Результат интеллектуальной деятельности: МНОГОСЛОЙНЫЙ КАТОДНЫЙ БЛОК
Вид РИД
Изобретение
Область изобретения
Изобретение относится к катодам, используемым в электролизерах. Более конкретно, изобретение относится к многослойным катодным конструкциям, используемым в восстановительных электролизерах и имеющим смачиваемую поверхность.
Описание уровня техники
Бориды металлов, такие как диборид титана (TiB2), используют в смеси с углеродными компонентами для формирования набивных масс, футеровок и катодов для электролизеров. Известно, что бориды металлов улучшают смачиваемость поверхности деталей электролизера, в которые их вводят. И хотя TiB2 является предпочтительным благодаря своему превосходному действию по защите катода от эрозии и окисления, делая катод смачиваемым, его существенный недостаток заключается в очень высокой стоимости.
Другой способ изготовления смачиваемых катодных блоков состоит в смешивании предшественников боридов металлов, например, оксидов металлов и оксидов бора, с углеродистым материалом для получения композиционного материала, который образует борид металла in situ при воздействии на него расплавленного металла, такого как расплавленный алюминий, в электролизере, или при воздействии на него теплоты электролизера при пуске и во время работы. Примеры таких процессов описаны в WO 00/29644 и WO 05/052218.
Смачиваемые катодные блоки могут включать слой смеси углеродистый материал-борид металла толщиной приблизительно 100 миллиметров (мм), связанный с углеродистой подложкой. Слой смеси углеродистый материал-борид металла часто называют поверхностным слоем. Для того чтобы снизить затраты на производство, по меньшей мере часть борида металла в поверхностном слое может быть заменена предшественниками борида металла.
Углеродистая подложка является несмачиваемой, поэтому срок службы катодного блока ограничен поверхностным слоем. Более того, различия между составом поверхностного слоя и составом углеродистой подложки приводят к различиям в их физических свойствах. Подобные различия могут, в конце концов, привести к растрескиванию поверхностного слоя во время обжига или к его отслаиванию во время работы электролизера. Чтобы преодолеть эти проблемы, в WO 00/36187 описываются многослойные катодные блоки, которые включают в себя углеродистую подложку катода и по меньшей мере два слоя покрытия из TiB2-содержащего композиционного огнеупорного материала, последовательно расположенные поверх подложки. Содержание TiB2 в слоях покрытия постепенно повышается по мере увеличения расстояния между слоем и подложкой. Подложка не содержит TiB2.
Краткая сущность изобретения
Поэтому задачей настоящего изобретения является устранение вышеупомянутых недостатков.
Согласно общему аспекту предложен многослойный катодный блок для электролизера, имеющий по меньшей мере поверхностный слой с коэффициентом расширения поверхности и второй слой со вторым коэффициентом расширения, причем поверхностный слой включает в себя смачиватель поверхности в первом общем количестве; а второй слой включает в себя смачиватель во втором общем количестве, поверхностный слой наложен непосредственно на второй слой, смачиватель во втором слое включает в себя предшественники борида металла, которые реагируют друг с другом с образованием металлоборидного компонента in situ при воздействии на катодный блок условий пуска и работы электролизера, при этом второе общее количество является меньшим, чем первое общее количество, и выбрано так, чтобы минимизировать разницу между коэффициентами расширения поверхностного слоя и второго слоя.
Согласно другому общему аспекту предложен способ получения многослойных катодных конструкций, имеющих по меньшей мере поверхностный слой с коэффициентом расширения поверхности и второй слой со вторым коэффициентом расширения. Этот способ включает в себя следующие стадии: формирование второго слоя, содержащего углеродистый материал и смачиватель во втором общем количестве, причем смачиватель включает в себя предшественники борида металла, которые реагируют друг с другом с образованием металлоборидного компонента in situ при воздействии на катодный блок условий пуска и работы электролизера; и наложение поверхностного слоя на второй слой, причем поверхностный слой включает в себя смачиватель поверхности в первом общем количестве. Общее количество смачивателя во втором слое и поверхностном слое постепенно снижается по мере увеличения расстояния между слоем и поверхностью, и разницу между коэффициентами расширения выбирают так, чтобы минимизировать растрескивание поверхности.
Согласно еще одному общему аспекту предложен многослойный катодный блок для электролизера, включающий в себя: поверхностный слой, включающий в себя смачиватель поверхности и имеющий толщину, составляющую между 2 и 8 сантиметрами; и второй слой, включающий в себя предшественники борида металла, которые реагируют друг с другом с образованием металлоборидного компонента in situ при воздействии на катодный блок условий пуска и работы электролизера, при этом поверхностный слой непосредственно наложен на второй слой.
Краткое описание чертежей
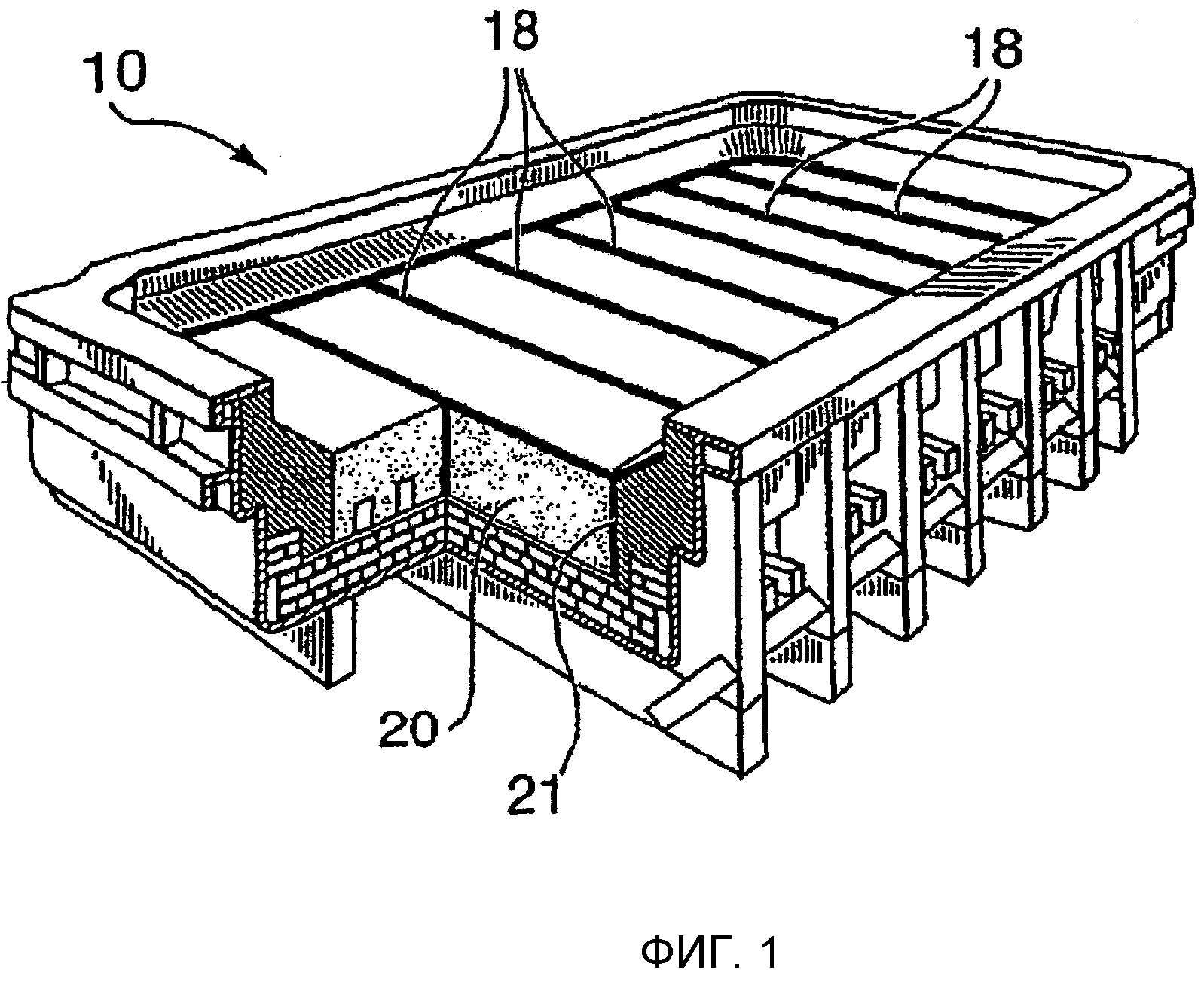
Фиг.1 представляет собой вид в перспективе с частичным вырезом традиционного электролизера для восстановления алюминия, в котором может быть использовано изобретение;
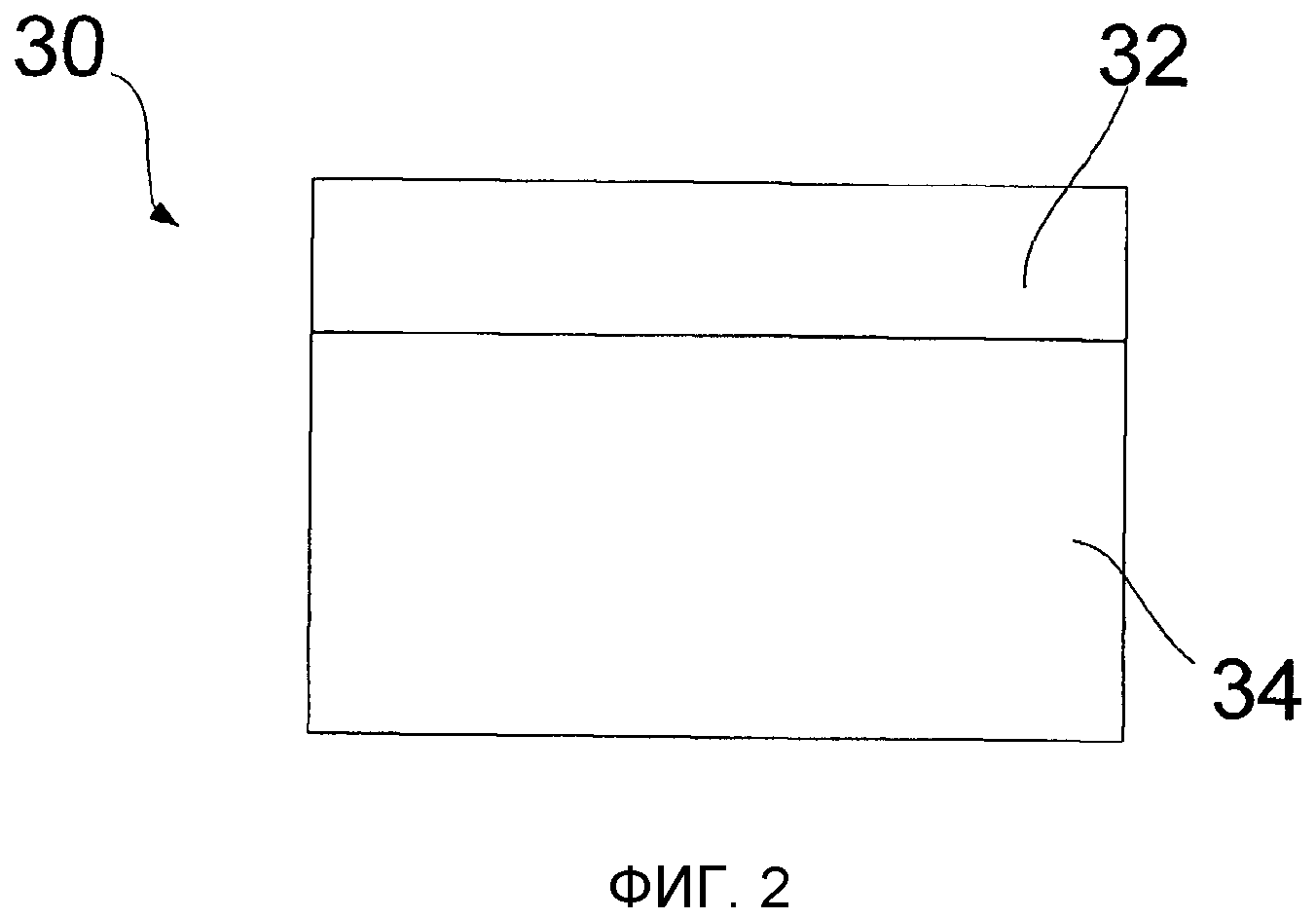
Фиг.2 представляет собой схематический поперечный разрез катодного блока, имеющего два наложенных один на другой слоя; и
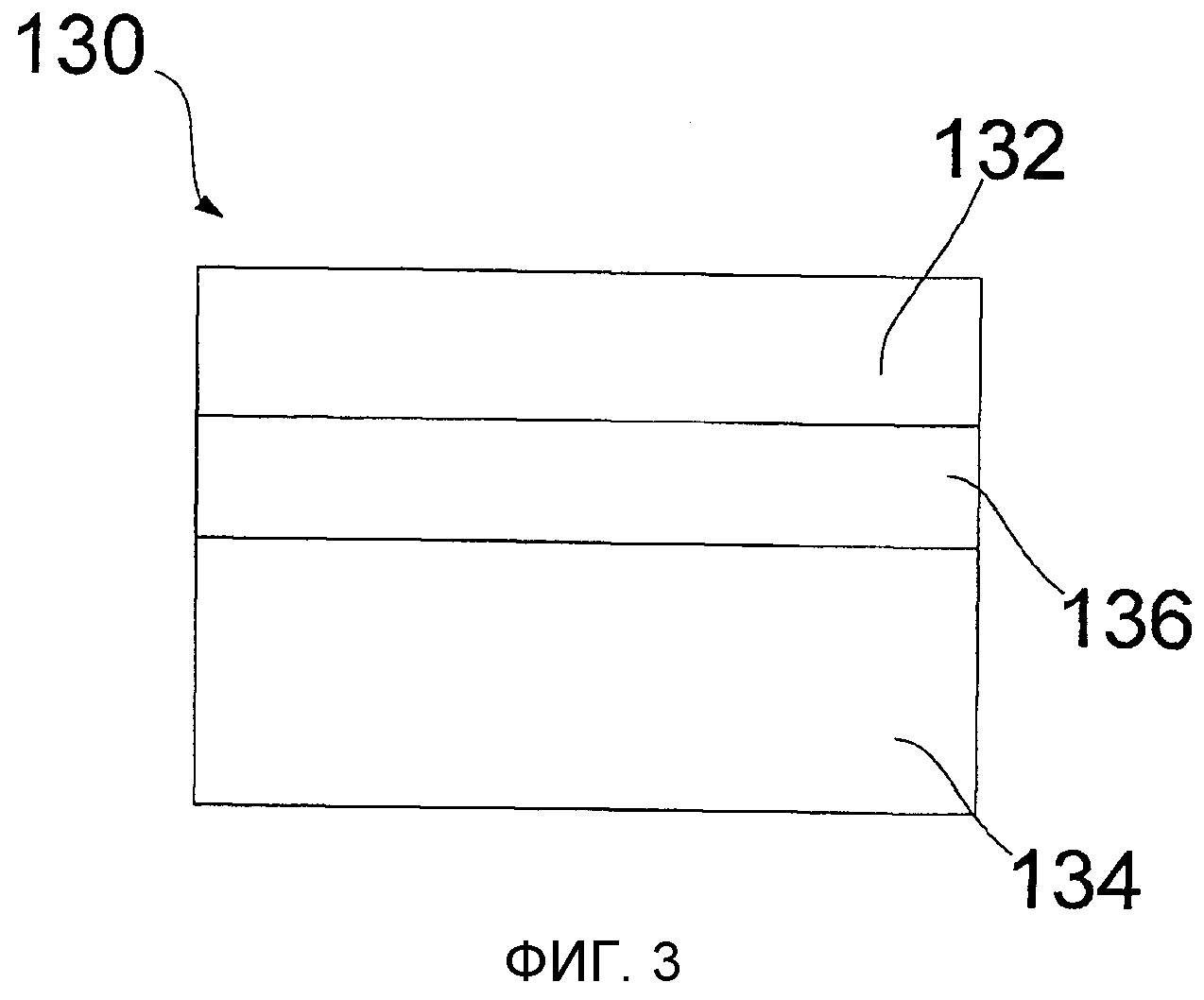
Фиг.3 представляет собой схематический поперечный разрез катодного блока, имеющего три наложенных один на другой слоя.
Следует отметить, что на всех прилагаемых чертежах похожие элементы обозначены схожими ссылочными позициями.
Подробное описание
Обращаясь к фиг.1, традиционный восстановительный электролизер 10 включает в себя катодные блоки 20. Катодные блоки 20 разделены промежутками 18, заполненными набивной массой 21. Расплавленный электролит контактирует с катодом и набивной массой 21, а на катоде образуется слой расплавленного алюминия.
Фиг.2 иллюстрирует вариант реализации многослойного катодного блока 30 с двумя наложенными один на другой слоями 32, 34, т.е. поверхностным слоем 32 в контакте с расплавленным алюминием и основным слоем 34. Поверхностный слой 32 наложен непосредственно на основной слой 34.
Материал каждого слоя 32, 34 включает в себя смачиватель. В поверхностном слое 32 смачиватель включает в себя борид металла, предшественники борида металла или комбинацию борида металла и предшественников борида металла. Предшественники борида металла реагируют друг с другом с образованием металлоборидного компонента in situ при воздействии на катодный блок условий пуска и работы электролизера. В основном слое 34 смачиватель включает в себя предшественники борида металла. Он может также включать в себя комбинацию борида металла и предшественников борида металла.
В предпочтительном варианте реализации поверхностный слой 32 включает в себя комбинацию борида металла и предшественников борида металла, в то время как основной слой 34 включает в себя только предшественники борида металла.
Смачиватель включают в материал поверхностного слоя в первом общем количестве (или содержании), а в материал основного слоя - во втором общем количестве (или содержании). Общие количества соответствуют сумме борида металла и предшественников борида металла, присутствующих в каждом слое. Второе общее количество смачивателя, т.е. в основном слое 34, меньше или равно первому общему количеству, т.е. в поверхностном слое 32.
Металл борида металла может быть выбран из группы, включающей титан, цирконий, ванадий, гафний, ниобий, тантал, хром и молибден. В предпочтительном варианте реализации металл борида металла представляет собой титан, а борид металла представляет собой TiB2.
В одном варианте реализации предшественники борида металла включают в себя оксид металла и оксид бора (B2O3), при этом оксид металла и оксид бора физически связаны в кластеры, и оксид бора поддерживается непосредственно оксидом металла. Оксид бора смеси предшественников может быть получен из борного компонента, выбранного из группы, состоящей из ортоборной кислоты (H3BO3) и метаборной кислоты (HBO2). Оксид металла может иметь структуру частиц с порами, а оксид бора находится внутри пор.
В альтернативных вариантах реализации предшественники борида металла могут включать, например и без ограничения, предшественники, раскрытые в заявке на патент США, опубликованной под № 2005/0109615, или в Международной заявке на патент WO 00/29644.
Металл оксида металла может быть выбран из группы, включающей титан, цирконий, ванадий, гафний, ниобий, тантал, хром и молибден. В предпочтительном варианте реализации металл в оксиде металла представляет собой титан.
ПРИМЕР 1 - Двухслойный катодный блок
Например и без ограничений, в двухслойном катодном блоке поверхностный слой включает 30 мас.% TiB2 в качестве борида металла и 10 мас.% предшественников борида металла, а основной слой свободен от борида металла и включает 20 мас.% предшественников борида металла. Предшественники борида металла включают титан в качестве металла. Таким образом, первое общее количество, т.е. 40 мас.%, является большим, чем второе общее количество, т.е. 20 мас.%.
ПРИМЕР 2 - Двухслойный катодный блок
В другом неограничивающем варианте реализации поверхностный слой включает 35 мас.% TiB2 в качестве борида металла и 15 мас.% предшественников борида металла, а основной слой свободен от борида металла и включает 20 мас.% предшественников борида металла. Предшественники борида металла включают титан в качестве металла. Таким образом, первое общее количество, т.е. 50 мас.%, является большим, чем второе общее количество, т.е. 20 мас.%.
Как будет описано более подробно ниже, материалы катодных слоев накладывают один на другой в форме и обжигают перед установкой в электролизере. Во время обжига и работы электролизера различия между составом катодных слоев приводят к различиям в их физических свойствах. Более конкретно, каждый катодный слой расширяется во время обжига и работы электролизера. Различия между расширением обоих слоев могут, в конце концов, привести к растрескиванию во время обжига и/или расслаиванию во время работы электролизера.
Таким образом, разницу между коэффициентами расширения двух наложенных один на другой катодных слоев необходимо регулировать с целью сведения к минимуму различия в расширении во время обжига и работы электролизера, предотвращая растрескивание и/или расслаивание.
В одном варианте реализации коэффициент расширения может быть оценен как изменение размера катодного слоя под действием тепла и абсорбции натрия в катодном блоке. Например, он может быть измерен с помощью теста Раппопорта-Самойленко. Он также может быть измерен путем сравнения размера катодного слоя до и после обжига или путем сравнения максимального достигаемого размера катодного слоя и размера катодного слоя до нагревания. Коэффициент расширения может быть также получен посредством комбинирования нескольких мер расширения.
Таким образом, в соответствии с изобретением количество смачивателя в двух наложенных один на другой катодных слоях и их виды регулируют для сведения к минимуму разницы между коэффициентами расширения.
Фиг.3 иллюстрирует другой схематический вариант реализации многослойного катодного блока 130 с тремя наложенными один на другой слоями, т.е. поверхностным слоем 132, основным слоем 134 и промежуточным слоем 136, располагающимся между поверхностным слоем 132 и основным слоем 134. Эти элементы пронумерованы ссылочными позициями, соответствующими ссылочным позициям предыдущего варианта реализации в 100-ой серии.
Материал поверхностного слоя и материал промежуточного слоя многослойного катодного блока 130 включают смачиватель. Материал основного слоя может включать смачиватель или может быть свободным от смачивателя.
В поверхностном слое 132 смачиватель включает борид металла, предшественники борида металла или комбинацию борида металла и предшественников борида металла. В промежуточном слое смачиватель включает предшественники борида металла. Он может также включать комбинацию борида металла и предшественников борида металла. Наконец, в основном слое 34 смачиватель, если он присутствует, включает предшественники борида металла. Он может также включать комбинацию борида металла и предшественников борида металла.
В предпочтительном варианте реализации поверхностный слой 32 включает комбинацию борида металла и предшественников борида металла, в то время как промежуточный слой 36 и основной слой 34 включают только предшественники борида металла.
Смачиватель включают в материал поверхностного слоя в первом общем количестве, а в материал промежуточного слоя - во втором общем количестве. Второе общее количество смачивателя меньше или равно первому общему количеству.
В том случае, если материал основного слоя включает смачиватель, то этот смачиватель включают в третьем общем количестве, которое меньше или равно второму общему количеству.
ПРИМЕР 3 - Трехслойный катодный блок
Например и без ограничений, поверхностный слой включает 40 мас.% TiB2 в качестве борида металла и 10 мас.% предшественников борида металла, промежуточный слой включает 15 мас.% TiB2 в качестве борида металла и 15 мас.% предшественников борида металла, а основной слой свободен от борида металла и включает 20 мас.% предшественников борида металла. У этих трех слоев металл предшественников борида металла представляет собой титан. Таким образом, первое общее количество, т.е. 50 мас.%, является большим, чем второе общее количество, т.е. 30 мас.%. Более того, второе общее количество является большим, чем третье общее количество, т.е. 20 мас.%.
Как описано выше относительно двухслойного катодного блока 30, количества смачивателя между двумя наложенными один на другой катодными слоями регулируют для сведения к минимуму разницы между коэффициентами расширения наложенных один на другой слоев. Таким образом, количества смачивателя между поверхностным слоем 132 и промежуточным слоем 136 и их виды регулируют с целью сведения к минимуму разницы между их соответствующими коэффициентами расширения. Аналогично, количества смачивателя между промежуточным слоем 136 и основным слоем 134 и их виды регулируют с целью сведения к минимуму разницы между их соответствующими коэффициентами расширения.
В альтернативных вариантах реализации (не показаны) многослойный катодный блок может включать множество наложенных один на другой промежуточных слоев, располагающихся между поверхностным слоем и основным слоем.
Обычно катодный блок имеет приблизительную общую толщину, составляющую между 300 и 500 миллиметрами (мм), а поверхностный слой имеет приблизительную толщину, составляющую между 20 и 150 мм. Промежуточный(е) слой(и), если присутствует, имеет приблизительную толщину, составляющую между 20 и 150 мм. Толщина основного слоя зависит от общей толщины катодного блока и толщины располагающегося сверху слоя(ев), т.е. толщина основного слоя составляет оставшуюся толщину катодного блока.
Содержание смачивателя в поверхностном слое, т.е. первое общее количество, может составлять, например, между 20 и 95 мас.%. Остаток включает углеродистый компонент, например и без ограничений, смесь антрацита, графита, смолы и пека. Обычно поверхностный слой имеет более высокое содержание смачивателя, если он включает только борид металла, т.е. если он свободен от предшественников борида металла. С другой стороны, поверхностный слой обычно имеет более низкое содержание смачивателя, если он включает предшественники борида металла или смеси борида металла и предшественников борида металла.
Например и без ограничения, в случае поверхностного слоя, включающего TiB2 в качестве борида металла, и в случае предшественников борида металла, включающих титан в качестве металла, содержание смачивателя в основном слое может составлять между 0 мас.%, если катодный блок включает промежуточный слой, и 90 мас.%. Если катодный блок не включает промежуточного слоя, если поверхностный слой включает TiB2 в качестве борида металла, и если предшественники борида металла включают титан в качестве металла, содержание смачивателя в основном слое может составлять между 5 мас.% и 90 мас.%. В одном варианте реализации, если катодный блок не включает промежуточного слоя и если поверхностный слой включает предшественники борида металла и TiB2 в качестве борида металла, содержание смачивателя в основном слое может составлять между 5 мас.% и 40 мас.%. Остаток включает углеродистый компонент, например и без ограничений, смесь антрацита, графита, смолы и пека.
В одном варианте реализации катодный блок формуют в форме с закрытыми стенками и дном и открытым верхом. Материал основного слоя, включая смачиватель основы, помещают на дно формы, а затем верхней поверхности материала основного слоя придают шероховатость, например, проводя по поверхности скребком. Зубцы скребка образуют бороздки на поверхности материала основного слоя. Поверх обработанного скребком основного слоя помещают по меньшей мере один слой другого материала, т.е. материал поверхностного слоя, а поверх катодного материала помещают груз, размер которого равен полному внутреннему размеру формы.
Всю форму в сборе затем подвергают вибрации для уплотнения материала в неспеченную катодную заготовку, которую затем обжигают и обрабатывают резанием перед установкой в электролизер. Помимо уплотнения, стадия вибрации также вызывает некоторое перемешивание материала, в результате чего образуется смешанная область, которая фактически является более толстой, чем глубины сформированных в подложке бороздок.
Обычный коммерческий катодный блок имеет размеры, например и без ограничений, примерно 430 мм в высоту, 490 мм в ширину и 1310 мм в длину. Когда многослойный катодный блок включает более двух слоев, желательно обрабатывать скребком верхнюю поверхность каждого слоя перед нанесением следующего слоя.
ПРИМЕР 4
Двухслойный катодный блок, такой как показанный на фиг.2, включает поверхностный слой, содержащий общее количество смачивателя между 20 и 50 мас.% катодного блока. Смачиватель включает TiB2 в качестве борида металла и титан в качестве металла предшественников борида металла. Например и без ограничений, поверхностный слой включает 35 мас.% TiB2 и 15 мас.% оксида титана (TiO2) и оксида бора (B2O3) в качестве предшественников борида металла, при общем содержании 50 мас.%.
Основной слой содержит общее количество смачивателя между 10 и 20 мас.%. Например и без ограничений, основной слой включает 20 мас.% оксида титана (TiO2) и оксида бора (B2O3) в качестве предшественников борида металла и свободен от борида металла.
Разница между коэффициентами расширения наложенных непосредственно один на другой слоев важна во избежание растрескивания катодов. Использование множественных слоев с меняющимся содержанием смачивателя дополнительно способствует предотвращению растрескивания готового катода. Более того, добавление предшественников борида металла в слой, находящийся непосредственно под поверхностным слоем, сводит к минимуму разницу между коэффициентами расширения обоих наложенных один на другой слоев.
По сравнению с известными из уровня техники катодными блоками, при добавлении предшественников борида металла в по меньшей мере один слой, находящийся непосредственно под поверхностным слоем, толщину поверхностного слоя можно уменьшить благодаря меньшим требованиям к прочности для сопротивления растрескиванию. Например и без ограничений, толщина поверхностного слоя может быть уменьшена со 100 мм до 20 мм. Более того, при желании содержание смачивателя и, более конкретно, содержание борида металла в поверхностном слое может быть повышено все еще при сохранении экономической целесообразности. Например и без ограничений, содержание борида металла может быть повышено с 50 мас.% до 90 мас.% в поверхностном слое, имеющем уменьшенную толщину.
Альтернативно, содержание смачивателя и, более конкретно, содержание борида металла в поверхностном слое может быть снижено в том случае, если толщина поверхностного слоя существенно не изменена по сравнению с известными из уровня техники катодами. Например и без ограничений, при поверхностном слое в 100 мм содержание борида металла может быть снижено с 50 мас.% до 30 мас.%.
Более того, поверхностный слой может быть свободен от борида металла и может включать только предшественники борида металла. Например и без ограничений, содержание предшественников борида металла в поверхностном слое может составлять между 20 и 30 мас.%. Добавление предшественников борида металла в поверхностный слой облегчается присутствием предшественников в промежуточном слое и/или основном слое.
Введение предшественников борида металла в по меньшей мере один слой, находящийся непосредственно под поверхностным слоем катодного блока, уменьшает различие между физическими свойствами катодных слоев, особенно расширение во время обжига, и поэтому снижает частоту возникновения трещин. Более того, введение предшественников борида металла в катодный слой, находящийся непосредственно под поверхностным слоем, увеличивает срок службы катодного блока, поскольку результирующий слой также является смачиваемым расплавленным металлом.
Понятно, что такой многослойный катодный блок может быть применен в алюминиевых электролизерах, но он может быть также применен и в электролизерах для восстановления других металлов.
Описанные выше варианты реализации изобретения предназначены только для его иллюстрации. Поэтому объем изобретения предполагается ограниченным только лишь объемом прилагаемой формулы изобретения.
Кожух электролизера
Электролизер с устройством подъема анодных узлов
Устройство хранения груза над электролизером
Боковая изоляционная футеровка для электролизера
Электродный материал и его применение для получения инертного анода
Шнековый пресс с фильтрующими пластинами
Электролизная установка и способ обработки электролизных газов
Серия электролизеров для получения алюминия, содержащая средства для уравновешивания магнитных полей на конце ряда
Устройство, позволяющее извлекать закорачивающие клинья при включении электролизера для производства алюминия
Сухой запуск электролизера для производства алюминия
Определение дозировки связующего вещества для объединения с дисперсным материалом с получением электрода
Электролизер, предназначенный для применения в производстве алюминия

