Результат интеллектуальной деятельности: СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В ЧЕРНОВОЙ ГРУППЕ КЛЕТЕЙ НЕПРЕРЫВНОГО ПРОКАТНОГО СТАНА
Вид РИД
Изобретение
Изобретение относится к автоматизации прокатного производства и может быть использовано для обеспечения прокатки с минимальным натяжением или подпором проката в непрерывной подгруппе черновых клетей широкополосного стана горячей прокатки.
Известен способ автоматического регулирования натяжения проката с минимальным натяжением или подпором сортового металла, предусматривающий определение и запоминание тока электродвигателя предыдущей клети межклетевого промежутка, измерение тока этого же электродвигателя после захода металла в последующую клеть межклетевого промежутка, сравнение этих токов и коррекцию скорости предыдущей клети по сигналу, пропорциональному разности этих токов (способ реализуется устройством, см. а.с. №1397110, B21B 37/52).
Недостатком данного способа является то, что осуществляется контроль и регулирование натяжения только в одном межклетевом промежутке, в то время как возмущения, вызываемые колебаниями скорости клетей при их регулировании, оказывают существенное влияние на режим прокатки во всей группе клетей, т.е. в других межклетевых промежутках. Кроме того, способ не учитывает влияния на механическое и электрическое оборудование динамических нагрузок, возникающих при захвате металла валками, а также не предусматривает адаптивного изменения уставки тока при прокатке последующих полос данной партии либо при переходе к новой партии металла.
Наиболее близким аналогом к заявляемому объекту является способ автоматического регулирования натяжения полосы в черновой группе клетей непрерывного прокатного стана, включающий для режима свободной прокатки задание скоростей и их соотношений для предыдущей и последующей клетей межклетевого промежутка, измерение и запоминание тока двигателя предыдущей клети в режиме свободной прокатки, измерение токов статической нагрузки двигателей предыдущей и последующей клетей межклетевого промежутка при одновременном нахождении в них металла, в зависимости от соотношения этих сигналов пропорционально-интегральное регулирование скорости предыдущей клети, передачу выходного суммарного сигнала в систему регулирования предыдущего межклетевого промежутка, адаптивную коррекцию уставки скорости предыдущей клети по запомненной последней скорости ее для оптимального приема следующей заготовки (способ реализуется устройством, см. а.с. №1708462, B21B 37/52).
Известный способ обладает следующими недостатками.
При совместной прокатке полосы в вертикальных и горизонтальных валках черновой группы не происходит пластической деформации металла в межклетевом промежутке под действием усилий сжатий или растежения. В этом случае горизонтальные и вертикальные валки оказываются жестко связанными через прокатываемый металл, их линейные скорости выравниваются принудительно, а корректирующие связи по линейным скоростям валков отсутствуют. Коррекция скорости валков предыдущей горизонтальной клети, предлагаемая в известном способе, при совместной прокатке металла в вертикальной и горизонтальной клетях перестает действовать. Это происходит потому, что вертикальная клеть, вследствие несогласованного задания скорости, не позволяет осуществлять согласование скоростей взаимосвязанных горизонтальных клетей. Вследствие этого возникают неконтролируемые отклонения натяжения как в межклетевых промежутках между группами клетей, так и в промежутке между вертикальной и горизонтальной клетью одной группы. Уровень натяжения в межклетевых промежутках непрерывной подгруппы черновой группы клетей должен поддерживаться на постоянном уровне, близком к нулевому. Возникновение подпора приводит к аварийным режимам, поэтому недопустимо. Поскольку основной задачей регулирования натяжения в черновой группе является формирование ширины полосы, неконтролируемые изменения натяжения приводят к отклонениям геометрических размеров сечения (ширины и толщины) полосы, которые приводят к отклонениям этих параметров по длине полосы и, как следствие, снижению качества выпускаемой продукции.
Кроме того, в известном способе не учитывается величина статической просадки скорости электропривода вертикальных валков, в результате чего к моменту захвата металла валками горизонтальной клети появляется рассогласование скоростей горизонтальных и вертикальных валков. Захват в условиях рассогласования скоростей валков сопровождается ударом раската о валки, что приводит к возникновению динамических нагрузок, разрушающих механическое и электрическое оборудование стана, и соответственно снижающих его надежность и долговечность. Также возникают динамические удары при входе полосы в вертикальную клеть вследствие рассогласования скорости ее валков и скорости выхода полосы из предыдущей горизонтальной клети.
Технический результат предлагаемого изобретения - повышение точности размеров сечения полосы за счет исключения взаимного влияния вертикальных и горизонтальных клетей в процессе совместной прокатки.
Технический результат достигается тем, что в известном способе, включающем для режима свободной прокатки задание скоростей и их соотношений для предыдущей и последующей клетей межклетевого промежутка, измерение и запоминание тока двигателя предыдущей клети в режиме свободной прокатки, измерение токов статической нагрузки двигателей предыдущей и последующей клетей межклетевого промежутка при одновременном нахождении в них металла, в зависимости от соотношения этих сигналов пропорционально-интегральное регулирование скорости предыдущей клети, передачу выходного суммарного сигнала в систему регулирования предыдущего межклетевого промежутка, адаптивную коррекцию уставки скорости предыдущей клети по запомненной последней скорости ее для оптимального приема следующей заготовки, согласно изобретению дополнительно для каждой группы, состоящей из вертикальной и горизонтальной клетей, в режиме свободной прокатки металла в вертикальной клети, до захвата металла валками горизонтальной клети измеряют и запоминают среднее значение тока свободной прокатки двигателя вертикальной клети, скорость электропривода валков горизонтальной клети поддерживают согласно зависимости
 ,
,
где ωГ, ωВ - скорости горизонтальных и вертикальных валков соответственно;
DГ, DВ - диаметры горизонтальных и вертикальных валков;
αГ - угол захвата металла валками горизонтальной клети;
после захвата металла валками горизонтальной клети, в процессе совместной прокатки металла в вертикальной и горизонтальной клетях осуществляют стабилизацию тока статической нагрузки двигателя вертикальной клети, путем подачи корректирующего сигнала, определяемого по интегральной зависимости
 ,
,
где IВсовм. - текущее значение статического тока двигателя вертикальной клети при совместной прокатке;
IВсв.сред. - запомненное среднее значение статического тока двигателя вертикальной клети при свободной прокатке;
ТИ - постоянная интегрирования,
а адаптивную коррекцию уставки скорости по запомненной последней скорости осуществляют также для электропривода валков вертикальной клети.
Отличительными признаками заявляемого способа являются:
- измерение и запоминание среднего значения тока свободной прокатки двигателя вертикальной клети;
- при совместной прокатке металла в вертикальной и горизонтальной клетях стабилизация тока статической нагрузки двигателя вертикальной клети путем подачи интегрального корректирующего воздействия, определяемого по разности статических токов раздельной и совместной прокатки в горизонтальной клети (IВсовм-IВсв.);
- задание скорости электропривода горизонтальной клети перед захватом полосы валками, рассчитанное с учетом скорости электропривода вертикальной клети, соотношения диаметров валков вертикальной и горизонтальной клетей, а также угла захвата металла валками горизонтальной клети;
- адаптивная коррекция уставки скорости электропривода валков вертикальной клети по запомненной последней скорости при совместной прокатке.
Измерение и запоминание тока свободной прокатки двигателя известно и используется в способе, принятом за прототип.
Однако в известном способе запоминается неконтролируемое (случайное) значение тока, который во время прокатки в черновой группе изменяется в широком диапазоне. Так, при прокатке глиссажных меток отклонения тока могут изменяться в диапазоне нескольких десятков процентов установившегося тока прокатки. Кроме того, значительное перерегулирование тока возникает в динамическом режиме захвата полосы. Поэтому запоминание случайного значения тока может привести к существенным погрешностям регулирования натяжения. Более точные результаты позволяет получить предложенное вычисление и запоминание среднего значения тока свободной прокатки двигателя вертикальной клети.
Стабилизация тока статической нагрузки двигателя при совместной прокатке также используется в способе, принятом за прототип.
Однако в известном способе данная операция относится к электроприводу предыдущей горизонтальной клети. Влияние вертикальных клетей на процесс прокатки в черновой группе не контролируется и соответственно не стабилизируется. Это вызывает неконтролируемые изменения натяжения или возникновение подпора в межклетевых промежутках, что является недопустимым по условиям совместной прокатки.
Задание скорости электропривода горизонтальной клети перед захватом полосы валками, рассчитанное с учетом скорости электропривода вертикальной клети, соотношения диаметров валков вертикальной и горизонтальной клетей, а также угла захвата металла валками горизонтальной клети, обеспечивает установку наиболее точного соотношения скоростей валков вертикальной и горизонтальной клетей перед захватом полосы горизонтальной клетью, что обеспечивает снижение динамических нагрузок механического и электрического оборудования.
Адаптивная коррекция уставки скорости электропривода валков вертикальной клети по запомненной последней скорости при совместной прокатке известна и также используется в способе, принятом за прототип.
Однако коррекция скорости осуществляется в электроприводах предыдущих горизонтальных клетей, коррекция скорости электроприводов вертикальных клетей не обеспечивается, в связи с чем вертикальные клети не подготавливаются к прокатке последующих полос исходя из параметров прокатки предыдущих.
В целом отличительные признаки заявляемого способа позволяют исключить взаимное влияние вертикальной и горизонтальной клетей при совместной прокатке. Это обеспечивается за счет корректирующего воздействия на скорость вертикальной клети, изменяющегося по интегральному закону. Кроме того, снижаются динамические удары при захвате полосы горизонтальной клетью за счет более точного задания скорости ее электропривода, вычисляемого с учетом скорости электропривода вертикальной клети, соотношения диаметров валков вертикальной и горизонтальной клетей, а также угла захвата металла валками горизонтальной клети. В результате повышается точность поддержания натяжения, близкого к нулевому, исключается возникновение подпора, за счет чего обеспечивается повышение точности геометрических размеров по сечению полосы, и соответственно повышается качество выпускаемой продукции.
Сущность изобретения поясняется чертежами, где:
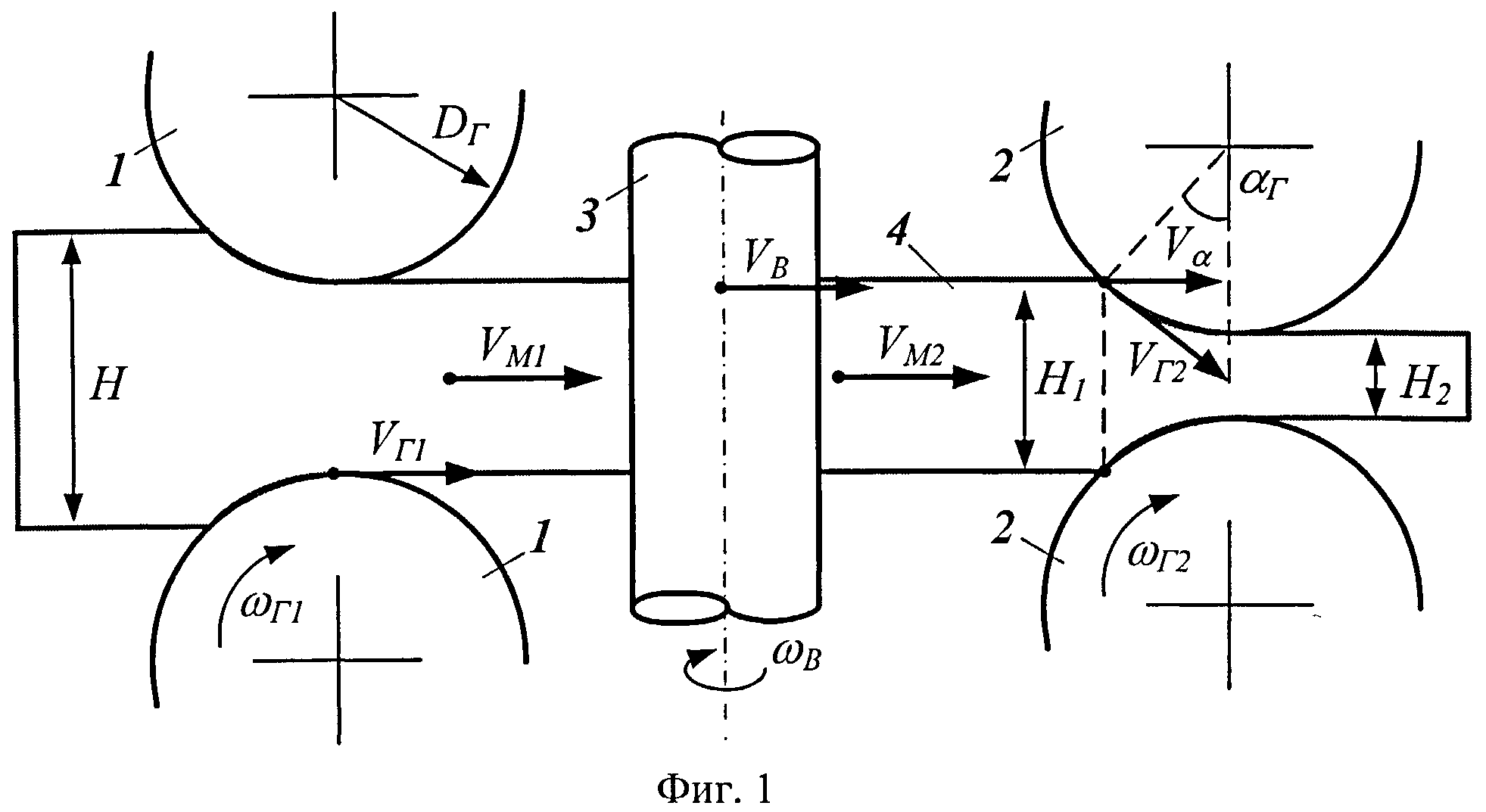
на фиг.1 представлена схема совместной прокатки металла в горизонтальных и вертикальной клетях;
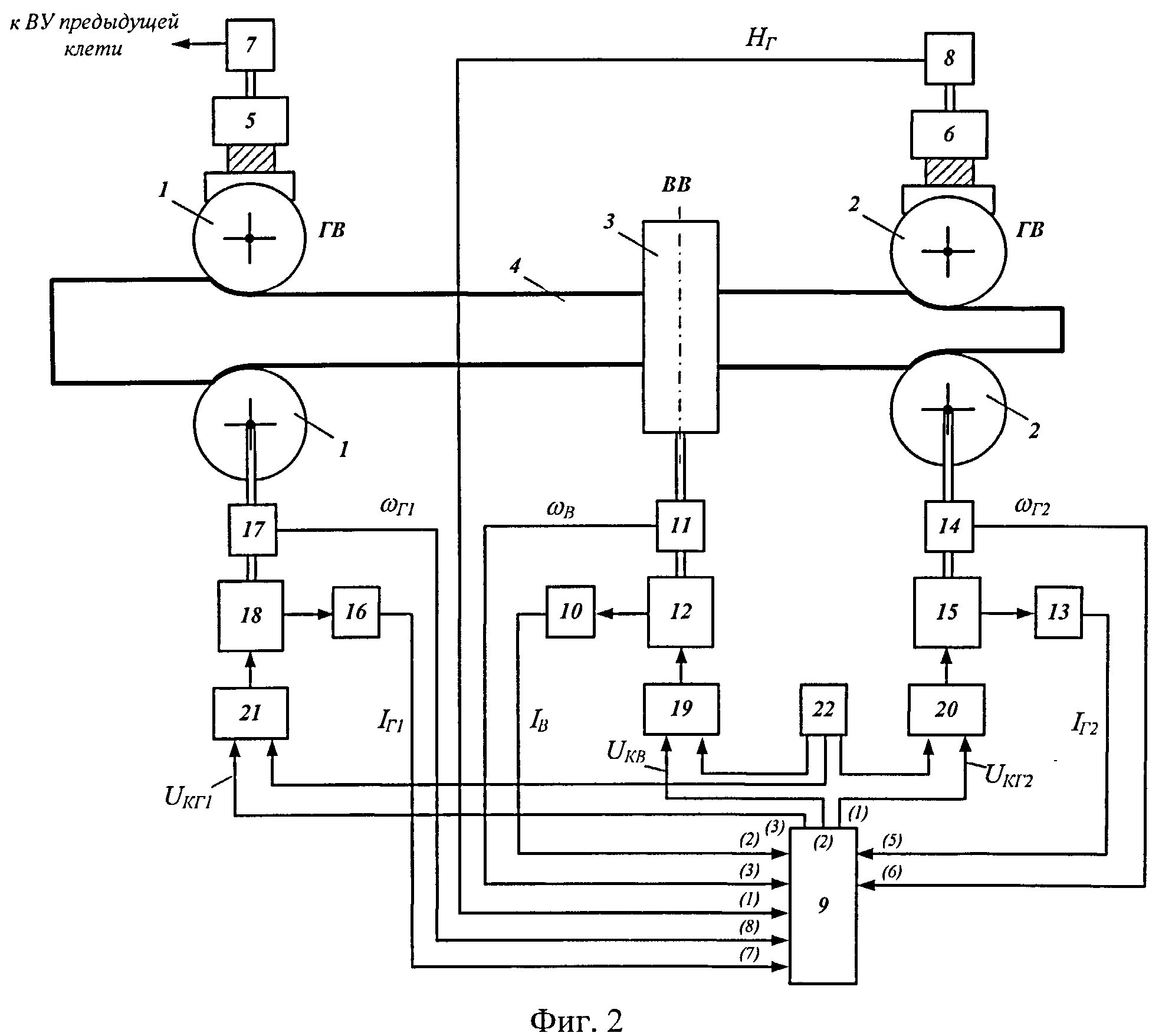
на фиг.2 представлена схема устройства, реализующего способ автоматического регулирования натяжения полосы в черновой группе клетей непрерывного прокатного стана.
На фиг.1 и фиг.2 представлены горизонтальные валки 1, 2 предыдущей и последующей по ходу прокатки горизонтальных клетей и вертикальные валки 3, взаимосвязанные через прокатываемый металл 4.
Устройство (фиг.2), реализующее заявляемый способ автоматического регулирования натяжения полосы в черновой группе клетей непрерывного прокатного стана, содержит нажимные устройства 5, 6 валков 1, 2 соответствующих горизонтальных клетей, оснащенные датчиками зазора 7, 8. Выход датчика зазора 8 последующей клети 2 соединен с первым входом вычислительного устройства 9, второй и третий входы которого соединены с выходами датчика статического тока 10 и датчика скорости 11 электропривода 12 вертикальных валков 3. Пятый и шестой входы вычислительного устройства 9 соединены с выходами датчика статического тока 13 и датчика скорости 14 электропривода 15 горизонтальных валков 2. Аналогично седьмой и восьмой входы вычислительного устройства 9 соединены с выходами датчика статического тока 16 и датчика скорости 17 электропривода 18 валков 1 предыдущей горизонтальной клети. Выходы вычислительного устройства 9 соединены с первыми входами блоков управления 19, 20, 21, которые своими выходами соединенные с управляющими входами электроприводов 12, 15, 18 соответственно. Вторые входы блоков управления 19, 20, 21 соединены с выходами блока задания скорости 22 электроприводов.
Способ автоматического управления процессом прокатки в непрерывной группе клетей осуществляют следующим образом.
При захвате металла 4 (фиг.1) вертикальными валками 3 осуществляют следующие операции: измеряют величину зазора НГ горизонтальных валков 2; рассчитывают косинус угла захвата cos αГ металла горизонтальными валками 2 по зависимости

суммируют значения статического тока IВ электропривода вертикальной клети и считают количество слагаемых N в сумме. При раздельной прокатке металла 4 в вертикальных 3 и горизонтальных 2 валках последующей клети регулируют скорость ωГ2 горизонтальных валков в функции

полученной из условия совместной прокатки без натяжения:
Vα=VВ=VГ2·cosαГ;
где Vα - горизонтальная составляющая линейной скорости VГ2 горизонтальных валков 2 в точке захвата металла 4;
VВ - окружная (линейная) скорость вертикальных валков 3;
H1, H2 - толщины металла на входе и выходе горизонтальной клети.
При этом к моменту захвата металла 4 горизонтальными валками 2 горизонтальная составляющая Vα линейной скорости VГ2 горизонтальных валков 2 становится равной линейной скорости VM2 (фиг.1) металла 4, выходящего из вертикальных валков 3 (принимают VM2=VВ). Это обеспечивает захват металла валками 2 горизонтальной клети с минимальными динамическими нагрузками.
При захвате металла 4 горизонтальными валками 2 прекращают суммировать значения статического тока IВ электропривода вертикальной клети 3 и считать количество слагаемых N в сумме, рассчитывают и запоминают среднее значение IВсв.сред. статического тока электропривода вертикальной клети 3 до захвата металла валками 2 горизонтальной клети:

и переходят с регулирования скорости ωГ2 горизонтальных валков 2 на регулирование статического тока IВ электропривода вертикальных валков 3. При совместной прокатке металла 4 в вертикальных 3 и горизонтальных 2 валках регулируют статический ток IВ электропривода вертикальных валков 3, при этом величину корректирующего сигнала UКВ (фиг.2) рассчитывают по формуле

При выбросе металла 4 из вертикальных валков 3 переходят с регулирования статического тока на регулирование скорости ωГ2 горизонтальных валков 2. Одновременно запоминаются параметры совместной прокатки для адаптивной коррекции уставки скорости электропривода валков вертикальной клети при прокатке следующей полосы. Это обеспечивает минимальную коррекцию скорости валков вертикальной клети, в результате чего улучшаются условия захвата и снижаются динамические нагрузки.
Аналогично при захвате металла валками последующей горизонтальной клети 2 осуществляют коррекцию скорости валков предыдущей горизонтальной клети 1.
При захвате металла 4 горизонтальными валками 2, переходят с регулирования скорости ωГ1 на регулирование статического тока IГ1 электропривода горизонтальных валков 1 предыдущей клети. При совместной прокатке металла 4 в горизонтальных валках 1 и 2 регулируют статический ток IГ1 электропривода горизонтальных валков 1, при этом величину корректирующего сигнала UКГ1 рассчитывают по формуле (согласно способу, принятому за прототип - по пропорционально-интегральному закону):

где IГ1св.сред. - среднее значение тока электропривода валков 1 предыдущей горизонтальной клети до захвата металла валками 2 последующей горизонтальной клети;
IГ1совм. - текущее значение статического тока электропривода горизонтальных валков 1 при совместной прокатке;
К - коэффициент пропорциональной части пропорционально-интегрального регулятора.
При выходе металла 4 из горизонтальных валков 1 предыдущей клети переходят с регулирования статического тока на регулирование скорости ωГ1 валков. Запоминаются параметры совместной прокатки для адаптивной коррекции скорости при захвате следующей полосы.
Устройство (фиг.2), реализующее заявляемый способ, работает следующим образом.
В момент захвата металла 4 вертикальными валками 3 вычислительное устройство 9 в соответствии с зависимостью (1) вычисляет величину косинуса угла захвата металла 4 горизонтальными валками 2 последующей клети. В промежуток времени до захвата металла горизонтальными валками 2 с выхода вычислительного устройства 9 на вход блока управления 20 поступает сигнал управления UКГ2 скоростью ωГ2 горизонтальных валков 2, обеспечивающий ее регулирование согласно выражению (2). Корректирующие сигналы UКГ1 на первую горизонтальную и вертикальную UКВ клети отсутствуют. В этот же промежуток вычислительное устройство 9 производит суммирование значений статического тока IВ.
При захвате металла 4 горизонтальными валками 2 вычислительное устройство 9 производит расчет и запоминание среднего значения IВсв.сред. статического тока IВ по зависимости (3), отключает корректирующий сигнал UКГ2 по скорости ωГ2 горизонтальных валков 2 с входа блока управления 20. Одновременно со второго и третьего выходов вычислительного устройства 9 подаются корректирующие сигналы UКВ, UКГ1 на входы блоков управления 19 и 21 электроприводов 12, 18 вертикальной и предыдущей горизонтальной клетей соответственно. Эти сигналы вычисляются согласно зависимостям (4) и (5) по статическим токам IВ электроприводов вертикальных и горизонтальных IГ1 валков. В период совместной прокатки металла 4 в вертикальной 3 и горизонтальной 2 клетях вычислительное устройство 9 осуществляет автоматическое регулирование статических токов IВ и IГ1 электроприводов вертикальных 3 и горизонтальных валков.
Реализация заявляемого способа за счет дополнительной автоматической коррекции скорости вертикальной клети позволяет исключить ее влияние на согласование скоростей предыдущей и последующей клетей межклетевого промежутка. Это обеспечивает при совместной прокатке выполнение равенства скоростей
VM1=VM2=Vα,
что обеспечит повышение точности регулирования натяжения и исключение подпора.
В результате повышения точности регулирования натяжения обеспечивается повышение точности геометрических размеров (ширины и толщины) по сечению полосы, снижаются их отклонения по длине полосы и соответственно повышается качество выпускаемой продукции. Кроме того, за счет согласования скоростей вертикальной и горизонтальной клетей перед захватом металла валками горизонтальной клети и адаптивной коррекции скорости вертикальной клети исключаются удары и снижаются динамические нагрузки механического и электрического оборудования. Это обеспечивает повышение надежности и долговечности агрегата в целом, а также снижение его простоев из-за поломок оборудования.
Способ автоматического регулирования натяжения полосы в черновой группе клетей непрерывного прокатного стана, включающий для режима свободной прокатки задание скоростей и их соотношений для предыдущей и последующей клетей межклетевого промежутка, измерение и запоминание тока двигателя предыдущей клети в режиме свободной прокатки, измерение токов статической нагрузки двигателей предыдущей и последующей клетей межклетевого промежутка при одновременном нахождении в них металла, в зависимости от соотношения этих сигналов пропорционально-интегральное регулирование скорости предыдущей клети, передачу выходного суммарного сигнала в систему регулирования предыдущего межклетевого промежутка, адаптивную коррекцию уставки скорости предыдущей клети по запомненной последней скорости ее для оптимального приема следующей заготовки, отличающийся тем, что дополнительно для каждой группы, состоящей из вертикальной и горизонтальной клетей, в режиме свободной прокатки металла в вертикальной клети, до захвата металла валками горизонтальной клети измеряют и запоминают среднее значение тока свободной прокатки двигателя вертикальной клети, скорость электропривода валков горизонтальной клети поддерживают согласно зависимости где ω, ω - окружные скорости горизонтальных и вертикальных валков соответственно;D, D - диаметры горизонтальных и вертикальных валков;α - угол захвата металла валками горизонтальной клети;после захвата металла валками горизонтальной клети, в процессе совместной прокатки металла в вертикальной и горизонтальной клетях осуществляют стабилизацию тока статической нагрузки двигателя вертикальной клети, путем подачи корректирующего сигнала, определяемого по интегральной зависимости где I - текущее значение статического тока двигателя вертикальной клети при совместной прокатке,I - запомненное среднее значение статического тока двигателя вертикальной клети при свободной прокатке, - оператор интегрирования по времени,Т - постоянная интегрирования,а адаптивную коррекцию уставки скорости по запомненной последней скорости осуществляют также для электропривода валков вертикальной клети.

Способ горячей прокатки полос
Способ производства рулонов горячекатаной трубной стали
Способ производства низкоуглеродистой холоднокатаной тонколистовой стали для глубокой штамповки
Смесь для заполнения выпускного канала сталеразливочного ковша
Смесь для заполнения выпускного канала сталеразливочного ковша
Способ производства электротехнической стали
Способ горячей прокатки низколегированной стали
Система калибров трубоформовочного стана
Способ отжига рулонов холоднокатаной низкоуглеродистой стали
Способ отжига низкоуглеродистой стали, прокатанной на текстурированных валках
Способ автоматического регулирования натяжения полосы в межклетевом промежутке широкополосного стана горячей прокатки
Устройство управления высоковольтным преобразователем частоты
Система управления режимом напряжений в распределительной сети переменного тока
Сеялка лесная
Устройство для запуска мощных синхронных электродвигателей
Устройство управления трехфазными трехуровневыми активными выпрямителями напряжения
Система управления многоуровневым активным фильтром
Система регулирования возбуждения синхронного генератора в распределительной сети переменного тока

