Результат интеллектуальной деятельности: ЭЛЕКТРОДНЫЙ МАТЕРИАЛ И ЕГО ПРИМЕНЕНИЕ ДЛЯ ПОЛУЧЕНИЯ ИНЕРТНОГО АНОДА
Вид РИД
Изобретение
Изобретение относится к электродным материалам, а более конкретно к анодам, предназначенным для получения алюминия электролизом. Более точно, оно относится к анодам, называемым «инертными» или «нерасходуемыми», а также к их получению и их применению.
В частности, последующее описание относится к применению электродного материала, являющегося объектом настоящего изобретения, в качестве инертного анода для получения алюминия способом электролиза расплава. Тем не менее, упоминание этого промышленного применения в описании никоим образом не ограничивает объем изобретения. Настоящее изобретение может относиться также и к другим промышленным применениям описываемого ниже электродного материала.
Металлический алюминий производят в промышленности электролизом расплава, а именно, путем электролитического восстановления глинозема, растворенного в ванне на основе расплавленного криолита, называемой ванной электролита, способом Холла-Эру. Электролитическое восстановление осуществляют в электролизерах, содержащих электролизную ванну, снабженную катодными элементами из углерода и одним или более анодами. Ванна электролита содержится в упомянутой электролизной ванне, а аноды частично погружены в ванну электролита. Ток электролиза позволяет поддерживать ванну электролита при необходимой температуре благодаря эффекту Джоуля. Электролизер регулярно питают глиноземом, чтобы компенсировать расход глинозема в результате реакции электролиза.
В стандартной технологии аноды выполнены из углеродного материала, а электролиз обычно проводят при температуре порядка 950°C. Так как аноды из углеродного материала постепенно расходуются в ходе электролиза, необходимо постоянно корректировать высоту той части анодов, которая погружена в ванну электролита, и вмешиваться в работу электролизера, чтобы осуществить замену анодов.
Кроме того, при расходовании анодов:
- образуется углекислый газ (более двух тонн диоксида углерода на тонну произведенного алюминия), что способствует парниковому эффекту, и
- выделяется диоксид серы из-за присутствия серы в исходных материалах, используемых для получения анода.
Разработка технологии электролиза глинозема, использующей «инертные» или «нерасходуемые» аноды, в стремлении устранить эти недостатки неизбежно наталкивается на сложность создания анодов, отвечающих различным несовместимым критериям качества.
Действительно, аноды должны быть достаточно проводящими при температуре применения, чтобы существенно не повышать расход электроэнергии, связанный с этой технологией.
Кроме того, аноды должны быть стойкими к коррозии в агрессивных криолитовых расплавах, чтобы иметь достаточный срок службы и чтобы не допустить загрязнения электролита и алюминия нежелательными элементами.
Наконец, аноды должны быть удобны в обращении. Это требует определенных механических свойств: хрупкие аноды не годятся для применения в промышленных процессах.
Чтобы соответствовать вышеуказанным критериям, а именно, проводимости, стойкости к коррозии, а также прочности, предлагалось использовать для получения таких инертных анодов монолитные керамические детали.
Например, патентные заявки WO02/066710, WO02/083992 и US2004/089558 описывают разные оксидные композиции, позволяющие получить керамические инертные аноды, у которых содержание металлической фазы обычно меньше 10 мас.%. Однако электропроводность анодов этого типа и их механические свойства оказываются недостаточными.
Кроме того, для получения этих инертных анодов предлагалось также использовать полностью металлические детали.
Например, такие целиком металлические инертные аноды описаны в патентных заявках WO99/36591 и WO00/06803. Однако коррозионная стойкость этих анодов в криолитовых расплавах остается недостаточной.
Наконец, предлагалось использовать в качестве электродных материалов композиционные материалы с керамической матрицей, содержащей одну или несколько металлических фаз, чтобы сочетать соответствующие преимущества металлической фазы и керамической фазы. Такие композиционные материалы, содержащие по меньшей мере одну керамическую фазу и по меньшей мере одну металлическую фазу, известны под названием «металлокерамический материал», или «кермет».
Металлические фазы этих металлокерамических материалов позволяют улучшить механические свойства электродов, а также их проводимость, тогда как керамические фазы позволяют улучшить коррозионную стойкость в криолитовых расплавах.
Однако недостаток стабильности разных металлических и керамических фаз при продолжительном нахождении таких анодов из металлокерамических материалов в криолитовых расплавах обычно ограничивает их срок службы и вызывает загрязнение электролита и алюминия.
Этому типу анодов из металлокерамических материалов посвящены многочисленные патентные заявки.
Например, можно назвать международную заявку WO2004/082355, которая описывает способ получения инертного анода из металлокерамики типа NiO-NiFe2O4-M, содержащей по меньшей мере одну моноксидную фазу никеля N, одну шпинельную фазу никеля S, содержащую железо и никель, и одну металлическую фазу M, содержащую медь и никель, причем упомянутый способ отличается тем, что он включает:
- приготовление исходной смеси, содержащей по меньшей мере один предшественник упомянутых моноксидной N и шпинельной S фаз, предшественник металлической фазы M и органическое связующее, причем доля органического связующего в исходной смеси составляет менее 2,0 мас.%, а предшественник металлической фазы включает металлический порошок, содержащий медь и никель,
- операцию формования смеси с образованием неспеченного («сырого») анода определенной формы,
- операцию спекания неспеченного анода при температуре выше 900°C в контролируемой атмосфере, содержащей по меньшей мере один инертный газ и кислород.
Этот способ, улучшающий изготовление анода тем, что позволяет уменьшить количество связующего, не решает полностью проблему стабильности анода в криолитовом расплаве. В частности, было установлено, что электропроводность шпинельной фазы никеля NiFe2O4 снижается в ходе электролиза, что обусловливает срок службы анода.
Международная заявка WO2005/035813 описывает способ получения анода, содержащего металлокерамику, в которой один из компонентов оксида является элементом-металлом, способным восстанавливаться полностью или частично при операции восстановления в ходе процесса получения. Этот способ, улучшающий изготовление анода, позволяя снизить выпот металла, не решает полностью проблемы стабильности анода в криолитовом расплаве.
Международная заявка WO01/31090 описывает инертный анод из металлокерамики, содержащей керамическую фазу, представленную формулой NixFe2yMzO(3y+x+Z)±δ, где M – по меньшей мере один металл, выбранный из Zn, Co, Al, Li, Cu, Ti, V, Cr, Zr, Nb, Ta, W, Mb, Hf и редкоземельных элементов, предпочтительно Zn и/или Co, x составляет от 0,1 до 0,99, y составляет от 0,0001 до 0,9, z составляет от 0,0001 до 0,5, и δ составляет от 0 до примерно 0,03. Этот инертный анод из металлокерамики содержит также металлическую фазу, такую как Cu, Ag, Pd, Pt, Au, Rh, Ru, Ir и/или Os. Оказалось, что срок службы анодов этого типа не совместим с условиями промышленного применения.
Таким образом, выявилось, что известные из уровня техники электродные материалы не являются полностью удовлетворительными для изготовления предназначенных для получения алюминия инертных анодов, которые работают оптимальным образом (то есть с меньшим расходом электроэнергии), а также имеют срок службы, приемлемый с промышленной точки зрения.
Настоящее изобретение предлагает устранить указанные выше недостатки, свойственные известным из уровня техники электродным материалам.
Действительно, авторы настоящего изобретения совершенно неожиданно разработали новый электродный материал, в частности, новый материал инертного анода в целях применения упомянутого инертного анода для получения алюминия, который совмещает следующие противодействующие параметры:
- удовлетворительная проводимость в условиях обычных температур процессов электролиза расплава, чтобы не повышать расход электроэнергии, связанный с этой технологией;
- коррозионная стойкость в криолитовых расплавах, обычно использующихся для такого электролиза и являющихся агрессивными;
- механические свойства инертного анода, подходящие для обращения с ним в промышленности;
- срок службы инертного анода, удовлетворительный с промышленной точки зрения (то есть по существу с экономической точки зрения) и улучшенный по сравнению с известными из уровня техники инертными анодами;
- снижение загрязнения произведенного электролизом алюминия, а также ванны электролита на основе расплавленного криолита.
Первым объектом изобретения является электродный материал, предпочтительно материал инертного анода, содержащий по меньшей мере металлическую сердцевину и металлокерамический материал, причем упомянутая металлическая сердцевина по меньшей мере покрыта упомянутым металлокерамическим материалом, и упомянутый металлокерамический материал образует наружный слой упомянутого электродного материала, предназначенный находиться в контакте с ванной электролита, в частности, с криолитовым расплавом, причем упомянутый электродный материал характеризуется тем, что:
- упомянутая металлическая сердцевина содержит по меньшей мере один сплав никеля (Ni) и железа (Fe), причем массовые доли Ni и Fe следующие:
• 40% ≤ Ni ≤ 85%, предпочтительно 55% ≤ Ni ≤ 80%,
• 15% ≤ Fe ≤ 60%, предпочтительно 20% ≤ Fe ≤ 45%,
- упомянутый металлокерамический материал содержит по меньшей мере, в массовых процентах:
• 45-80% оксидной фазы феррита никеля с составом NixFeyMzO4, где 0,60 ≤ x ≤ 0,90, 1,90 ≤ y ≤ 2,40, 0,00 ≤ z ≤ 0,20, а M является металлом, выбранным из алюминия (Al), кобальта (Co), хрома (Cr), марганца (Mn), титана (Ti), циркония (Zr), олова (Sn), ванадия (V), ниобия (Nb), тантала (Ta) и гафния (Hf), или является сочетанием этих металлов,
• 15-45% металлической фазы, содержащей по меньшей мере один сплав никеля и меди.
Фактически, авторы настоящего изобретение довольно неожиданно обнаружили, что вышеописанный состав электродного материала особенно хорошо подходит для применения этого материала в качестве инертного анода в криолитовых расплавах в процессе получения алюминия электролизом расплава.
Существенные признаки электродного материала по изобретению заключаются в том, что он содержит по меньшей мере металлическую сердцевину и наружный слой, образованный из металлокерамического материала, причем упомянутый наружный слой металлокерамического материала предназначен для нахождения в контакте с ванной электролита, более конкретно, с криолитовым расплавом, а именно, когда инертный анод, изготовленный из этого электродного материала, погружают в ванну электролита на основе криолита в ходе электролиза.
Различные компоненты электродного материала по изобретению и их соответствующие количества выбраны оптимальным образом так, чтобы металлическая сердцевина и металлокерамический материал дают между собой синергетические эффекты, чтобы из этого электродного материала можно было получить инертный анод, полностью удовлетворяющий указанным выше требованиям к проводимости, коррозионной стойкости и прочности, каких ожидают от инертных анодов, применяющихся при получении алюминия, например, электролизом расплава.
В частности, следует отметить, что когда электродный материал по изобретению используется в качестве инертного анода для получения алюминия в криолитовом расплаве, упомянутый материал имеет ту замечательную и очень выгодную особенность, что его коррозионная стойкость реализуется и сохраняется в процессе электролиза.
Синергетические эффекты между металлической сердцевиной и металлокерамическим материалом являются предметом нижеследующего описания.
В электродном материале по изобретению возникают следующие взаимодействия:
- с одной стороны, металлическая сердцевина:
• действует как резервуар, который снабжает металлокерамический материал железом и никелем, так как упомянутый металлокерамический материал имеет тенденцию к обеднению этими элементами, и
• предохраняет металлокерамический материал, чтобы он не претерпевал химических или структурных модификаций, которые сделали бы его менее проводящим и менее стойким к коррозии;
- с другой стороны, металлокерамический материал действует как химический буфер, который препятствует растворению электродного материала в криолитовом расплаве, при этом обеспечивая высокую электропроводность. Металлокерамический материал защищает металлическую сердцевину от коррозии, вызванной присутствием фтора и кислорода в криолитовом расплаве. Другими словами, металлокерамический материал не дает аноду растворяться или пассивироваться.
Ниже более подробно описываются многочисленные преимущества, обеспечиваемые компонентами электродного материала по изобретению, а также взаимодействия между этими компонентами, которые дают синергетические эффекты, подходящие для промышленного применения этого электродного материала, в частности, для получения алюминия.
Во-первых, благодаря описанному выше составу металлической сердцевины, она обеспечивают хорошую электропроводность электродного материала по изобретению.
Известно, что сплавы на основе Ni-Fe хорошо подходят для применения в качестве анода при высоких температурах, например, при температурах электролиза расплава.
Массовая доля железа в металлической сердцевине от 15% до 60% особенно хорошо подходит для того, чтобы металлическая сердцевина могла снабжать железом металлокерамический материал.
Действительно, в ходе электролиза металлокерамический материал может терять железо, если на поверхности анода возникает коррозия. В электродном материале по изобретению эта потеря железа металлокерамическим материалом компенсируется тем, что железо будет мигрировать из металлической сердцевины в металлокерамический материал, в частности, за счет катионных дефектов в структурах оксидов, которые содержатся в упомянутом металлокерамическом материале (вследствие явлений окисления). В таком случае железо из металлической сердцевины будет входить в оксидную фазу феррита никеля в металлокерамическом материале и, таким образом, обеспечивать сохранение состава этой фазы и, следовательно, коррозионную стойкость и электропроводность упомянутой оксидной фазы феррита никеля. Другими словами, благодаря такому снабжению железо из металлической сердцевины сохраняет зону «химического буфера», которую составляет металлокерамический материал.
Таким образом, железо металлической сердцевины существенно для регенерации металлокерамического материала.
Кроме того, нижняя граница в 15% и верхняя граница в 60% массовой доли железа в металлической сердцевине были выбраны, чтобы предотвратить деградацию:
- металлической сердцевины при миграции железа из металлической сердцевины,
- металлокерамического материала при изготовлении электродного материала (то есть, чтобы избежать слишком сильной реакции типа окислительно-восстановительной реакции на этапе спекания в процессе получения) и/или в ходе электролиза, в результате чего состав металлокерамического материала не мог бы больше обеспечивать описанные выше технические характеристики.
Если железо будет слишком быстро мигрировать наружу из металлической сердцевины, это может привести к неоднородностям и даже к зонам, лишенным железа, в сплаве Ni-Fe металлической сердцевины. Миграция железа происходит в первую очередь на границах зерен металлической сердцевины. Это приводит к нарушению связности зерен на больших промежутках времени, позволяя образоваться зонам, сильно обеденным железом.
Поэтому важно правильно отрегулировать поток железа, чтобы:
- не допустить слишком быстрого обеднения металлической сердцевины железом, что могло бы создавать такие обедненные железом зоны, ослабляющие металлическую сердцевину, а, следовательно, и весь анод, и
- регенерировать металлокерамический материал в ходе электролиза.
Таким образом, помимо надлежащего выбора количества железа в металлической сердцевине, необходимо также оптимизировать количество содержащегося в нем никеля.
Никель придает жаропрочность сплаву Ni-Fe (то есть сохранение механической прочности при высокой температуре) и стойкость к окислению. Действительно, стойкость к окислению металлической сердцевины повышается с содержанием никеля.
Оказывается, что массовая доля никеля в диапазоне от 40% до 85% особенно выгодна и идеально соответствует вышеуказанному интервалу массовой доли железа, чтобы:
- предотвратить чрезмерное обеднение железом металлической сердцевины электродного материала по изобретению со временем, что привело бы к высокой концентрации никеля на поверхности металлической сердцевины, а значит, и к образованию NiO или же NiF2 в присутствии кислорода и фтора. Однако NiO и NiF2 являются плохими проводниками;
- оптимально отрегулировать поток железа из металлической сердцевины, чтобы снабжать металлокерамический материал этим металлом, принимая во внимание, что если никеля не будет хватать, возникнет опасность, что железо очень быстро выйдет из металлической сердцевины. Однако, наоборот, если никеля будет слишком много, железо не будет больше в достаточной степени подпитывать металлокерамический материал, чтобы восстановить в нем содержание железа.
Металлическая сердцевина электродного материала по изобретению обладает тем преимуществом, что она локально сохраняет восстановительный потенциал, противодействующий окислительному потенциалу металлокерамического материала со стороны криолитового расплава, причем упомянутый окислительный потенциал связан с реакцией электролиза в криолитовом расплаве, в который погружен инертный анод, изготовленный из электродного материала по изобретению.
Состав металлической сердцевины был тщательно подобран таким образом, чтобы избежать ухудшения металлической сердцевины электродного материала по изобретению в результате окисления и/или фторирования.
Другими словами, если электродный материал не включал бы в себя металлической сердцевины, содержащей железо, возникало бы внутреннее окисление, которое позволяло бы фтору диффундировать вплоть до изменения микроструктуры упомянутого материала, а также его электропроводящих свойств. Как следствие, если бы этот материал использовался в качестве инертного анода, он бы полностью разрушился в ходе электролиза.
Кроме того, металлическая сердцевина гарантирует хорошую механическую стабильность (то есть прочность) электродного материала по изобретению, которая подходит для манипуляций с ним в тех промышленных применениях, для которых он предназначен.
В одном варианте осуществления изобретения металлическая сердцевина электродного материала дополнительно содержит медь (Cu) в следующих массовых долях: 5% ≤ Cu ≤ 40%.
В этом варианте осуществления изобретения массовые доли в металлической сердцевине предпочтительно являются следующими:
- 40% ≤ Ni ≤ 70%;
- 20% ≤ Fe ≤ 45%;
- 7% ≤ Cu ≤ 20%.
Медь является более благородным металлом, чем никель, следовательно, она будет окисляться позже никеля. Таким образом, присутствие меди в составе металлической сердцевины способствует сохранению вышеуказанной зоны химического буфера в металлокерамическом материале.
Однако количество меди следует выбирать подходящим образом, чтобы оно не превышало 40%, с тем, чтобы предотвратить риск слишком быстрой диффузии меди из металлической сердцевины и, следовательно, из электродного материала. Действительно, медь может реагировать с глиноземом, растворенным в криолитовом расплаве, образуя алюминаты меди, которые хорошо растворяются в этом расплаве и, таким образом, загрязняют его.
В другом варианте осуществления изобретения металлическая сердцевина электродного материала дополнительно содержит по меньшей мере один металл A, причем упомянутый металл A выбран из хрома (Cr), кобальта (Co), марганца (Mn) и молибдена (Mo), и массовая доля металла A в металлической сердцевине следующая: 0,5% ≤ A ≤ 30%.
Когда металлическая сердцевина дополнительно содержит по меньшей мере один металл A, массовые доли элементов предпочтительно являются следующими:
- 40% ≤ Ni ≤ 80%;
- 15% ≤ Fe ≤ 40%;
- 0 ≤ Cu ≤ 20%;
- 0,5% ≤ A ≤ 15%.
Предпочтительно, когда металлом A является Mo, массовая доля Mo следующая: 0,5% ≤ Mo ≤ 10%.
Предпочтительно, когда металлом A является Cr или Mn, массовая доля Cr или Mn следующая: 5% ≤ Cr или Mn ≤ 15%.
Присутствие металла A в составе металлической сердцевины выгодно тем, он приводит к образованию слоев смешанных оксидов в упомянутой металлической сердцевине, что облегчает регулирование миграции железа из металлической сердцевины в металлокерамический материал. Однако, как пояснялось выше, регулирование потока железа внутри электродного материала по изобретению важно для оптимизации применения инертного анода, изготовленного из такого материала.
Если количество металла A в металлической сердцевине превышает 30%, возникает опасность образования растворимых фторидов или оксифторидов, которые могли бы загрязнять криолитовый расплав. Таким образом, количество металла A следует подбирать так, чтобы предотвратить образование растворимых фторидов и оксифторидов.
В другом варианте осуществления изобретения металлическая сердцевина дополнительно содержит по меньшей мере один металл M', выбранный из тех же металлов M, что и перечисленные выше при описании состава оксидной фазы феррита никеля в металлокерамическом материале, а именно, упомянутый металл M' выбран из алюминия (Al), кобальта (Co), хрома (Cr), марганца (Mn), титана (Ti), циркония (Zr), олова (Sn), ванадия (V), ниобия (Nb), тантала (Ta) и гафния (Hf), или является сочетанием этих металлов, причем массовая доля металла M' в металлической сердцевине следующая: 0,5% ≤ M' ≤ 10%.
Предпочтительно, когда металлическая сердцевина дополнительно содержит по меньшей мере один металл M', массовые доли являются следующими:
- 40% ≤ Ni ≤ 80%;
- 15% ≤ Fe ≤ 40%;
- 0 ≤ Cu ≤ 20%;
- 0 ≤ A ≤ 20%;
- 0,5% ≤ M' ≤ 5%.
Присутствие металла M' в составе металлической сердцевины обладает преимуществом возможности снабжения этим металлом M' оксидной фазы феррита никеля, которая может потерять в ходе электролиза часть вышеописанных металлов M, входящих в ее состав. Другими словами, металл M' может мигрировать из металлической сердцевины в металлокерамический материал, компенсируя потери металла M оксидной фазой феррита никеля. Эта регенерация оксидной фазы феррита никеля в ходе электролиза улучшает стойкость металлокерамического материала к высокотемпературному окислению.
Выгодным образом, металлическая сердцевина содержит по меньшей мере один металл M', который идентичен металлу M оксидной фазы феррита в металлокерамическом материале.
В высшей степени выгодно, чтобы металл или металлы M' металлической сердцевины были идентичны металлу или металлам M оксидной фазы феррита никеля в металлокерамическом материале.
Так, в этом варианте осуществления наличие металла M' в составе металлической сердцевины выгодно тем, что позволяет повторно снабжать этим металлом оксидную фазу феррита никеля, которая может терять в ходе электролиза часть этого металла, входящего в ее состав. Другими словами, в ходе электролиза металл M', присутствующий изначально в составе металлической сердцевины, будет переноситься в оксидную фазу феррита никеля в металлокерамическом материале, компенсируя потери металла M, содержащегося в упомянутой оксидной фазе феррита никеля. Как пояснялось выше, регенерация в ходе электролиза оксидной фазы феррита никеля улучшает стойкость металлокерамического материала к высокотемпературному окислению.
Как и для металла A, количество металла M' следует выбирать надлежащим образом, чтобы не допустить риска образования фторидов или оксифторидов, растворимых в криолитовом расплаве. Поэтому, чтобы избежать проблем с образованием фторидов или оксифторидов, массовая доля металла M' не должна превышать 10%.
В связи с соответствующими списками металлов A и M', приведенными выше, следует отметить, что кобальт (Co), хром (Cr) и марганец (Mn) могут одновременно быть частью обоих металлов A и M'.
Действительно, в зависимости от их количества в металлической сердцевине и в зависимости от начального состава оксидной фазы феррита никеля в металлокерамическом материале, металлы Co, Cr и Mn могут:
- приводить к образованию слоев смешанных оксидов в металлической сердцевине, то есть играть роль вышеописанных металлов A,
и/или
- снабжать или пополнять оксидную фазу феррита никеля металлом M', то выполнять функцию вышеописанных металлов M'.
В одном варианте осуществления изобретения металлическая сердцевина может дополнительно содержать по меньшей мере один редкоземельный элемент, предпочтительно редкоземельный элемент, выбранный из иттрия (Y), церия (Ce), лантана (La) и неодима (Nd). Редкоземельный элемент может составлять до 5% от массы металлической сердцевины. Более предпочтительно, массовая доля редкоземельного элемента меньше или равна 3%.
Редкоземельные элементы, присутствующие в металлической сердцевине электродного материала по изобретению, способствуют повышению стойкости к окислению сплава Ni-Fe.
Ниже будут более подробно описаны технические характеристики металлокерамического материала, содержащегося в электродном материале по изобретению.
Благодаря выбору состава металлокерамического материала так, как подробно описано выше, упомянутый металлокерамический материал оказывается особенно стоек к коррозии в условиях поляризации.
Кроме того, металлокерамический материал защищает металлическую сердцевину и, благодаря этой защите, способствует сохранению электропроводности электродного материала по изобретению. Действительно, в электродном материале по изобретению электропроводность анода обеспечивается в значительной части металлической сердцевиной, содержащейся в упомянутом электродном материале.
Кроме того, описанный выше состав металлокерамического материала тщательно подобран так, чтобы избежать проблем с деградацией этого материала по границам зерен и просачивания криолитового расплава в металлическую сердцевину, а также чтобы сохранить хорошую электропроводность (а именно, выше 80 Сименс на см (См/см)).
Предпочтительно, толщина металлокерамического материала, образующего наружный слой электродного материала по изобретению (и по меньшей мере покрывающего металлическую сердцевину), больше или равна 1 мм, более предпочтительно составляет от 2 до 8 мм. Такая толщина выгодна тем, что она придает металлокерамическому материалу уже упоминавшуюся выше функцию химического буфера, то есть функцию защиты металлической сердцевины, в сочетании с хорошей коррозионной стойкостью, а также подходящей электропроводностью в течение срока службы инертного анода.
Таким образом, в электродном материале по изобретению металлокерамический материал является не просто слоем покрытия металлической сердцевины, но представляет собой существенный элемент этого электродного материала и имеет определенную толщину для оптимизации его различных функций.
Поэтому металлокерамический материал должен быть достаточно толстым, чтобы:
1) демонстрировать эффективную способность удержания: то есть, с одной стороны, сохранять железо внутри электродного материала, а, с другой стороны, препятствовать кислороду или фтору, присутствующим в криолитовом расплаве, повреждать металлическую сердцевину,
2) сохраняться в том же состоянии в ходе применения электродного материала, например, при его использовании в качестве инертного анода для получения алюминия.
Другими словами, толщина металлокерамического материала должна быть такой, чтобы его медленное (но неизбежное) растворение со временем принципиально не изменяло указанные выше свойства, то есть, в частности, замедление и ограничение просачивания криолитового расплава в металлическую сердцевину.
Кроме того, металлокерамический материал является также относительно тонкодисперсным, чтобы он мог бы регенерироваться по железу однородным образом по всей своей толщине, обеспечивая оптимальное применение инертного анода, изготовленного из электродного материала по изобретению, а именно в процессе получения алюминия.
Различные компоненты металлокерамического материала и их соответствующие количества были подобраны надлежащим образом для того, чтобы металлокерамический материал и, следовательно, электродный материал по изобретению могли иметь преимущества, подробно описываемые ниже.
Нестехиометрический феррит никеля (то есть с атомным отношением железа к никелю больше 2) известен как один из оксидов, которые сочетают коррозионную стойкость в криолитовом расплаве и электропроводность, причем электропроводность является функцией упомянутого атомного отношения железа к никелю и варьируется от 10 до 100 См/см при 960°C.
Поэтому состав оксидной фазы феррита никеля, выбранный в рамках изобретения и описанный выше, обеспечивает хороший компромисс между электропроводностью и коррозионной стойкостью.
Выбранный таким образом и подробно описанный выше состав электродного материала особенно хорошо подходит для того, чтобы не допустить изменения состава оксидной фазы феррита никеля при применении инертного анода, и близок к составу NiFe2O4 (то есть к плохо проводящему составу). Действительно, в процессе электролиза расплава на поверхности инертного анода железо покидает оксидную фазу феррита никеля в результате окисления ионов Fe2+ до Fe3+ и может привести к образованию Fe2O3 или алюмината железа, или же фторидов железа, которые растворяются в криолитовом расплаве. Миграция железа из металлической сердцевины в металлокерамический материал ведет к устранению потери железа в оксидной фазе феррита никеля.
Оксидная фаза феррита никеля в металлокерамическом материале имеет шпинельную структуру. Под шпинельной структурой понимается кристаллическая структура с составом типа AB2O4, где A означает катион в тетраэдрической позиции (окруженный 4 атомами кислорода), а B означают два катиона в октаэдрических позициях (окруженных 6 атомами кислорода). Этот тип компактной кубической структуры особенно выгоден в агрессивных условиях, таких как криолитовый расплав для получения алюминия.
Железо оксидной фазы феррита никеля обеспечивает электрическую проводимость феррита никеля в результате перескоков электронов между ионами Fe2+ и Fe3+ в октаэдрических позициях шпинельной структуры.
Кроме того, в условиях электролиза оксидная фаза феррита никеля в выбранном металлокерамическом материале ведет к образованию на поверхности металлокерамического материала слоя феррита никеля, являющегося адгезионным и связным.
Действительно, когда инертный анод погружают в криолитовый расплав, оксидная фаза феррита никеля имеет тенденцию немного растворяться, так что на поверхности металлокерамического материала образуется слой алюмината (NiAl2O4), который очень слабо растворим в криолитовом расплаве. Наличие слоя алюмината замедляет внедрение присутствующих в криолитовом расплаве кислорода и фтора в металлокерамический материал и, следовательно, снижает скорость окисления упомянутого металлокерамического материала и, таким образом, способствует сохранению целостности электродного материала по изобретению.
Следует отметить, что вышеописанный состав феррита никеля (а именно, NixFeyMzO4, где 0,60 ≤ x ≤ 0,90, 1,90 ≤ y ≤ 2,40; 0,00 ≤ z ≤ 0,20), содержащегося в электродном материале по изобретению, особенно хорошо подходит для применения этого материала в качестве инертного анода для электролиза расплава.
Действительно, в ходе электролиза состав этой оксидной фазы феррита никеля в металлокерамическом материале будет немного меняться, в зависимости от того, о какой части упомянутой оксидной фазы феррита никеля идет речь:
1) вблизи криолитового расплава (другими словами, почти у поверхности инертного анода): x стремится к значению 0,9, что благоприятно для коррозионной стойкости оксидной фазы феррита никеля;
2) вблизи металлической сердцевины: x стремится к значению 0,6, что благоприятно для проводимости оксидной фазы феррита никеля;
3) в центральной части металлокерамического материала: значение x оксидной фазы феррита никеля составляет от 0,7 до 0,8, что особенно выгодно, так как это обеспечивает хороший компромисс между коррозионной стойкостью и проводимостью оксидной фазы феррита никеля и, следовательно, металлокерамического материала.
Проводимость и коррозионная стойкость оксидной фазы феррита никеля изменяются в зависимости от стехиометрии упомянутой оксидной фазы феррита никеля, а именно, для значений x в интервале от 0,6 до 1:
- проводимость снижается, становясь почти нулевой, когда x равно 1,
- тогда как коррозионная стойкость, наоборот, имеет тенденцию повышаться с увеличением x.
Поэтому важно достичь химического равновесия этой оксидной фазы феррита никеля, что является хорошим компромиссом, при котором электропроводность и коррозионная стойкость удовлетворительны. Как пояснялось выше, оксидная фаза феррита никеля в таком случае выполняет функцию химического буфера.
Центральная часть металлокерамического материала представляет собой активную зону упомянутого металлокерамического материала, то есть она требует условий локального равновесия металлокерамического материала, которые должны тормозить и обусловливать вышеописанный массоперенос.
Кроме того, массовая доля оксидной фазы феррита никеля в металлокерамическом материале в интервале от 45% до 80% особенно хорошо подходит для того, чтобы эта фаза была перколяционной, то есть, чтобы она полностью окружала зерна металлической фазы металлокерамического материала. Таким образом, эта оксидная фаза феррита никеля способствует замедлению окисления металлической фазы металлокерамического материала и, следовательно, электродного материала по изобретению.
Предпочтительно, оксидная фаза феррита никеля в металлокерамическом материале составляет от 60% до 80% от массы металлокерамического материала.
Предпочтительно, оксидная фаза феррита никеля в металлокерамическом материале имеет состав NixFeyMzO4, где 0,70 ≤ x ≤ 0,85, 2,00 ≤ y ≤ 2,20; 0,00 ≤ z ≤ 0,10.
Ниже более подробно описывается выбор металла M, содержащегося в оксидной фазе феррита никеля в металлокерамическом материале.
Если металл M является алюминием или хромом, это обладает преимуществом уменьшения или замедления растворения оксидной фазы феррита никеля в криолитовом расплаве. Количество алюминия или хрома следует выбирать подходящим образом так, чтобы предотвратить введение этим элементом неоднородностей в состав оксидов металлокерамического материала в случае получения материала анода методом порошковой металлургии, учитывая, что этот элемент плохо диффундирует в ходе спекания при получении металлокерамического материала.
Другие допустимые металлы M, например, имеющие валентность 2+/3+ (такие как Co, Mn), валентность 4+ (такие как Ti, Zr, Sn, V, Nb, Hf) или валентность 5+ (такие как Ta) обладают тем преимуществом, что они повышают электропроводность оксидной фазы феррита никеля.
Содержащаяся в металлокерамическом материале металлическая фаза, содержащая по меньшей мере один сплав Ni-Cu, вносит вклад в:
- электропроводность «исходного» металлокерамического материала (то есть металлокерамического материала в том виде, в каком он присутствует перед началом применения инертного анода), и
- сохранение электропроводности металлокерамического материала, когда он изменяется в ходе электролиза, как это пояснялось выше.
Эта металлическая фаза, содержащая по меньшей мере один сплав Ni-Cu, предпочтительно является тонкодисперсной (то есть размер частиц этой металлической фазы составляет в среднем от примерно 10 мкм до 50 мкм) и равномерно распределенной в оксидной фазе феррита никеля.
Получение такого тонкодисперсного и гомогенного распределения металлической фазы, содержащей по меньшей мере один сплав Ni-Cu, в оксидной фазе феррита никеля вполне по силам специалисту, владеющему методами порошковой металлургии.
Другими словами, эта металлическая фаза, содержащая по меньшей мере один сплав Ni-Cu, предпочтительно окружена оксидной фазой феррита никеля, что при поляризации позволяет предотвратить ее быстрое окисление и, таким образом, образование соединений, растворимых в криолитовом расплаве, таких как NiO, который, кроме того, хуже проводит электричество.
Таким образом, тонкодисперсное и однородное распределение сплава Ni-Cu в оксидной фазе феррита никеля обладает тем преимуществом, что сохраняются восстановительные условия, которые противостоят окислительным условиям криолитового расплава.
Массовая доля металлической фазы (причем упомянутая металлическая фаза содержит по меньшей мере один сплав Ni-Cu) в металлокерамическом материале, составляющая от 15% до 45%, хорошо подходит для поддержания восстановительного потенциала, что позволяет длительное сосуществование этих разных фаз металлокерамического материала.
Предпочтительно, упомянутая металлическая фаза, содержащая по меньшей мере один сплав Ni-Cu, составляет от 25% до 35% от массы металлокерамического материала.
Предпочтительно, чтобы в сплаве Ni-Cu, который содержится в по меньшей мере упомянутой металлической фазе металлокерамического материала, массовые доли Ni и Cu были следующими: 20% ≤ Ni ≤ 90% и 10% ≤ Cu ≤ 80%, а более предпочтительно 50% ≤ Ni ≤ 90% и 10% ≤ Cu ≤ 50%.
Никель из сплава Ni-Cu металлической фазы будет окисляться первым и, таким образом, защищать медь этой фазы от окисления. Окисление этой металлической фазы, содержащей по меньшей мере один сплав Ni-Cu, который богат никелем, вызывает образование фазы NiO или внедрение никеля в оксидную фазу феррита никеля, что фиксирует ее локально, тогда как в противном случае, если окисляется медь, она будет быстро диффундировать, чего, конечно, необходимо избегать.
Это доказывает, почему в металлической фазе металлокерамического материала, содержащей по меньшей мере сплав Ni-Cu, выгодно, чтобы никель был основным компонентом, для того чтобы он окислялся в течение длительных промежутков времени, сопоставимых со сроком службы инертного анода, использующегося при получении алюминия. Таким образом, это предотвращает окисление меди из этой металлической фазы Ni-Cu, что имело бы указанные выше недостатки.
Следует отметить, что никель очень слабо растворяется в криолитовом расплаве, богатом глиноземом. Никель, присутствующий на поверхности металлокерамического материала (и, следовательно, на поверхности электродного материала по изобретению), соединяется с глиноземом из криолитового расплава и тем самым образует при осаждении очень слабо растворимый алюминат никеля NixFeyAl3-x-yO4. Наличие образовавшейся таким образом фазы алюмината никеля способствует ограничению вхождения фтора и кислорода в электродный материал.
Таким образом, медь (благородный элемент) металлической фазы Ni-Cu будет оставаться в металлокерамическом материале в течение длительных промежутков времени. Это обладает тем преимуществом, что создаются восстановительные условия, которые позволяют сохранить состав оксидной фазы феррита никеля и, следовательно, позволяют извлечь пользу от того надлежащего компромисса между коррозионной стойкостью в криолитовом расплаве и электропроводностью, какой уже упоминался выше и какой должен соблюдаться для оптимизации применения инертного анода при получении алюминия.
Массовая доля меди в сплаве Ni-Cu металлической фазы металлокерамического материала в интервале от 10% до 80%, а предпочтительно от 10% до 50%, особенно хорошо подходит для того, чтобы медь могла присутствовать в продолжение всего электролиза, причем в достаточно низком количестве, чтобы избежать выпотевания, когда анод получают методом порошковой металлургии, учитывая, что температура спекания, применяемая для получения инертного анода, выше температуры плавления меди.
При уравновешивании фаз металлокерамического материала в процессе изготовления инертного анода и/или в процессе электролиза металлическая фаза металлокерамического материала, которая содержит по меньшей мере один сплав Ni-Cu, может дополнительно содержать небольшое количество железа, например, с массовой долей от 1% до 2% от полной массы этой металлической фазы. Однако предпочтительно не вводить изначально железо в виде металла в качестве исходного компонента, используемого для получения металлокерамического материала, чтобы предотвратить его окисление при получении электродного материала и/или при электролизе, что привело бы к его растворению в криолитовом расплаве и, как следствие, к образованию пор в электродном материале.
В одном варианте осуществления изобретения металлическая фаза металлокерамического материала дополнительно содержит золото (Au) и/или серебро (Ag), при этом массовая доля этих металлов Au и/или Ag не превышает 5% от массы упомянутой металлической фазы металлокерамического материала. Предпочтительно, упомянутая массовая доля металлов Au и/или Ag составляет от 2% до 3% от массы упомянутой металлической фазы металлокерамического материала.
Согласно одному варианту осуществления изобретения, металлокерамический материал дополнительно содержит моноксидную фазу с составом Nix'Fe1-x'O, где 0,70 ≤ x' ≤ 1,00, предпочтительно 0,75 ≤ x' < 0,85. Массовая доля этой моноксидной фазы в расчете на массу металлокерамического материала предпочтительно составляет менее 10%.
Таким образом, когда в рамках настоящего изобретения, если x' равно 1, то упомянутая моноксидная фаза, которая может содержаться в металлокерамическом материале, представляет собой NiO (то есть монооксид никеля).
Эта моноксидная фаза металлокерамического материала позволяет также избежать, вследствие окисления феррита никеля, образования Fe2O3, который очень хорошо растворим в криолитовом расплаве.
Кроме того, когда инертный анод изготавливают методами порошковой металлургии, если используют NiO в качестве исходного компонента в составе металлокерамического материала в ходе получения электродного материала по изобретению, то выгодно подбирать его используемое количество таким образом, чтобы эта моноксидная фаза, которая, напомним, может присутствовать в металлокерамическом материале, способствовала повышению плотности электродного материала.
Кроме того, вышеописанная моноксидная фаза может содержать железо, которое может происходить, например, из феррита, используемого в ходе спекания при получении металлокерамического материала. Присутствие железа приводит главным образом к химическим взаимодействиям между различными фазами металлокерамического материала в электродном материале по изобретению при его получении.
Следует отметить, что монооксид никеля (NiO) может образовываться в металлокерамическом материале в результате внутреннего окисления в ходе электролиза при получении алюминия, так как металлокерамический материал содержит по меньшей мере одну оксидную фазу феррита никеля и металлическую фазу, содержащую по меньшей мере один сплав Ni-Cu, как было описано выше. Монооксид никеля намного хуже проводит электричество (1-2 См/см при 960°C), чем оксидная фаза феррита никеля, поэтому следует ограничить его количество.
Другими словами, в ходе электролиза металлокерамический материал может содержать NiO, даже если этот монооксид не входил в состав исходных компонентов, использованных для получения металлокерамического материала (то есть, даже если NiO не присутствовал в исходном составе металлокерамического материала электродного материала по изобретению).
В одном варианте осуществления изобретения металлокерамический материал дополнительно содержит по меньшей мере одну фазу оксида редкоземельного элемента. Оксид редкоземельного элемента этой фазы предпочтительно выбран из Y2O3, CeO2, La2O3 и Nd2O3. Эта фаза оксидов редкоземельных элементов может составлять максимум до 5% от массы металлокерамического материала. Предпочтительно, массовая доля этой фазы оксида(ов) редкоземельного элемента меньше или равна 3% от массы металлокерамического материала.
Присутствие фазы оксида редкоземельного элемента в составе металлокерамического материала способствует повышению качества границ зерен. Кроме того, эта фаза оксида редкоземельного элемента блокирует фтор из криолитового расплава, образуя фториды, и, таким образом, предотвращает внедрение фтора внутрь инертного анода в ходе электролиза, что вызывало бы его деградацию.
Электродный материал по настоящему изобретению может также содержать один или несколько согласующих слоев, называемых также «промежуточными слоями», которые располагаются между металлической сердцевиной и металлокерамическим материалом.
Другими словами, в этом варианте осуществления изобретения металлическая сердцевина электродного материала покрыта промежуточным(и) слоем(ями), а также металлокерамическим материалом. И, как объяснялось выше, металлокерамический материал образует наружный слой электродного материала, предназначенный находиться в контакте с криолитовым расплавом, а именно, когда инертный анод, изготовленный из упомянутого электродного материала, погружен в криолитовый расплав в ходе электролиза.
Действительно, выгодно, чтобы электродный материал по изобретению содержал между металлической сердцевиной и металлокерамическим материалом по меньшей мере один промежуточный слой.
Предпочтительно, промежуточный слой содержит по меньшей мере никель и является преимущественно металлическим.
Так, в одном варианте осуществления изобретения электродный материал дополнительно содержит по меньшей мере один промежуточный слой, расположенный между металлической сердцевиной и металлокерамическим материалом, причем упомянутый промежуточный слой содержит по меньшей мере никель и является преимущественно металлическим.
Промежуточный слой помогает «согласовать» механические напряжения, вызванные различием коэффициентов теплого расширения металлической сердцевины и металлокерамического материала, содержащихся в электродном материале по изобретению.
Кроме того, промежуточный слой облегчает сохранение состава вышеописанной оксидной фазы феррита никеля в металлокерамическом материале. Действительно, промежуточный слой будет регулировать перенос железа из металлической сердцевины к металлокерамическому материалу, в частности, потому что он содержит никель, который ограничивает миграцию железа.
Толщина промежуточного слоя может составлять от сотни микрон до примерно миллиметра.
В одном варианте осуществления промежуточный слой является слоем никеля толщиной от 200 до 300 мкм, который, например, был нанесен методом электроосаждения на металлическую сердцевину электродного материала по изобретению.
Согласно другому варианту изобретения, этот промежуточный слой является слоем металлокерамического материала (то есть материала, содержащего по меньшей мере одну керамическую фазу и по меньшей мере одну металлическую фазу), который содержит, по объему, более 50% металлической фазы, включающей по меньшей мере никель. Например, эта металлическая фаза является сплавом Ni-Cu.
Промежуточный слой может действовать вместе с металлокерамическим материалом в его функции «буферной зоны», подробно рассмотренной выше. Поэтому, когда электродный материал по изобретению содержит по меньшей мере один промежуточный слой, суммарная толщина металлокерамического материала и промежуточного слоя предпочтительно больше или равна 1 мм, причем упомянутый металлокерамический материал имеет толщину по меньшей мере 0,5 мм.
Составы различных фаз электродного материала можно рассчитать с помощью компьютерной программы по термодинамике и подтвердить экспериментально путем измерений на микрозонде Кастена (электронно-зондовый микроанализатор) или методом дисперсионной рентгеновской спектрометрии (EDX, Energy Dispersive X-ray spectrometry) на снимках, полученных в сканирующем электронном микроскопе (сокращенно СЭМ).
Объектом изобретения является также способ получения вышеописанного электродного материала по изобретению.
Способ получения вышеописанного электродного материала включает в себя по меньшей мере следующие этапы:
- приготавливают металлическую сердцевину описанного выше электродного материала, например, способом, выбранным из литья, формовки (предпочтительно, формовка по выплавляемым моделям или литье в песчаные формы), или методом горячей обработки давлением, таким как прокатка, прессование, или же методом порошковой металлургии;
- необязательно, осуществляют нанесение на металлическую сердцевину по меньшей мере одного промежуточного слоя, такого как описанный выше;
- осуществляют нанесение на металлическую сердцевину, а при его наличии – на последний нанесенный промежуточный слой, вышеописанного металлокерамического материала,
причем упомянутое нанесение может быть осуществлено способом, выбранным из:
• методов напыления, например:
▪ плазменное напыление,
▪ сверхзвуковое газопламенное напыление (HVOF, акроним от "High Velocity Oxy-Fuel"),
▪ сверхзвуковое газопламенное напыление под высоким давлением (HPVOF, акроним от "High-Pressure High Velocity Oxi-Fuel"),
▪ сверхзвуковое газовоздушное напыление (HVAF, акроним от "High Velocity Air Fuel"),
▪ детонационная пушка,
▪ холодное газодинамическое напыление,
• или методов порошковой металлургии.
Под методом порошковой металлургии понимают способ, который включает в себя последовательность этапов одноосного или изостатического сжатия (в холодном состоянии или при нагреве) смеси порошков, после которых проводят термическую обработку (спекание) в контролируемой атмосфере.
Нанесение промежуточного слоя можно осуществить любым методом нанесения, хорошо известным специалисту. Например, можно назвать окунание, распыление, окрашивание, нанесение кистью, напыление (в частности, любыми методами термонапыления, которые были подробно описаны выше в связи с нанесением металлокерамического материала), электроосаждение, химическое осаждение из паровой фазы, физическое осаждение из паровой фазы. Приведенный список методов нанесения промежуточного слоя никоим образом не является ограничительным. Можно предусмотреть любой эквивалентный метод, хорошо известный специалисту.
Предпочтительно, перед нанесением металлокерамического материала или, при необходимости, первого промежуточного слоя проводят предварительную обработку (например, дробеструйную или пескоструйную обработку) поверхности металлической сердцевины, чтобы устранить возможные примеси, например, примеси, возникшие после процесса литья, и чтобы повысить адгезию будущего покрытия (то есть слоя металлокерамического материала или первого промежуточного слоя).
В одном возможном варианте осуществления изобретения металлическую сердцевину, возможные промежуточные слои и металлокерамический материал получают путем совместного спекания или путем аддитивного производства.
Для получения электродного материала по изобретению можно также прибегнуть к лазерным методам (например, лазерная сварка или лазерное спекание).
Разумеется, способ получения электродного материала должен адаптироваться в соответствии с применением упомянутого материала, например, если он используется в качестве инертного анода в криолитовом расплаве в процессе получения алюминия.
В частности, выбор формы, размеров, состава металлической сердцевины, а также металлокерамического материала и его возможных промежуточных слоев следует проводить в зависимости от того применения, для которого предназначен электродный материал по изобретению.
Получение металлической сердцевины, а также метод нанесения возможных промежуточных слоев и металлокерамического материала вполне доступны специалисту, так как при этом применяются хорошо известные ему методы.
Кроме того, следует отметить, что разные методы, упоминавшиеся выше как для получения металлической сердцевины, так и для нанесения возможных промежуточных слоев и металлокерамического материала, могут применяться по отдельности или в сочетании.
Важно, чтобы после получения электродного материала по изобретению наружная поверхность упомянутого электродного материала была однородно покрыта плотным (то есть предпочтительно имеющим пористость, меньшую или равную 5%) и адгезивным слоем металлокерамического материала, такого как описанный выше.
Объектом изобретения является также инертный анод, изготовленный из описанного выше электродного материала по изобретению.
Инертный анод, изготовленный из электродного материала по изобретению, особенно хорошо подходит для применения при получении алюминия, например, способом электролиза расплава.
Более точно, инертный анод по изобретению разработан так, чтобы выдерживать нахождение в криолитовых расплавах, традиционно применяющихся в области производства алюминия, а именно, в криолитовых расплавах, которые могут иметь плотности тока в диапазоне от примерно 0,5 до примерно 1,2 А/см2 и температуру в диапазоне примерно от 880°C до 980°C.
Действительно, инертный анод имеет очень хорошую удельную проводимость (выше 80 См/см) и высокую стойкость к коррозии в вышеописанных криолитовых расплавах.
Инертный анод по изобретению обладает тем преимуществом, что его срок службы превышает 10000 часов. Это особенно выгодно с промышленной точки зрения, из соображений как обслуживания, так и экономики.
Следует отметить, что инертный анод по изобретению имеет более длительный срок службы, чем у инертных анодов, выполненных исключительно из металлокерамического материала.
Настоящее изобретение относится также к электролизеру, который содержит по меньшей мере один инертный анод, такой как описанный выше.
Настоящее изобретение относится также к способу получения алюминия электролизом в вышеописанном электролизере.
Описание единственной фигуры
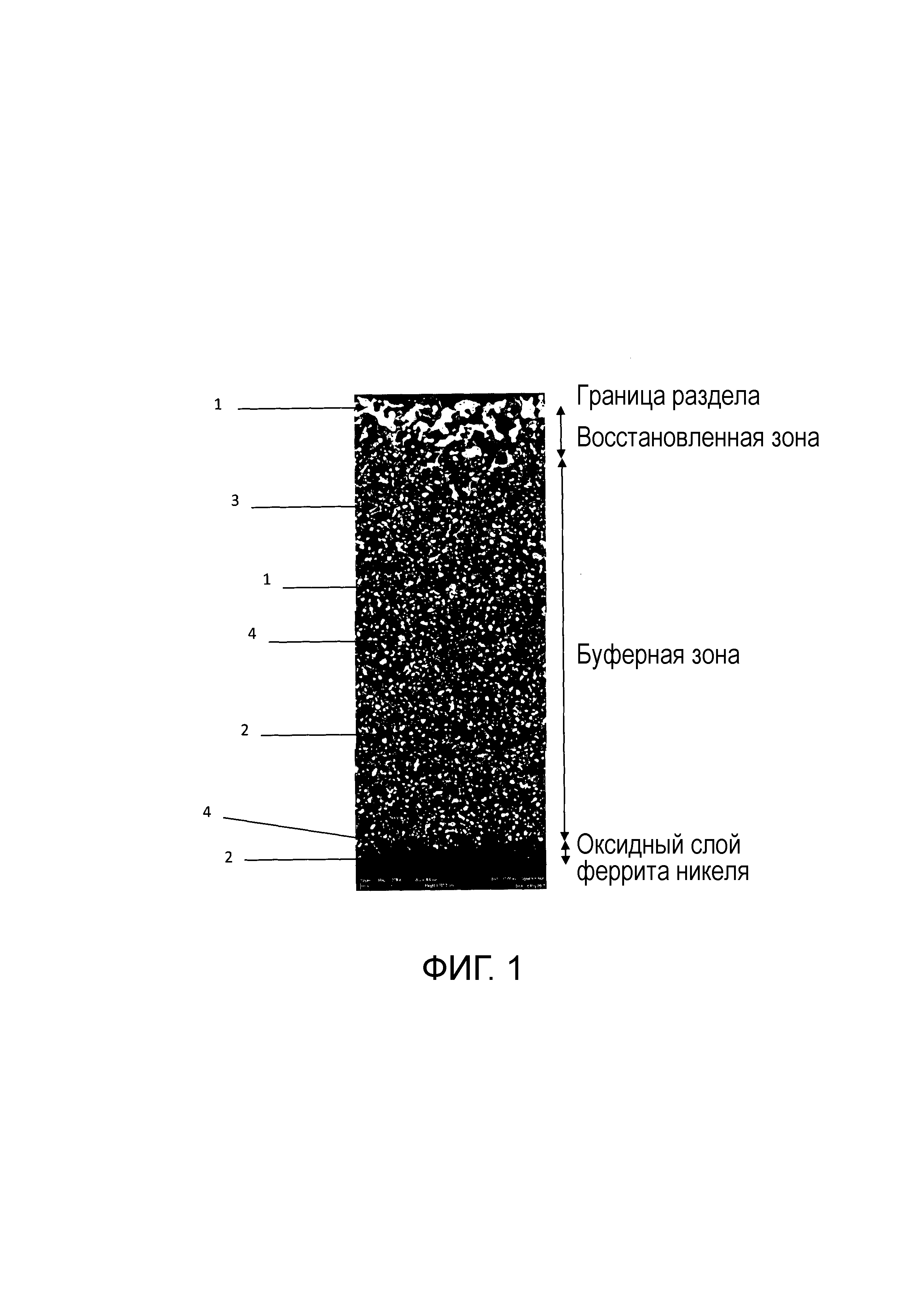
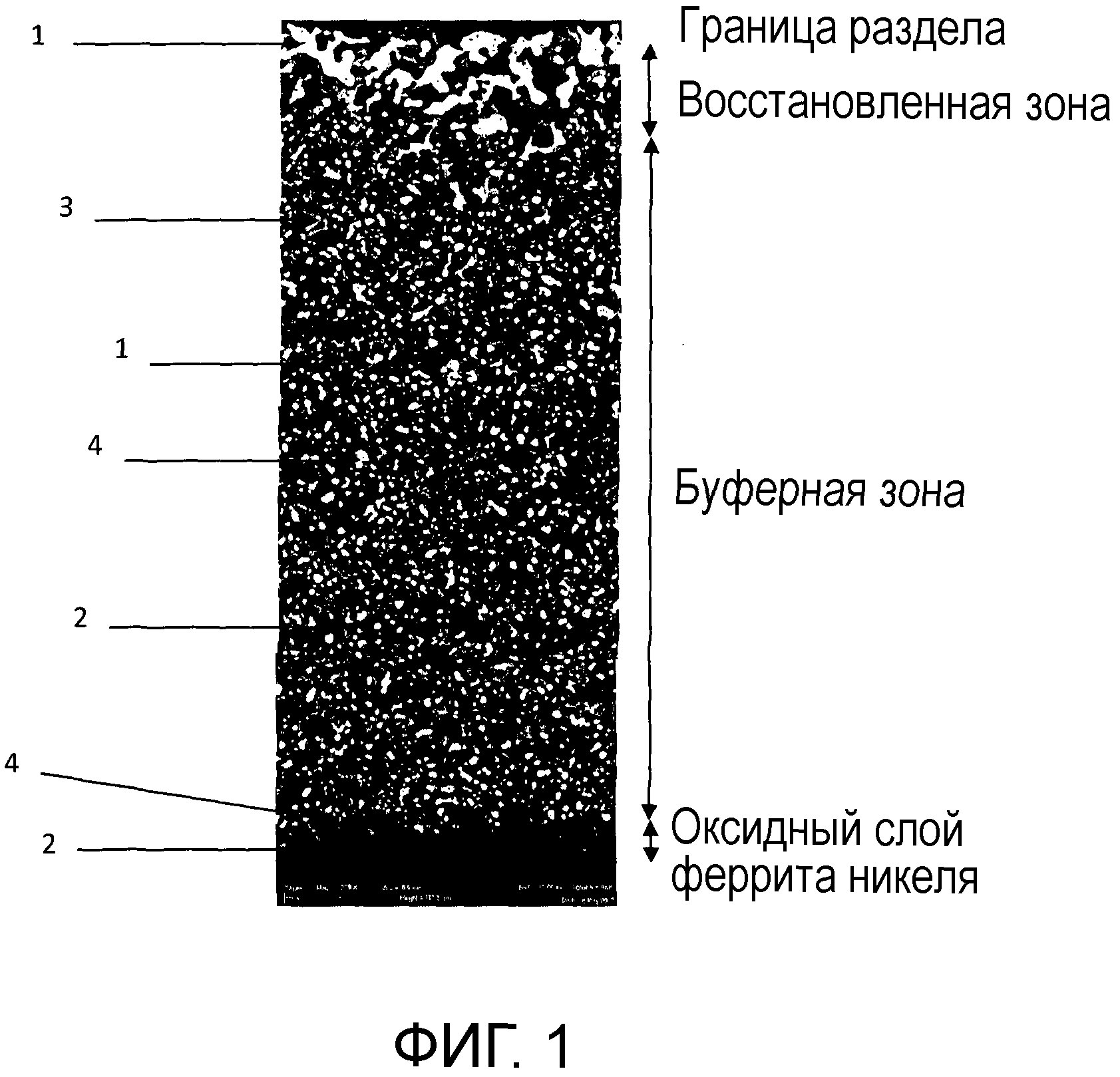
Фигура 1 показывает снимок части инертного анода из примера 3 по изобретению, полученный при изучении с помощью СЭМ с обратно-рассеянными электронами.
Экспериментальная часть
Ниже описываются примеры электродных материалов, как сравнительных по отношению к изобретению, так и по изобретению, а также их применение в качестве инертного анода в ходе электролиза.
Для всех описываемых ниже экспериментов условия электролиза были следующими: криолитовый расплав с криолитовым отношением, равным 2, причем криолитовое отношение означает отношение мольных долей NaF к AlF3, при насыщения Al2O3 и 5% CaF2, с температурой 960°C и с током 0,8 А/см2.
I - Сравнительные примеры
Пример A: 1-ый сравнительный пример анода
Изготовили анод, имеющий форму цилиндра диаметром 20 мм и образованный из металлокерамического материала, состоящего из оксидной фазы феррита никеля Ni0,9Fe2,3O4, то есть чистого феррита никеля.
Этот анод в течение 96 часов подвергали электролизу в описанных выше условиях.
После электролиза обнаружили, что анод деформировался и имел форму, близкую к форме игрушки "diabolo" (два подобия конусов, соединенных между собой вершинами), указывающую на то, что рабочей зоной этого анода была граница раздела между криолитовым расплавом и газовой атмосферой.
Эту деформацию анода можно объяснить тем, что чистый феррит никеля быстро окисляется и становится менее проводящим, чем криолитовый расплав.
Таким образом, из примера A выявилось, что чистый феррит никеля не является подходящим материалом для получения инертного анода, предназначенного для использования при электролизе расплава с целью получения алюминия.
Пример B: 2-ой сравнительный пример анода
Анод, образованный исключительно из металлокерамического материала, который содержал, в массовых процентах:
- 67% оксидной фазы феррита никеля с составом Ni0,77Fe2,19Al0,04O4;
- 2% фазы NiO;
- 2% Y2O3;
- 29% металлической фазы сплава Ni-Cu, содержащего 85% никеля и 15% меди в массовых процентах,
испытывали в течение 360 часов в описанных выше условиях электролиза.
Следует отметить, что в примере B металлокерамический материал этого анода соответствует вышеописанному металлокерамическому материалу, то есть металлокерамическому материалу, который может содержаться в электродном материале по изобретению.
После 360 часов при анализе методом сканирующей электронной микроскопии было выявлено, что в этом случае анод имел очень пористую микроструктуру.
Кроме того, на поверхности анода металлическая фаза полностью исчезла вплоть до глубины 2,9 мм.
На поверхности анода присутствовали только оксидные фазы феррита никеля и монооксида никеля, которые были распределены в виде суперпозиции параллельных друг другу слоев, простирающихся к поверхности анода.
Оксидный слой феррита никеля, ближайший к поверхности анода, имел следующий состав: NiFe2O4, то есть непроводящий состав.
По истечении некоторого времени анод из примера B больше не обладал достаточной электропроводностью. Действительно, этот анод не содержал средств регенерации железа (т.е. восполнения его количества) в оксидной фазе феррита никеля, постепенно исчезающего по мере электролиза.
Таким образом, из примера B выявлено, что анод, который содержит только вышеописанный металлокерамический материал, не является удовлетворительным для его применения в ходе электролиза с целью получения алюминия.
II - Примеры по изобретению
Для всех электродных материалов в нижеследующих примерах 1-5 по изобретению способ получения был следующим:
Получение металлокерамического материала, содержащегося в электродном материале по изобретению, осуществляли следующим образом:
1) Сначала готовили оксид железа-никеля (феррит) с составом NixFe3-xO4 с небольшим избытком NiO, проводя следующие этапы:
• приготовили смесь, содержавшую 65,8% порошка Fe2O3 и 34,2% порошка NiO;
• затем подвергли полученную таким образом смесь термообработке в течение 5 часов на воздухе при 1150°C с тем, чтобы получить порошок феррита никеля.
2) Затем, чтобы получить металлокерамический материал в виде порошка, смешивали порошок феррита никеля, полученный на этапе 1) выше, с порошками никеля, меди, глинозема и, необязательно, оксида иттрия (согласно составам, указанным в нижеприведенных примерах), и к этой смеси добавляли 1-5% органического связующего.
Затем для получения инертного анода осуществляли следующие этапы:
- напрессовывали полученный таким образом порошок металлокерамического материала на состав металлической сердцевины (упомянутый состав металлической сердцевины подробно описывается в каждом нижеследующем примере по изобретению);
- спекали (посредством термообработки) в контролируемой атмосфере до максимальной температуры от 1100°C до примерно 1350°C.
После спекания металлокерамический материал инертного анода содержал следующие фазы:
- оксидная фаза феррита никеля с составом Ni0,75Fe2,20Al0,05O4,
- моноксидная фаза с составом Ni0,85Fe0,15O,
- металлическая фаза сплава Ni-Cu, содержащая смесь 85% Ni и 15% Cu в массовых процентах,
- при необходимости, одна-две фазы оксида иттрия (в зависимости от составов, смотри ниже в примерах по изобретению).
Пример 1 : 1-ый пример анода по изобретению
Изготовили инертный анод из электродного материала по настоящему изобретению, содержавшего:
- металлическую сердцевину, содержавшую смесь никеля, железа и молибдена в следующих массовых долях: 80% никеля, 15% железа и 5% молибдена;
- металлокерамический материал толщиной 8 мм, причем упомянутый металлокерамический материал содержал, в массовых процентах:
• 67% оксидной фазы феррита никеля с составом Ni0,75Fe2,20Al0,05O4;
• 1,5% моноксидной фазы с составом Ni0,85Fe0,15O;
• 31% металлической фазы сплава Ni-Cu, содержащего смесь 85% никеля и 15% меди в массовых процентах;
• и 0,5% фазы Y2O3.
Следует отметить, что этот металлокерамический материал соответствует по типу металлокерамическому материалу анода из сравнительного примера B, то есть сравним с ним с точки зрения его физико-химических свойств.
После 96 часов электролиза в вышеописанных условиях на аноде по этому примеру 1 не было зафиксировано никаких повреждений от износа.
На поверхности анода присутствовал оксидный слой чистого феррита никеля.
Под этим слоем по-прежнему присутствуют три фазы металлокерамического материала (а именно, оксидная фаза феррита никеля, моноксидная фаза и металлическая фаза).
Эти результаты примера 1 сильно отличаются от результатов, полученных с анодом по примеру B (напомним, что это анод содержал только металлокерамический материал того же типа).
Таким образом, пример 1 демонстрирует эффективность электродного материала по изобретению. Действительно, из электродного материала по изобретению получают инертный анод, идеально подходящий для его применения при электролизе расплава для получения алюминия.
Кроме того, учитывая разные результаты, полученные для примера B и примера 1, пример 1 демонстрирует преимущество того, что электродный материал содержит не только металлокерамический материал, но и металлическую сердцевину.
Пример 2: 2-ой пример анода по изобретению
Изготовили анод внешним диаметром 34,4 мм из электродного материала по изобретению, содержавшего:
- металлическую сердцевину, содержавшую смесь никеля, железа и меди в следующих массовых долях: 65% никеля, 25% железа и 10% меди;
- металлокерамический материал, покрывающий на толщину 7 мм боковую стенку металлической сердцевины и на толщину 16 мм нижнюю стенку металлической сердцевины.
Упомянутый металлокерамический материал содержал, в массовых процентах:
• 66% оксидной фазы феррита никеля с составом Ni0,75Fe2,20Al0,05O4;
• 1,5% моноксидной фазы с составом Ni0,85Fe0,15O;
• 31% металлической фазы сплава Ni-Cu, содержащего смесь 85% никеля и 15% меди в массовых процентах;
• и 1,5% фазы Y2O3.
Как и для примера 1, следует отметить, что этот металлокерамический материал является металлокерамическим материалом того же типа, что и у анода по сравнительному примеру B.
Анод по примеру 2 подвергали электролизу в течение 96 часов в вышеописанных условиях электролиза.
Анод по примеру 2 демонстрировал стабильный потенциал в течение этих 96 часов испытания.
Кроме того, по истечении 96 часов электролиза установили, что анод остался неповрежденным. Кроме того, было установлено, что по-прежнему присутствовали три фазы металлокерамического материала (а именно, оксидная фаза феррита никеля, моноксидная фаза и металлическая фаза).
Эти результаты примера 2 сильно отличаются от результатов, полученных с анодом по примеру B (напомним, что этот анод содержал только металлокерамический материал того же типа).
Таким образом, пример 2 демонстрирует эффективность электродного материала по изобретению. Действительно, из электродного материала по изобретению получают инертный анод, идеально подходящий для его применения при электролизе расплава для получения алюминия.
Кроме того, учитывая разные результаты, полученные для примера B и примера 2, этот пример 2 демонстрирует преимущество того, что электродный материал содержит не только металлокерамический материал, но и металлическую сердцевину.
Другими словами, пример 2 свидетельствует о выгодных взаимодействиях между металлической сердцевиной и металлокерамическим материалом в электродном материале по изобретению.
Пример 3: 3-ий пример анода по изобретению
Изготовили третий анод по настоящему изобретению того же состава, что и у анода в примере 2, то есть он очень похож на него.
Точнее, анод по примеру 3 отличается от анода по примеру 2 только некоторыми различиями в размерах, а именно:
- толщина металлокерамического материала на боковой стенке металлической сердцевины составляла 8 мм;
- толщина металлокерамического материала на нижней стенке металлической сердцевины составляла 1,2 мм;
- наружный диаметр анода был 34,4 мм.
По истечении 96 часов электролиза металлокерамический материал по-прежнему присутствовал на аноде. Кроме того, не было установлено повреждений анода от износа.
Три исходные фазы металлокерамического материала (то есть оксидная фаза феррита никеля, моноксидная и металлическая фазы) по-прежнему присутствовали.
На поверхности анода образовался тонкий оксидный слой феррита никеля с составом Ni0,9Fe2,1O4, очень близким к составу чистого феррита никеля, и металлокерамический материал под этим тонким слоем имел следующий состав:
- оксидная фаза феррита никеля с составом Ni0,82Fe2,12Al0,05O4;
- моноксидная фаза с составом Ni0,8Fe0,2O.
Металлическая фаза металлокерамического материала всегда содержала никель и медь.
Что касается инертного анода из этого примера 3 по изобретению, на фигуре 1 показан снимок части этого инертного анода, сделанный при наблюдении с помощью СЭМ с обратно-рассеянными электронами после 96 часов электролиза и после покрытия смолой, резки и полировки. Точнее, сфотографированная часть представляла собой металлокерамический материал, содержавшийся в этом аноде.
Характеристики анализа методом СЭМ были следующими: микроснимок представлял собой зону размерами 460 микрон на 1,2 миллиметра на уровне нижней стенки анода.
На фотографии с фигуры 1 можно видеть разные фазы, присутствующие в металлокерамическом материале, а именно:
- металлическая фаза 1 сплава Ni-Cu (белые точки),
- оксидная фаза 2 феррита никеля NixFeyAlzO4 (темно-серые точки),
- моноксидная фаза 3 Nix'Fe1-x'O (светло-серые точки)
- и поры 4 (черные точки).
Кроме того, на фигуре 1 указаны разные разграничения:
«граница раздела»: граница раздела между металлокерамическим материалом и металлической сердцевиной инертного анода;
«восстановленная зона»: зона металлокерамического материала, находящаяся между средней частью металлокерамического материала и металлической сердцевиной инертного анода;
«буферная зона»: зона химического буфера в металлокерамическом материале, другими словами, средняя часть металлокерамического материала;
«оксидный слой феррита никеля»: наружная сторона металлокерамического материала, то есть слой металлокерамического материала, находившийся в контакте с криолитовым расплавом в ходе электролиза.
Обнаружено, что часть металлокерамического материала, которая находилась в контакте с криолитовым расплавом во время электролиза, превратилась в плотный тонкий слой феррита никеля толщиной около сорока микрон (темно-серый цвет точек на фигуре 1).
Часть металлокерамического материала в контакте с металлической сердцевиной инертного анода имеет значительную долю металла (точки белого цвета на фигуре 1), что свидетельствует о восстановлении металлокерамического материала металлической сердцевиной в ходе электролиза.
И, наконец, что касается важности «буферной зоны» на фигуре 1, выявилось, что большая часть металлокерамического материала была преобразована лишь незначительно: несмотря на наличие пор, три присутствующие фазы были всегда видны и, таким образом, по-прежнему присутствовали после 96 часов электролиза.
Пример 4: 4-ый пример анода по изобретению
Изготовили анод внешним диаметром 24,2 мм из электродного материала по изобретению, содержавшего:
- металлическую сердцевину, содержавшую смесь никеля, железа и меди в следующих массовых долях: 65% никеля, 25% железа и 10% меди;
- металлокерамический материал толщиной 2 мм.
Упомянутый металлокерамический материал содержал, в массовых процентах:
• 67% оксидной фазы феррита никеля с составом Ni0,75Fe2,20Al0,05O4;
• 1% моноксидной фазы с составом Ni0,85Fe0,15O;
• 32% металлической фазы сплава Ni-Cu, содержащего смесь 85% никеля и 15% меди в массовых процентах.
После 213 часов электролиза в вышеописанных условиях анод по примеру 4 оказался неповрежденным.
Пример 5 : 5-ый пример анода по изобретению
Изготовили пятый анод по настоящему изобретению с таким же составом, как и у анода в примере 4, то есть он очень похож на него.
Точнее, анод по примеру 5 отличается от анода по примеру 4 только некоторыми различиями в размерах, а именно:
- наружный диаметр анода составлял 34 мм;
- толщина металлокерамического материала составляла 8 мм.
После 404 часов электролиза в тех условиях, которые были описаны выше, обнаружили, что анод имел лишь незначительные повреждения от износа.
Кроме того, металлокерамический материал по-прежнему присутствовал на аноде и содержал три фазы (а именно, оксидную фазу феррита никеля, моноксидную фазу и металлическую фазу).
Эти результаты примера 5 сильно отличаются от результатов, полученных с анодом по примеру B (напомним, что этот анод содержал только металлокерамический материал того же типа).
Таким образом, пример 5 демонстрирует эффективность электродного материала по изобретению. Действительно, из электродного материала по изобретению получают инертный анод, идеально подходящий для его применения при электролизе расплава для получения алюминия.
Кроме того, учитывая разные результаты, полученные для примера B и примера 5, пример 5 демонстрирует преимущество того, что электродный материал содержит не только металлокерамический материал, но и металлическую сердцевину.
Многослойный катодный блок
Металлический анод выделения кислорода, работающий при высокой плотности тока, для электролизеров восстановления алюминия
Способ производства алюминия в электролизере
Способ производства тригидрата глинозема
Способ и система контроля работы установки для сушки углеродистых блоков
Способ регулирования печи для обжига анодов и печь, адаптированная для осуществления этого способа
Устройство потенциального псевдоожижения, предназначенное для транспортировки сыпучих материалов в сверхплотном слое
Снабженный канавками анод электролизера
Устройство для электрического соединения между двумя последовательными электролизерами серии электролизеров для получения алюминия
Устройство и способ очистки технологического раствора гравитационным осаждением

