Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА ИЗ КОМПОЗИТНОГО МАТЕРИАЛА И ЛИСТОВОЙ СЛОИСТЫЙ МАТЕРИАЛ С ПРЕДВАРИТЕЛЬНОЙ ПРОПИТКОЙ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к способам изготовления элемента из композитного материала, конструкции крыла летательного аппарата и конструкции фюзеляжа летательного аппарата и листовому слоистому материалу с предварительной пропиткой.
Уровень техники
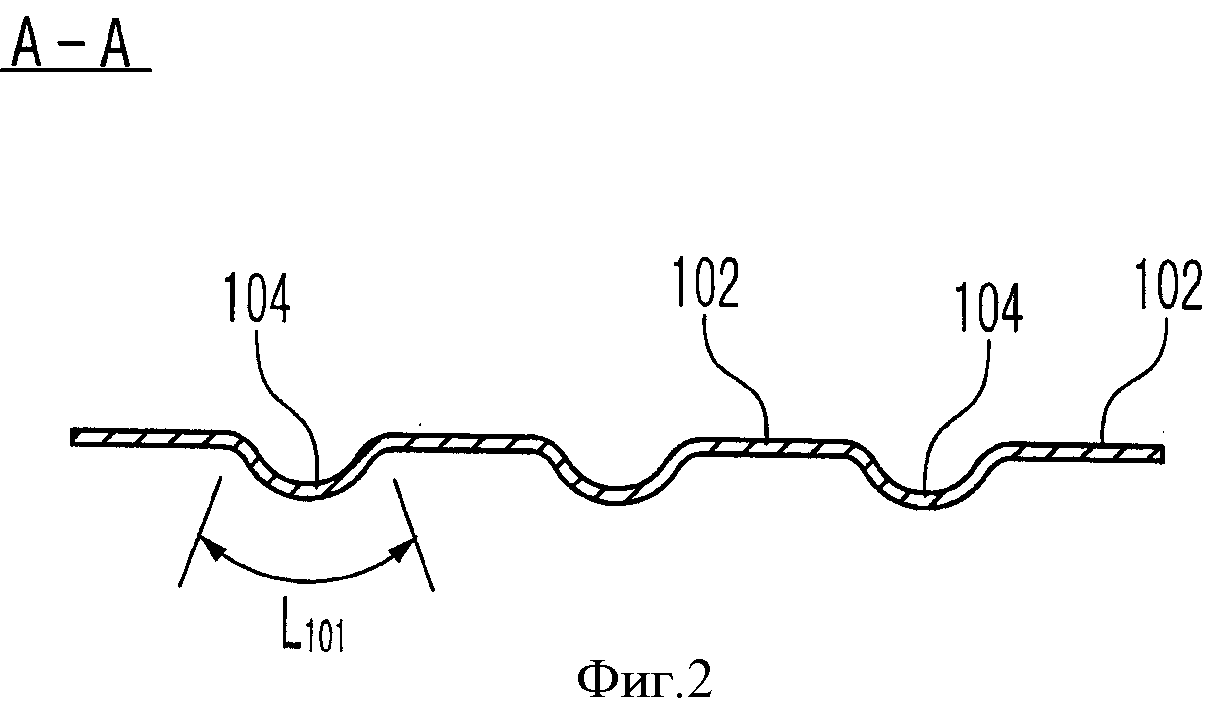
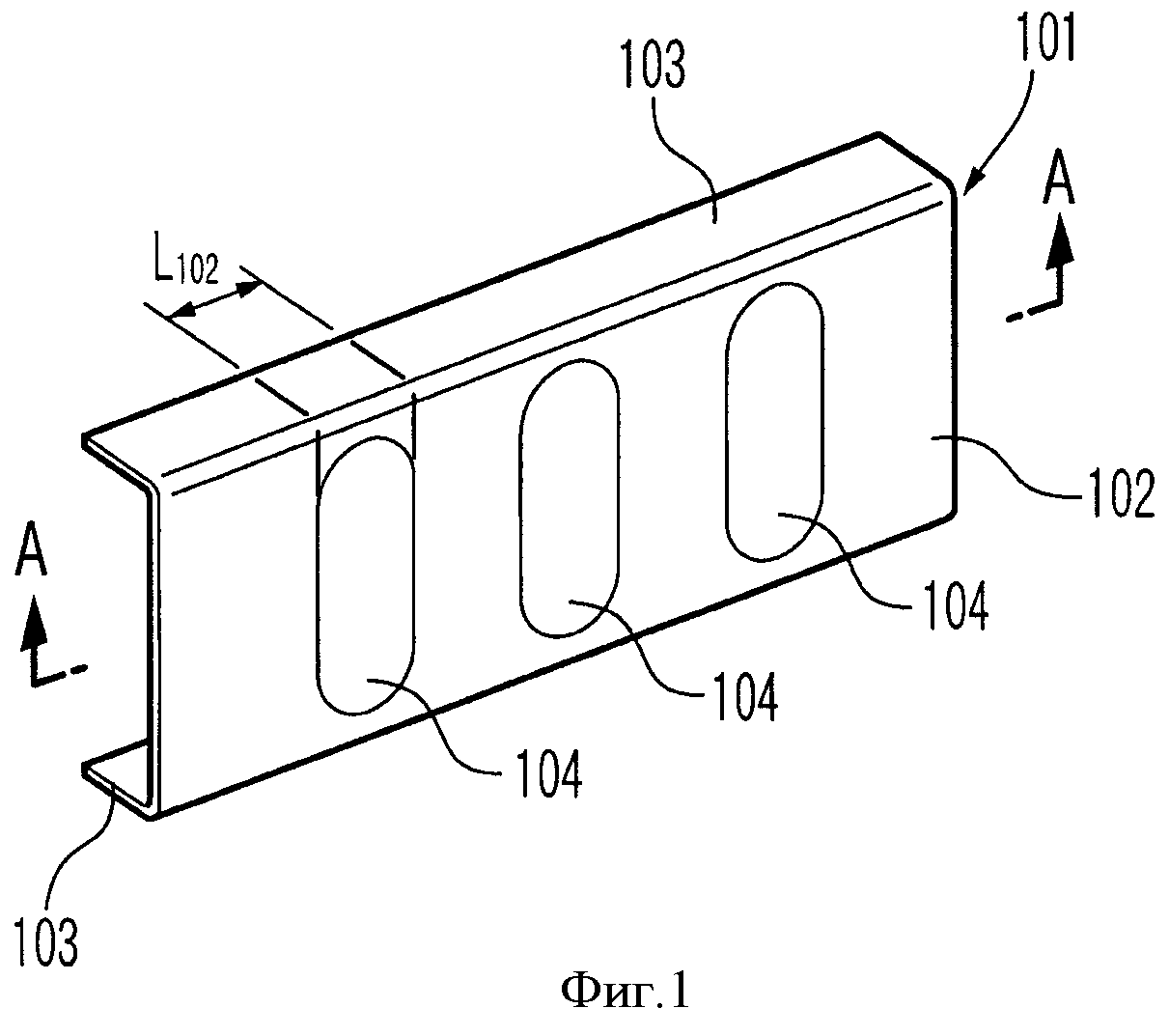
В публикации японского патента (JP-A-Heisei 10-258463) описывается нервюра из композитного материала, которую используют в крыле летательного аппарата. Как продемонстрировано на фигуре 1, нервюра 101 включает стенку 102 и полки 103, предусмотренные на обоих краях стенки 102. Для увеличения жесткости нервюры 101 в продольном направлении стенки 102 предусматривают наличие множества выдавленных ниш 104. Каждая из выдавленных ниш 104 простирается в направлении, ортогональном по отношению к продольному направлению. Вследствие предусматривания наличия выдавленных ниш 104 фактическая длина L101 стенки 102, продемонстрированной на фигуре 2, является большей, чем фактическая длина L102 полки 103, продемонстрированной на фигуре 1.
В случае формования нервюры 101 при использовании материала с предварительной пропиткой, включающего тканый материал из углеродного волокна или стекловолокна, на угловых частях выдавленной ниши 104 будет иметь место тенденция к образованию морщин. Это обуславливается тем, что вследствие невозможности растяжения материала с предварительной пропиткой в направлении волокна разница между фактической длиной L101 и фактической длиной L102 не может быть нейтрализована.
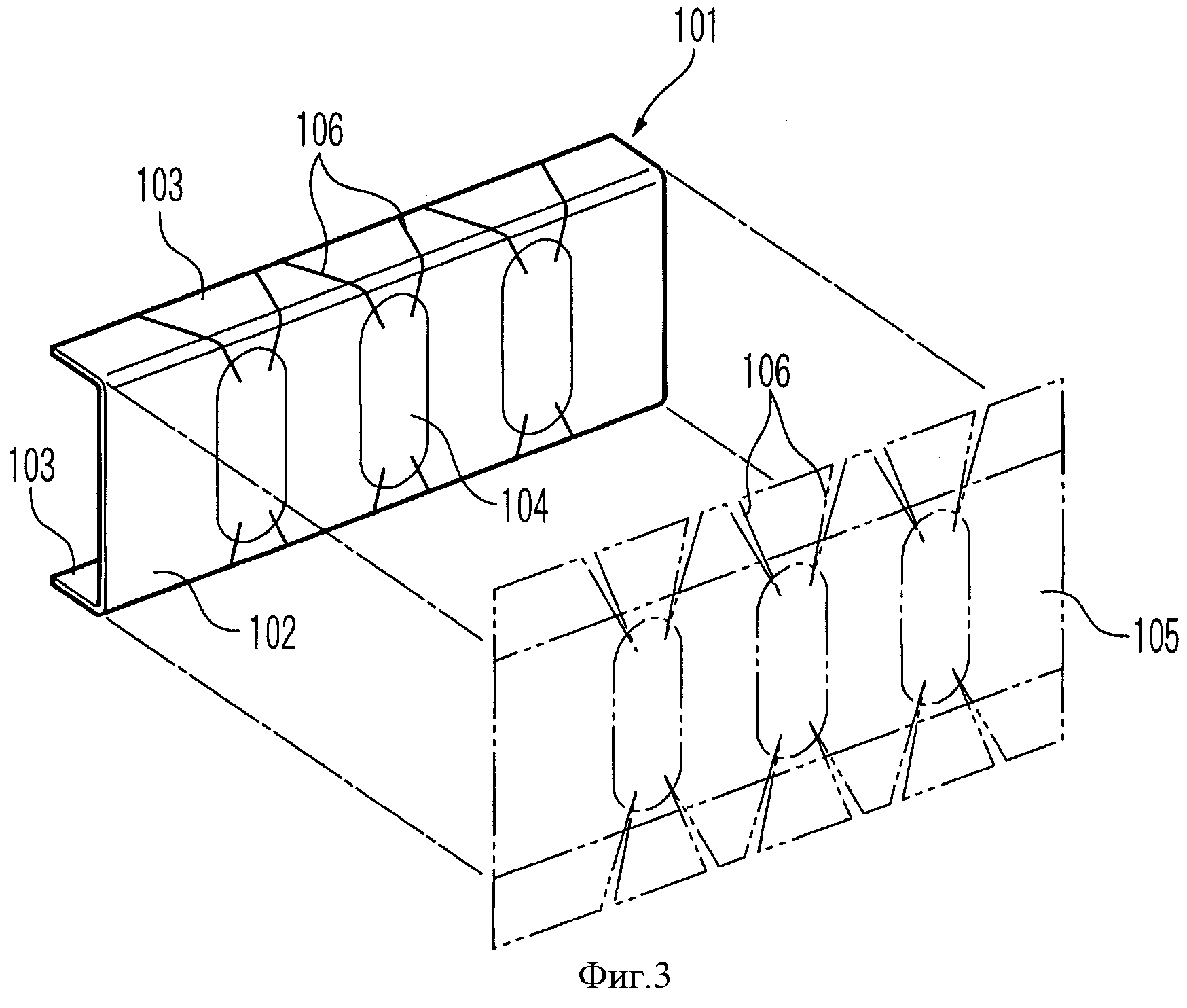
Как продемонстрировано на фигуре 3, известен способ, по которому разницу между фактической длиной L101 и фактической длиной L102 нейтрализуют в результате получения прорезей 106 в материале с предварительной пропиткой 105 в позициях, соответствующих угловым частям выдавленных ниш 104.
Раскрытие изобретения
Цель настоящего изобретения заключается в предложении способа изготовления элемента из композитного материала, имеющего меньше морщин, способа изготовления конструкции крыла летательного аппарата, которая включает элемент из композитного материала, имеющий меньше морщин, способа изготовления конструкции фюзеляжа летательного аппарата, которая включает элемент из композитного материала, имеющий меньше морщин, и листового слоистого материала с предварительной пропиткой, подходящего для данных способов изготовления.
В первом аспекте настоящего изобретения способ изготовления элемента из композитного материала включает стадию профилирования слоистого материала, включающего листы слоистого материала с предварительной пропиткой, вдоль формы. Слоистый материал включает первый слой, в котором волокна ориентированы в одном направлении. В первом слое первая поверхность, пересекающая данное одно направление, и вторая поверхность, пересекающая данное одно направление, располагаются одна напротив другой таким образом, что первая поверхность и вторая поверхность противолежат друг другу.
Вследствие отсутствия непрерывности у волокон в прорези между первой поверхностью и второй поверхностью слоистый материал легко профилируется, и образование морщин в элементе из композитного материала, изготавливаемом из слоистого материала, будет затруднительным.
Первый слой включает первую точку и вторую точку. Перед стадией профилирования первая точка и вторая точка располагаются на прямой линии, которая параллельна данному одному направлению и пересекает первую поверхность и вторую поверхность в первой точке пересечения и второй точке пересечения таким образом, что первая точка пересечения и вторая точка пересечения располагаются между первой точкой и второй точкой. Стадия профилирования предпочтительно включают стадию стимулирования изгибания слоистого материала таким образом, что образуются первая полка, соединенная с одной стороной стенки, и вторая полка, соединенная с другой стороной стенки. Первая полка и вторая полка противолежат друг к другу. Первая полка искривлена, будучи выпуклой по направлению ко второй полке. После стадии профилирования первая точка и вторая точка располагаются на стенке, в то время как первая точка пересечения и вторая точка пересечения располагаются на первой полке.
Слоистый материал в дополнение к первому слою предпочтительно включает второй слой, в котором волокна ориентированы в данном одном направлении. Во втором слое третья поверхность, пересекающая данное одно направление, и четвертая поверхность, пересекающая данное одно направление, располагаются одна напротив другой таким образом, что третья поверхность и четвертая поверхность противолежат друг другу. Первая поверхность и третья поверхность сдвинуты по положению друг относительно друга вдоль данного одного направления.
Слоистый материал предпочтительно включает третий слой, в котором волокна ориентированы в направлении, которое ортогонально пересекает данное одно направление.
В еще одном аспекте настоящего изобретения способ изготовления конструкции крыла летательного аппарата включает стадию изготовления лонжерона. Стадия изготовления лонжерона включает стадию профилирования слоистого материала, включающего листы слоистых материалов с предварительной пропиткой, вдоль формы. Слоистый материал включает первый слой, в котором волокна ориентированы в одном направлении. В первом слое первая поверхность, пересекающая данное одно направление, и вторая поверхность, пересекающая данное одно направление, располагаются одна напротив другой таким образом, что первая поверхность и вторая поверхность противолежат друг другу.
В еще одном аспекте настоящего изобретения способ изготовления конструкции фюзеляжа летательного аппарата включает: стадию изготовления шпангоута; и стадию изготовления стрингера. По меньшей мере, одна из стадий, выбираемых из стадии изготовления шпангоута и стадии изготовления стрингера, включает стадию профилирования слоистого материала, включающего листы слоистого материала с предварительной пропиткой, вдоль формы. Слоистый материал включает первый слой, в котором волокна ориентированы в одном направлении. В первом слое первая поверхность, пересекающая данное одно направление, и вторая поверхность, пересекающая данное одно направление, располагаются одна напротив другой таким образом, что первая поверхность и вторая поверхность противолежат друг другу.
В еще одном аспекте настоящего изобретения листовой слоистый материал с предварительной пропиткой включает первый лист, в котором волокна ориентированы в одном направлении. В первом слое первая поверхность, пересекающая данное одно направление, и вторая поверхность, пересекающая данное одно направление, располагаются одна напротив другой таким образом, что первая поверхность и вторая поверхность противолежат друг другу.
Листовой слоистый материал с предварительной пропиткой в дополнение к первому слою предпочтительно включает второй слой, в котором волокна ориентированы в данном одном направлении. Во втором слое третья поверхность, пересекающая данное одно направление, и четвертая поверхность, пересекающая данное одно направление, располагаются одна напротив другой таким образом, что третья поверхность и четвертая поверхность противолежат друг другу. Первая поверхность и третья поверхность сдвинуты по положению друг относительно друга вдоль данного одного направления.
Листовой слоистый материал с предварительной пропиткой предпочтительно дополнительно включает третий слой, в котором волокна ориентированы в направлении, которое ортогонально пересекает данное одно направление.
В соответствии с настоящим изобретением предлагаются способ изготовления элемента из композитного материала, имеющего меньше морщин, способ изготовления конструкции крыла летательного аппарата, которая включает элемент из композитного материала, имеющий меньше морщин, способ изготовления конструкции фюзеляжа летательного аппарата, который включает элемент из композитного материала, имеющий меньше морщин, и листовой слоистый материал с предварительной пропиткой, подходящий для данных способов изготовления.
Краткое описание чертежей
Вышеупомянутые и другие цели, преимущества и признаки настоящего изобретения будут более очевидны, исходя из описания вариантов осуществления, взятого в сочетании с прилагаемыми чертежами, в числе которых:
Фигура 1 представляет собой изображение вида в перспективе для обычного продукта, сформованного из композитного материала;
Фигура 2 представляет собой изображение вида в разрезе для продукта, сформованного из композитного материала;
Фигура 3 представляет собой изображение вида в перспективе, демонстрирующее еще один пример обычного продукта, сформованного из композитного материала;
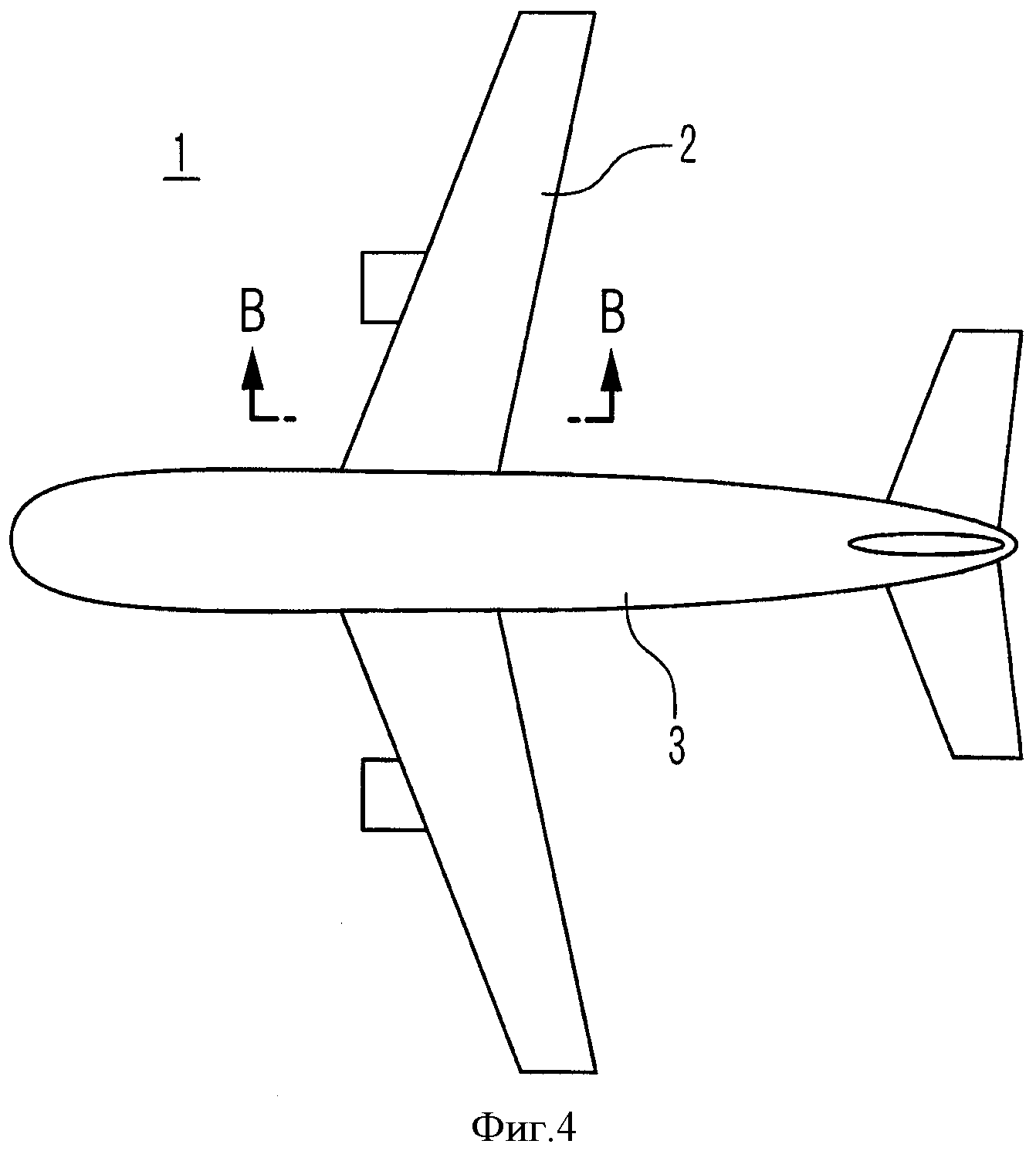
Фигура 4 представляет собой изображение вида сверху для летательного аппарата, соответствующего первому варианту осуществления настоящего изобретения;
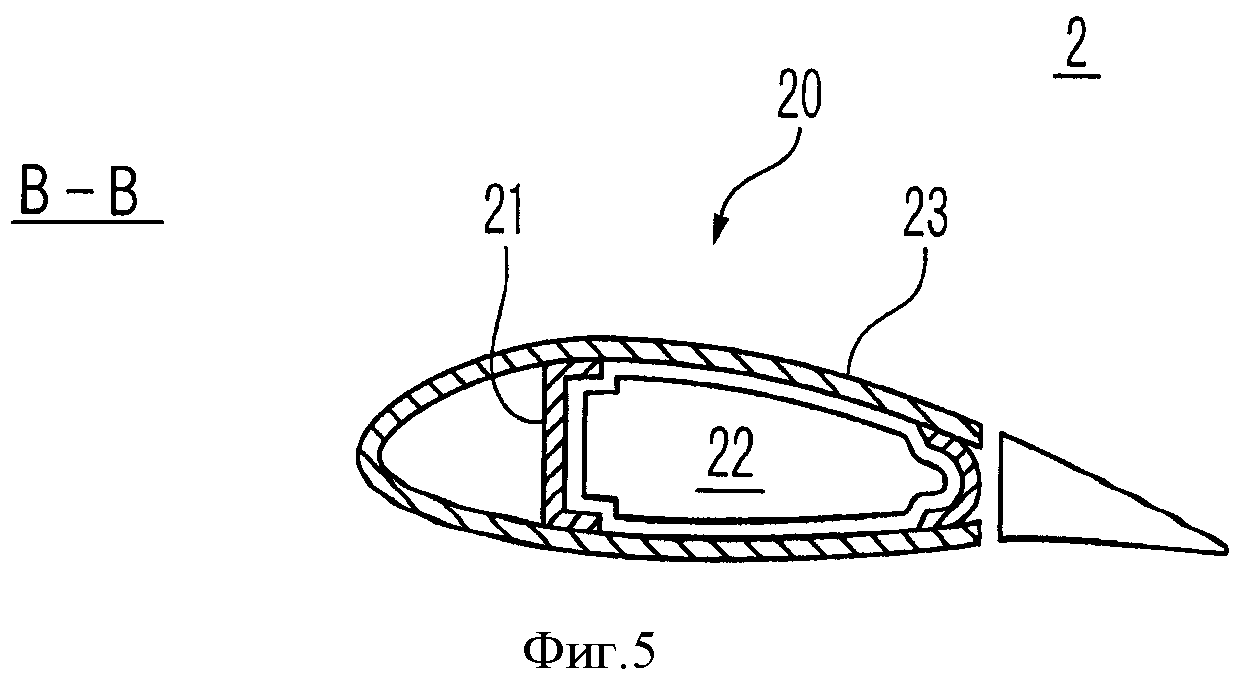
Фигура 5 представляет собой изображение вида в разрезе для конструкции крыла летательного аппарата;
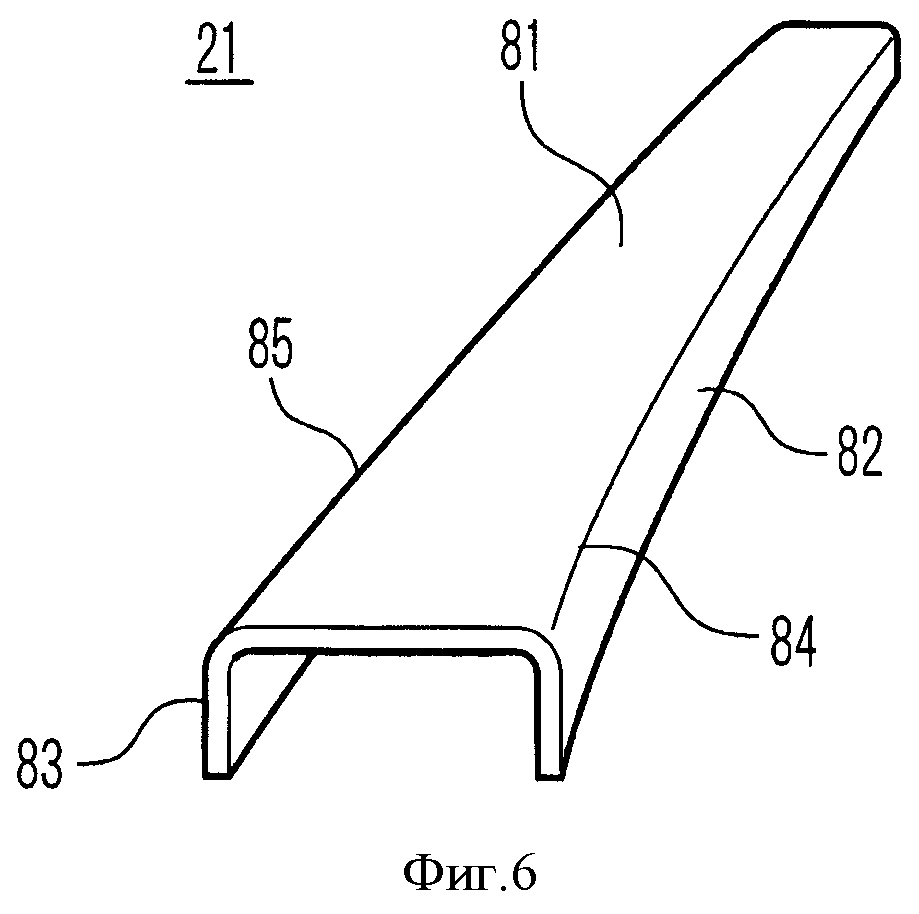
Фигура 6 представляет собой изображение вида в перспективе для лонжерона конструкции крыла;
Фигура 7 демонстрирует стадию предварительного профилирования слоистого материала;
Фигура 8 представляет собой изображение вида сверху, демонстрирующее расположение слоистого материала, соответствующего первому варианту осуществления, и профилирующей формы;
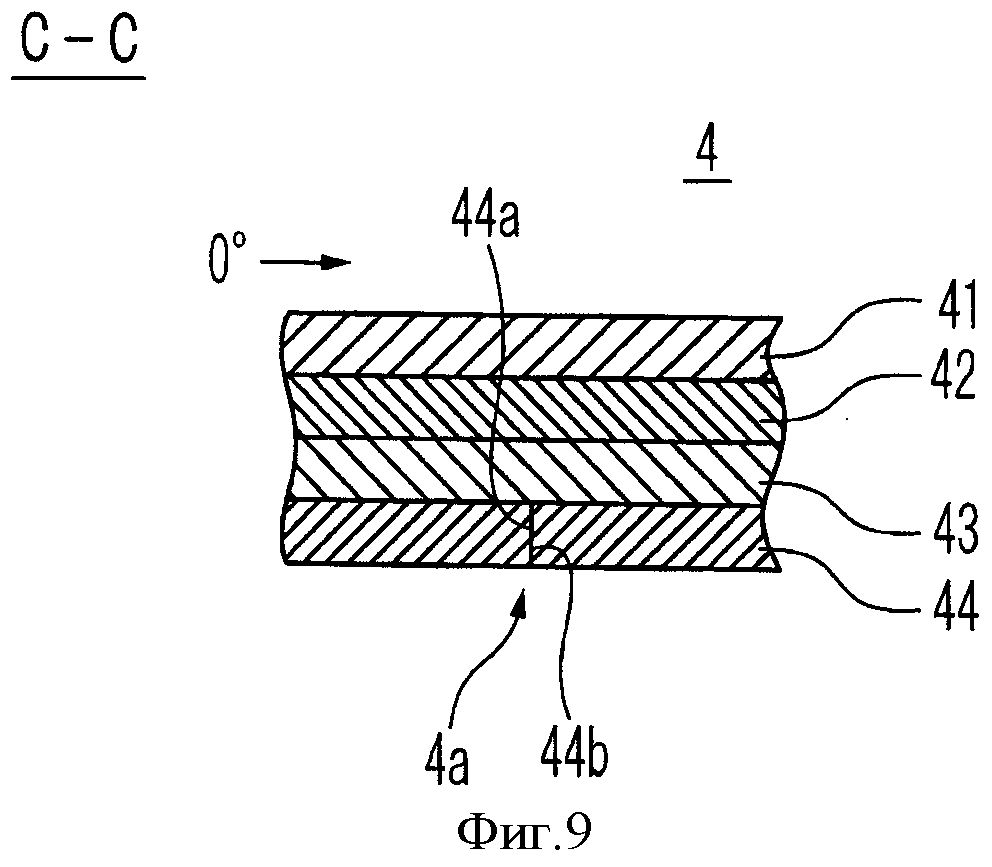
Фигура 9 представляет собой изображение вида в разрезе для слоистого материала фигуры 8;
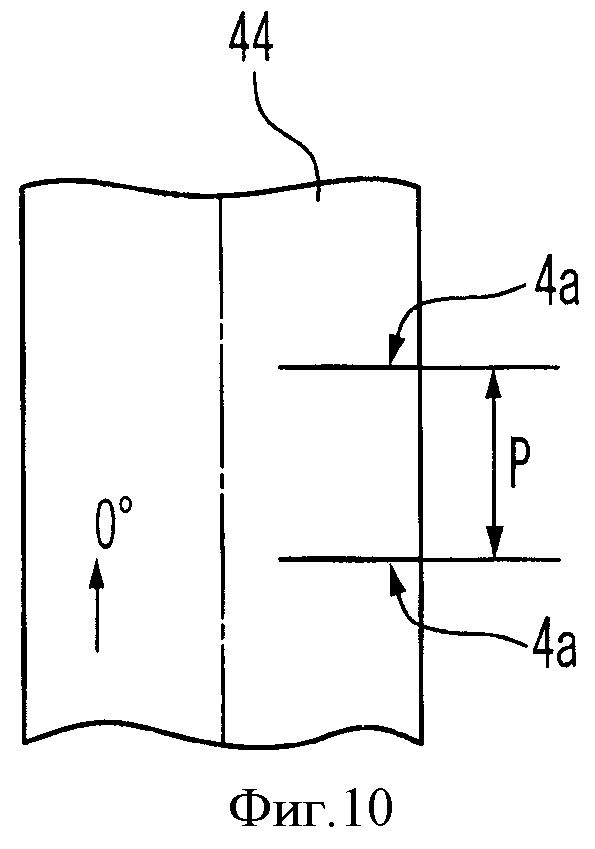
Фигура 10 представляет собой изображение вида сверху для листового материала с предварительной пропиткой слоя на 0 градусов из слоистого материала, соответствующего первому варианту осуществления;
Фигура 11 представляет собой изображение вида сверху, демонстрирующее детальное расположение слоистого материала и профилирующей формы;
Фигура 12 демонстрирует предварительно профилированный слоистый материал;
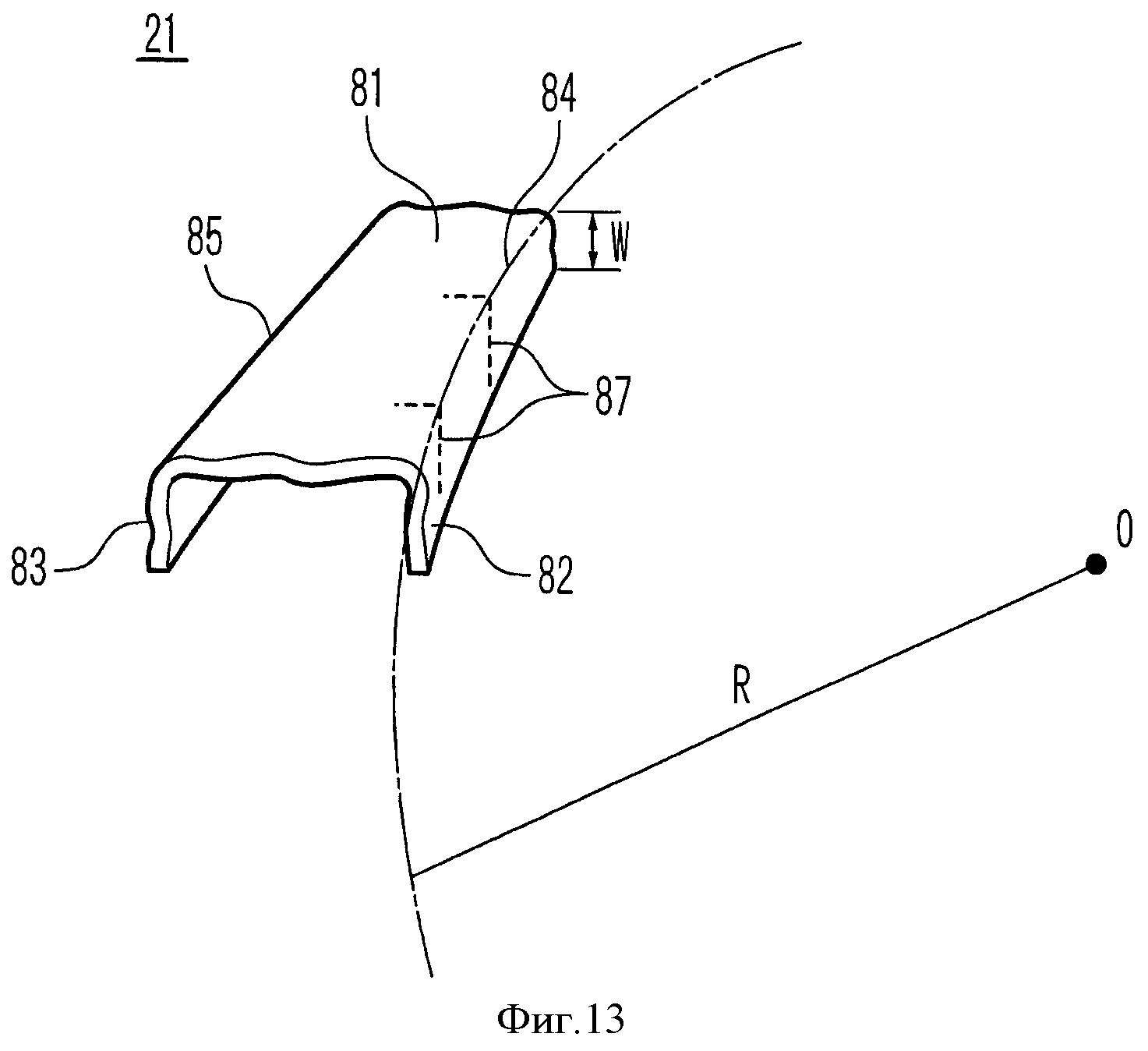
Фигура 13 представляет собой изображение вида в перспективе для лонжерона, соответствующего первому варианту осуществления;
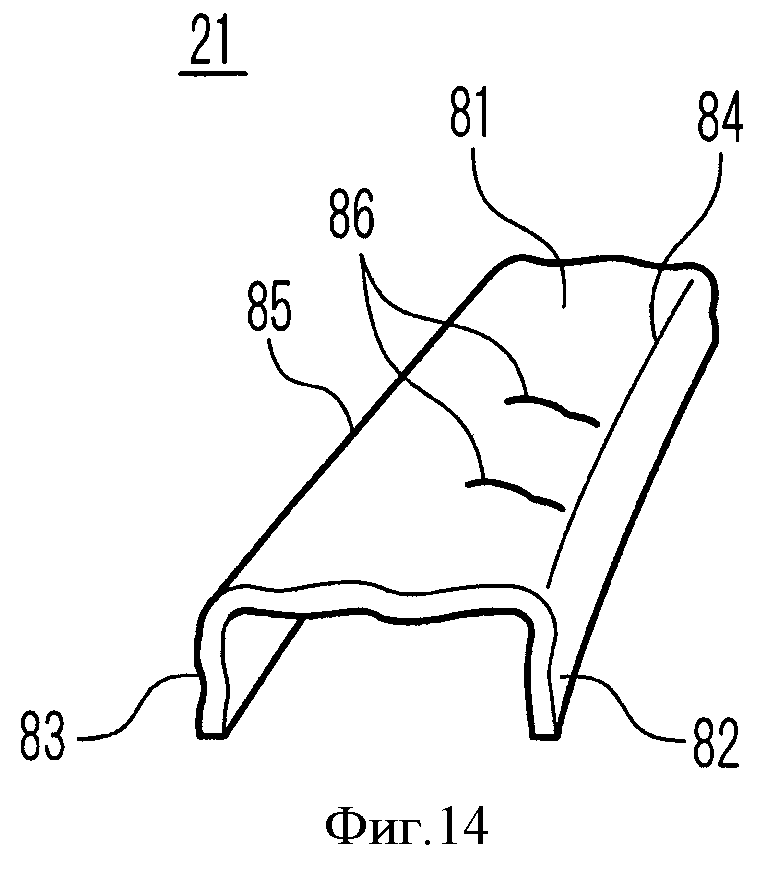
Фигура 14 представляет собой изображение вида в перспективе для лонжерона, соответствующего сравнительному примеру;
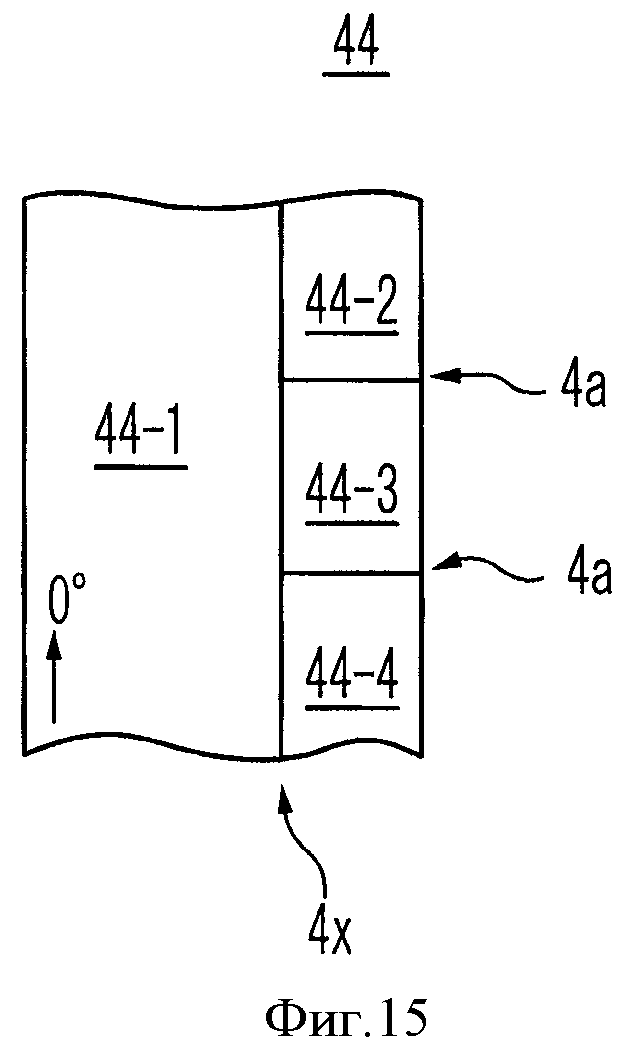
Фигура 15 представляет собой изображение вида сверху для листового материала с предварительной пропиткой слоя на 0 градусов из слоистого материала, соответствующего второму варианту осуществления настоящего изобретения;
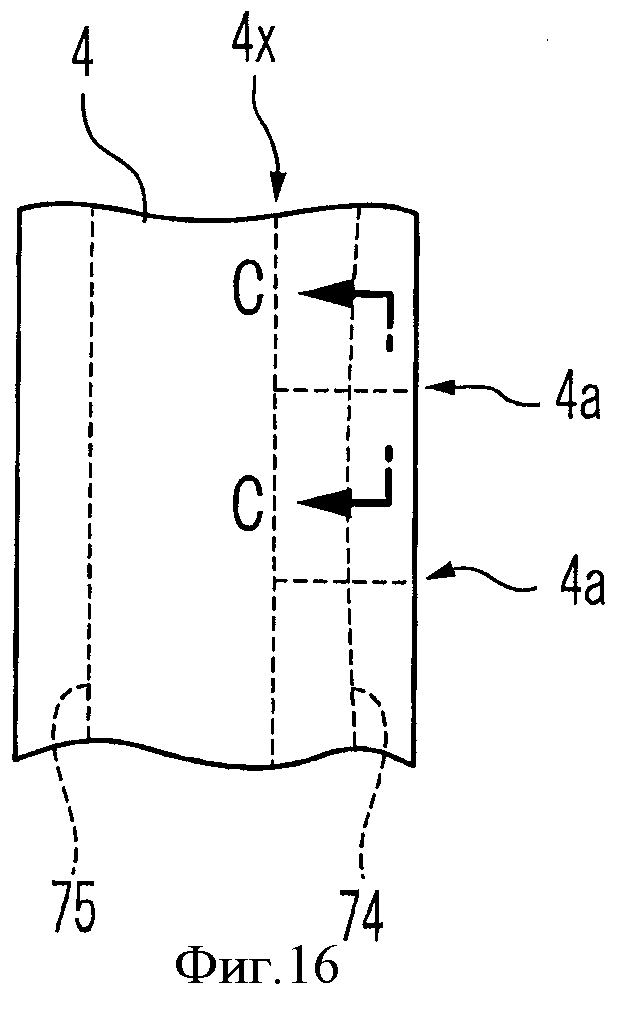
Фигура 16 представляет собой изображение вида сверху, демонстрирующее расположение слоистого материала, соответствующего второму варианту осуществления, и профилирующей формы;
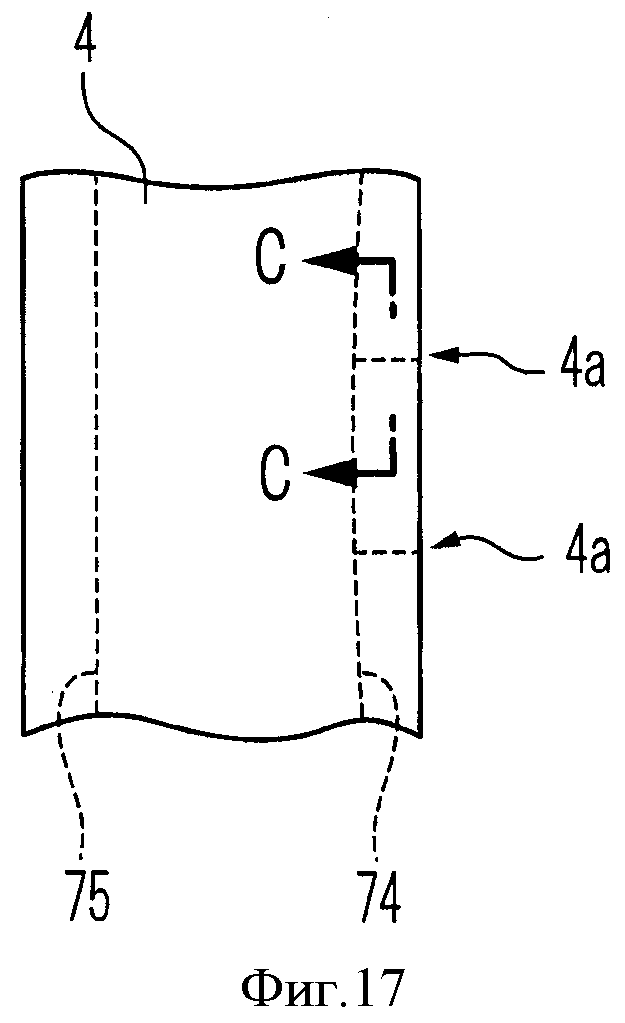
Фигура 17 представляет собой изображение вида сверху, демонстрирующее расположение слоистого материала, соответствующего третьему варианту осуществления настоящего изобретения, и профилирующей формы;
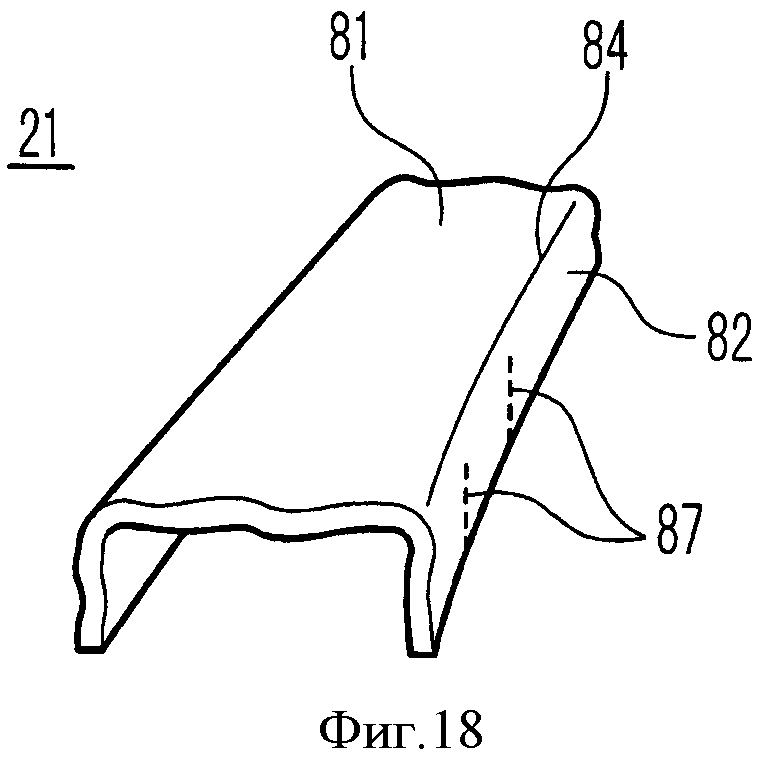
Фигура 18 представляет собой изображение вида в перспективе для лонжерона, соответствующего третьему варианту осуществления;
Фигура 19 представляет собой изображение вида в разрезе для слоистого материала, соответствующего четвертому варианту осуществления настоящего изобретения;
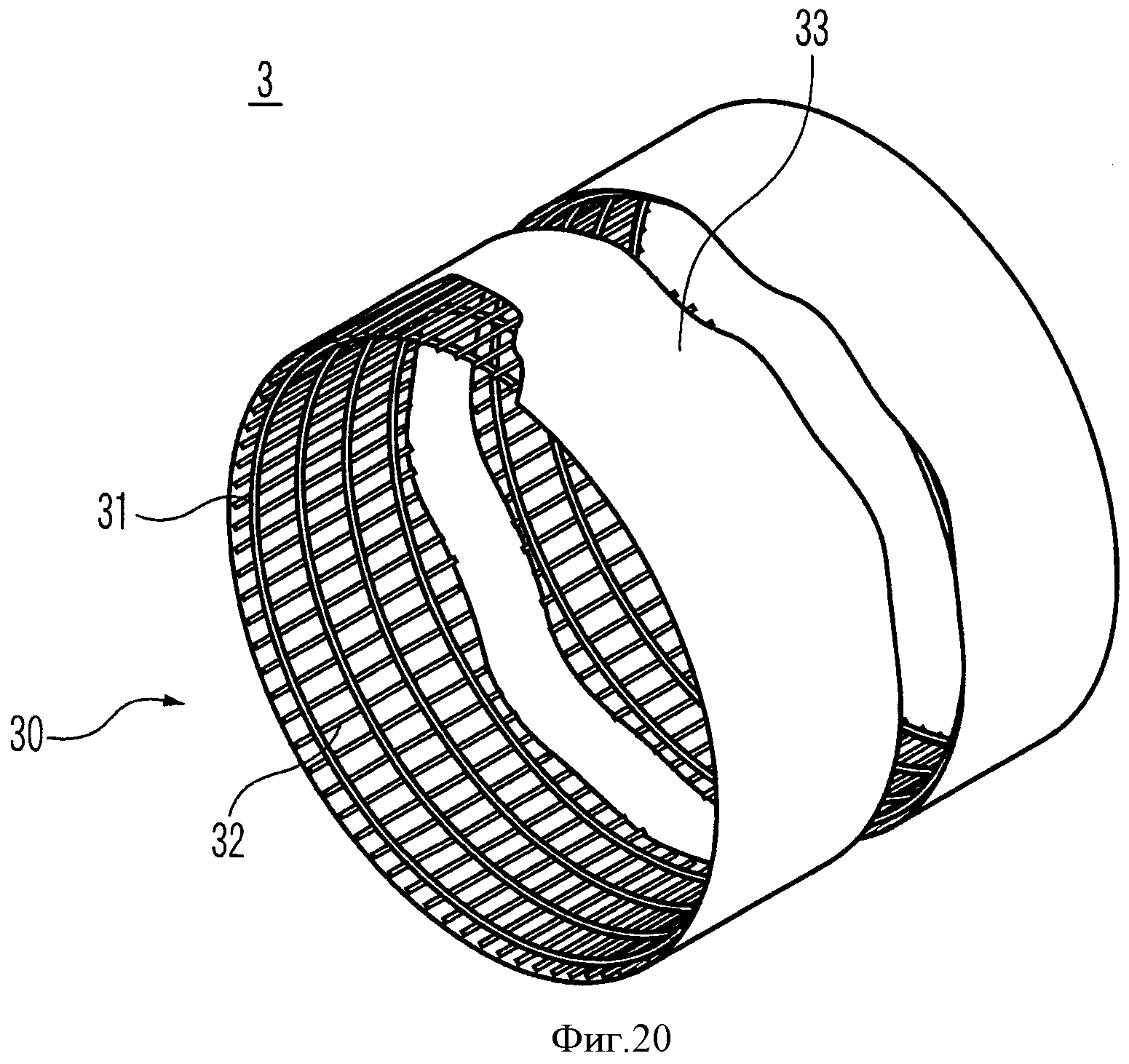
Фигура 20 представляет собой изображение вида в перспективе для конструкции фюзеляжа летательного аппарата;
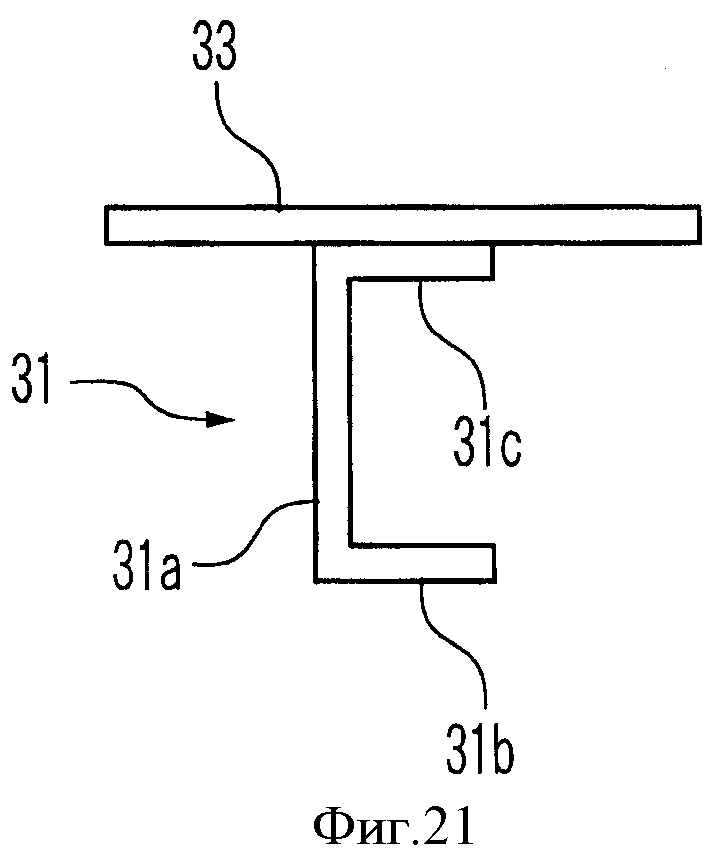
Фигура 21 представляет собой изображение вида в разрезе для шпангоута конструкции фюзеляжа;
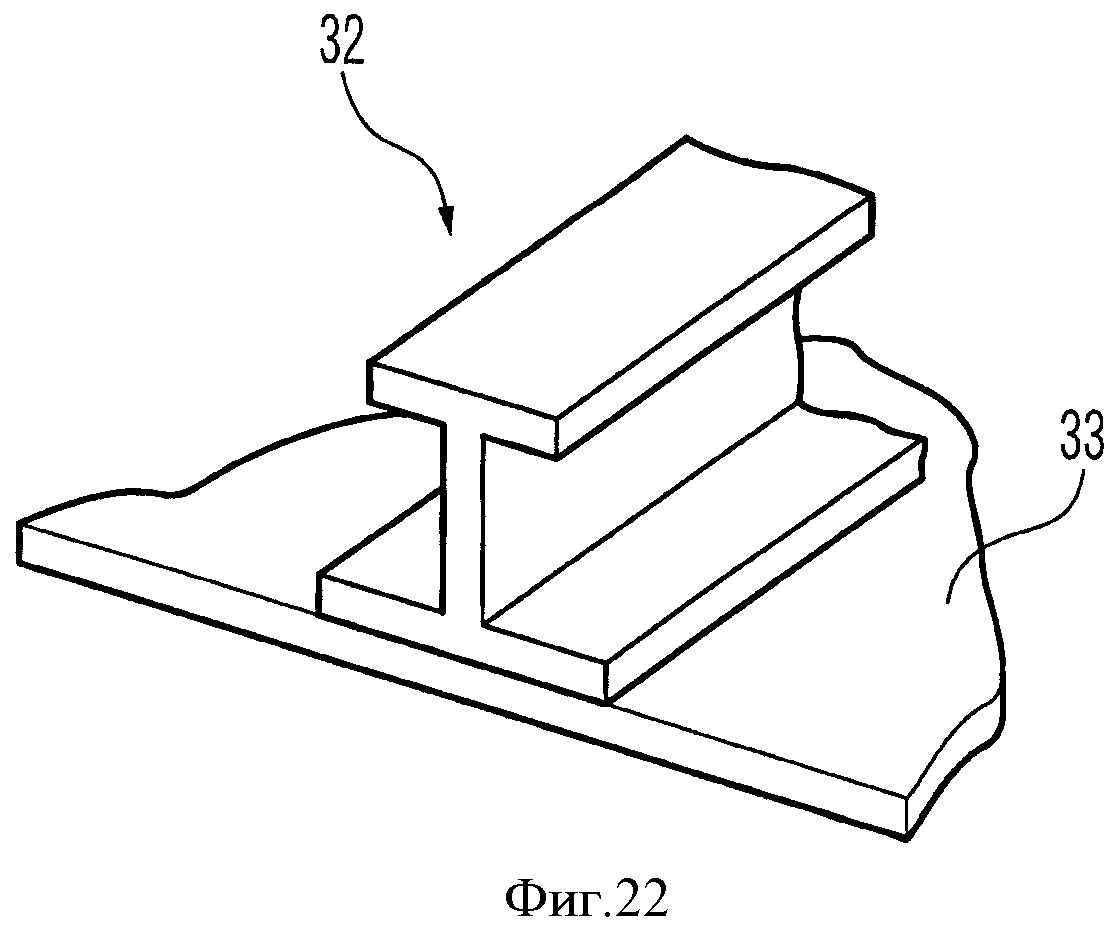
Фигура 22 представляет собой изображение вида в перспективе для стрингера конструкции фюзеляжа; и
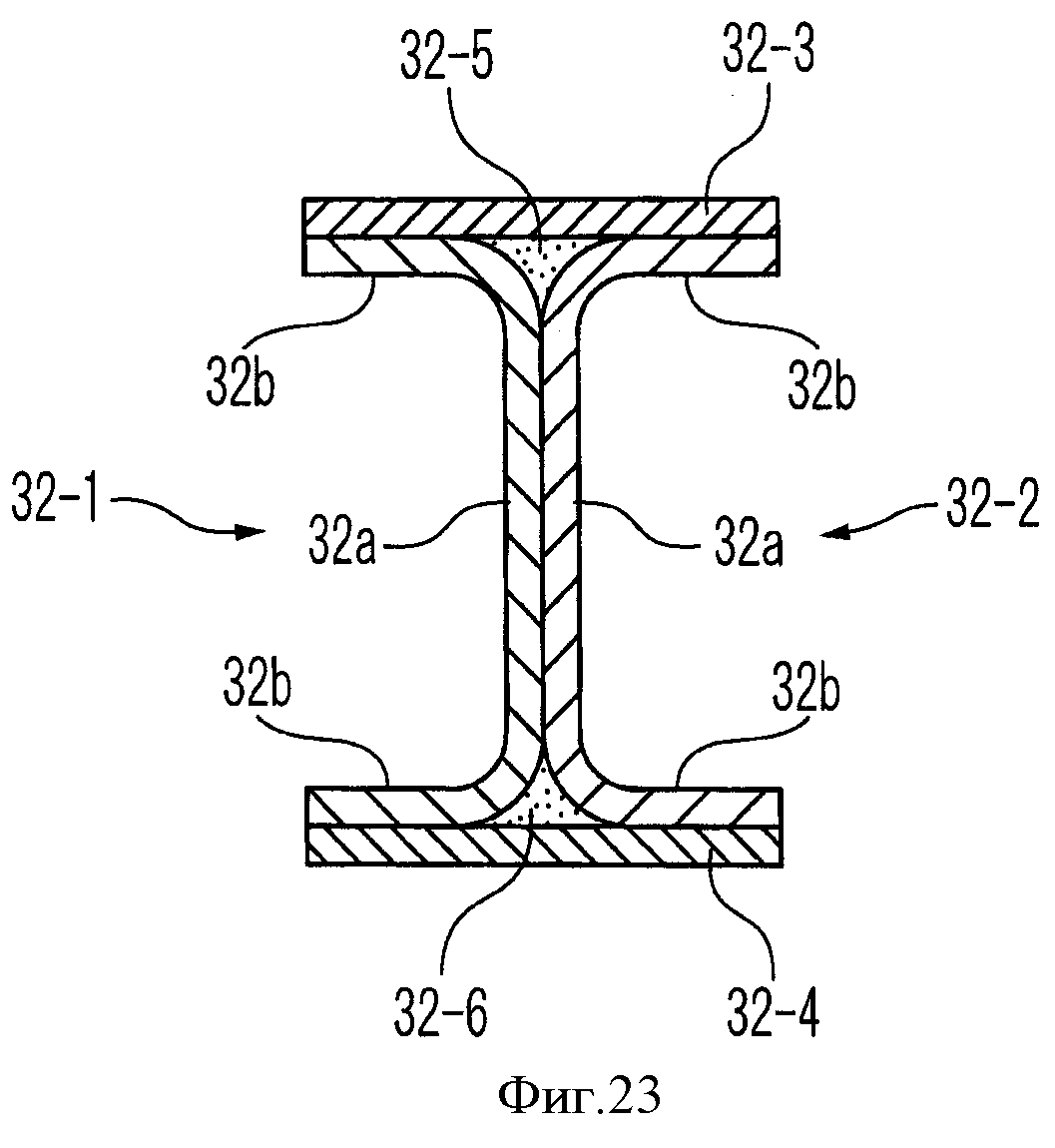
Фигура 23 представляет собой изображение вида в разрезе для стрингера.
Осуществление изобретения
При обращении к прилагаемым чертежам ниже будут описываться варианты осуществления элемента из композитного материала, конструкции крыла летательного аппарата, конструкции фюзеляжа летательного аппарата, способов их изготовления и листового слоистого материала с предварительной пропиткой, соответствующие настоящему изобретению.
(Первый вариант осуществления)
Фигура 4 демонстрирует летательный аппарат 1, соответствующий первому варианту осуществления настоящего изобретения. Летательный аппарат 1 включает крыло 2 и фюзеляж 3. Фигура 5 демонстрирует конструкцию крыла 20 для крыла 2. Конструкция крыла 20 включает лонжерон 21, нервюру 22, присоединенную к лонжерону 21, и обшивку 23, присоединенную к нервюре 22. Крылом 2 может быть основное крыло или может быть хвостовое оперение в сборе.
Фигура 6 демонстрирует изображение вида в перспективе для лонжерона 21. Лонжерон 21 в виде элемента из композитного материала получают из композитного материала, такого как пластик, армированный волокном. Лонжерон 21 включает стенку 81, полку 82, соединенную с одной стороной стенки 81, и полку 83, соединенную с другой стороной стенки 81. Каждый элемент, выбираемый из стенки 81, полки 82 и полки 83, имеет пластинчатую форму. Полка 82 соединяется со стенкой 81 через угловую часть 84, простирающуюся в продольном направлении лонжерона 21. Полка 83 соединяется со стенкой 81 через угловую часть 85, простирающуюся в продольном направлении лонжерона 21. Полка 82 и полка 83 противолежат друг к другу. Полка 82 искривлена, будучи выпуклой по направлению к полке 83.
Ниже будет описываться способ изготовления лонжерона 21. Способ изготовления лонжерона 21 включает: стадию получения слоистого материала 4, имеющего форму плоской пластины, на которой листовые материалы с предварительной пропиткой наслаивают друг на друга, стадию предварительного профилирования слоистого материала 4 вдоль формы и стадию отверждения предварительно профилированного слоистого материала 4.
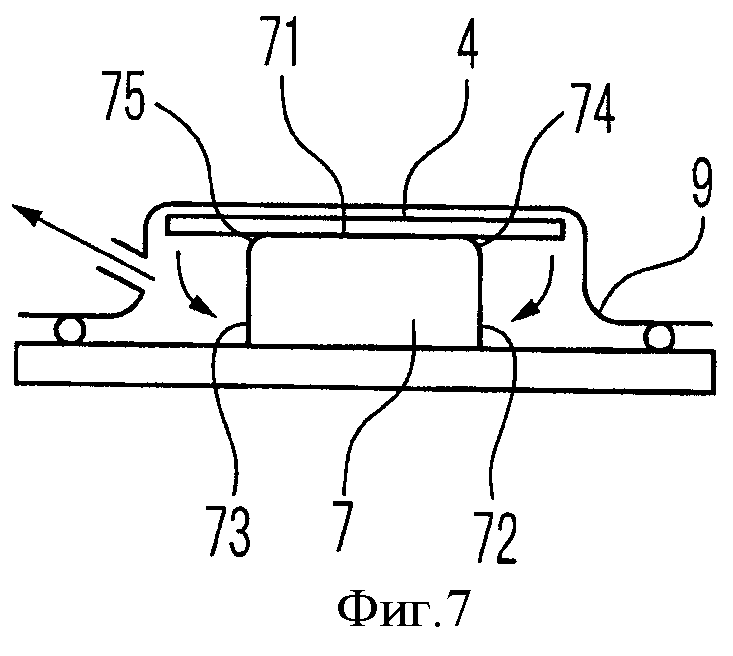
На стадии предварительного профилирования, например, используют горячее формование листов вытяжкой на пуансоне. Фигура 7 демонстрирует способ предварительного профилирования слоистого материала 4 при использовании горячего формования листов вытяжкой на пуансоне. Профилирующая форма 7 имеет верхнюю поверхность 71, боковую поверхность 72, соединенную с верхней поверхностью 71 через угловую часть 74, и боковую поверхность 73, соединенную с верхней поверхностью 71 через угловую часть 75. Верхняя поверхность 71 соответствует стенке 81, боковая поверхность 72 соответствует полке 82, боковая поверхность 73 соответствует полке 83, угловая часть 74 соответствует угловой части 84, а угловая часть 75 соответствует угловой части 85. Слоистый материал 4 располагают на верхней поверхности 71 и позиционируют по отношению к профилирующей форме 7.
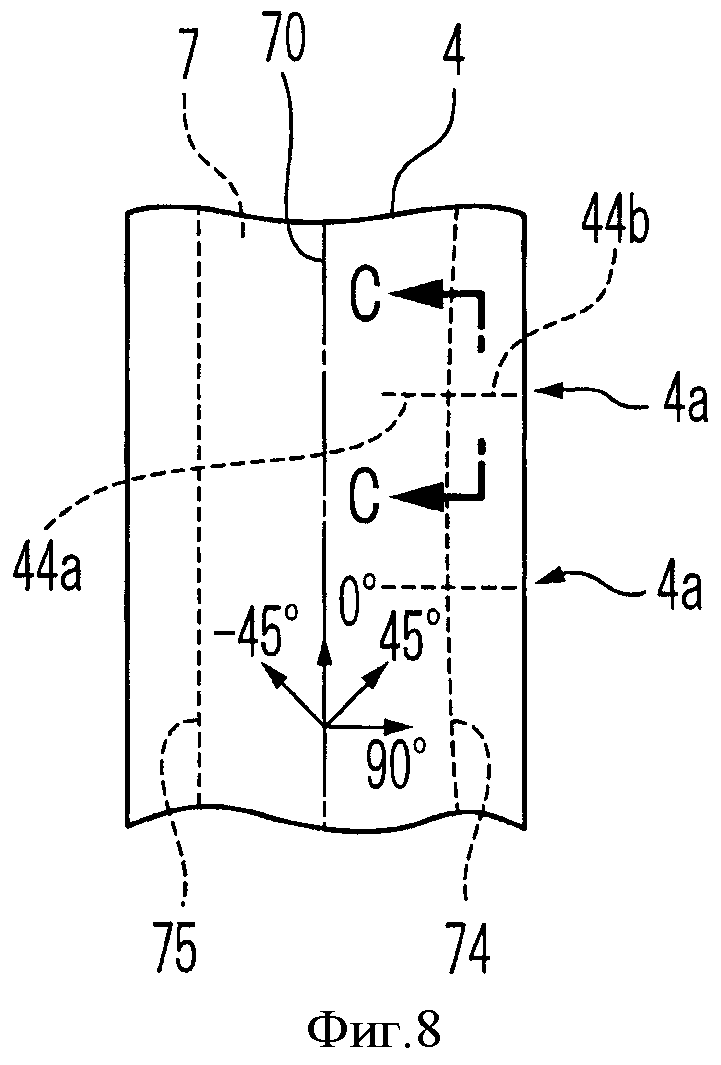
Фигура 8 демонстрирует расположение слоистого материала 4 и профилирующей формы 7. Серединная линия 70 профилирующей формы 7 является прямой линией. Расстояние от угловой части 74 до серединной линии 70 приблизительно равно расстоянию от угловой части 75 до серединной линии 70. В соответствии с аспектом об искривленности полки 82, являющейся выпуклой по направлению к полке 83, угловая часть 74 искривлена, будучи выпуклой по направлению к угловой части 75. Слоистый материал 4 включает слой на 0 градусов, слой на +45 градусов, слой на -45 градусов и слой на 90 градусов. В каждом слое, выбираемом из слоя на 0 градусов, слоя на +45 градусов, слоя на -45 градусов и слоя на 90 градусов, волокна ориентированы в одном направлении (однонаправленная ориентация). Направление волокон в слое на 0 градусов (направление 0 градусов), направление волокон в слое на +45 градусов (направление +45 градусов), направление волокон в слое на -45 градусов (направление -45 градусов) и направление волокон в слое на 90 градусов (направление 90 градусов) показаны на фигуре стрелками. Направление +45 градусов наискось пересекает направление 0 градусов под углом +45 градусов. Направление -45 градусов наискось пересекает направление 0 градусов под углом -45 градусов. Направление 90 градусов пересекает направление 0 градусов под углом 90 градусов. Например, слоистый материал 4 позиционируют по отношению к профилирующей форме 7 таким образом, что угол между направлением 0 градусов и серединной линией 70 находится в диапазоне от -10 градусов до +10 градусов.
Слой на 0 градусов снабжают прорезями 4а таким образом, что при позиционировании слоистого материала 4 по отношению к профилирующей форме 7 прорези 4а пересекают угловую часть 74 при рассмотрении в направлении, ортогональном верхней поверхности 71. Прорези 4а пересекают направление 0 градусов.
Фигура 9 демонстрирует изображение вида в разрезе вдоль линии разреза C-C фигуры 8. Слоистый материал 4 включает листовой материал с предварительной пропиткой 41 в качестве слоя на +45 градусов, листовой материал с предварительной пропиткой 42 в качестве слоя на 90 градусов, листовой материал с предварительной пропиткой 43 в качестве слоя на -45 градусов и листовой материал с предварительной пропиткой 44 в качестве слоя на 0 градусов. Листовой материал с предварительной пропиткой 44 располагают на стороне, приближенной к верхней поверхности 71, а листовой материал с предварительной пропиткой 41 располагают на стороне, удаленной от верхней поверхности 71. Листовой материал с предварительной пропиткой 42 располагают в промежутке между листовым материалом с предварительной пропиткой 41 и листовым материалом с предварительной пропиткой 43, а листовой материал с предварительной пропиткой 43 располагают в промежутке между листовым материалом с предварительной пропиткой 42 и листовым материалом с предварительной пропиткой 44. В листовом материале с предварительной пропиткой 44 предусматривают наличие прорезей 4а. Листовой материал с предварительной пропиткой 44 включает волокна, которые не являются непрерывными в прорези 4а. Листовой материал с предварительной пропиткой 44 в каждой прорези 4а имеет поверхность 44а и поверхность 44b. Прорезь 4а образована в промежутке между поверхностью 44а и поверхностью 44b. Каждая поверхность, выбираемая из поверхности 44а и поверхности 44b, пересекает, например, направление 0 градусов под углом 90 градусов или приблизительно 90 градусов. Приблизительно 90 градусов составляют угол в диапазоне от 87 градусов до 93 градусов. Поверхность 44а и поверхность 44b располагаются одна напротив другой таким образом, что поверхности противолежат друг другу. На каждой поверхности, выбираемой из поверхности 44а и поверхности 44b, располагаются поверхности резки для множества волокон. Поверхности резки соответствуют поперечным сечениям волокон. Наличие прорези, подобной прорези 4а, на листовых материалах с предварительной пропиткой 41, 42 и 43 не предусматривается.
Что касается фигуры 10, то согласно ей в случае предусматривания для листового материала с предварительной пропиткой 44 наличия множества прорезей 4а прорези 4а будут располагаться с шагом Р вдоль направления 0 градусов. Может быть предусмотрено наличие и только одной прорези 4а.
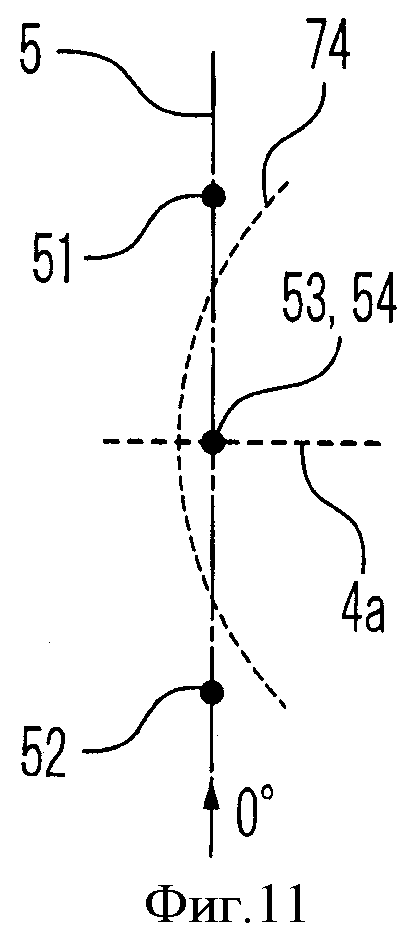
Что касается фигуры 11, то на ней будет подробно описываться расположение профилирующей формы 7 и слоистого материала 4, продемонстрированных на фигуре 8. Листовой материал с предварительной пропиткой 44 включает прямую линию 5, параллельную направлению 0 градусов. На прямой линии 5 располагаются точка 51, точка 52, точка пересечения 53 и точка пересечения 54. Точка пересечения 53 является точкой пересечения между прямой линией 5 и поверхностью 44а, а точка пересечения 54 является точкой пересечения между прямой линией 5 и поверхностью 44b. Точка пересечения 53 и точка пересечения 54 располагаются в промежутке между точкой 51 и точкой 52. Точки 51, 52 и точки пересечения 53, 54 располагаются по обеим сторонам от угловой части 74, соответственно.
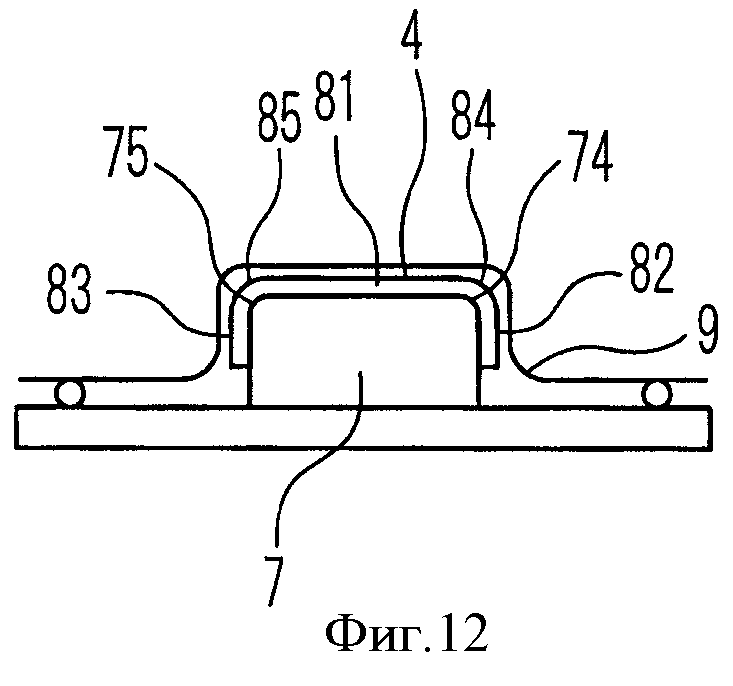
Что касается фигуры 7, то согласно ей после покрытия слоистого материала 4 и профилирующей формы 7 пленкой 9 внутреннее пространство пленки 9 вакуумируют при одновременном нагревании слоистого материала 4. В результате стимулируют изгибание слоистого материала 4 вдоль угловой части 74 и угловой части 75. В соответствии с этим, образуются стенка 81, полка 82, полка 83, угловая часть 84 и угловая часть 85, как это продемонстрировано на фигуре 12.
Для получения полки 82 стимулируют искривление части слоистого материала 4, которая должна быть полкой 82, заставляют искривиться. В данный момент к части, которая должна быть полкой 82, вдоль прямой линии 5 прикладывают натяжение. Поскольку волокна, расположенные на прямой линии 5, в прорези 4а не являются непрерывными, слоистый материал 4 легко профилируется вдоль профилирующей формы 7, и образование морщин в слоистом материале 4 будет затруднительным.
После этого при реализации способа отверждения для предварительно профилированного слоистого материала 4 на стадии отверждения используют автоклав в условиях воздействия нагревания и давления.
Фигура 13 демонстрирует лонжерон 21, который изготавливают из слоистого материала 4 при использовании описывавшихся выше стадии предварительного профилирования и стадии отверждения. Вследствие предусматривания для слоистого материала 4 наличия прорезей 4а образование морщин на лонжероне 21 предотвращается. Лонжерон 21 включает граничные плоскости 87, соответствующие соответственным прорезям 4а. На граничной плоскости 87 множество волокон в листовом материале с предварительной пропиткой 44 не является непрерывным. Граничная плоскость 87 пересекает угловую часть 84, располагаясь как на полке 82, так и на стенке 81. Точка 51 и точка 52 располагаются на стенке 81. Точка пересечения 53 и точка пересечения 54 располагаются на полке 82.
При радиусе кривизны R полки 82 в диапазоне от 50000 мм до 75000 мм и при ширине W полки 82, равной 150 мм и менее, шаг P 300 мм в значительной мере подавляет образование морщин. В случае меньшего радиуса кривизны R или большей необходимой ширины полки шаг P предпочтительно будет меньшим. Однако, радиус кривизны R, ширина W и шаг P данными значениями не ограничиваются.
После отверждения волокна в слое на +45 градусов и волокна в слое на -45 градусов сопротивляются натяжению, параллельному направлению 0 градусов. Таким образом, предотвращается ситуация, когда лонжерон 21 не может достичь желательной прочности вследствие существования граничных плоскостей 87.
(Сравнительный пример)
Наличие описывавшихся выше прорезей 4а для слоистого материала 4, соответствующего сравнительному примеру настоящего изобретения, не предусматривается. Фигура 14 демонстрирует лонжерон 21, который изготавливают из слоистого материала 4, соответствующего сравнительному примеру, при использовании описывавшихся выше стадии предварительного профилирования и стадии отверждения. В случае стимулирования искривления части слоистого материала 4, которая должна быть полкой 82, для получения полки 82 к части, которая должна быть полкой 82, прикладывают натяжение вдоль волокон в слое на 0 градусов. Вследствие сопротивления волокон в слое на 0 градусов натяжению, как это продемонстрировано на фигуре 14, на стенке 81 образуются морщины 86. Поскольку морщины 86 ухудшают прочность лонжерона 21, количество морщин 86 предпочитается иметь небольшим.
(Второй вариант осуществления)
Слоистый материал 4, соответствующий второму варианту осуществления настоящего изобретения, отличается от слоистого материала 4, соответствующего первому варианту осуществления, только в слое на 0 градусов. Что касается фигуры 15, то на ней слой на 0 градусов, соответствующий второму варианту осуществления, соответствует листовому материалу с предварительной пропиткой 44, соответствующему первому варианту осуществления, к которому добавляют прорезь 4х, параллельную направлению 0 градусов. В данном случае слой на 0 градусов слоистого материала 4 включает листовой материал с предварительной пропиткой 44-1, листовой материал с предварительной пропиткой 44-2, листовой материал с предварительной пропиткой 44-3 и листовой материал с предварительной пропиткой 44-4. Что касается фигуры 16, то согласно ей прорезь 4х размещают в промежутке между угловой частью 74 и угловой частью 75 при рассмотрении в направлении, ортогональном верхней поверхности 71. Вследствие исчезновения прорези 4х при плавлении и повторном затвердевании смолы листового материала с предварительной пропиткой на лонжероне, который изготавливают из слоистого материала 4, соответствующего настоящему варианту осуществления, при использовании вышеупомянутых стадии предварительного профилирования и стадии отверждения отсутствует какая-либо граничная плоскость, соответствующая прорези 4х. Способ, соответствующий настоящему варианту осуществления, является эффективным, например, при изготовлении слоистого материала, у которого ширина стенки велика. То есть, способу, соответствующему настоящему варианту осуществления, свойственно преимущество в виде легкости изготовления в сопоставлении с тем, что имеет место для способа, по которому стенку и полки получают при использовании одного большого листового материала с предварительной пропиткой, снабженного прорезями. Кроме того, способу свойственно достоинство в виде улучшенного использования материала.
(Третий вариант осуществления)
Что касается фигуры 17, то на ней слоистый материал 4, соответствующий третьему варианту осуществления настоящего изобретения, отличается от слоистого материала 4, соответствующего первому варианту осуществления настоящего изобретения, только в том аспекте, что прорези 4а не пересекают угловую часть 74. Фигура 18 демонстрирует лонжерон 21, который изготавливают из слоистого материала 4 на фигуре 17 при использовании вышеупомянутых стадии предварительного профилирования и стадии отверждения. Как продемонстрировано на фигуре 18, граничные плоскости 87, соответствующие прорезям 4а, располагаются только на полке 82 и не располагаются на стенке 81. Способ, соответствующий настоящему варианту осуществления, является эффективным при превышении радиусом кривизны полки элемента 5000 мм и при желательности подавления резки волокон до минимума в целях сохранения прочности элемента на максимуме.
(Четвертый вариант осуществления)
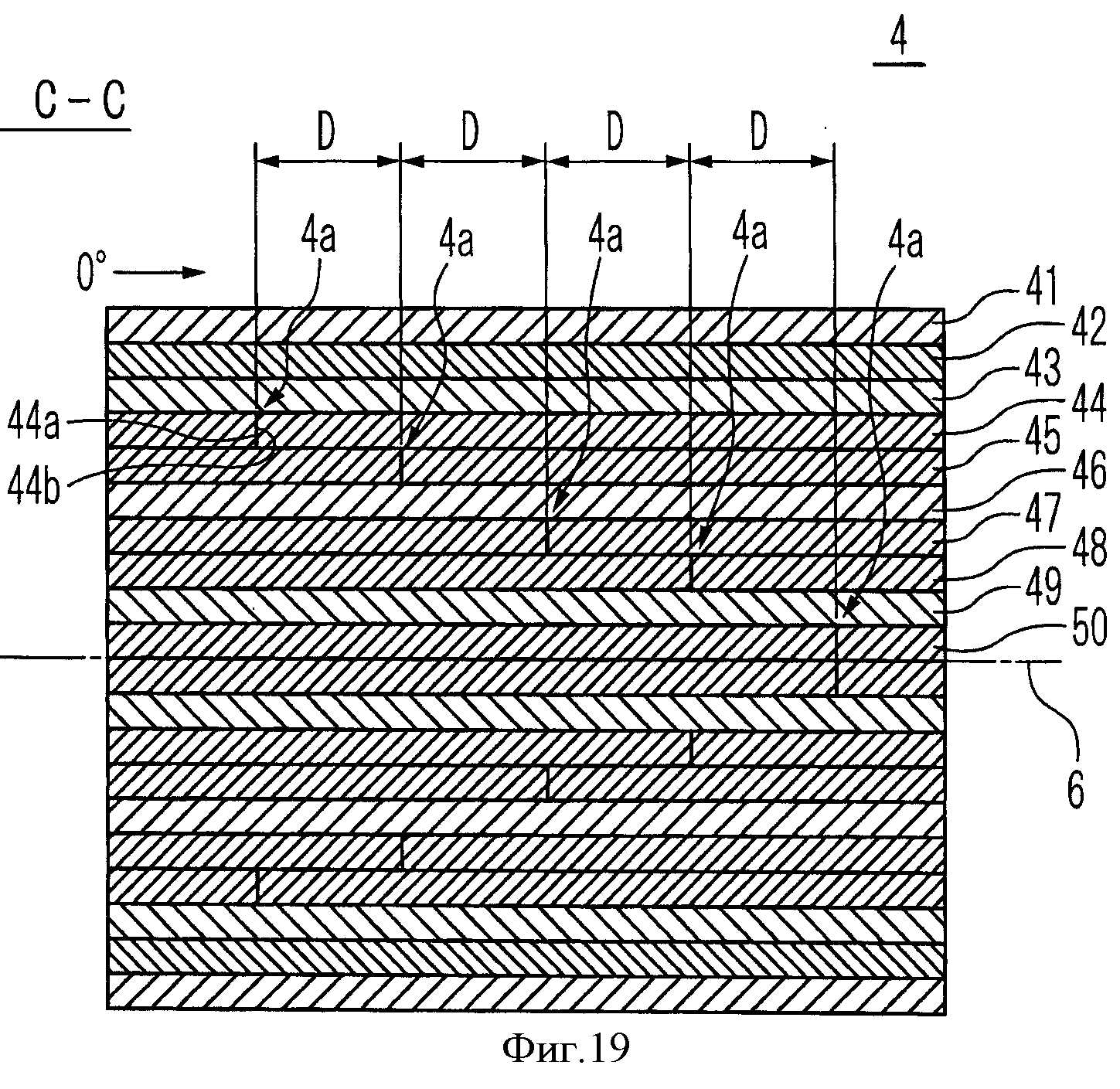
Слоистый материал 4, соответствующий четвертому варианту осуществления настоящего изобретения, соответствует слоистому материалу 4, соответствующему любому варианту осуществления в диапазоне от первого до третьего вариантов осуществления, к которому добавляют другие слои. Что касается фигуры 19, то на ней слоистый материал 4, соответствующий настоящему варианту осуществления, является зеркально симметричным по отношению к плоскости симметрии 6. Слоистый материал 4 в дополнение к вышеупомянутым листовым материалам с предварительной пропиткой от 41 до 44 включает листовой материал с предварительной пропиткой 45 в качестве слоя на 0 градусов, листовой материал с предварительной пропиткой 46 в качестве слоя на +45 градусов, листовой материал с предварительной пропиткой 47 и листовой материал с предварительной пропиткой в качестве слоев на 0 градусов, листовой материал с предварительной пропиткой 49 в качестве слоя на -45 градусов и листовой материал с предварительной пропиткой 50 в качестве слоя на 0 градусов. Листовой материал с предварительной пропиткой 44 располагается в промежутке между листовым материалом с предварительной пропиткой 41 и плоскостью симметрии 6. Листовой материал с предварительной пропиткой 47 располагается в промежутке между листовым материалом с предварительной пропиткой 44 и плоскостью симметрии 6. Листовой материал с предварительной пропиткой 45 располагается в промежутке между листовым материалом с предварительной пропиткой 44 и листовым материалом с предварительной пропиткой 47. Листовой материал с предварительной пропиткой 46 располагается в промежутке между листовым материалом с предварительной пропиткой 45 и листовым материалом с предварительной пропиткой 47. Листовой материал с предварительной пропиткой 49 располагается в промежутке между листовым материалом с предварительной пропиткой 47 и плоскостью симметрии 6. Листовой материал с предварительной пропиткой 48 располагается в промежутке между листовым материалом с предварительной пропиткой 47 и листовым материалом с предварительной пропиткой 49. Листовой материал с предварительной пропиткой 50 располагается в промежутке между листовым материалом с предварительной пропиткой 49 и плоскостью симметрии 6.
Листовой материал с предварительной пропиткой 45 снабжают прорезью 4а в положении, сдвинутом на расстояние D в направлении 0 градусов от прорези 4а в листовом материале с предварительной пропиткой 44. Листовой материал с предварительной пропиткой 47 снабжают прорезью 4а в положении, сдвинутом на расстояние D в направлении 0 градусов от прорези 4а в листовом материале с предварительной пропиткой 45. Листовой материал с предварительной пропиткой 48 снабжают прорезью 4а в положении, сдвинутом на расстояние D в направлении 0 градусов от прорези 4а в листовом материале с предварительной пропиткой 47. Листовой материал с предварительной пропиткой 50 снабжают прорезью 4а в положении, сдвинутом на расстояние D в направлении 0 градусов от прорези 4а в листовом материале с предварительной пропиткой 48. Соответствующие прорези 4а получают пересекающими направление 0 градусов. В прорези 4а каждого листового материала с предварительной пропиткой, выбираемого из листового материала с предварительной пропиткой 45, листового материала с предварительной пропиткой 47, листового материала с предварительной пропиткой 48 и листового материала с предварительной пропиткой 50, поверхность, подобная поверхности 44а, и поверхность, подобная поверхности 44b, располагаются одна напротив другой таким образом, что поверхности противолежат друг другу. Расстояние D предпочтительно составляет 25 мм (1 дюйм) и более. Вышеупомянутые сдвиги создают намеренно. Расстояние D может быть определено таким образом, что прорези 4а листовых материалов с предварительной пропиткой 45, 47, 48 и 50 будут равномерно диспергированы с шагом прорезей 4а по всему листовому материалу с предварительной пропиткой 44, или расстояние D может быть определено таким образом, что прорези 4а листовых материалов с предварительной пропиткой 44, 45, 47, 48 и 50 будут равномерно распределены по всему слоистому материалу 4.
Лонжерон 21 изготавливают из слоистого материала 4, продемонстрированного на фигуре 19, при использовании описывавшихся выше стадии предварительного профилирования и стадии отверждения. Поскольку лонжерон 21 включает множество слоев на 0 градусов, и граничные плоскости 87, образованные в данных слоях, сдвинуты в направлении 0 градусов, прочность лонжерона 21 улучшается.
В вышеупомянутых соответствующих вариантах осуществления вместо слоя на +45 градусов может быть использован слой на +θ градусов, а вместо слоя на -45 градусов может быть использован слой на -θ градусов. В каждом слое, выбираемом из слоя на +θ градусов и слоя на -θ градусов, волокна ориентированы в одном направлении. Направление волокон в слое на +θ градусов наискось пересекает направление 0 градусов под углом +θ градусов. Направление волокон в слое на -θ градусов наискось пересекает направление 0 градусов под углом -θ градусов. В данном случае 0<θ<45 или 45<θ<90.
Способы изготовления, соответствующие вышеупомянутым вариантам осуществления, могут быть использованы для изготовления шпангоута 31 и стрингера 32 в виде элементов из композитного материала. Что касается фигуры 20, то на ней конструкция фюзеляжа 30 для фюзеляжа 3 включает шпангоут 31, который имеет кольцевую форму, стрингер 32, который зафиксирован на шпангоуте 31, и обшивку 33. Как продемонстрировано на фигуре 21, шпангоут 31 включает стенку 31а и полки 31b и 31с, которые соединяются со стенкой 31а. Стенка 31а соответствует стенке 81, полка 31b соответствует полке 82, а полка 31c соответствует полке 83. Как продемонстрировано на фигуре 22, стрингер 32 является Н-образным или I-образным в поперечном сечении. Как продемонстрировано на фигуре 23, стрингер 32 включает элементы 32-1 и 32-2, верхнюю пластину 32-3, имеющую форму плоской пластины, нижнюю пластину 32-4, имеющую форму плоской пластины, и наполнители угловых частей 32-5 и 32-6. Каждый из элементов 32-1 и 32-2 является U-образным или П-образным в поперечном сечении. Каждый из элементов 32-1 и 32-2 включает стенку 32а и две полки 32b, соединенные со стенкой 32а. Стенку 32а элемента 32-1 и стенку 32а элемента 32-2 сочленяют друг с другом таким образом, что элементы 32-1 и 32-2 образуют сочлененное тело, является Н-образным или I-образным в поперечном сечении. Верхняя пластина 32-3 и нижняя пластина 32-4 противолежат друг другу при расположении между ними сочлененного тела. Верхнюю пластину 32-3 сочленяют с полками 32b элементов 32-1 и 32-2, которые располагаются на стороне, удаленной от обшивки 33. Наполнитель угловой части 32-5 располагается окруженным верхней пластиной 32-3, элементом 32-1 и элементом 32-2. Нижнюю пластину 32-4 сочленяют с полками 32b элементов 32-1 и 32-2, которые располагаются на стороне, приближенной к обшивке 33. Наполнитель угловой части 32-6 располагается окруженным нижней пластиной 32-4, элементом 32-1 и элементом 32-2. Нижнюю пластину 32-4 сочленяют с оболочкой 33. Что касается каждого из элементов 32-1 и 32-2, то стенка 32а соответствует стенке 81, а две полки 32b соответствуют полке 82 и полке 83.
Настоящее изобретение было описано при обращении к вариантам осуществления; однако, настоящее изобретение вышеупомянутыми вариантами осуществления не ограничивается. Для вышеупомянутых вариантов осуществления могут быть использованы различные модификации. Например, вышеупомянутые варианты осуществления могут быть объединены друг с другом.
Устройство и способ для неразрушающего контроля
Установка для получения двуокиси углерода из дымового газа
Катализатор удаления no из высокотемпературного дымового газа, способ его получения и способ удаления no из высокотемпературного дымового газа
Способ изготовления композитного материала и устройство для его осуществления
Установка для извлечения со и способ извлечения со
Устройство защиты от возгорания топливного бака
Устройство очистки отработавшего газа
Катализатор окисления ртути и способ его приготовления
Способ производства железа прямым восстановлением и устройство для его осуществления
Газо-жидкостный контактный аппарат и установка извлечения диоксида углерода
Устройство и способ для неразрушающего контроля
Установка для получения двуокиси углерода из дымового газа
Катализатор удаления no из высокотемпературного дымового газа, способ его получения и способ удаления no из высокотемпературного дымового газа
Способ изготовления композитного материала и устройство для его осуществления
Установка для извлечения со и способ извлечения со
Устройство защиты от возгорания топливного бака
Устройство очистки отработавшего газа
Катализатор окисления ртути и способ его приготовления
Способ производства железа прямым восстановлением и устройство для его осуществления
Газо-жидкостный контактный аппарат и установка извлечения диоксида углерода

