Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ НА ДЕТАЛИ ГАЗОВОЙ ТУРБИНЫ ИЗ НИКЕЛЕВОГО ИЛИ КОБАЛЬТОВОГО СПЛАВА
Вид РИД
Изобретение
Изобретение относится к области машиностроения, а именно к методам получения теплозащитных покрытий на лопатках турбин и, в особенности, газовых турбин авиадвигателей и энергетических установок.
Газотурбинные установки и двигатели находят все более широкое применение в современной технике: двигатели самолетов и вертолетов, судовые газотурбинные двигатели, энергетические ГТУ и силовые установки газоперекачивающих агрегатов. К основным деталям, определяющим надежность, экономичность и ресурс их работы, относятся рабочие лопатки турбины. Турбинные лопатки работают в достаточно жестких условиях: высокие температуры, агрессивные среды (кислород, сера, окислы ванадия и другие элементы), значительные знакопеременные механические нагрузки и резкие теплосмены. Существующие тенденции совершенствования турбомашин приводят к еще большему ужесточению указанных условий эксплуатации и к повышению стоимости деталей. Все это требует применения на лопатках турбин более эффективных защитных покрытий. Одним из путей повышения температуры газа в турбине при сохранении ресурса лопаток является применение теплозащитных покрытий (ТЗП). Керамические ТЗП, при их достаточной толщине, могут ощутимо снизить теплоприток к основному материалу охлаждаемой лопатки и обеспечить ее работоспособность в условиях высоких температур.
Наиболее перспективным материалом для формирования теплозащитного слоя ТЗП является керамика на основе диоксида циркония, стабилизированного оксидом иттрия (ZrO2·Y2O3). Для обеспечения адгезии керамического слоя и защиты основного материала детали от окисления, ТЗП имеет жаростойкий подслой.
Известен способ нанесения теплозащитного покрытия на лопатку турбины (Патент США №4,904,542. МПК С23С 14/08 "Multi-layer wear resistant coatings". 1992 г.), включающий газотермическое нанесение многослойного покрытия, состоящего из чередующихся керамических и металлических слоев. Так же известно многослойное высокотемпературное покрытие, состоящее из керамических слоев, разделенных металлическими слоями (Патент РФ №2359065, МПК С23С 4/12, СПОСОБ НАНЕСЕНИЯ НА ДЕТАЛИ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ ПЛАЗМЕННЫМ МЕТОДОМ. Бюл. №17, 2009 г.). Данное покрытие имеет ряд существенных недостатков. Входящая в его состав керамика образована путем плазменного напыления, что существенно снижает его термическую усталость и долговечность. При наличии перепадов температуры, как по толщине, так и по его поверхности в материале металлического слоя возникнут термические напряжения, которые будут переданы керамике, имеющей низкую прочность на растяжение. Кроме того, керамические слои, в том числе и на основе диоксида циркония имеют высокую кислородопроницаемость.
Известен также способ нанесения покрытия на лопатки турбины ГТД, включающий предварительную обработку поверхности детали, нанесение первого слоя жаростойкого покрытия из сплава на основе никеля, нанесение второго слоя, содержащего алюминий, последующий вакуумный диффузионным отжиг, подготовку поверхности под напыление третьего слоя покрытия из ZrO2-Yb2O3 или ZrO2-Yb2O3 и ZrO2-Y2O3 (Патент РФ №2280095, СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ. Бюл. №20, 2006 г.).
Известен также способ получения теплозащитного покрытия, преимущественно для рабочих лопаток турбин газотурбинных двигателей и энергетических установок, включающий подготовку поверхности лопатки, формирование подслоя, путем нанесения жаростойкого слоя и переходного слоя, нанесение на переходный слой внешнего керамического слоя на основе ZrO2 стабилизированного Y2O3 (патент РФ №2078148). Известный способ нанесения теплозащитного покрытия на лопатку турбины, включает также предварительную абразивно-жидкостную обработку и обработку шлифпорошком, нанесение слоя жаростойкого покрытия из сплава на никелевой основе методом вакуумно-плазменной технологии, нанесение второго слоя из сплава на основе алюминия, легированного никелем 13-16% и иттрием 1,5-1,8%, вакуумный отжиг и подготовку поверхности перед нанесением третьего керамического слоя из диоксида циркония стабилизированного 7-9 мас.%, оксида иттрия (ZrO2·7% Y2O3) и последующие дополнительные вакуумный диффузионный и окислительный отжиг. Существенным недостатком покрытий является их низкая стабильность и долговечность при высоких температурах. Теплозащитные покрытия характеризуются более низкой теплопроводностью, но растрескиваются и отслаиваются при теплосменах под действием термомеханических нагрузок.
Известен способ подготовки поверхности детали под нанесение многослойного покрытия на металлические изделия методом катодного распыления, включающий ионную очистку и/или модификацию поверхности изделия [Патент РФ №2228387. МПК С23С 14/06. Способ нанесения многослойного покрытия на металлические изделия. Опубл. 2004 г.]. Однако функциональным назначением ионно-имплантационной обработки поверхности в данном случае не является повышение жаростойкости подслоя.
Наиболее близким по технической сущности является способ получения теплозащитного покрытия на лопатках газовых турбин, включающий нанесение жаростойкого подслоя и формирование на подслое керамического слоя [Патент РФ №2325467, МПК С23С 4/10. Способ получения создающего термический барьер покрытия. /Я. Вигрен, М. Ханссон. / Вольво аэро корп./. 2008.] Способ включает предварительную обработку поверхности лопатки и нанесение связующего подслоя, жаростойкого слоя системы MeCrAlY и теплозащитного керамического слоя на основе диоксида циркония, стабилизированного оксидом иттрия.
Основным недостатком прототипа является низкая жаростойкость подслоя и недостаточно высокие эксплуатационные свойства керамического слоя, а также недостаточная выносливость и циклическая прочность деталей с покрытием, т.е. параметры, которые необходимо обеспечивать при эксплуатации рабочих лопаток турбин газотурбинных двигателей и установок.
Задачей заявляемого способа является создание теплозащитного покрытия обладающего высокими эксплуатационными характеристиками за счет использования переходной зоны «жаростойкий слой- керамический» с повышенной адгезионной прочностью.
Техническим результатом заявляемого способа является повышение эксплуатационных свойств теплозащитного покрытия, при одновременном повышении выносливости и циклической прочности деталей с защитными покрытиями.
Технический результат достигается тем, что в способе получения теплозащитного покрытия на детали газовой турбины из никелевого или кобальтового сплава, включающий нанесение жаростойкого подслоя и формирование керамического слоя из диоксида циркония, стабилизированного оксидом иттрия, в отличие от прототипа, для формирования керамического слоя на жаростойкий подслой сначала наносят сплав циркония с иттрием с содержанием иттрия от 5-9 вес%, толщиной от 28 мкм до 500 мкм, который затем подвергают нагрузок, температур и агрессивных сред. В последнем случае многослойное вакуумно-плазменное покрытие, являясь герметичным, удерживает проникновение кислорода к жаростойкому подслою и сохраняет его от окисления в первый период эксплуатации детали. Кроме того, внешняя оболочка предохраняет поверхность от эрозии и служит своеобразным каркасом, предохраняющим керамический слой и, в результате чего, как это показали исследования, проведенные авторами, достигаются такие эффекты как: стойкость к теплоударам, механическая прочность, высокие адгезионные свойства, возможность получения более толстых керамических слоев и как следствие, повышение эксплуатационных свойств лопаток с теплозащитными покрытиями.
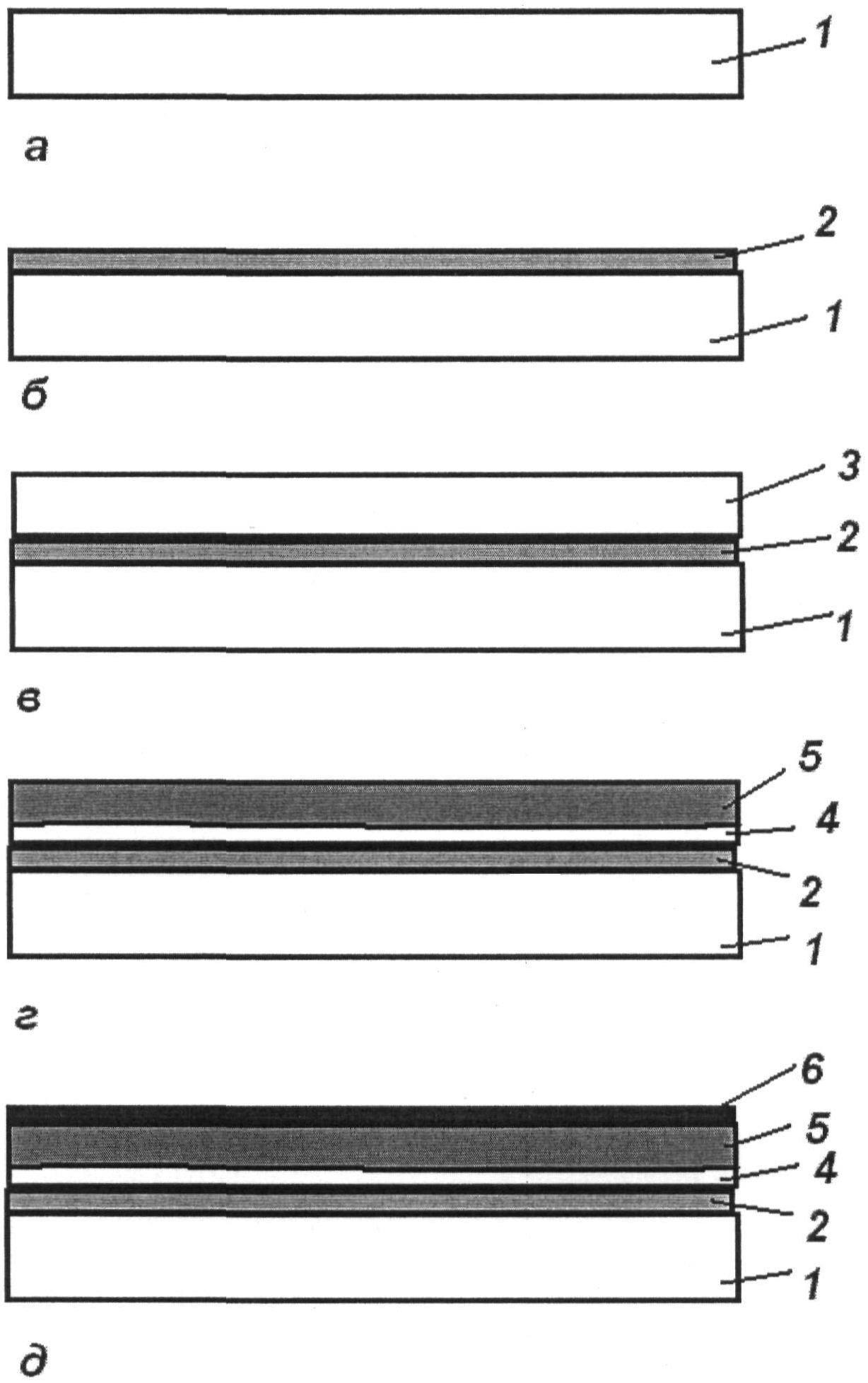
Сущность предлагаемого технического решения иллюстрируется схемой формирования покрытия, представленной на фигуре. Фиг. содержит: 1 - основа (деталь), 2 - жаростойкий подслой, 3 - слой из сплава иттрия на основе циркония; 4 - переходный слой «керамика - жаростойкий подслой»; 5 - керамический слой, 6 - внешний жаростойкий слой.
Способ осуществляется следующим образом. Поверхность пера лопатки 1 подготавливают к нанесению покрытия и в соответствии с выбранным методом наносят жаростойкий подслой 2 толщиной от 10 мкм до 30 мкм. Перед нанесением жаростойкого подслоя 2, при использовании вакуумных методов нанесения материалов, проводят ионно-плазменную очистку поверхности и последующую ионно-имплантационную обработку поверхности лопатки ионами N, Yb, Y, La или их сочетанием. Ионную имплантацию проводят при энергии ионов 0,2-100 кэВ и плотности ионного тока от 50 мкА/см2 до 10 мА/см2. В качестве материала для нанесения жаростойкого подслоя 2 используют сплав состав, вес.%: Cr -от 18% до 34%; Al - от 3% до 16%; Y - от 0, 2% до 0,7%; Ni - остальное или Cr от 18% до 22%; Al - от 9% до 11%; Y - от 0, 5% до 0,7%; Ni -остальное. На образованный жаростойкий подслой 2 наносят слой из сплава циркония с иттрием с содержанием иттрия от 5 до 9 вес %, а затем нанесенный слой 3 циркония с иттрием подвергают микродуговому оксидированию до получения керамического слоя заданной толщины. При этом микродуговое оксидирование проводят в среде 3-5%, водного раствора фосфата аммония, при подаче на покрываемую деталь положительного потенциала от 300 до 950 В, причем керамический слой 5 получают толщиной от 20 до 490 мкм, при условии, что толщина керамического слоя 5 составляет от 80 до 98% толщины слоя 3 из сплава циркония с иттрием. Перед нанесением жаростойкого подслоя 2 на поверхность детали можно дополнительно наносить слои из Nb, Pt, Cr или их сочетания толщиной от 0,8 мкм до 12,0 мкм. На керамический слой 5 вакуумно-плазменным методом наносят, внешнюю оболочку 6, формируя ее нанесением по крайней мере двух слоев: первого слоя из сплава состава вес.%: Si - от 4,0% до 12, 0%; Y - от 1,0 до 2,0%; Al - остальное и второго слоя из сплава состава вес.%: Si - от 4,0% до 6, 0%; Y - от 1,2 до 1,6%; Al - остальное, а после нанесения слоев покрытия проводят диффузионный отжиг в вакууме. Перед ионно-имплантационной обработкой деталь 1 можно подвергнуть электролитно-плазменному полированию, которое позволяет повысить однородность переходной зоны «основа-жаростойкий подслой» за счет повышения равномерности протекания диффузионных процессов как при диффузионном отжиге, так и при эксплуатации детали. После нанесения жаростойкого подслоя 2, также можно дополнительно наносить переходный слой в виде слоев из Nb или Pt или Hf или Cr или Si или их сочетаний или из сплавов Nb, Pt, Hf, Cr, Si, причем толщина переходного слоя составляет от 1,5 мкм до 12 мкм. Нанесение слоев покрытия можно осуществляют любым из следующих методов: газо-термическим, вакуумными ионно-плазменными методами, магнетронными методами и электронно-лучевым испарением и конденсацией в вакууме.
Для оценки стойкости деталей газовых турбин с теплозащитными покрытиями, полученными по известному и предлагаемому способам были проведены исследования режимов и условий формирования теплозащитных покрытий и их свойств на образцах из никелевых и кобальтовых сплавов (ЦНК-7, ЦНК-21, FSX-414, ЖС-6, ЖС-6У, ЭИ-893, U-5000).
Перед нанесением жаростойкого покрытия поверхность детали подвергалась следующим вариантам подготовки и обработки: электролитно-плазменному полированию (ЭПП) в электролите состава и режимах, представляющих ноу-хау, а также без ЭПП. Кроме того использовалась подготовка поверхности методом пескоструйной обработки электрокорундом дисперсностью порядка 10-20 мкм. Толщина жаростойкого подслоя бралась в диапазоне от 10 мкм до 30 мкм (8 мкм - Н.Р. (неудовлетворительный результат); 10 мкм; 20 мкм; 30 мкм; 34 мкм - Н.Р.); перед нанесением жаростойкого подслоя проводили ионно-плазменную очистку поверхности с последующей ионно-имплантационной обработкой поверхности детали ионами N, Yb, Y или их сочетанием (N+Yb; N+Yb+Y; N+Y; Y+Yb), а также, как вариант, перед нанесением жаростойкого подслоя на поверхность лопатки дополнительно наносили слои из Nb, Pt, Cr или их сочетания (Nb+Pt; Nb+Pt+Cr; Nb+Cr; Cr+Pt;) толщиной от 0,8 мкм до 12,0 мкм (0,6 мкм - Н.Р.; 0,8 мкм; 0,8 мкм; 1,8 мкм; 6,0 мкм; 12,0 мкм; 13,0 мкм - Н.Р.). Кроме того, после нанесения жаростойкого подслоя, дополнительно наносили переходный слой в виде слоев из Nb, Pt, Hf, Cr, Si, либо в виде сочетания слоев из Nb, Pt, Hf, Cr, Si, либо в виде сплавов из Nb, Pt, Hf, Cr, Si, причем толщина переходного слоя составляет от 1,5 мкм до 12 мкм (1,2 мкм - Н.Р.; 1,5 мкм; 3,4 мкм; 6,0 мкм; 12 мкм; 14 мкм - Н.Р.).
В качестве материалов жаростойкого подслоя и внешней оболочки, а также дополнительных жаростойких слоев покрытия, были исследованы варианты в виде одного из металлов Nb, Pt, Hf, Cr и их сочетания (10% Nb + 15% Hf + 75Cr; 10% Nb + 90%Cr; 10% Nb + 15% Pt + 75 Cr; 10% Nb + 15% Hf + 10% Pt 65 Cr; 10% Pt + 90% Cr), а также варианты сплавов состава: Cr - от 18% до 34% (14% - неудовлетворительный результат (Н.Р.); 18%; 22%; 26%; 34%; 38% - (Н.Р.)); Al - от 3% до 16% (2% - (Н.Р.); 3%; 6%;9%; 11%; 12%; 16%; 18% - (Н.Р.)); Y - от 0, 2% до 0,7% (0,1% - (Н.Р.); 0,2%; 0,4%; 0,5%; 0,7%; 0,8% - (Н.Р.)); Ni - остальное, и составов: Cr - от 18% до 34% (14% - (Н.Р.); 18%; 26%; 34%; 38% - (Н.Р.)); Al - от 3% до 16% (2% - (Н.Р.); 3%; 6%; 12%; 16%; 18% - (Н.Р.)); Y - от 0,2% до 0,7% (0,1% - (Н.Р.); 0,2%; 0,4%; 0,7%; 0,8% - (Н.Р.)); Со - от 16% до 30% (14% - (Н.Р.); 16%; 24%; 30%; 32% - (HP.);); Ni - остальное, и их сочетания; Si - от 4,0% до 12,0% (3,0% - (Н.Р.); 4,0%; 6,0%; 8,0%; 12,0%; 14,0% - (Н.Р.)); Y - от 1,0 до 2,0% (0,8% - (Н.Р.); 1,0%; 1,2%; 1,6%; 2,0%; 2,2% - (Н.Р.)); Al - остальное.
В качестве исходного материала для формирования керамического слоя использовали варианты сплава циркония с иттрием с содержанием иттрия от 5 до 9 вес % ((4,0% - (Н.Р.); 5,0%; 5,2%; 7,6%; 9,0%; 10,1% - (Н.Р.)) толщиной от 28 мкм до 500 мкм (22 мкм - Н.Р.; 28 мкм; 100 мкм; 180 мкм; 500 мкм; 540 мкм- Н.Р.). Толщина керамического слоя составляла от 20 мкм до 490 мкм (16 мкм - Н.Р.; 20 мкм; 100 мкм; 200 мкм; 490 мкм; 520 мкм - Н.Р.). Нанесенный слой циркония с иттрием подвергали микродуговому оксидированию в среде 3-5%, водного раствора фосфата аммония (1,6% - Н.Р.; 3%; 4%; 5%; 6% - Н.Р.), при подаче на покрываемую деталь положительного потенциала от 300В до 950В (240В - Н.Р.; 300В; 400В; 600В; 800В; 950В).
Толщины слоев внешней оболочки покрытия составляли от 10 до 22 мкм, (сочетания толщин слоев соответственно: 4 мкм + 4 мкм - (Н.Р.); 4 мкм + 6 мкм; 6 мкм + 4 мкм; 12 мкм + 10 мкм; 12 мкм + 12 мкм - (Н.Р.)).
Режимы обработки деталей и нанесения слоев покрытия: ионная имплантация (Nb, Pt, Yb, Y, La, Hf, Cr, Si или их сочетанием) при энергии ионов 0,2-100 кэВ и плотности ионного тока от 50 мкА/см2 до 10 мА/см2;(диффузионный отжиг в вакууме 10-2…10-3 мм рт.ст. при температуре 1000°C в течение 2 ч).
Толщины слоев по способу-прототипу составляли: - толщина жаростойкого подслоя от 10 мкм до 30 мкм (10 мкм; 25 мкм; 30 мкм), толщина керамического слоя 300 мкм и 400 мкм. Нанесение слоев теплозащитного покрытия проводили газо-термическим (плазменным) методом, а также вакуумными методами: ионно-плазменными, магнетронным, электронно-лучевым.
Проведенные испытания на выносливость и циклическую прочность образцов из никелевых и кобальтовых сплавов ЦНК-7, ЦНК-21, FSX-414, ЖС-6, ЖС-6У, ЭИ-893, U-5000 в условиях высоких температур (при 870-950°C) на воздухе. Результаты испытаний показали следующее: условный предел выносливости (σ-1) лопаток составляет:
1) по способу-прототипу - никелевые сплавы в среднем 230-250 МПа, кобальтовые - 220-235 МПа;
2) по предлагаемому способу никелевые сплавы в среднем 275-295 МПа, кобальтовые - 250-280МПа (таблица 1);
|
|
Изотермическая жаростойкость покрытий оценивалась на образцах диаметром d=10 мм и длиной l=30 мм. Образцы покрытиями помещались в тигли и выдерживались на воздухе при температуре Т=1200°C. Жаростойкость покрытий оценивалась по характерному времени (τ) до появления первых очагов газовой коррозии или других дефектов, которые определялось путем визуального осмотра через каждые 50 часов испытаний при температуре 1200°C. Взвешивание образцов вместе с окалиной производилось через 500 и 1000 ч испытаний, при этом определялась величина удельного прироста массы образца на единицу его поверхности по сравнению с исходным весом ΔР, г/м2. Полученные результаты представлены в таблице 2.
|
|
Стойкость покрытий к теплосменам оценивалось по количеству циклов, которые выдерживали покрытия до разрушения керамического слоя. Цикл теплосмены представлял собой нагрев образца до 1150°C, температурную выдержку в течение 15 мин и охлаждение в воде до температуры 20°C. После каждого цикла теплосмены по наличию отслоений оценивалось стойкость покрытия. Данные по сравнительным испытаниям на термостойкость показали, что в среднем количество теплосмен до полного разрушения у покрытия-прототипа составило 14 циклов, а у покрытий, нанесенных по предлагаемому способу - от 22 до 36 циклов.
Повышение стойкости к теплосменам, жаростойкости покрытий и предела выносливости лопаток из никелевых и кобальтовых сплавов с покрытиями (таблицы 1 и 2), указывает на то, что при применении следующих вариантов получения теплозащитного покрытия: нанесение жаростойкого подслоя и формирование керамического слоя из диоксида циркония, стабилизированного оксидом иттрия; для формирования керамического слоя на жаростойкий подслой сначала наносят сплав циркония С иттрием с содержанием иттрия от 5 до 9 вес.%, толщиной от 28 мкм до 500 мкм, который затем подвергают микродуговому оксидированию до получения керамического слоя заданной толщины; микродуговое оксидирование проводят в среде 3-5%, водного раствора фосфата аммония, при подаче на покрываемую деталь положительного потенциала от 300 до 950 В; керамический слой получают толщиной от 20 до 490 мкм, при условии, что толщина керамического слоя составляет от 80 до 98% толщины слоя из сплава циркония с иттрием; перед нанесением жаростойкого подслоя поверхность детали подвергают ионно-имплантационной обработке ионами по меньшей мере одного из следующих элементов N, Y, Yt при энергии ионов 0,2-100 кэВ и плотности ионного тока от 50 мкА/ см2 до 10 мА/см2; жаростойкий подслой формируют толщиной от 10 мкм до 30 мкм нанесением ионно-плазменным методом сплава состава, вес.%: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0, 2% до 0,7%; Ni - остальное или Cr - от 18% до 34%, Al - от 3% до 16%, Y - от 0, 2% до 0,7%, Со - от 16% до 30%, Ni - остальное; после формирования керамического слоя на него ионно-плазменным или электронно-лучевым методом наносят внешнюю оболочку в виде, по крайней мере двух слоев: первого слоя из сплава состава, вес.%: Si - от 4,0% до 12, 0%; Y - от 1,0 до 2,0%; Al - остальное и второго слоя из сплава состава, вес.%: Si - от 4,0% до 6, 0%; Y - от 1,2 до 1,6%, Al - остальное, толщиной от 10 до 22 мкм; после нанесения слоев покрытия проводят диффузионный отжиг в вакууме; перед нанесением жаростойкого подслоя на поверхность детали дополнительно наносят слои из Nb или Pt или Cr или их сочетание толщиной от 0,8 мкм до 12,0 мкм; после нанесения жаростойкого подслоя дополнительно наносят переходный слой толщиной от 1,5 мкм до 12 мкм из Nb или Pt или Hf или Cr или Si или их сочетаний или из сплавов Nb, Pt, Hf, Cr, Si; перед нанесением жаростойкого подслоя поверхность детали подвергают электролитно-плазменному полированию; перед диффузионным отжигом проводят ионно-имплантационную обработку поверхности ионами по меньшей мере одного из следующих элементов N, Y, Yt при энергии ионов 0,2-100 кэВ и плотности ионного тока от 50 мкА/см2 до 10 мА/см2; в качестве детали используют лопатку газовой турбины, позволяют достичь технического результата заявляемого изобретения - повышения эксплуатационных свойств теплозащитного покрытия, при одновременном повышении выносливости и циклической прочности деталей с защитными покрытиями.
Способ повышения эксплуатационных характеристик лопаток турбомашин из легированных сталей
Способ повышения эрозионной стойкости лопаток компрессора газотурбинного двигателя из титановых сплавов
Способ защиты лопаток компрессора газотурбинного двигателя из титановых сплавов от пылеабразивной эрозии
Способ полирования деталей из титановых сплавов
Способ нанесения покрытия и электродуговой испаритель для осуществления способа
Способ изготовления полой вентиляторной лопатки
Способ электролитно-плазменного удаления полимерных покрытий с поверхности пластинчатого торсина несущего винта вертолета
Способ получения упрочненного слоя на резьбовой поверхности детали из легированных сталей
Литниковая система для центробежного фасонного литья с вертикальной осью вращения
Способ химико-термической обработки детали из легированной стали
Способ электролитно-плазменного удаления полимерных покрытий с поверхности пластинчатого торсина несущего винта вертолета
Способ получения упрочненного слоя на резьбовой поверхности детали из легированных сталей
Литниковая система для центробежного фасонного литья с вертикальной осью вращения
Способ химико-термической обработки детали из легированной стали
Способ защиты лопаток турбомашин из легированных сталей от эрозии и солевой коррозии
Способ электролитно-плазменного удаления полимерных покрытий с поверхности детали из легированных сталей
Способ изготовления полой металлической лопатки турбомашины
Способ контроля формы и положения профиля рабочих лопаток моноколеса
Способ сбора нефти из-под ледяного покрова водоема
Способ защиты от эрозии и солевой коррозии лопаток турбомашин из легированных сталей

