Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКОЙ ОБОЛОЧКИ ПРОЧНОГО КОРПУСА ПОДВОДНОГО АППАРАТА ИЗ СТЕКЛОМЕТАЛЛОКОМПОЗИТА
Вид РИД
Изобретение
Изобретение относится к морской технике и касается изготовления прочных корпусов подводных аппаратов, контейнеров и других подводных сооружений.
Известен способ изготовления цилиндрической оболочки прочного корпуса подводного аппарата из стеклометаллокомпозита, включающий формирование цилиндрической оболочки из стеклянного слоя, облицованного металлическим покрытием в виде внешней, внутренней и торцевых облицовок, имеющих коэффициент температурного расширения, превышающий его величину у стекла (Патент РФ №2337036, С1 МПК В63В 3/13, B22D 13/00, опубл. 27.10.2008, бюл. №30). В известном способе формирование цилиндрической оболочки из стекла производится центробежным методом путем подачи расплава стекломассы во внутреннюю полость внешней металлической облицовки и после понижения температуры стеклянного слоя до температуры, обеспечивающей его диффузионную сварку с внутренней металлической облицовкой, подают расплав металла и посредством центрифуги, формируют требуемой толщины внутреннюю металлическую облицовку. Затем цилиндрическую оболочку отжигают до полной релаксации напряжений и стабилизации физико-химических свойств стеклянного слоя, после чего понижают температуру цилиндрической оболочки в разъемной форме до температуры внешней среды и извлекают ее из формы.
Основным достоинством известного способа является исключение возможности образования в стеклянном слое поверхностных микротрещин при формировании стеклянного слоя. Вследствие этого прочность и ударная стойкость стеклянного слоя повышаются в десятки раз. Металлические же облицовки используют только для исключения поверхностных микротрещин и предохранения стеклянного слоя от повреждений, в результате чего отпадает необходимость в использовании прочных металлических материалов для изготовления металлических облицовок.
Основным недостатком известного способа является необходимость формирования стеклянного слоя большой толщины, что ведет к существенному утяжелению цилиндрической оболочки прочного корпуса подводного аппарата.
Известен также способ изготовления цилиндрической оболочки прочного корпуса подводного аппарата из стеклометаллокомпозита, включающий формирование цилиндрической оболочки из стеклянного слоя, облицованного металлическим покрытием в виде внешней, внутренней и торцевых облицовок, имеющих коэффициент температурного расширения, превышающий его величину у стекла, у которого к внутренней поверхности внешней металлической облицовки крепят с помощью кольцевых пластин полые металлические короба кольцевой формы, после чего внешнюю металлическую облицовку с прикрепленными к ней полыми коробами вместе с торцевыми металлическими облицовками устанавливают в разъемную форму и помещают ее в центрифугу, включают центрифугу и подают расплав стекломассы во внутреннюю полость внешней металлической облицовки, посредством центрифуги формируют стеклозаполнитель требуемой толщины, затем температуру стеклозаполнителя понижают до температуры, обеспечивающей его диффузионную сварку с внутренней металлической облицовкой, которую формируют путем подачи на стеклозаполнитель расплава металла при работающей центрифуге, понижают температуру цилиндрической оболочки до температуры стеклования и выключают центрифугу, отжигают цилиндрическую оболочку при температуре стеклования до полной релаксации напряжений и стабилизации физико-химических свойств стеклянного заполнителя, понижают температуру цилиндрической оболочки в разъемной форме до температуры внешней среды и извлекают ее из формы (Патент РФ №2361770, МПК 6 В63В 3/13, опубл. 20.07.2009, бюл. №20 - прототип).
В известном способе стеклянный слой цилиндрической оболочки содержит внутренние полости в виде полых металлических коробов кольцевой формы. Это конструктивное решение позволило значительно повысить устойчивость цилиндрической оболочки и, как следствие, существенно уменьшить массу цилиндрической оболочки прочного корпуса подводного аппарата.
К основным недостаткам известного способа изготовления цилиндрической оболочки прочного корпуса подводного аппарата из стеклометаллокомпозита следует отнести сложность конструктивного решения и, как следствие этого, сложность изготовления.
Задачей, на решение которой направлено изобретение, является упрощение конструкции цилиндрической оболочки из стеклометаллокомпозита и технологического процесса ее изготовления без снижения прочности и устойчивости композитной оболочки.
Поставленная задача достигается тем, что в способе изготовления цилиндрической оболочки прочного корпуса подводного аппарата из стеклометаллокомпозита, включающем формирование цилиндрической оболочки из стеклянного слоя, облицованного металлическим покрытием в виде внешней, внутренней и торцевых облицовок, имеющих коэффициент температурного расширения, превышающий его величину у стекла, у которого внешнюю металлическую облицовку вместе с торцевыми металлическими облицовками устанавливают в разъемную форму и помещают ее в центрифугу, включают центрифугу и подают расплав стекломассы во внутреннюю полость внешней металлической облицовки, посредством центрифуги формируют стеклозаполнитель требуемой толщины, затем температуру стеклозаполнителя понижают до температуры, обеспечивающей его диффузионную сварку с внутренней металлической облицовкой, которую формируют путем подачи на стеклозаполнитель расплава металла при работающей центрифуге, понижают температуру цилиндрической оболочки до температуры стеклования и выключают центрифугу, отжигают цилиндрическую оболочку при температуре стеклования до полной релаксации напряжений и стабилизации физико-химических свойств стеклянного заполнителя, понижают температуру цилиндрической оболочки в разъемной форме до температуры внешней среды и извлекают ее из формы, стеклозаполнитель цилиндрической оболочки формируют с помощью центрифуги, по меньшей мере, из двух стеклянных слоев, внешнего и внутреннего, между которыми формируют слой из пеностекла, требуемой толщины, для чего температуру расплава внешнего стеклянного слоя, нанесенного на внешнюю металлическую облицовку, понижают до температуры, обеспечивающей качественное формирование слоя пеностекла, затем на внешний стеклянный слой посредством центрифуги наносят слой вещества невспененного пеностекла и, после его вспенивания, посредством центрифуги формируют слой пеностекла требуемой толщины, на который затем посредством центрифуги наносят слой расплава стекломассы и формируют внутренний слой стеклозаполнителя требуемой толщины.
В заявленном способе изготовления цилиндрической оболочки из стеклометаллокомпозита общими существенными признаками для него и для его прототипа являются:
- формирование цилиндрической оболочки из стеклянного слоя, облицованного металлическим покрытием в виде внешней, внутренней и торцевых облицовок, имеющих коэффициент температурного расширения, превышающий его величину у стекла;
- внешнюю металлическую облицовку вместе с торцевыми металлическими облицовками устанавливают в разъемную форму и помещают ее в центрифугу;
- включают центрифугу и подают расплав стекломассы во внутреннюю полость внешней металлической облицовки;
- посредством центрифуги формируют стеклозаполнитель требуемой толщины;
- затем температуру стеклозаполнителя понижают до температуры, обеспечивающей его диффузионную сварку с внутренней металлической облицовкой, которую формируют путем подачи на стеклозаполнитель расплава металла при работающей центрифуге;
- понижают температуру цилиндрической оболочки до температуры стеклования и выключают центрифугу;
- отжигают цилиндрическую оболочку при температуре стеклования до полной релаксации напряжений и стабилизации физико-химических свойств стеклянного заполнителя;
- понижают температуру цилиндрической оболочки в разъемной форме до температуры внешней среды и извлекают ее из формы.
Сопоставительный анализ существенных признаков заявляемого способа изготовления цилиндрической оболочки прочного корпуса подводного аппарата из стеклометаллокомпозита и прототипа показывает, что первый в отличие от прототипа имеет следующие существенные отличительные признаки:
- стеклозаполнитель цилиндрической оболочки формируют с помощью центрифуги, по меньшей мере, из двух стеклянных слоев, внешнего и внутреннего;
- между которыми формируют слой из пеностекла, требуемой толщины;
- для чего температуру расплава внешнего стеклянного слоя, нанесенного на внешнюю металлическую облицовку, понижают до температуры, обеспечивающей качественное формирование слоя пеностекла;
- затем на внешний стеклянный слой посредством центрифуги наносят слой вещества невспененного пеностекла;
- после его вспенивания, посредством центрифуги формируют слой пеностекла требуемой толщины;
- на который затем посредством центрифуги наносят слой расплава стекломассы и формируют внутренний слой стеклозаполнителя требуемой толщины.
Высокие показатели прочности и ударной стойкости стеклометаллокомпозита достигаются в основном за счет исключения в стеклянном слое микротрещин. Существенное значение имеет также формирование пространственной наноструктуры в стеклянном слое стеклометаллокомпозита. Высокие показатели устойчивости исходной формы равновесия цилиндрической оболочки достигаются за счет увеличения общей толщины оболочки путем установки между прочными стеклянными слоями, надежно соединенного с ними слоя пеностекла требуемой толщины.
Механизм исключения образования поверхностных микротрещин заключается в следующем. Остывание стеклометаллокомпозита осуществляется через металлические облицовки, поэтому их температура оказывается ниже температуры стеклянного слоя. Вследствие этого металлические облицовки, обладающие более высокими коэффициентами температурного расширения, стремятся сократить свои размеры в большей мере, чем прилегающие к ним поверхности стеклянного слоя. Однако они встречают сопротивление со стороны присоединенного к ним стеклянного слоя, что вызывает их растягивание и стягивание прилегающих к ним поверхностей стеклянного слоя. Тем самым создаются механические препятствия к растрескиванию поверхностей стеклянного слоя. В результате формируется плотный внутренний стеклянный слой без поверхностных микротрещин.
Существенное значение для стеклометаллокомпозита имеет надежность соединения металлических облицовок со стеклянным слоем. Для качественного соединения различных металлов со стеклом разработаны соответствующие способы подготовки поверхности металла и температурные режимы. Надежность соединения повышается при химическом сродстве металлических облицовок со стеклом (Бачин В.А. Диффузионная сварка стекла и керамики с металлами. - М.: Машиностроение, 1986. - 184 с.).
В качестве примера формирования пространственной наноструктуры стеклянного слоя в составе с металлическими облицовками, имеющими с ним химическое сродство, рассмотрим силикатное стекло и алюминий.
Высокая прочность силикатного стекла обеспечивается его внутренней наноструктурой. Основу силикатного стекла составляют элементарные тетраэдры, в центре которых располагаются атомы кремния, а в вершинах атомы активного кислорода. При наличии в составе рецептуры силикатного стекла оксидов алюминия в структуру стекла встраиваются элементарные тетраэдры, в центре которых находятся атомы алюминия, а в вершинах активный кислород. [Пух В.П., Байкова Л.Г., Кириенко М.Ф. и др. Атомная структура и прочность неорганических стекол // Физика твердого тела, 2005. - Т.47. - Вып.5. - С.850-855]. Через атомы активного кислорода элементарные тетраэдры соединяются между собой, образуя пространственную наноструктуру стекла.
При формировании стеклянного слоя стеклометаллокомпозита из силикатного стекла на его поверхности оказываются активные атомы кислорода. Алюминий, в период своего образования активно взаимодействует с кислородом воздуха, покрываясь прочным оксидным слоем. [Алюминий: свойства и физическое металловедение: Справочник. - М: Металлургия, 1989. - 425 с.]. При подготовке алюминия к соединению со стеклом с его поверхности удаляют оксидный слой, что вызывает его активное взаимодействие с кислородом и активные атомы кислорода, выходящие на поверхность силикатного стекла, поглощаются алюминием с образованием ковалентных связей соединения алюминия со стеклом. В результате образуется прочный диффузионный слой, соединяющий алюминий со стеклом. Нами установлено, что надежное соединение возможно также при соприкосновении расплава алюминия с расплавом силикатного стекла. Подобный механизм образования химических связей присущ и алюминиево-магниевым сплавам.
При химическом сродстве металлических облицовок со стеклянным заполнителем стеклометаллокомпозита внешнюю облицовку, как и внутреннюю облицовку, можно изготовлять из расплава металла.
Вследствие высокой прочности стеклянного слоя стеклометаллокомпозита достаточная прочность цилиндрической оболочки прочного корпуса подводного аппарата достигается при малых толщинах оболочки. Но для обеспечения устойчивости цилиндрической оболочки приходится увеличивать ее толщину в 3-5 раз. В предлагаемом способе изготовления цилиндрической оболочки из стеклометаллокомпозита увеличение общей толщины оболочки производится путем установки между прочными стеклянными слоями, надежно соединенного с ними слоя пеностекла. Такое конструктивное решение резко повышает устойчивость оболочки и существенно снижает ее массу. Пеностекло имеет массу, по меньшей мере, в 5 раз ниже, нежели силикатное стекло. В результате плотность прочного корпуса подводного аппарата при использовании стеклометаллозаполнителя с заполнителем из пеностекла понижается в 1,5-2 раза. При этом исключаются операции по установке полых металлических коробов на внутренней поверхности внешней металлической облицовки, что ведет к упрощению технологического процесса формирования цилиндрической оболочки из стеклометаллокомпозита.
Таким образом, упрощением конструкции цилиндрической оболочки и связанное с этим упрощение технологического процесса изготовления цилиндрической оболочки из стеклометаллокомпозита без снижения прочности и устойчивости композитной оболочки достигается тем, что стеклянный заполнитель цилиндрической оболочки формируют с помощью центрифуги, по меньшей мере, из двух стеклянных слоев, между которыми устанавливают слой из пеностекла требуемой толщины, для чего температуру расплава стеклянного слоя, нанесенного на внешнюю металлическую облицовку, понижают до температуры, обеспечивающей качественное формирование пеностекла, затем на внешний стеклянный слой посредством центрифуги наносят слой вещества невспененного пеностекла и, после его вспенивания, посредством центрифуги формируют слой пеностекла требуемой толщины, на который затем посредством центрифуги наносят слой расплава стекломассы и формируют внутренний слой стеклозаполнителя требуемой толщины.
На основании изложенного можно заключить, что совокупность существенных признаков заявленного изобретения имеет причинно-следственную связь с достигнутым техническим результатом, т.е. благодаря данной совокупности существенных признаков изобретения стало возможным решить поставленную задачу, а именно: значительно упростить конструкцию цилиндрической оболочки и технологический процесс изготовления стеклометаллокомпозита без снижения его прочности и ударной стойкости. Следовательно, заявленное изобретение является новым и обладает изобретательным уровнем, так как оно явным образом не следует из уровня техники и пригодно для практического применения.
Предлагаемый способ изготовления цилиндрической оболочки из стеклометаллокомпозита с заполнителем из пеностекла поясняется чертежом, на котором в схематическом виде приведена цилиндрическая оболочка, сформированная на центрифуге. На чертеже обозначены: 1 - внешняя металлическая облицовка цилиндрической оболочки; 2 - внешний стеклянный слой цилиндрической оболочки; 3 - слой пеностекла; 4 - внутренний стеклянный слой цилиндрической оболочки; 5 - внутренняя металлическая облицовка цилиндрической оболочки; 6 - торцевые металлические облицовки цилиндрической оболочки; 7 - разъемная форма; 8 - центрифуга.
Способ осуществляют следующим образом. В разъемную форму 7 помещают предварительно подготовленные внешнюю металлическую облицовку 1 и торцевые металлические облицовки 6, нагревают их до температуры, обеспечивающей качественное формирование стеклянного слоя 2, и помещают в центрифугу 8. Включают центрифугу 8 и подают расплав стекломассы для формирования внешнего стеклянного слоя 2. Температуру расплава стеклянного слоя 2 понижают до температуры, обеспечивающей качественное формирование слоя 3 из пеностекла, затем на стеклянный слой 2 с помощью центрифуги 8 наносят слой вещества невспененного пеностекла в виде порошка или жидкой массы. После вспенивания слой 3 пеностекла покрывают расплавом стекла внутреннего стеклянного слоя 4. Температуру стеклянного слоя 4 понижают до температуры, обеспечивающей надежное соединение стеклянного слоя 4 с внутренней металлической облицовкой 5, и на стеклянный слой 4 подают расплав металла для внутренней облицовки 5. Посредством центрифуги 8 формируют требуемой толщины металлическую облицовку 5, стеклянные слои 2 и 4 и внутренний слой 3 из пеностекла. При работающей центрифуге 8 остужают цилиндрическую оболочку до температуры стеклования стеклянных слоев 2 и 4. Понижают температуру цилиндрической оболочки до температуры стеклования и выключают центрифугу 8. Отжигают цилиндрическую оболочку при температуре стеклования до полной релаксации напряжений и стабилизации физико-химических свойств стеклянных слоев 2 и 4 и пеностекла 3. Остужают цилиндрическую оболочку до температуры внешней среды и извлекают ее из формы 7.
Толщины стеклянных слоев 2 и 4 определяют расчетным методом, исходя из условий обеспечения прочности оболочки. Толщину слоя пеностекла 3 определяют расчетным методом, исходя из условия обеспечения устойчивости цилиндрической оболочки. Температуру расплава стеклянного слоя 2 понижают до температуры, обеспечивающей качественное формирование слоя 3 из пеностекла, исходя из условия необходимого для этого количества тепловой энергии. Частоту и время работы центрифуги 8 определяют расчетно-экспериментальным методом в зависимости от размеров цилиндрической оболочки, исходя из равномерно плотного нанесения стекломассы для формирования стеклянных слоев 2 и 4 и получения качественного слоя 3 из пеностекла.
При химическом сродстве со стеклом внешнюю металлическую облицовку 1 и торцевые металлические облицовки 6 можно изготовить из расплава металла в работающей центрифуге, для чего внутреннюю поверхность разъемной формы 7, которая соприкасается с металлическими облицовками 1 и 6, покрывают антиадгезионным покрытием, например, слоем графита, нагревают ее до температуры, обеспечивающей качественное формирование внешней металлической облицовки 1, и помещают в центрифугу 8. Включают центрифугу 8 и подают расплав для формирования внешней металлической облицовки 1 требуемой толщины. Не прерывая процесса, на расплав металла 1 наносят расплав стекла для формирования внешнего стеклянного слоя 2 требуемой толщины. Далее процесс формирования цилиндрической оболочки продолжают по вышеприведенной схеме вплоть до формирования внутренней металлической облицовки 5. Формирование внутренней металлической облицовки 5 производят при повышении числа оборотов центрифуги до величины, обеспечивающей формирование металлических облицовок 6 требуемой толщины.
Для обеспечения более равномерной толщины стеклянных слоев отжиг цилиндрической оболочки можно производить и в работающей центрифуге при низких оборотах вращения, для чего понижают обороты центрифуги 8 до уровня, обеспечивающего сохранения круговой формы стеклянных слоев 2, 4 и слоя пеностекла 3, и производят отжиг цилиндрической оболочки при температуре стеклования до полной релаксации напряжений и стабилизации свойств стеклянных слоев 2 и 4 и слоя пеностекла 3. Отключают центрифугу 8 и остужают цилиндрическую оболочку до температуры внешней среды и извлекают ее из формы 7.
Упрощение конструкции цилиндрической оболочки из стеклометаллокомпозита достигается заменой полых коробов, прикрепленных к внешней металлической облицовке, на слой пеностекла. Упрощение технологии изготовления цилиндрической оболочки из стеклометаллокомпозита с заполнителем из пеностекла достигается за счет применения центрифуги с непрерывным технологическим процессом изготовления оболочки. Пеностекло формируется при тепловой энергии, эквивалентной нагреванию полуфабриката до температуры 750°С (Демидович Б.К. Производство и применение пеностекла. - Минск: Наука и техника, 1972. - 304 с.). Использование тепловой энергии от остывания расплавов стекла стеклянных слоев, между которыми размещают полуфабрикат пеностекла, существенно снижает энергоемкость изготовления пеностекла в составе цилиндрической оболочки из стеклометаллокомпозита. Кроме того, при химическом сродстве металлических облицовок со стеклом происходит дополнительное упрощение технологии изготовления цилиндрической оболочки за счет исключения технологической операции подготовки поверхности внешней металлической облицовки к диффузионной сварке со стеклом. Отжиг цилиндрической оболочки при температуре стеклования до полной релаксации напряжений и стабилизации физико-химических свойств стеклянного заполнителя в работающей центрифуге при низких оборотах вращения обеспечивает равномерность толщины стеклянных слоев цилиндрической оболочки.
Обеспечение надежности применения цилиндрической оболочки из стеклометаллокомпозита с заполнителем из пеностекла в составе прочного корпуса подводного аппарата достигается возможностью повышения устойчивости цилиндрической оболочки без увеличения ее массы за счет увеличения толщины путем заполнения пространства между стеклянными слоями цилиндрической оболочки пеностеклом (плотность пеностекла меньше плотности силикатного стекла, по меньшей мере, в 5 раз). Вследствие исключительно высокой прочности стекла в составе стеклометаллокомпозита разрушение цилиндрической оболочки прочного корпуса определятся устойчивостью ее исходной формы равновесия. Критическая величина внешнего давления воды, вызывающая потерю устойчивости оболочек прочного корпуса, прямо пропорциональна его толщине в кубе. Применение пеностекла позволяет существенно уменьшить массу стеклянного слоя между металлическими облицовками наружного покрытия цилиндрической оболочки и, тем самым, увеличить ее толщину без существенного увеличения общей массы прочного корпуса подводного аппарата из стеклометаллокомпозита.
Технический результат изобретения заключается в создании конструкционного наноматериала, в состав которого входит стеклянный слой с пространственной наноструктурой, покрытый надежно соединенными с ним металлическими облицовками, внутри которого размещен надежно соединенный с ними слой пеностекла. Высокие показатели прочности и ударной стойкости стеклометаллокомпозита обеспечиваются исключением поверхностных микротрещин в стеклянном слое и формированием пространственной наноструктуры стеклянного слоя. Высокая устойчивость исходной формы равновесия цилиндрической оболочки обеспечивается установкой внутри стеклянного слоя стеклометаллокомпозита промежуточного слоя из пеностекла.
Способ изготовления цилиндрической оболочки прочного корпуса подводного аппарата из стеклометаллокомпозита, включающий формирование цилиндрической оболочки из стеклянного слоя, облицованного металлическим покрытием в виде внешней, внутренней и торцевых облицовок, имеющих коэффициент температурного расширения, превышающий его величину у стекла, у которого внешнюю металлическую облицовку вместе с торцевыми металлическими облицовками устанавливают в разъемную форму и помещают ее в центрифугу, включают центрифугу и подают расплав стекломассы во внутреннюю полость внешней металлической облицовки, посредством центрифуги формируют стеклозаполнитель требуемой толщины, затем температуру стеклозаполнителя понижают до температуры, обеспечивающей его диффузионную сварку с внутренней металлической облицовкой, которую формируют путем подачи на стеклозаполнитель расплава металла при работающей центрифуге, понижают температуру цилиндрической оболочки до температуры стеклования и выключают центрифугу, отжигают цилиндрическую оболочку при температуре стеклования до полной релаксации напряжений и стабилизации физико-химических свойств стеклянного заполнителя, понижают температуру цилиндрической оболочки в разъемной форме до температуры внешней среды и извлекают ее из формы, отличающийся тем, что стеклозаполнитель цилиндрической оболочки формируют с помощью центрифуги, по меньшей мере, из двух стеклянных слоев, внешнего и внутреннего, между которыми формируют слой из пеностекла требуемой толщины, для чего температуру расплава внешнего стеклянного слоя, нанесенного на внешнюю металлическую облицовку, понижают до температуры, обеспечивающей качественное формирование слоя пеностекла, затем на внешний стеклянный слой посредством центрифуги наносят слой вещества невспененного пеностекла и, после его вспенивания, посредством центрифуги формируют слой пеностекла требуемой толщины, на который затем посредством центрифуги наносят слой расплава стекломассы и формируют внутренний слой стеклозаполнителя требуемой толщины.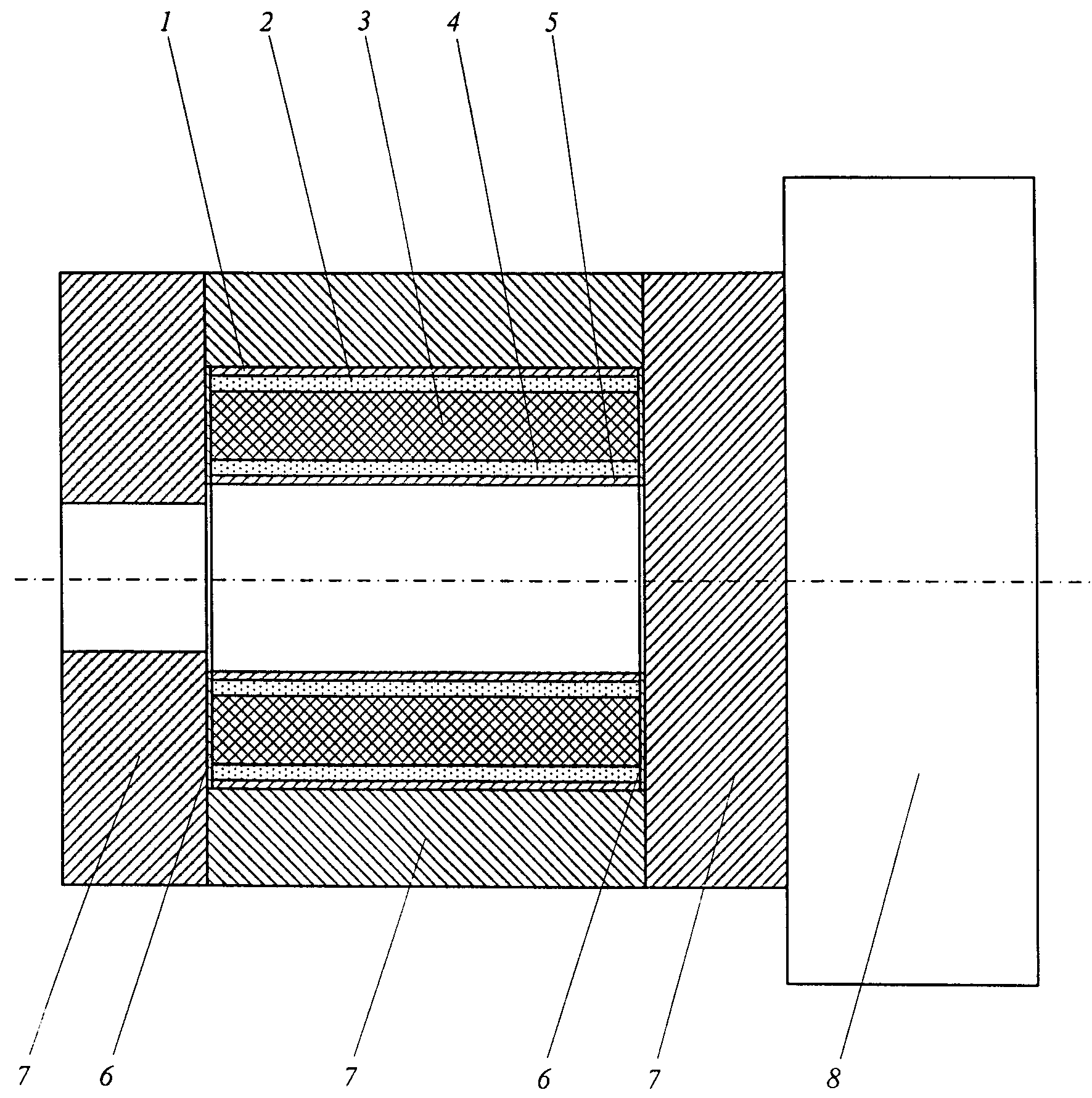
Широкополосный гидроакустический пьезопреобразователь
Модуль комплексного антенного устройства радиоэлектронных средств автономного необитаемого подводного аппарата
Способ оценки количества лопастей винта шумящего в море объекта
Способ обнаружения подводного источника широкополосного шума
Гидроакустическая глубоководная антенна
Способ классификации, определения координат и параметров движения шумящего в море объекта в инфразвуковом диапазоне частот
Устройство для подводного пуска и приема автономного необитаемого подводного аппарата
Гидроакустическая станция контроля подводной обстановки
Система шумопеленгования гидроакустического комплекса подводной лодки
Модульный надувной радиолокационный отражатель
Устройство для бесконтактной передачи электроэнергии на подводный объект через трансформатор с низким коэффициентом магнитной связи
Способ изготовления трубы из стеклометаллокомпозита
Способ изготовления цилиндрической оболочки прочного корпуса подводного аппарата
Водонепроницаемый прочный корпус подводного аппарата из стеклометаллокомпозита

