Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА ТРИМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и предназначено для производства триметаллических прутковых и проволочных изделий волочением.
К триметаллическим изделиям в виде прутков проволоки относят изделия, включающие три слоя из разных металлов.
Известно, что прутки и проволоку изготавливают по технологической схеме, совмещающей прокатку или прессование заготовки с последующим волочением триметаллической заготовки через конические волоки.
При деформировании в волочильном инструменте в заготовке возникает напряжение волочения, которое может приводить к обрыву переднего конца заготовки (см. Перлин И.Л., Ерманок М.З. Теория волочения. - М.: Металлургия, 1971. - С.17).
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является способ волочения изделий, включающий предварительное формирование захватки с заостренным и коническим участками и последующее волочение через монолитную волоку. Формирование конического участка захватки осуществляют с углом конусности на 2-3° меньшим, чем угол конусности волоки. Перед волочением заостренную часть захватки вводят в волоку, наносят технологическую смазку и осуществляют захват заостренного конца зажимом тянущего устройства (а.с. СССР №1245375, кл. В21С 1/00, 1986). Данный способ принят в качестве прототипа.
Недостатком известного способа, принятого за прототип, является то, что он не учитывает геометрию волочильного инструмента, в частности, угол наклона образующей рабочего канала волоки к оси волочения. Угол наклона образующей рабочего канала технологического волочильного инструмента является одним из основных параметров, определяющих напряжение волочения, единичные обжатия и энергозатраты при волочении.
Признаки прототипа, совпадающие с признаками заявляемого решения - предварительное формирование на изделии захватки с заостренным и коническим участками и последующее волочение через конический канал монолитной волоки.
Задачей изобретения является снижение напряжения волочения и энергоемкости процесса волочения триметаллических прутковых и проволочных изделий, повышение единичных обжатий и качества протягиваемых триметаллических изделий за счет оптимизации угла наклона образующей рабочего канала волочильного инструмента.
Поставленная задача была решена за счет того, что в известном способе, включающем предварительное формирование на изделии захватки с заостренным и коническим участками и последующее волочение через конический канал монолитной волоки, используют волоку, угол наклона образующей рабочего канала к оси волочения которой составляет

где  - вытяжка при волочении;
- вытяжка при волочении;
d0, d1 - внешний диаметр триметаллического прутка или проволочной заготовки до и после деформации соответственно;
σs1, σs2, σs3 - усредненные по зоне деформации сопротивления деформации протягиваемых материалов триметаллической заготовки;
 ,
,  ,
,  - относительные площади сечения каждого из слоев, составляющих триметаллическую заготовку;
- относительные площади сечения каждого из слоев, составляющих триметаллическую заготовку;
f - коэффициент внешнего трения в очаге деформации при волочении;
σq - напряжение противонатяжения.
Признаки предлагаемого способа, отличительные от прототипа, - использование волоки, угол наклона образующей рабочего канала к оси волочения которой определяют по приведенной выше формуле.
В реальных условиях волочения напряжение волочения монометаллической заготовки определяется по формуле (см. Механика композиционных материалов и конструкций. 2010 - Том 16, №2. С.-191-196)

где
- вытяжка при волочении;
d0, d1 - внешний диаметр монометаллического прутка или проволочной заготовки до и после деформации соответственно;
αв - угол наклона образующей инструмента к оси волочения;
αП - приведенный угол волоки tgαП=0,65tgαв;
σs - среднее по зоне деформации сопротивление деформации протягиваемого материала;
f - коэффициент внешнего трения в очаге деформации при волочении;
σq - напряжение противонатяжения.
Триметаллическая заготовка состоит из трех слоев: центрального сердечника, промежуточного слоя и внешней оболочки. Напряжение, обеспечивающее деформацию центрального сердечника, полагая, что в формуле (2) f=0, будет равно

где σs1 - сопротивление деформации металлосердечника заготовки.
Напряжению волочения (3) соответствует усилие, затрачиваемое на деформацию сердечника

где F1 - площадь сердечника триметаллической заготовки.
Напряжение волочения промежуточного слоя триметаллической заготовки в соответствии с формулой (2) при f=0 составит

где σs2 - сопротивление деформации промежуточного слоя заготовки.
Напряжению волочения (5) соответствует усилие, затрачиваемое на деформацию промежуточного слоя

где F2 - площадь промежуточного слоя триметаллической заготовки.
Для внешней оболочки, находящейся в контакте с волочильным инструментом, напряжение волочения составит

где σs3 - сопротивление деформации внешнего слоя заготовки.
Напряжению волочения (7) соответствует усилие, затрачиваемое на деформацию оболочки

где F3 - площадь внешней оболочки триметаллической заготовки.
Общее усилие, необходимое для пластической деформации триметаллической заготовки, составит

После подстановки соотношений (4), (6) и (8) в формулу (9), преобразований и перехода к среднему напряжению волочения триметаллической заготовки получим

где 
 - относительные площади сечения каждого из слоев, составляющих триметаллическую заготовку.
- относительные площади сечения каждого из слоев, составляющих триметаллическую заготовку.
Минимальное значение напряжения волочения и соответственно усилия волочения триметаллической заготовки, а также энергоемкости процесса, обеспечивается из условия равенства нулю производной от напряжения волочения по тангенсу угла наклона образующей рабочего канала волочильного инструмента, а именно
Продифференцировав выражение (10) согласно условию (11), после преобразований получим уравнение для определения оптимального значения тангенса угла наклона образующей рабочего канала волоки к оси волочения

и соответственно

Соотношение (1) позволяет определить оптимальный угол наклона образующей рабочего канала волоки к оси волочения, что обеспечивает минимальное значение напряжения волочения и минимальную энергоемкость процесса волочения триметаллической заготовки.
Пример реализации предлагаемого способа.
Предлагаемый способ использован для волочения триметаллической заготовки низкотемпературного сверхпроводника, состоящего из медного сердечника, промежуточного сверхпроводникового ниобия и медной стабилизирующей оболочки. При этом геометрические и физические соотношения составляли: 

 σs1=σs3=300 МПа; σs2=500 МПа. При волочении заготовки через волочильный инструмент с αв=12° без противонатяжения и вытяжки λ=1,2 при коэффициенте трения f=0,1 среднее напряжение триметаллической заготовки волочения составило 154 МПа.
σs1=σs3=300 МПа; σs2=500 МПа. При волочении заготовки через волочильный инструмент с αв=12° без противонатяжения и вытяжки λ=1,2 при коэффициенте трения f=0,1 среднее напряжение триметаллической заготовки волочения составило 154 МПа.
По формуле (1) предлагаемого способа определили оптимальный угол конусности волочильного инструмента, получили  . После изготовления инструмента с оптимальной конусностью провели волочение заготовки с прежними технологическими параметрами, среднее напряжение волочения при этом оказалось равным 134,3 МПа.
. После изготовления инструмента с оптимальной конусностью провели волочение заготовки с прежними технологическими параметрами, среднее напряжение волочения при этом оказалось равным 134,3 МПа.
Таким образом, снижение среднего напряжения волочения при использовании предлагаемого способа составило 12,8%.
Способ производства триметаллических прутковых и проволочных изделий, включающий предварительное формирование на изделии захватки с заостренным и коническим участками и последующее волочение через конический канал монолитной волоки, отличающийся тем, что используют волоку, угол наклона образующей рабочего канала к оси волочения которой составляет где - вытяжка при волочении;d, d - внешний диаметр триметаллического прутка или проволочной заготовки до и после деформации, соответственно, мм;σ, σ, σ - усредненные по зоне деформации сопротивления деформации протягиваемых материалов триметаллической заготовки, МПа; , , - относительные площади сечения каждого из слоев, составляющих триметаллическую заготовку;f - коэффициент внешнего трения в очаге деформации при волочении;σ - напряжение противонатяжения, МПа.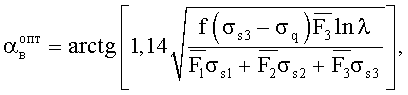
Способ диагностики рака молочной железы
Способ многократного пластического деформирования осесимметричных прутковых и проволочных металлоизделий
Способ механической обработки резанием осесимметричных деталей
Способ производства трубных металлоизделий пластической деформацией
Способ гидромеханического прессования прутковых изделий
Способ диагностики рака молочной железы
Способ многократного пластического деформирования осесимметричных прутковых и проволочных металлоизделий
Способ механической обработки резанием осесимметричных деталей
Способ производства трубных металлоизделий пластической деформацией
Способ гидромеханического прессования прутковых изделий
Способ обработки резанием осесимметричных деталей
Способ контроля дробеструйного упрочнения деталей
Способ производства осесимметричных прутковых и проволочных металлоизделий повышенной точности
Способ производства триметаллических прутковых и проволочных изделий
Способ производства прутковых и проволочных металлоизделий

