Результат интеллектуальной деятельности: СПОСОБ ТЕХНОЛОГИЧЕСКОГО ИСПЫТАНИЯ ЛИСТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ ПРИ ГЛУБОКОЙ ВЫТЯЖКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к горячей листовой штамповке (вытяжке) и может быть использовано во всех отраслях народного хозяйства для установления технологических параметров деформирования листовых материалов из титановых сплавов при проектировании процессов изготовления разнообразных деталей, подвергаемых двухосным и трехосным деформациям (вытяжкам), а также для мониторинга их пригодности в технологическом процессе, например при изготовлении методом горячей листовой штамповки деталей типа "чашка" из титановых сплавов, в частности при изготовлении корпусов защитных шлемов (касок).
Основными факторами, влияющими на процесс формообразования при глубокой вытяжке листов из титановых сплавов, являются условно постоянные параметры (механические свойства, структура сплава, толщина заготовки), а также переменные (температура и скорость деформации при вытяжке).
Существующие математические модели из-за большого количества допущений дают весьма приближенную картину процесса и могут быть применены только для предварительных оценок штампуемости изделий из конкретного сплава.
Для оценки способности материала к деформации в условиях, максимально приближенных к производственным, служат специальные технологические испытания. Результаты этих испытаний носят качественный характер. Они позволяют подбирать материал и определять переменные технологические режимы для изготовления изделий, требующих значительной и сложной пластической деформации, а также осуществлять объективный мониторинг свойств материала в технологическом процессе при серийном производстве.
Реализация этих технологических режимов при глубокой вытяжке может быть осуществлена, в частности, в процессе изотермической штамповки, которая представляет собой процесс горячего деформирования заготовок, осуществляемый с регламентированными скоростями перемещения инструмента, при заданном тепловом режиме деформации. Штамповка с малыми скоростями в изометрических условиях обеспечивает наиболее высокие пластические свойства обрабатываемого материала, однородность температурного поля внутри заготовки, равномерность распределения и получение максимально высоких степеней деформаций, снижение усилия штамповки и усилия нагрузки на инструмент.
Известен способ листовой штамповки деталей электровакуумного производства из слоистого холоднокатаного нерекристаллизованного тугоплавкого металла, включающий операции вырубки заготовок, отжига, нанесения смазки, подогрева, в котором оптимальную температуру подогрева заготовки непосредственно перед вытяжкой определяют заранее путем испытания образцов на растяжение при разной температуре от комнатной до 1000°С с определением пластичности, построением графика "относительное удлинение - температура испытания" и нахождением экстремального значения повышения пластичности и соответствующей ему температуры (Патент РФ №2065792, МПК B21D 26/02, публ. 27.08.1996) - прототип.
Недостатком данного способа является то, что состояние материалов в процессе штамповки оценивается и измеряется по ограниченному числу параметров в условиях испытаний на одноосное растяжение. Предлагаемые в указанном способе технологические испытания не пригодны для комплексной оценки штампуемости - способности материала в форме листовых полуфабрикатов воспринимать заданную объемную деформацию при штамповке, например, защитных шлемов, и, следовательно, способ не может быть использован для оценки штампуемости титановых сплавов, которые подвергаются двухосным и трехосным деформациям.
Известно устройство для испытаний на вытяжку по методу Эриксена (метод получил широкое распространение при технологических испытаниях листов толщиной до 2 мм). Устройство содержит матрицу, зажимное устройство, пуансон с полированным стальным шариком, который с помощью привода перемещается в осевом направлении. Исследуемый образец зажимается между зажимным устройством и матрицей, а вдавливание шарика производится посредством привода до образования трещин (X. Блюминауэр, Испытание материалов, М., Металлургия, 1979 г., стр.132-133) - прототип.
Устройство предназначено для оценки способности к вытяжке листов при комнатной температуре, а испытываемые образцы имеют ограничения по толщине.
Целью изобретения является способ определения оптимальных температурных и деформационных параметров формообразования при горячей вытяжке листовых заготовок, в том числе толщиной более 2 мм, при двухосной и трехосной деформациях с учетом технологических свойств применяемых материалов, а также для осуществления контроля пригодности листового проката перед операцией вытяжки, способ осуществляется с помощью предложенного устройства.
Единым техническим результатом, достигаемым при осуществлении заявленной группы изобретений, является повышение предельных возможностей технологических процессов листовой штамповки изделий, повышение точности изготавливаемых деталей, оценка возможности на стадии проектирования применения новых, более прочных сплавов, повышение объективности и снижение трудоемкости контроля качества листовых полуфабрикатов в процессе изготовления изделий из них, а также универсальность применения.
Указанный технический результат достигается тем, что в способе технологического испытания листов из титановых сплавов, включающем изготовление образцов, их установку в приспособление, проведение испытаний, построение графиков по результатам испытаний и определение параметров технологического процесса, производятся несколько циклов испытаний на максимальную вытяжку в изотермических условиях в интервале температур от 450°С до 900°С включительно, дискретно с шагом от 25 до 100°С, для одной или более фиксированных скоростей деформации в интервале от 10-4 с-1 до 10-2 с-1, с последующим построением графика «максимальная вытяжка - температура испытания» и определением параметров технологического процесса или пригодности испытанного листового материала, из которого был изготовлен образец.
Для реализации способа предложено устройство, включающее корпус, матрицу, зажимное устройство, пуансон со стальным шариком, привод пуансона, дополнительно содержит камеру с нагревательными элементами, в камере на одной оси установлены верхний термошток, к которому жестко крепится матричный корпус с пазом, в корпус устанавливается испытуемый образец и термовставка, при этом коэффициент теплового расширения материала термовставки выше аналогичного коэффициента материала корпуса, пуансон со сферической поверхностью размещен на нижнем термоштоке и имеет возможность перемещения в осевом направлении с помощью привода.
Изобретение иллюстрируется чертежами.
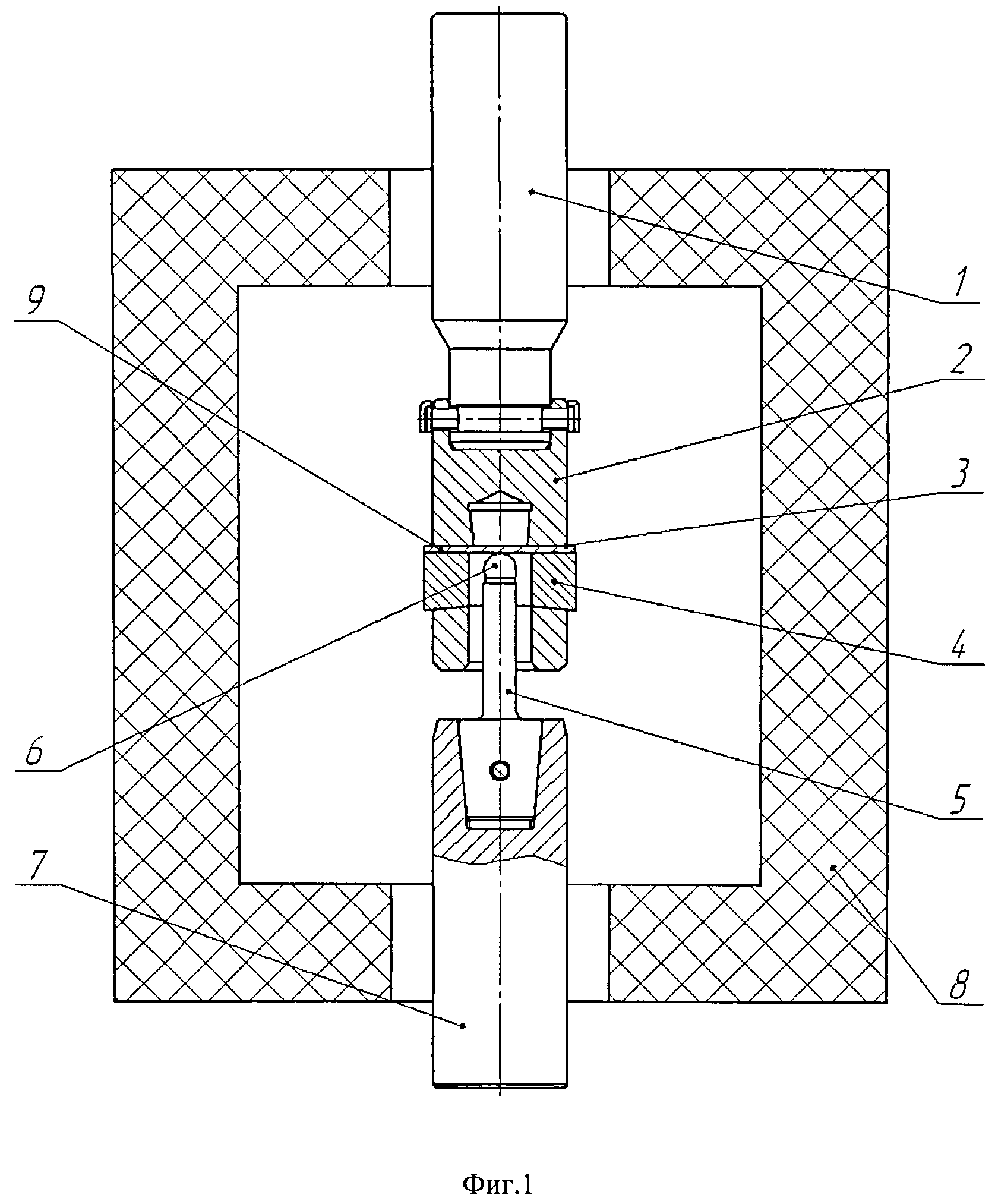
Фиг.1 - общий вид устройства.
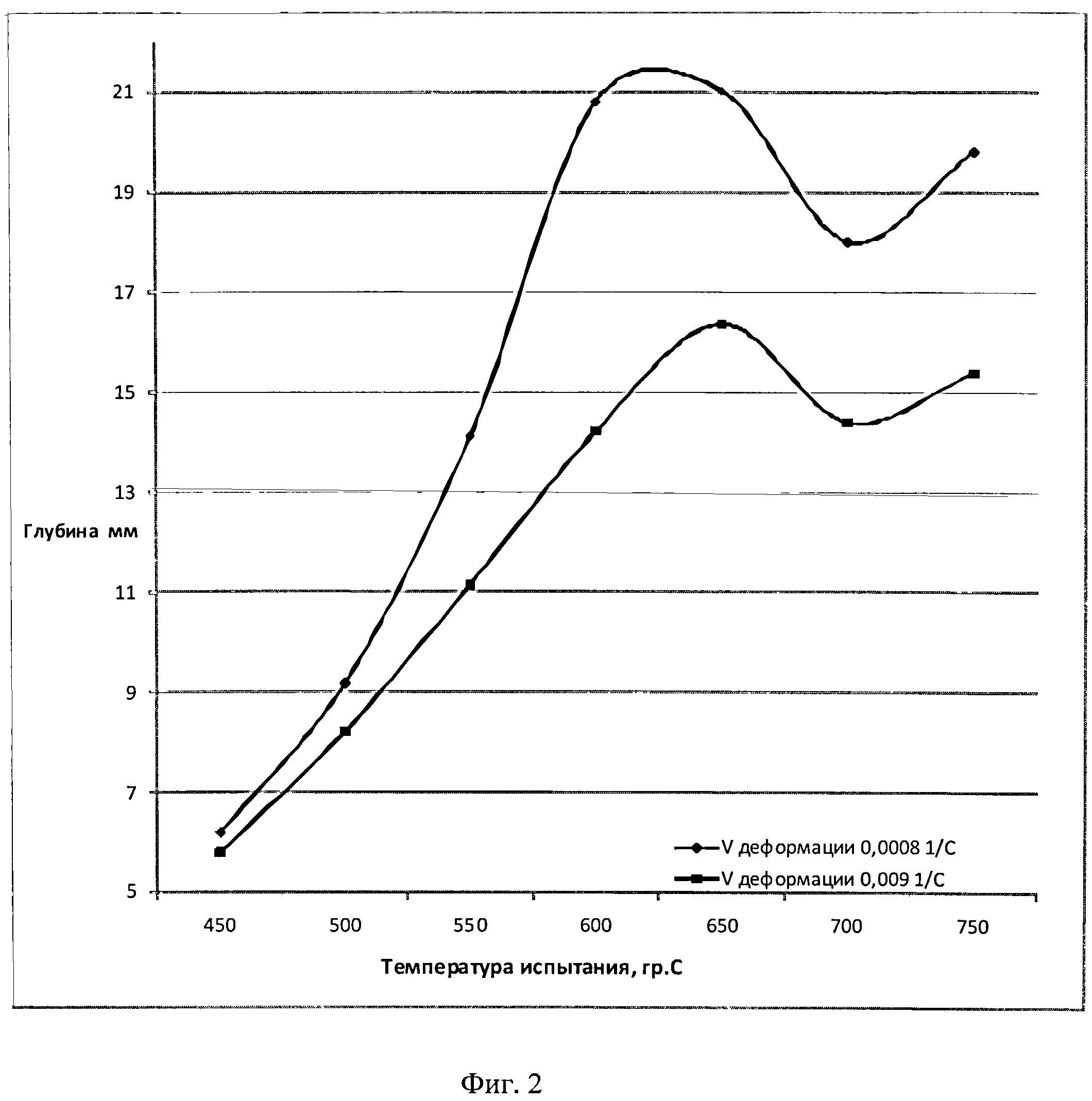
Фиг.2 - график влияния температуры испытаний при различных скоростях деформации на глубину вытяжки.
Для реализации способа изготавливают образцы в форме пластин размерами 90×80 мм. Определяют формуемость образцов путем моделирования глубокой вытяжки, посредством вдавливания пуансона со сферической поверхностью в жесткозакрепленный образец листового материала до формирования чашевидной вмятины, вплоть до появления трещины на образце. Испытания проводят в интервале температур от 450 до 900°С включительно с шагом, например, 25-100°С при заданной скорости деформации в интервале от 10-4 с-1 до 10-2 с-1.
Область нагрева при испытаниях соответствует установившейся практике теплой и горячей штамповки листовых полуфабрикатов титановых сплавов. Температурные интервалы в границах 25-100°С позволяют с достаточной точностью определить зависимость глубины вытяжки от температуры и скорости деформации.
Скорость деформации ниже 10-4 с-1 создает условия для адгезии испытуемого материала к инструменту, а также приводит к удлинению цикла, снижению производительности и увеличению себестоимости производства. Такая низкая скорость деформации может также оказать отрицательное влияние на микроструктуру сплава, вызывая рост зерна, выделение альфа-фазы и т.п.
Исходя из условий поставленной задачи, а именно определение диапазона технологических параметров для труднодеформируемых титановых сплавов, скорость деформации свыше 10-2 с-1 не позволяет раскрыть весь потенциал данных материалов и повышает риск разрушения материала. По результатам испытаний строят таблицу или график «относительная деформация - температура испытания при ступенчатом изменении скорости деформации» и находят экстремальное значение повышения пластичности и соответствующие ему температуру и скорость деформации. Находят интервалы оптимальных температур и скорости деформации с учетом возможности оборудования и допустимого их влияния на свойства материала.
При отлаженном технологическом процессе способ может быть использован для осуществления входного контроля штампуемости листовых полуфабрикатов.
Способ реализуется с помощью устройства, показанного на фиг.1. Устройство содержит термошток верхний 1, матричный корпус 2 с пазом 3, термовставки 4, пуансон 5 со сферической поверхностью 6, термошток нижний 7, соединенный с приводом (не показан), камеру с нагревательными элементами 8.
Способ осуществляется следующим образом: испытываемый образец 9 совместно с термовставками 4 устанавливаются в паз 3 матричного корпуса 2, корпус устанавливается в нагревательную камеру 8 и жестко крепится к верхнему термоштоку 1. Пуансон 5, закрепленный на нижнем штоке 7, посредством привода подводится к образцу. Включаются нагревательные элементы, и устройство с установленным в нем образцом нагревается до заданной температуры. В процессе нагрева вследствие различных линейных коэффициентов температурного расширения материалов термовставки и корпуса обеспечивается надежное прижатие листового образца 9. По достижении заданной температуры сферическая поверхность 6 пуансона 5 с помощью привода с фиксированной скоростью вдавливается в жестко зафиксированный листовой образец до формирования чашевидной вмятины, вплоть до появления трещины на образце. Повторяют испытание при разных температурах и скоростях деформации и находят их оптимальные величины.
Тестирование подаваемого изобретения проводили на псевдо-β титановом сплаве VST-2 для детали типа «чашка», диаметр - 300 мм, высота - 150 мм, толщина листа - 3,0 мм. Для технологического испытания были изготовлены образцы размером 90×80×3 мм. Образцы испытывались при скоростях деформации 0,00081 с-1 и 0,009 с-1, испытания проводились в интервале температур от 450°С до 750°С, с шагом 50°С. Результаты испытаний приведены на графике фиг.2. По результатам испытаний была выбрана скорость деформации равной 0,00081 с-1, при температуре 600±15°С. Далее была отштампована опытная партия деталей в количестве 5 шт., все детали соответствовали требованиям чертежа.
Вибрационный грохот для рассева материала пористой неоднородной формы
Устройство для контроля металлотермической реакции восстановления титана
Способ подготовки карналлитового сырья к процессу электролитического получения магния и хлора
Устройство для резки блока тугоплавкого металла
Способ переработки карналлитовой пыли из циклонов печи кипящего слоя
Способ обезвоживания карналлитового сырья в трехкамерной печи кипящего слоя
Способ вырезки контура металлических изделий
Способ определения содержания водорода в алюминиевых сплавах
Способ изготовления холоднодеформируемых труб из двухфазных сплавов на основе титана
Способ изготовления промежуточных заготовок из (α+β)-титановых сплавов
Способ изготовления штамповок горячим выдавливанием на трубопрофильных прессах и устройство для его осуществления
Способ полунепрерывного брикетирования титановой шихты

