Результат интеллектуальной деятельности: СПОСОБ ЗАТОЧКИ СВЕРЛ
Вид РИД
Изобретение
Изобретение относится к области станкостроения, в частности касается изготовления металлорежущего инструмента, и может быть использовано преимущественно при заточке спиральных сверл.
Из уровня техники известен способ подточки передней поверхности, при котором на передней поверхности сверла затачивают лунки на некоторой длине режущей кромки, уменьшая передний угол для повышения прочности периферийных участков кромки (Еремеева Н.М. Сверла / Под ред. М.Т. Галея. - М: Машгиз, 1959, стр.31).
Недостатком известного способа является то, что значение переднего угла в центральных участках режущей кромки не меняется и остается отрицательным, что приводит к ухудшению условий резания.
Наиболее близким техническим решением к заявленному изобретению является известный из уровня техники способ подточки сверл по передней поверхности фасонным шлифовальным кругом, при котором режущую кромку сверла скрещивают с осью шлифовального круга под прямым углом, а затем сверлу сообщают перемещение вдоль режущей кромки (Справочник конструктора-инструментальщика: Под общ. ред. В.И. Баранчикова. - М.: машиностроение, 1994, стр.213).
К недостатку известного из уровня техники способа следует отнести постоянство нормального переднего угла вдоль режущей кромки. В то же время известно, что износ сверла по длине режущей кромки является неравномерным и зависит от распределения значений нормального переднего угла вдоль режущей кромки. При этом оптимальное значение нормального переднего угла зависит от условий резания и меняется вдоль режущей кромки. Неравномерный вдоль режущей кромки износ приводит к уменьшению стойкости сверла.
Технический результат, на решение которого направлено заявленное изобретение, заключается в обеспечении выравнивания износа сверла за счет управления в процессе заточки распределением нормальных передних углов вдоль режущей кромки.
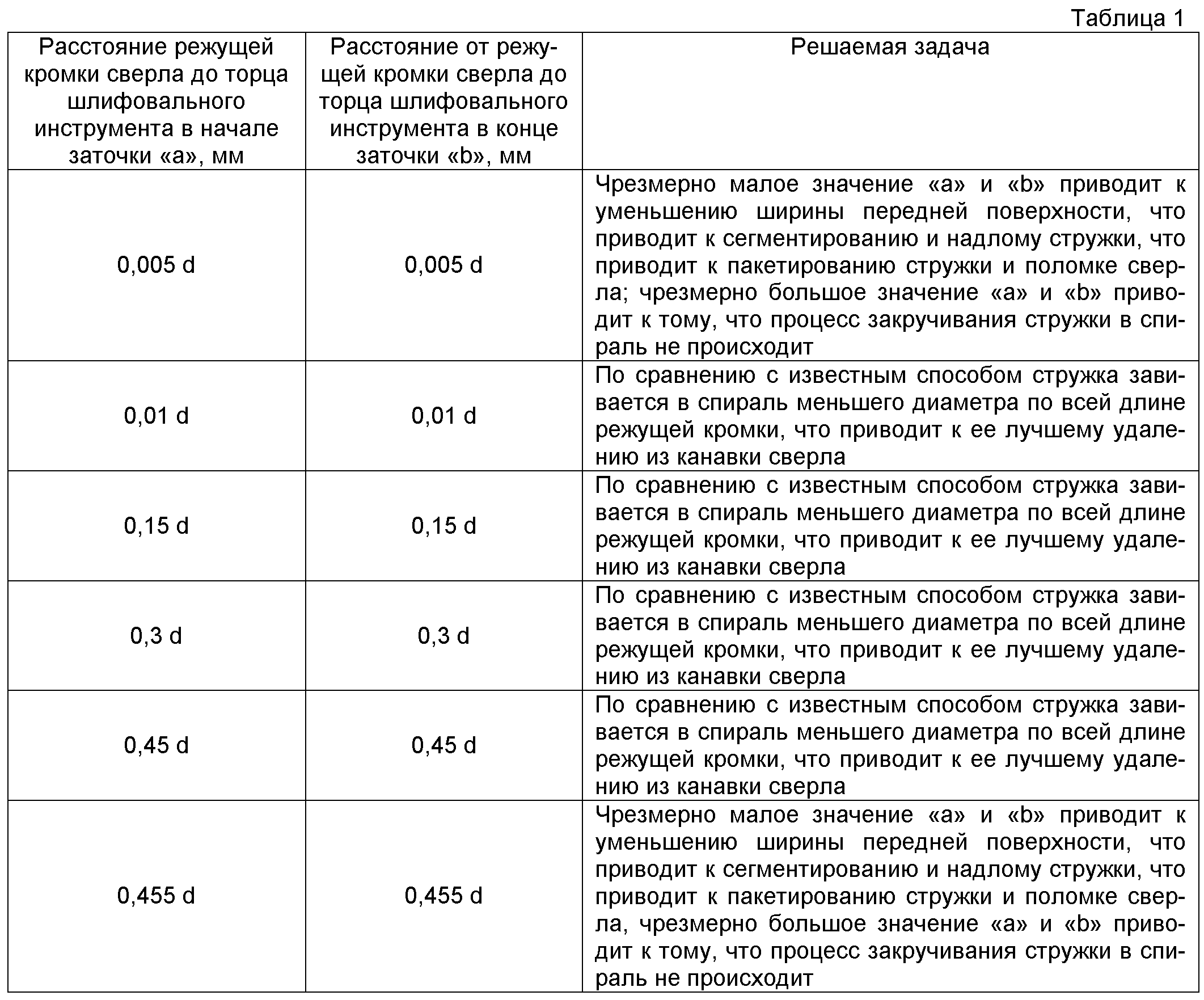
Данный технический результат достигается посредством того, что в способе заточки сверл по передней поверхности, заключающемся в позиционировании сверла таким образом, что его режущую кромку располагают перпендикулярно к оси вращения шлифовального инструмента, с последующей заточкой сверла посредством его перемещения относительно шлифовального инструмента вдоль режущей кромки сверла, начиная от ее периферии, согласно изобретению, при позиционировании сверла его режущую кромку располагают от торца шлифовального инструмента на расстоянии «a», составляющем (0,01-0,45)d, где d - диаметр сверла, а сверло устанавливают таким образом, чтобы его ось вращения находилась под углом θ к оси вращения шлифовального инструмента, при этом угол θ определяют из следующего соотношения:

где:
φ - угол сверла в плане;
γ - заданный нормальный передний угол на периферии сверла;
d - диаметр сверла;
rc - радиус сердцевины сверла,
при этом, заточку проводят: посредством согласованного поворота сверла вокруг его режущей кромки; перемещения сверла вдоль его режущей кромки на всю ее длину; перемещения сверла вдоль оси вращения шлифовального инструмента, причем, в конце заточки режущую кромку сверла располагают от торца шлифовального инструмента на расстоянии «b» составляющем (0,01-0,45)d, где d - диаметр сверла, а в качестве шлифовального инструмента используют шлифовальный круг прямого профиля.
Сущность изобретения поясняется чертежами, где на:
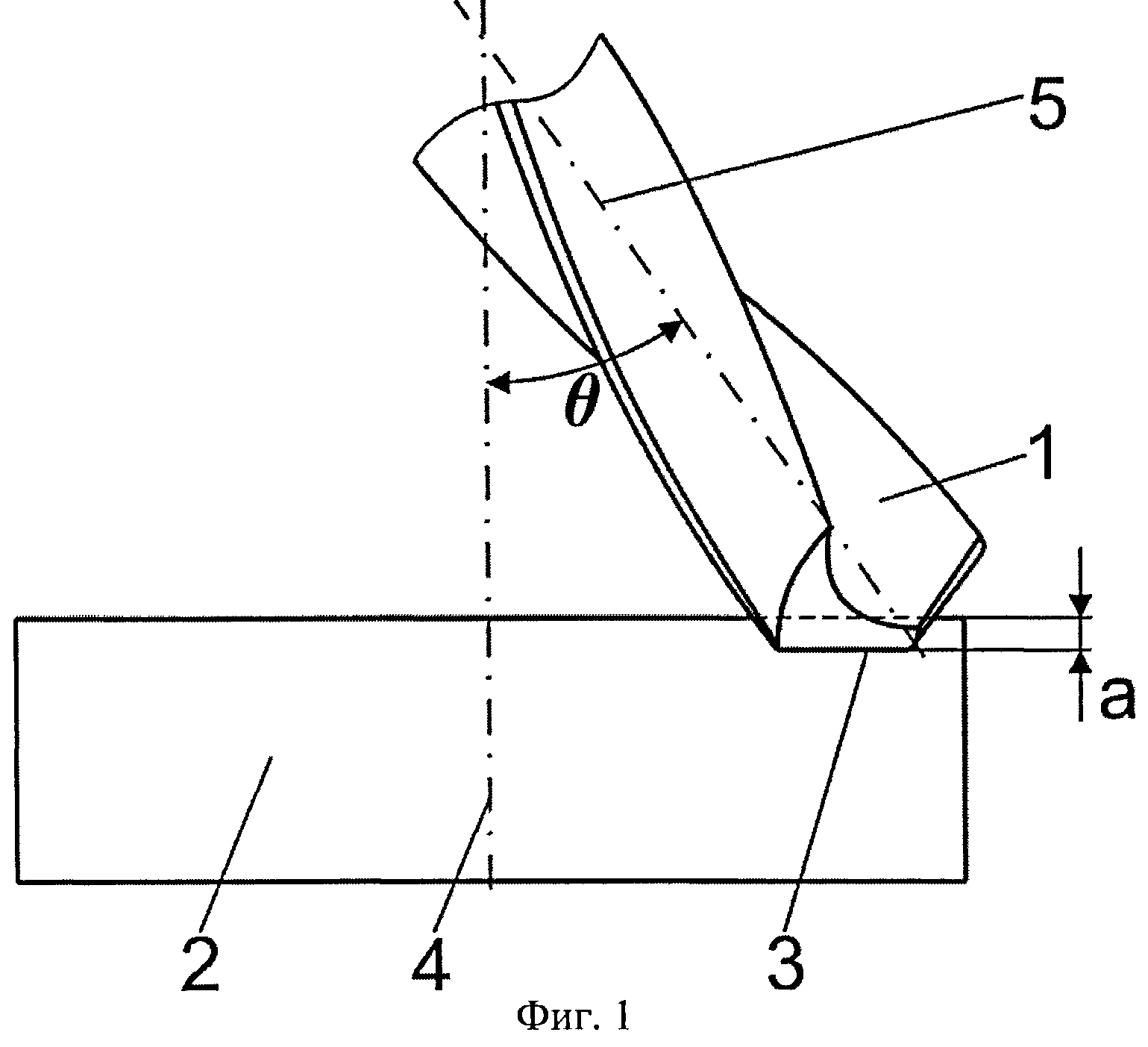
- фиг.1 показано позиционирование сверла относительно шлифовального инструмента,
- фиг.2 показано положение сверла в начале заточки,
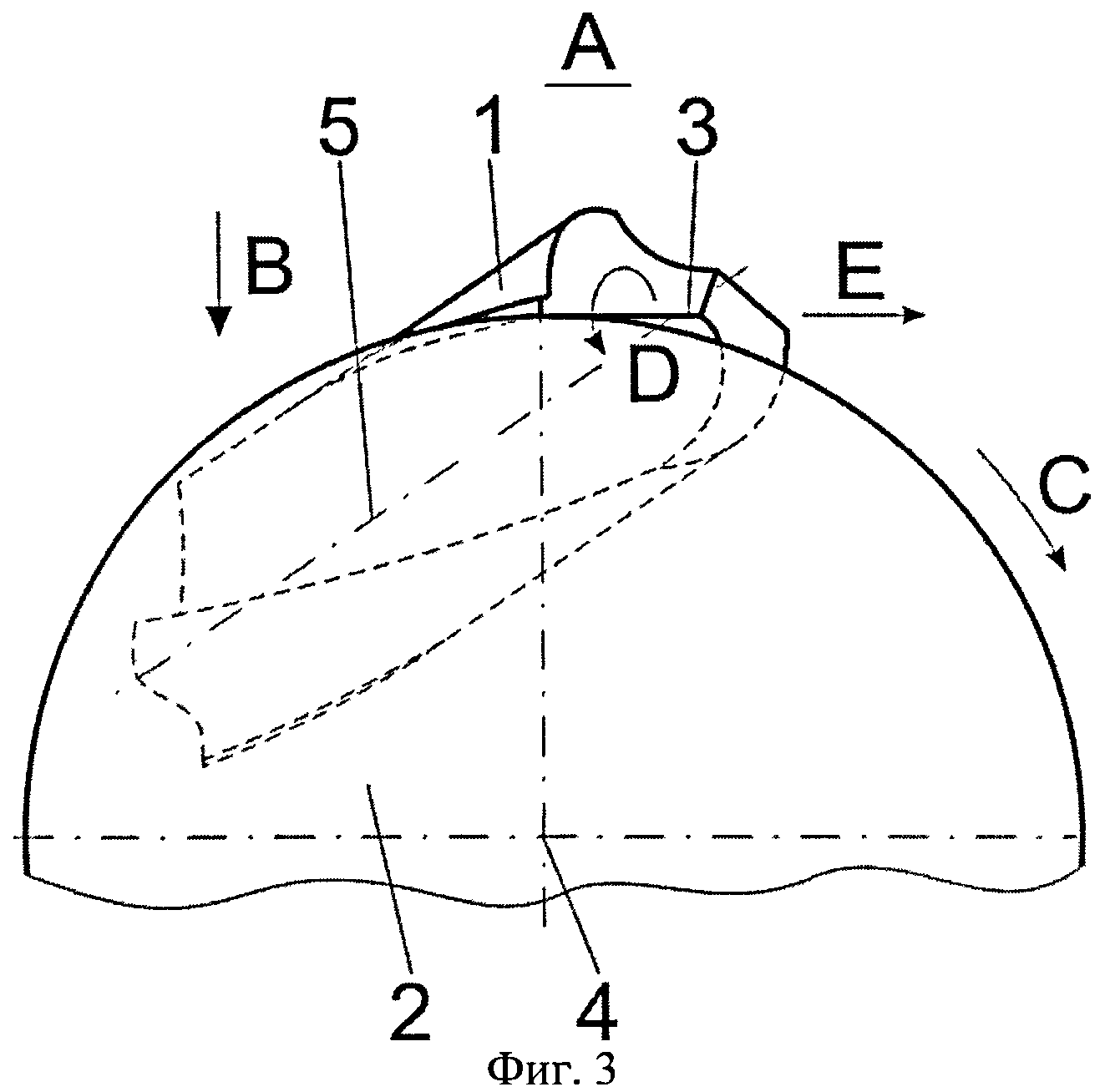
- фиг.3 показан вид по стрелке А в начале заточки,
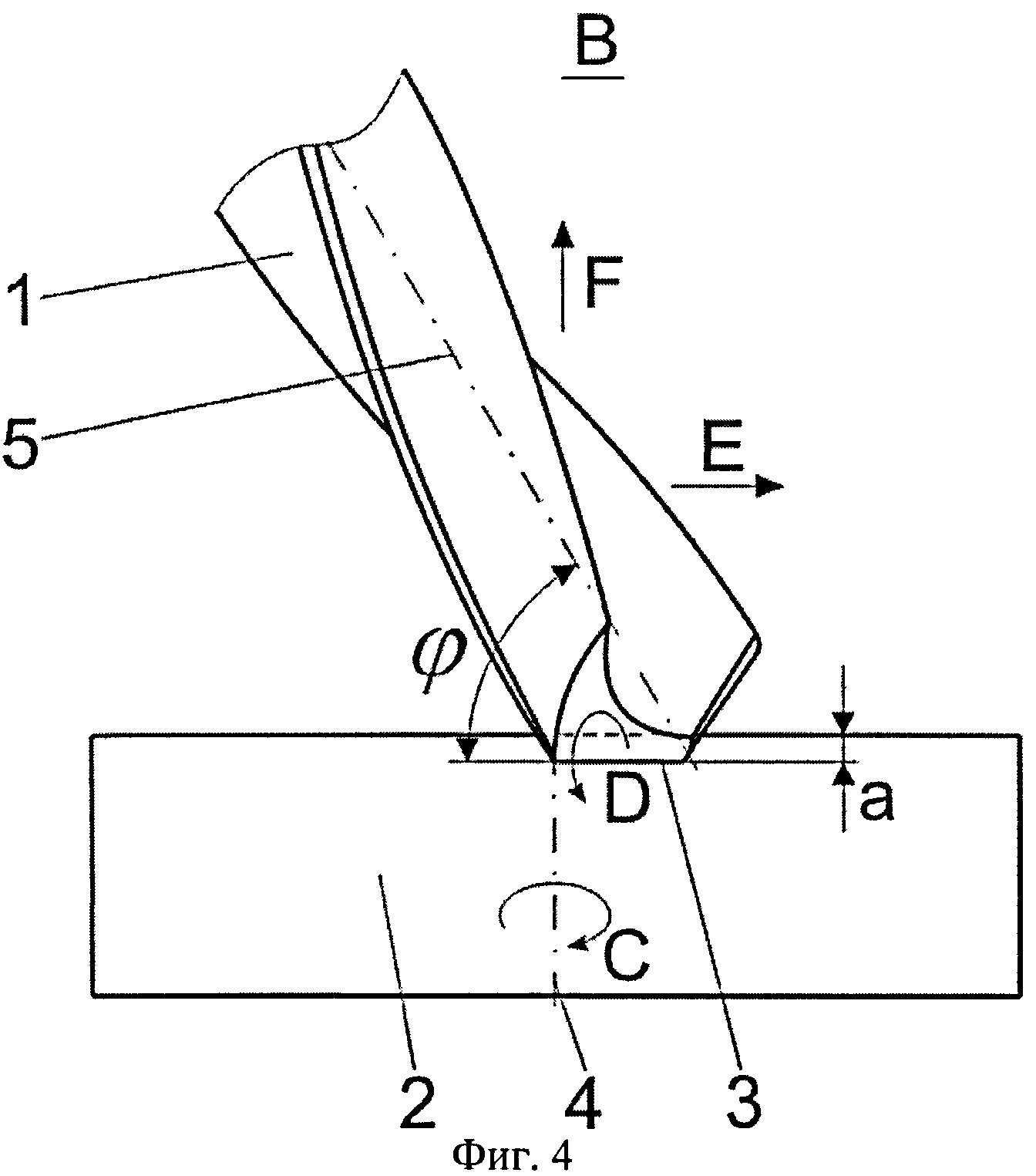
- фиг.4 показан вид по стрелке В в начале заточки,
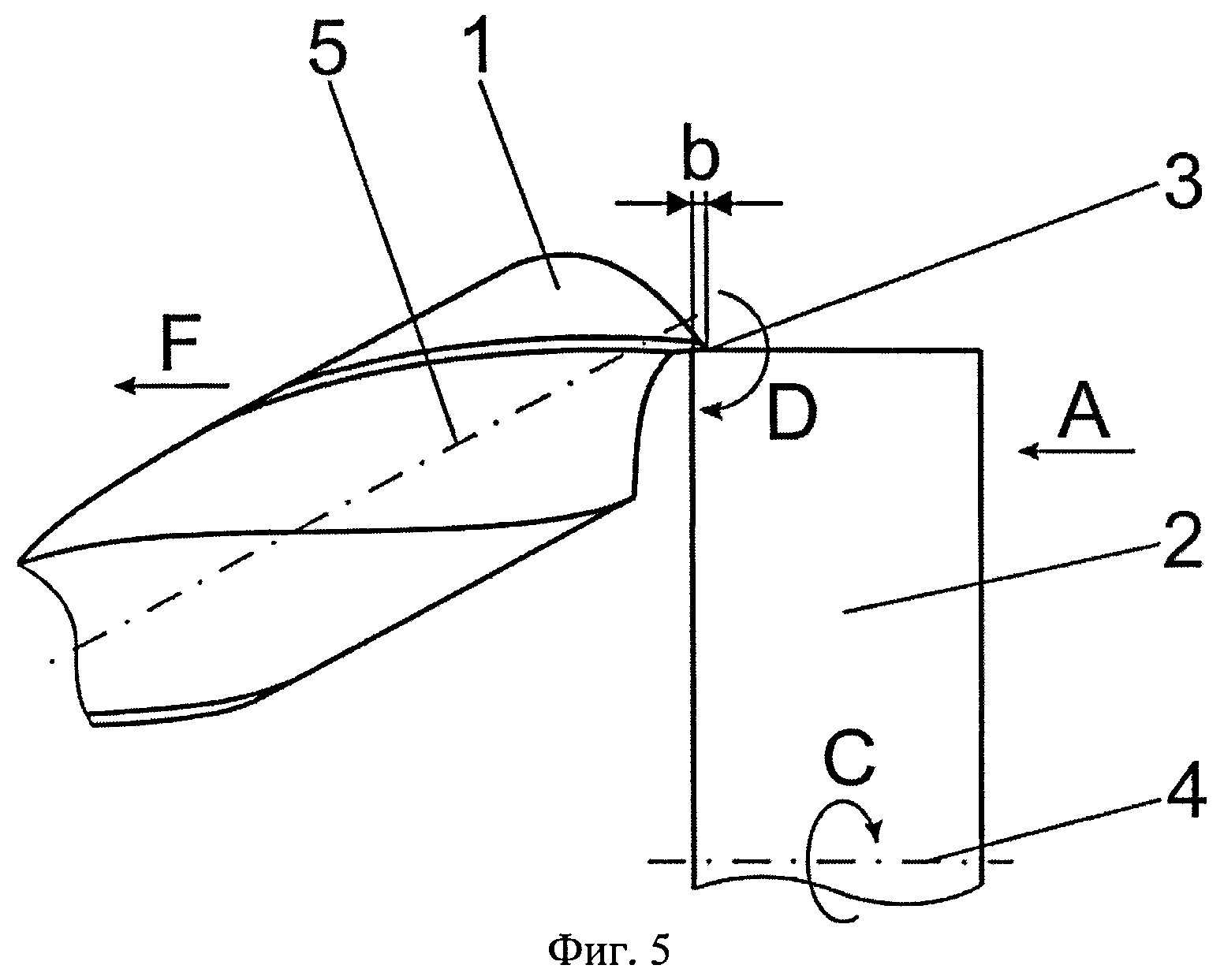
- фиг.5 показано положение сверла в конце заточки,
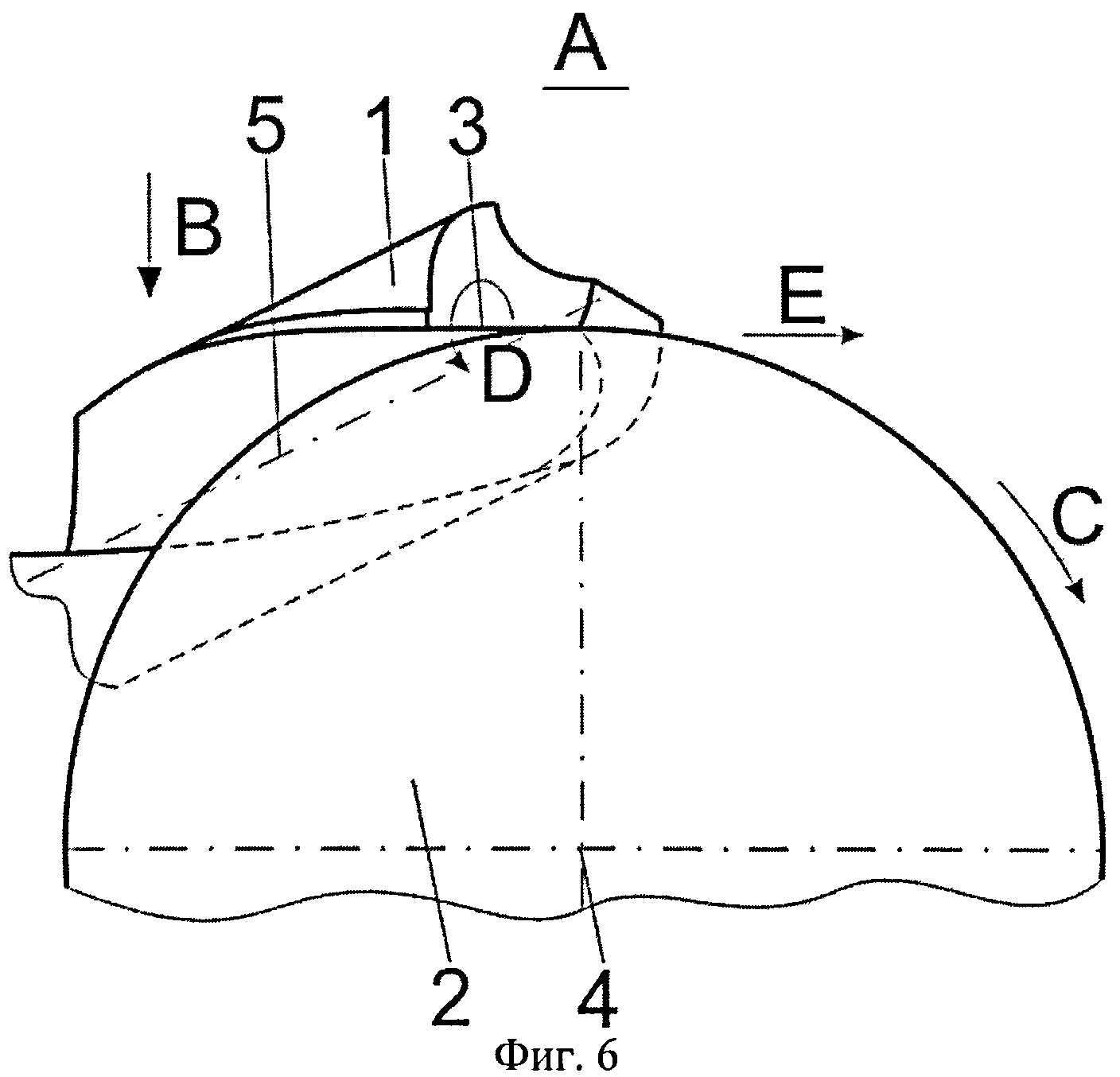
- фиг.6 показан вид по стрелке А в конце заточки,
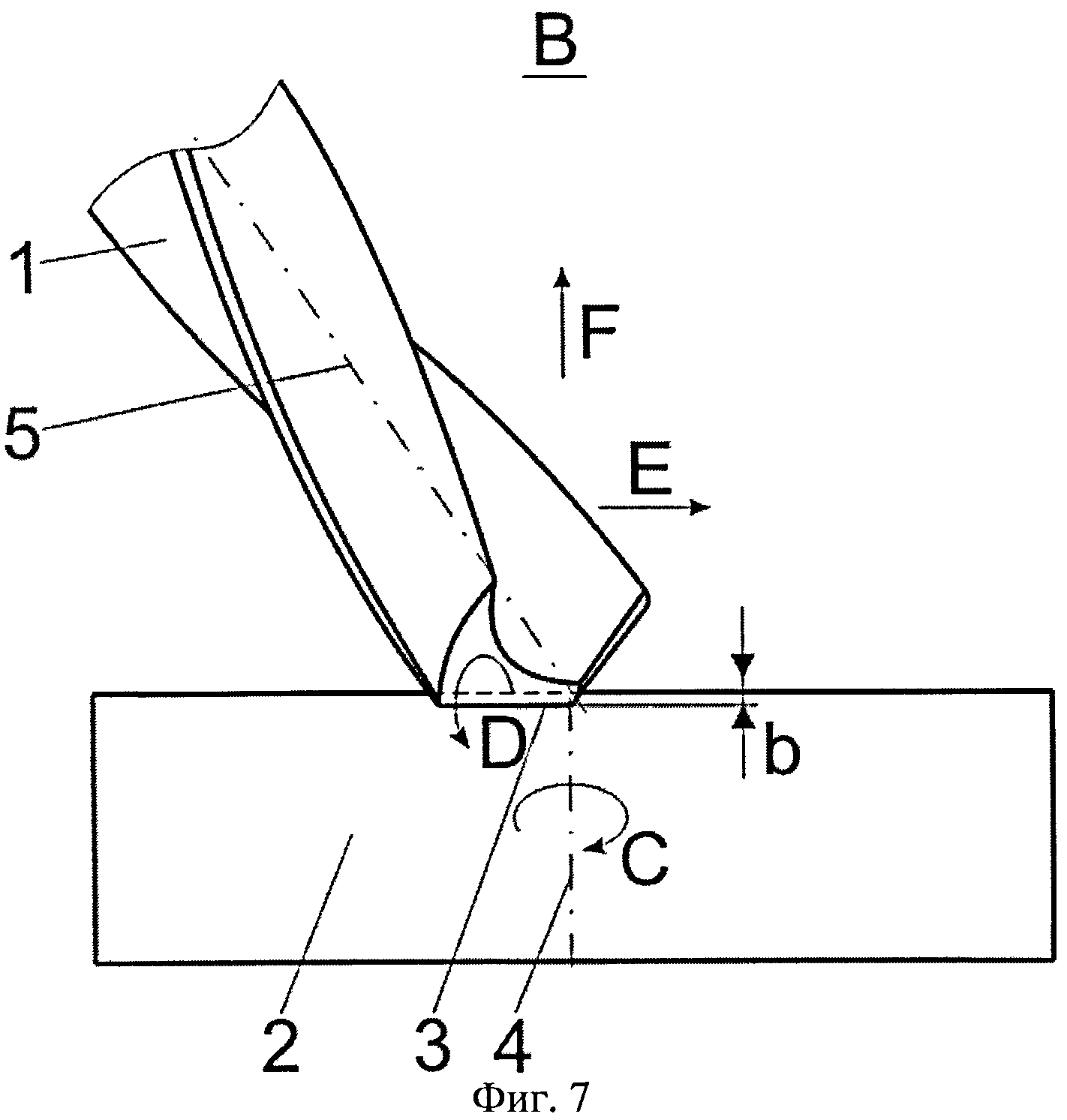
- фиг.7 показан вид по стрелке В в конце заточки,
где соответственно изображены:
1 - сверло;
2 - шлифовальный инструмент;
3 - режущая кромка сверла;
4 - ось вращения шлифовального инструмента;
5 - ось вращения сверла.
Способ заточки сверл осуществляется следующим образом.
Перед заточкой сверло 1 позиционируют относительно шлифовального инструмента 2 следующим образом. Режущую кромку 3 сверла 1 располагают перпендикулярно к оси вращения 4 шлифовального инструмента 2 на расстоянии «a» от торца шлифовального инструмента 2, составляющем (0,01-0,45)d, где d - диаметр сверла. Сверло 1 устанавливают таким образом, чтобы его ось вращения 5 находилась под углом 6 к оси вращения 4 шлифовального инструмента 2, при этом угол 9 определяют из следующего соотношения:

где:
φ - угол сверла в плане,
γ - заданный нормальный передний угол на периферии сверла,
d - диаметр сверла,
rc - радиус сердцевины сверла.
Значение угла θ выбирают таким, что оно обеспечивает при заточке сверла 1 заданный нормальный передний угол γ на периферии сверла 1.
Затем шлифовальному инструменту 2 сообщают вращение и производят заточку сверла 1 посредством одновременных и согласованных действий: поворота сверла 1 вокруг его режущей кромки 3; перемещения сверла 1 вдоль его режущей кромки 3 на всю ее длину, начиная от периферии режущей кромки 3; перемещения сверла 1 вдоль оси вращения 4 шлифовального инструмента 2. В конце заточки режущую кромку 3 сверла 1 располагают от торца шлифовального инструмента 2 на расстоянии «b» составляющем (9,01-9,45)d, где d - диаметр сверла.
В качестве шлифовального инструмента используют шлифовальный круг прямого профиля.
На производственной площадке ГОУ ФГБОУ ВПО МГТУ «СТАНКИН» прошли испытания предложенного способа, а именно, при заточке по передней поверхности сверл диаметром d=30 мм, с углом в плане φ=59°, нормальным передним углом на периферии γ=39°, с радиусом сердцевины сверла rc=3 мм, предназначенных для обработки отверстий в стальных заготовках.
Перед заточкой сверло 1 позиционировали относительно шлифовального инструмента 2 следующим образом. Режущую кромку 3 сверла 1 располагали перпендикулярно к оси вращения 4 шлифовального инструмента 2 на расстоянии a=1 мм от торца шлифовального инструмента 2. Сверло устанавливали таким образом, что его ось вращения 5 находилась под углом θ=46°97′ к оси вращения 4 шлифовального инструмента 2, при этом значение угла θ выбирали таким, что оно обеспечивало при заточке сверла 1 заданный нормальный передний угол γ=30° на периферии сверла 1.
Затем шлифовальному инструменту 2 сообщали вращение вокруг его оси вращения 4 в направлении стрелки С и производили заточку сверла 1 посредством одновременных и согласованных действий: поворота сверла 1 вокруг его режущей кромки 3 в направлении стрелки D; перемещения сверла 1 вдоль его режущей кромки 3 в направлении стрелки Е на всю длину режущей кромки 3 начиная от ее периферии; перемещения сверла 1 вдоль оси вращения 4 шлифовального инструмента 2 в направлении стрелки F. В конце заточки режущую кромку 3 сверла 1 располагали от торца шлифовального инструмента 2 на расстоянии b=0,5 мм.
В качестве шлифовального инструмента 1 использовали шлифовальный круг прямого профиля.
Благодаря указанной кинематике заточки сверла по передней поверхности появляется возможность управлять в процессе заточки распределением нормальных передних углов вдоль режущей кромки. Величина нормального переднего угла на каждом участке режущей кромки 3 определялась углом поворота сверла 1 вокруг его режущей кромки 3 в направлении стрелки D. Это позволяет, как увеличить, так и уменьшить нормальный передний угол на данном участке режущей кромки 3 независимо от значения нормального переднего угла на соседних участках, тем самым влияя на распределение износа участков режущей кромки 3 сверла 1 и на его стойкость. Кроме того, при заточке сверла 1 новая передняя поверхность образует стружколомающую канавку с переменной шириной, принимающей значения «a» и «b» на краях. Оптимальная ширина канавки в каждой точке режущей кромки 3, позволяющая наиболее эффективно дробить образующуюся при сверлении стружку, определяется перемещением сверла 1 вдоль оси вращения 4 шлифовального инструмента 2 в направлении стрелки F.
Таким образом, заявленное изобретение позволяет получить оптимальное значение нормального переднего угла на каждом участке режущей кромки, что приводит к выравниванию износа участков режущей кромки сверла.
Ниже представлена Таблица 1, которая подтверждает существенность заявленных в формуле изобретения интервалов.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Свойства, регламентированные в заявленном соединении отдельными признаками, общеизвестны из уровня техники и не требуют дополнительных пояснений.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для использования в области станкостроения, в частности касается изготовления металлорежущего инструмента и может быть использовано при заточке сверл;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствуют требованиям условиям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Способ заточки сверл по передней поверхности, включающий позиционирование сверла таким образом, что его режущую кромку располагают перпендикулярно к оси вращения шлифовального инструмента, с последующей заточкой сверла посредством его перемещения относительно шлифовального инструмента вдоль режущей кромки сверла, начиная от ее периферии, отличающийся тем, что при позиционировании сверла его режущую кромку располагают от торца шлифовального инструмента на расстоянии «а», составляющем (0,01-0,45)d, где d - диаметр сверла, а сверло устанавливают таким образом, чтобы его ось вращения находилась под углом θ к оси вращения шлифовального инструмента, при этом угол θ определяют из следующего соотношения: где φ - угол сверла в плане;γ - заданный нормальный передний угол на периферии сверла;r - радиус сердцевины сверла;при этом заточку проводят посредством согласованного поворота сверла вокруг его режущей кромки, перемещения сверла вдоль его режущей кромки на всю ее длину и перемещения сверла вдоль оси вращения шлифовального инструмента, причем в конце заточки режущую кромку сверла располагают от торца шлифовального инструмента на расстоянии «b», составляющем (0,01-0,45)d, а в качестве шлифовального инструмента используют шлифовальный круг прямого профиля.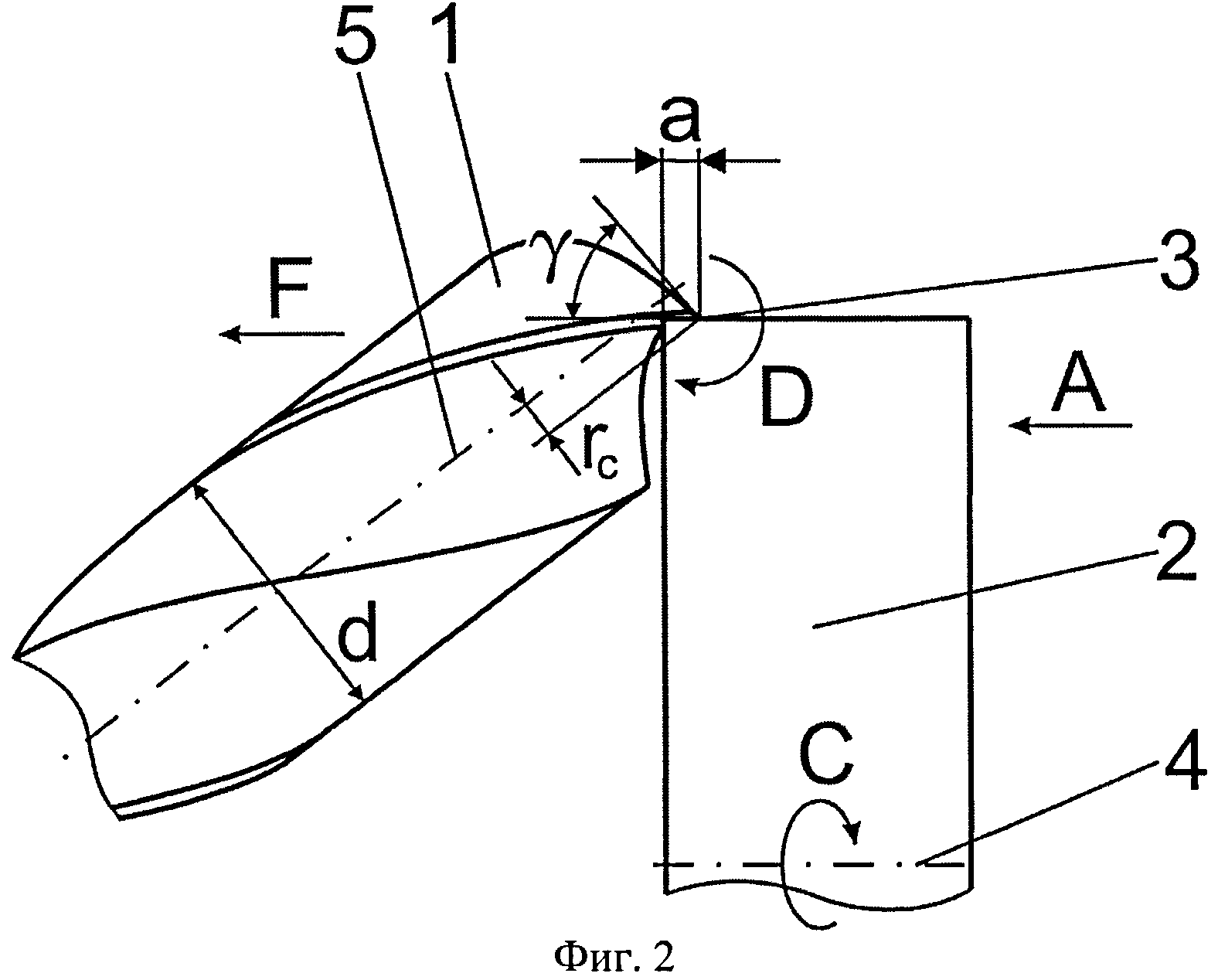

Инструмент для обработки отверстий
Способ правки нежестких длинномерных деталей
Электронный датчик тока и напряжения на высоком потенциале
Двенадцатифазный понижающий автотрансформаторный преобразователь числа фаз
Способ установки осевых двухлезвийных режущих инструментов
Спиральное сверло с криволинейными режущими кромками
Способ установки осевого двухлезвийного режущего инструмента
Двенадцатипульсный повышающий автотрансформаторный преобразователь напряжения
Двенадцатипульсный повышающий автотрансформаторный преобразователь напряжения
Двенадцатифазный понижающий автотрансформаторный преобразователь числа фаз
Способ правки нежестких длинномерных деталей
Электронный датчик тока и напряжения на высоком потенциале
Двенадцатифазный понижающий автотрансформаторный преобразователь числа фаз
Способ установки осевых двухлезвийных режущих инструментов
Спиральное сверло с криволинейными режущими кромками
Способ установки осевого двухлезвийного режущего инструмента
Двенадцатипульсный повышающий автотрансформаторный преобразователь напряжения
Двенадцатипульсный повышающий автотрансформаторный преобразователь напряжения
Двенадцатифазный понижающий автотрансформаторный преобразователь числа фаз
Двенадцатипульсный трансформаторный преобразователь напряжения

