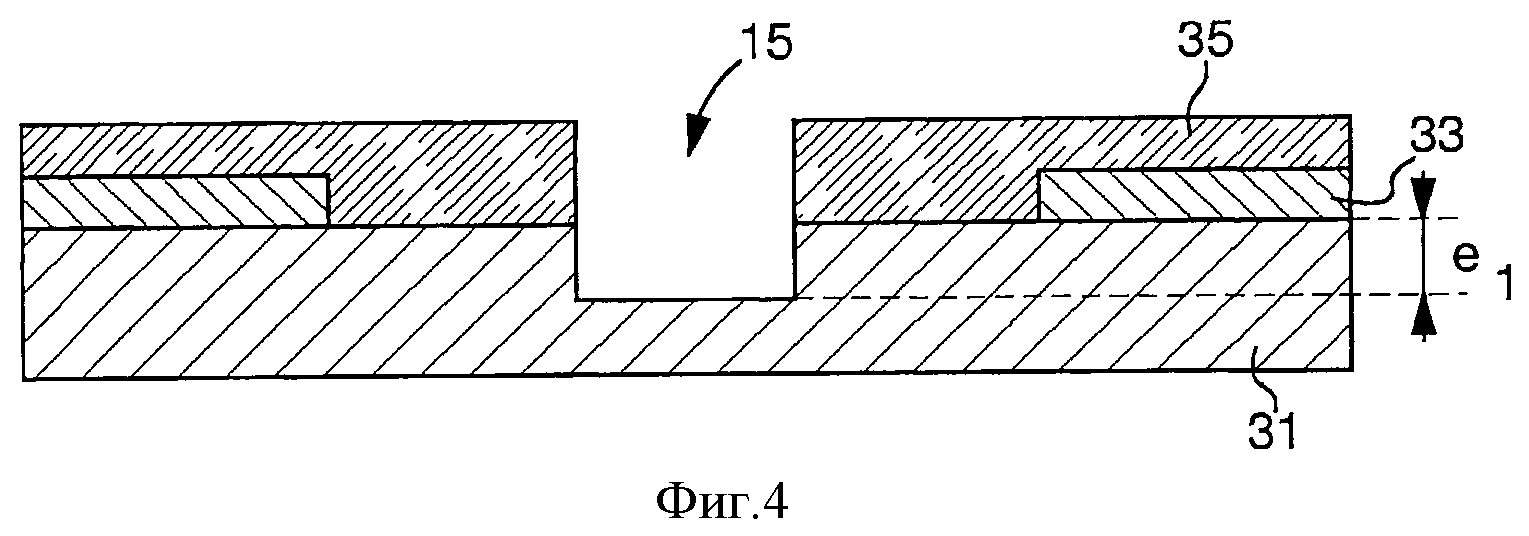
На четвертом этапе, как показано на фиг.4, на подложке 31 выполняется анизотропное травление по контуру 34 второй защитной маски 35. Травление может быть сухим или влажным. Предпочтительно используется глубинное реактивное ионное травление (DRIE). Как объясняется выше, в колесе 7 может выполняться как травление отверстия 15 под ось, так и травление других сквозных выемок. Как показано на фиг.4, в конце травления подложка 31 должна быть протравлена по контуру 3 на части e1 ее толщины еТ.
На пятом этапе удаляется вторая маска 35. В зависимости от типа второй маски 35 это может представлять собой соответственно удаление нанесенной смолы или травление слоя окиси кремния до тех пор, пока воздействию не будет подвергнут контур 32.
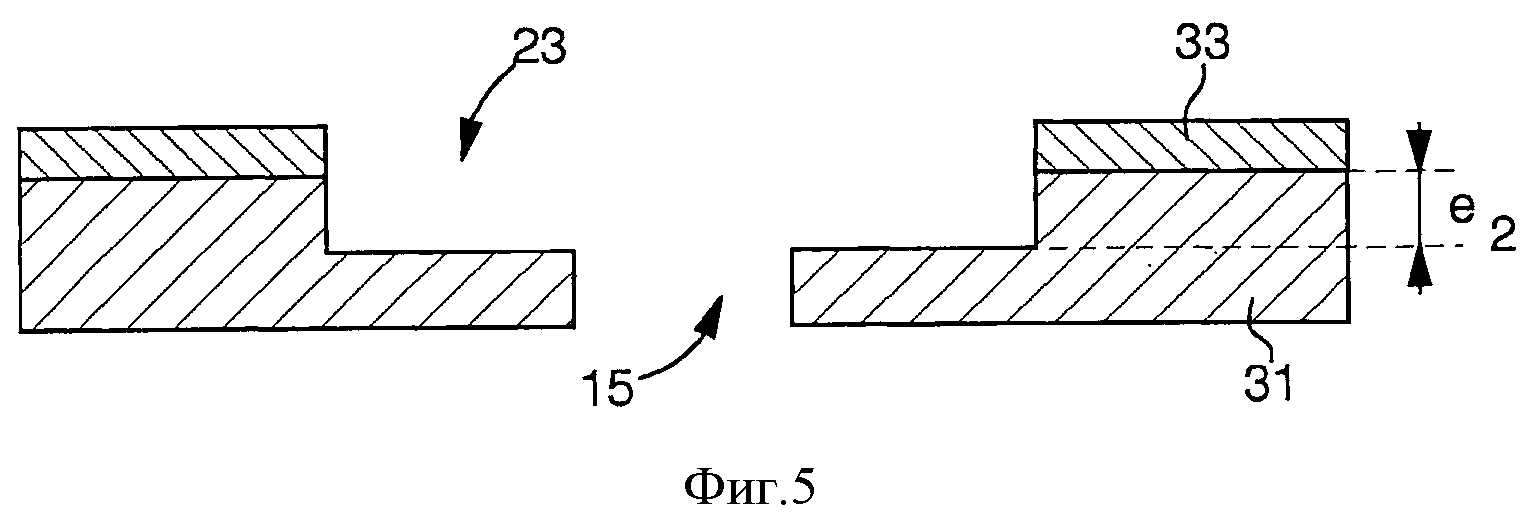
На шестом этапе выполняется второе анизотропное травление на подложке 31 по контуру 32 первой защитной маски 33. Травление также может быть сухим или влажным. Аналогично четвертому этапу во время второго травления продолжается травление отверстия 15 под ось, а также других сквозных отверстий в колесе 7, и начинается травление фасонного углубления 23. Как показано на фиг.5, в конце второго травления подложка 31 должна быть протравлена по всей толщине еТ и по контуру 34 и по части е2 ее толщины по контуру 32.
По изобретению предпочтительно, чтобы сечение контура 34 второй маски 35 у ступицы 13 было меньше, как показано на фиг.3 и 4, чем сечение контура 32 первой маски 33. Это означает, что контур 34 может подвергаться отдельному травлению, а затем контуры 34 и 32 могут подвергаться совместному травлению. На седьмом и заключительном этапе готовое колесо 7 можно освободить от подложки 31.
Из описания способа изготовления элемента 7 часов понятно, что в зависимости от общей толщины еТ подложки 31 и глубины е2 фасонного углубления 23 можно определить минимальную глубину e1 травления, которое должно быть выполнено на четвертом этапе, так чтобы отверстие 15 под ось и другие выемки, ограничивающие ступицу 11, плечи 17, обод 11 и зубья 19 были протравлены на всю толщину подложки 31. Также понятно, что преимущественно способ изготовления позволяет изготавливать несколько элементов 7 на одной и той же подложке 31.
Способ окончательной сборки будет объяснен со ссылкой фиг.7-9. Прежде всего, шестерня 5 должна быть неподвижно закреплена на оси 3. Предпочтительно по изобретению для упрощения вышеуказанного способа сборки, а также для ограничения скольжения между шестерней 5 и осью 3 первая деталь объединяется со второй деталью для образования одного компонента. Разумеется, что возможны другие типы сборки, например, ввертывание, склеивание или пайка.
На втором этапе сборочная единица шестерня 5 - ось 3 устанавливается на элемент 7 часов, изготовленный по способу изготовления, объясненному выше, в данном примере на зубчатое колесо, для образования составной системы 1 шестерней. Во время первой фазы сборочная единица шестерня 5 - ось 3 перемещается к элементу 7, так чтобы нижний конец оси 3 находился напротив отверстия 15 под ось в колесе 7, как показано на фиг.7. Во время второй фазы ось 3, продолжая перемещаться к элементу 7, скользит через отверстие 15 под ось по плотной посадке, как показано на фиг.8, до тех пор, пока нижняя часть шестерни 5 не войдет в фасонное углубление 23 в ступице 13 колеса 7.
Как объясняется выше, по варианту выполнения изобретения для повышения усилия крепления шестерни 5 и колеса 7 может использоваться адгезивный материал. В этом варианте могут быть добавлены две дополнительных фазы. Промежуточная фаза между второй и третьей фазами способа окончательной сборки может состоять в нанесении вышеуказанного материала в нижнюю часть фасонного углубления 23. Этот материал может быть припоем и/или адгезивом, например, полимерным адгезивом. Заключительная фаза может следовать за третьей фазой и будет активировать адгезивный материал, например, посредством расплавления вышеуказанного припоя и/или полимеризации вышеуказанного адгезива.
Также могут быть предусмотрены две заключительных фазы. Первая фаза может состоять в нанесении вышеуказанного материала между зубьями фасонного углубления 23 и зубьями 9 шестерни 5. Этот материал также может быть припоем и/или адгезивом, например, полимерным адгезивом. Вторая заключительная фаза может активировать адгезивный материал, например, посредством расплавления вышеуказанного припоя и/или полимеризации вышеуказанного адгезива. Этот вариант выполнения является особо преимущественным, когда форма фасонного углубления 23 не согласуется точно с сечением шестерни 5, как объясняется выше.
Как показано на фиг.9, получена составная система 1 шестерен из зубчатого колеса и шестерни, которая может быть установлена в часы и которая включает в себя колесо 7, изготовленное из материала, подвергаемого микрообработке, при этом его обод 11 имеет зубья 19, и ступица 13 преимущественно связана со сборочной единицей ось 3 - шестерня 5 с помощью крепежного устройства 21.
Разумеется, что настоящее изобретение не ограничивается до пояснительного примера, а может подвергаться различным изменениям, которые будут понятны специалистам в этой области техники. В частности, фасонное углубление 23 может, по меньшей мере, частично выступать из ступицы 13. Фактически, это увеличило бы зону контакта между осью 3 и ступицей 13, что улучшило бы направление колеса 7 относительно оси 3. Вышеуказанная зона контакта могла бы соответствовать полной высоте колеса 7, и фасонное углубление 23 полностью выступало бы из ступицы 13 колеса 7 вместо, по меньшей мере, частичного углубления.
Способ улучшения железо-никель-хром-марганцевого сплава для часовых применений
Спиральная часовая пружина на титановой основе
Спиральная пружина для часового механизма
Спусковое колесо, инструмент для изготовления спускового колеса и способ изготовления спускового колеса
Спиральная пружина для часового механизма и способ ее изготовления
Механический часовой механизм с системой обратной связи

