Результат интеллектуальной деятельности: СПОСОБ ШЛИФОВКИ СВАРНЫХ СТЫКОВЫХ СОЕДИНЕНИЙ ДВУХ ДЛИННОМЕРНЫХ ЗВЕНЬЕВ, НАПРИМЕР РЕЛЬСОВ
Вид РИД
Изобретение
Изобретение относится к области шлифовки локальных неровностей длинномерных звеньев и может быть использовано для устранения неровностей в зоне сварных стыков рельсовых плетей в условиях рельсосварочных предприятий.
Известен способ шлифовки сварных стыковых соединений рельсов в рельсошлифовальном устройстве, заключающийся в том, что шлифовка рельсов производится перемещением рамы с закрепленными на ней рельсошлифовальными головками (RU патент на изобретение №2094558, кл. Е01В 31/17, опубл. 1997 г.).
Недостатками известного способа шлифовки являются:
- способ не обеспечивает возвратно-поступательного движения рельсошлифовальных головок в раме и, следовательно, эффективной обработки локальных и стыковых неровностей рельсовых плетей;
- отсутствие возможности измерения неровностей поверхности головки рельсов не обеспечивает определение базовых точек для установки шлифовальных кругов относительно обрабатываемых поверхностей головки рельса и точности обработки.
Известен способ шлифовки сварных стыковых соединений двух длинномерных звеньев, например рельсов, принятый в качестве прототипа, в соответствии с которым по обеим сторонам сварного стыка путем создания контакта между контрольными элементами и рельсом определяют базовые точки, части соединения шлифуют в течение минимум одной операции (рабочего хода) между двумя установленными базовыми точками и наличие контакта между шлифовальным кругом и рельсом отражают звуковым сенсором, в качестве контрольного элемента используют сам шлифовальный круг, который вступает в контакт с рельсом сначала с одной стороны соединения, а в заключение - с другой, и накапливающиеся данные определяют эти базовые точки в качестве контрольных величин; всю подлежащую шлифовке головку рельса делят на несколько полос, которые располагают по профилю рельса друг рядом с другом и шлифуют также друг за другом, а шлифовальный круг после шлифовки каждой полосы отводят от рельса и базовые точки для шлифовки следующей полосы определяют перед шлифовкой (ЕР патент на изобретение №0593361, кл. Е01В 31/17, опубл. 1997 г.).
Недостатками известного способа шлифовки сварных стыковых соединений двух длинномерных звеньев, например рельсов, являются:
- определение базовых точек для шлифовки посредством контакта шлифовального круга поверхности рельсов с двух сторон от сварного стыкового соединения снижает производительность, так как при контакте круга с рельсом скорость осевого перемещения шлифовального круга должна быть минимальной, чтобы избежать большой глубины врезания круга в поверхность головки рельса;
- так как базовые точки для шлифовки определяют с учетом наибольших неровностей по длине рельса в зоне стыковых соединений, то при наличии коротких неровностей производят ненужную обработку поверхности головки рельса, что снижает эффективность способа и ресурс работы шлифовального круга;
- в связи с тем, что при шлифовке сварных стыковых соединений могут возникать аналогичные звуковые сигналы от другого работающего оборудования, воспринимаемые звуковым сенсором, снижается надежность работы и качество шлифовки сварных стыковых соединений;
- отсутствие в составе способа шлифовки сварных стыковых соединений контроля профиля головки рельсов ухудшает качество обработки.
Техническим результатом изобретения является повышение производительности и эффективности, а также повышение качества обработки и увеличение ресурса работы шлифовального круга.
Указанный технический результат достигается тем, что способ шлифовки сварных стыковых соединений двух длинномерных звеньев, например рельсов, заключающийся в том, что рельсы устанавливают на роликовых опорах и закрепляют в центрирующих захватах в положении, когда сварной стык находится по центру основания, по обеим сторонам сварного стыка определяют базовые точки для начала и окончания шлифовки сварного стыка, части соединения шлифуют в течение минимум одного рабочего хода между двумя установленными базовыми точками и наличие контакта между шлифовальным кругом и рельсом отражают сенсором, всю подлежащую шлифовке головку рельса делят на несколько полос, которые располагают по поперечному профилю головки рельса друг рядом с другом и шлифуют также друг за другом, а шлифовальный круг после шлифовки каждой полосы отводят от рельса, базовые точки для шлифовки каждой полосы определяют перед шлифовкой измерением профиля головки рельса на всей длине рабочего хода с обеих сторон сварного стыка, шлифовальный круг вступает в контакт с головкой рельса с одной стороны соединения в одной из базовых точек, наличие контакта между шлифовальным кругом и рельсом отражают вибрационным или световым сенсором, а шлифовку до другой базовой точки выполняют по результатам измеренного продольного профиля головки рельса с осевой установкой шлифовального круга, а при обратном ходе шлифовального круга выполняют контроль обработанной поверхности каждой полосы головки рельса.
Ниже настоящий способ поясняется более подробно со ссылкой на чертежи.
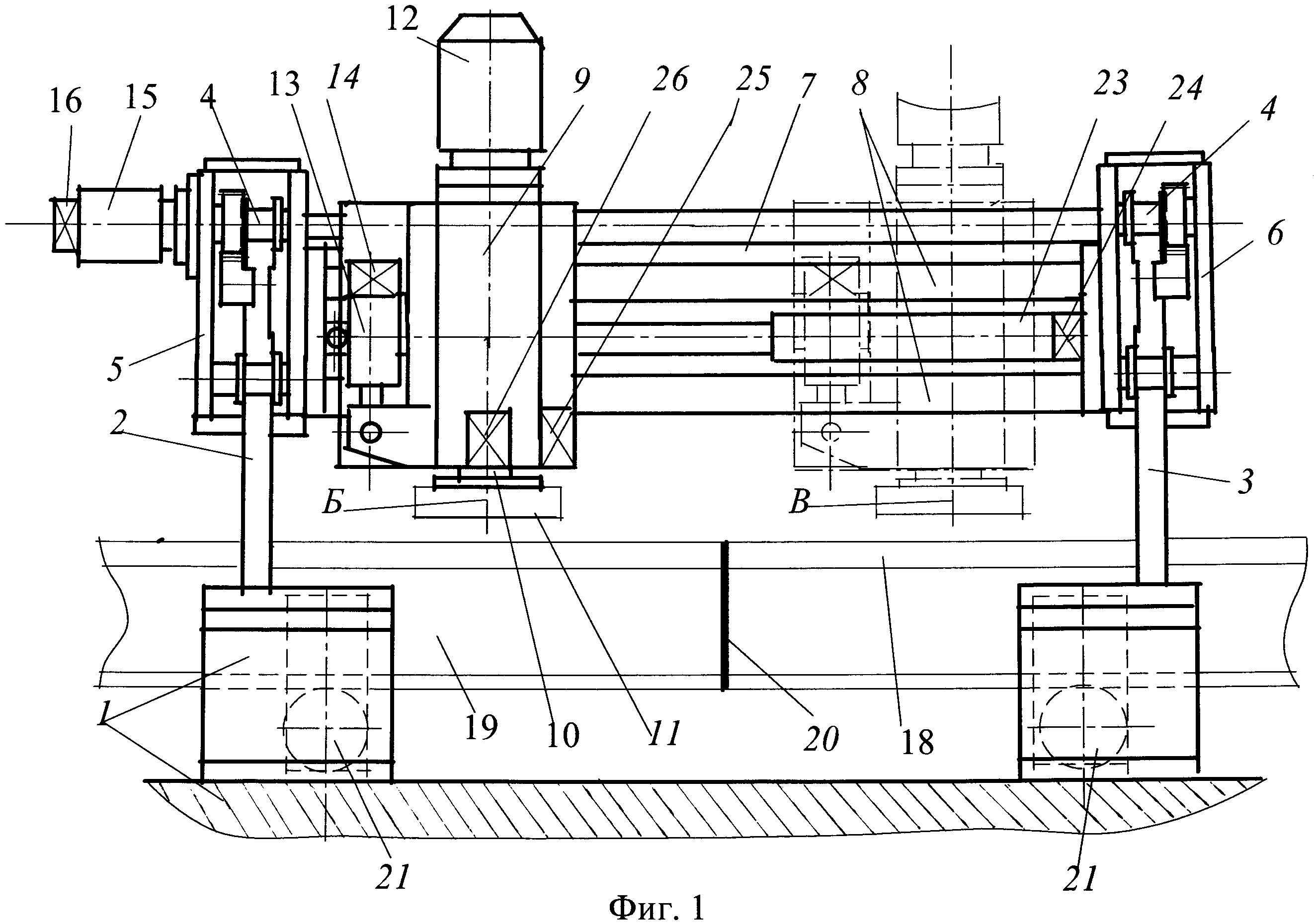
На фиг.1 изображен общий вид устройства для шлифовки сварных стыков соединений двух длинномерных звеньев, например рельсов, на фиг.2 - разрез А-А на фиг.1.
Устройство для шлифовки сварных стыковых соединений двух длинномерных звеньев, например рельсов (фиг.1, 2), содержит основание 1, с круговыми направляющими 2 и 3, закрепленными с правой и левой сторон основания 1, на которых посредством роликовых опор 4 установлены каретки 5 и 6, связанные между собой продольной балкой 7 с направляющими 8, с установленной на ней шлифовальной головкой 9, на шпинделе 10 которой закреплен шлифовальный круг 11 с возможностью вращения от привода 12 и осевого перемещения от привода, например гидроцилиндра 13 с измерительным датчиком 14. Каретки 5 и 6 с продольной балкой 7 установлены на круговых направляющих 2 и 3 с возможностью поворота продольной балки 7 управляемым приводом, например гидромотором 15 с датчиком 16 установки головки 9 на угол α для соответствующих полос 17 шлифовки головки 18 рельсов 19 со сварным стыком 20, установленных на роликовых опорах 21 с центрирующими захватами 22. На продольной балке 7 установлен привод перемещения шлифовальной головки 9, например управляемый гидроцилиндр 23 с измерительным датчиком 24. На шлифовальной головке 9 закреплен измерительный прибор 25 для измерения продольного профиля головки 18 рельсов 19 и определения измерительным датчиком 24 положения базовых точек для шлифовки, на шлифовальной головке 9 или основании 1 установлен вибрационный или световой сенсор 26 для определения наличия контакта шлифовального круга 11 с обрабатываемой поверхностью головки 18 рельса 19.
Способ осуществляется следующим образом.
Рельсы 19 устанавливают на роликовых опорах 21 и закрепляют в центрирующих захватах 22 в положении, когда сварной стык 20 находится по центру основания 1, по обеим сторонам сварного стыка 20 определяют базовые точки Б и В для начала и окончания шлифовки сварного стыка 20, части соединения шлифуют в течение минимум одного рабочего хода между двумя установленными базовыми точками Б и В, и наличие контакта между шлифовальным кругом 11 и рельсом 19 отражают сенсором 26, всю подлежащую шлифовке головку 18 рельса 19 делят на несколько полос 17, которые располагают по поперечному профилю головки 18 рельса 19 друг рядом с другом и шлифуют также друг за другом, а шлифовальный круг 11 после шлифовки каждой полосы 17 отводят от рельса 19 и базовые точки Б и В для шлифовки каждой полосы 17 определяют перед шлифовкой измерением профиля головки 18 рельса 19 на всей длине рабочего хода с обеих сторон сварного стыка 20, шлифовальный круг 11 вступает в контакт с головкой 18 рельса 19 с одной стороны соединения в одной из базовых точек, например базовой точки Б, наличие контакта между шлифовальным кругом 11 и рельсом 19 отражают вибрационным или световым сенсором 26, а шлифовку до другой базовой точки В выполняют по результатам измеренного продольного профиля головки 18 рельса 19 с осевой установкой шлифовального круга 11, а при обратном ходе шлифовального круга 11 выполняют контроль обработанной поверхности каждой полосы 17 головки 18 рельса 19, что позволяет повысить производительность и эффективность способа за счет выполнения контактов шлифовального круга 11 только с одной стороны соединения каждой полосы 17, например со стороны базовой точки Б, увеличить ресурс работы шлифовального круга 11, а также повысить качество обработки за счет выполнения контроля обработанной поверхности головки 18 рельса 19.
Способ шлифовки сварных стыковых соединений двух длинномерных звеньев, например рельсов, заключающийся в том, что рельсы устанавливают на роликовых опорах и закрепляют в центрирующих захватах в положении, когда сварной стык находится по центру основания, по обеим сторонам сварного стыка определяют базовые точки для начала и окончания шлифовки сварного стыка, части соединения шлифуют в течение минимум одного рабочего хода между двумя установленными базовыми точками и наличие контакта между шлифовальным кругом и рельсом отражают сенсором, всю подлежащую шлифовке головку рельса делят на несколько полос, которые располагают по поперечному профилю головки рельса друг рядом с другом и шлифуют также друг за другом, а шлифовальный круг после шлифовки каждой полосы отводят от рельса, отличающийся тем, что базовые точки для шлифовки каждой полосы определяют перед шлифовкой измерением профиля головки рельса на всей длине рабочего хода с обеих сторон сварного стыка, шлифовальный круг вступает в контакт с головкой рельса с одной стороны соединения в одной из базовых точек, наличие контакта между шлифовальным кругом и рельсом отражают вибрационным или световым сенсором, а шлифовку до другой базовой точки выполняют по результатам измеренного продольного профиля головки рельса с осевой установкой шлифовального круга, а при обратном ходе шлифовального круга выполняют контроль обработанной поверхности каждой полосы головки рельса.
Способ сборки колесных пар железнодорожного транспорта
Способ регулирования тока возбуждения тормозящих тяговых электродвигателей тепловоза
Способ регулирования напряжения вспомогательного генератора переменного тока тепловоза
Способ и устройство управления асинхронным двигателем
Устройство продольной связи тележки с кузовом локомотива
Способ регулирования электрической тяговой передачи маневрового тепловоза
Транспортное средство на комбинированном ходу
Транспортное средство на комбинированном ходу

