Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКОЙ ОБОЛОЧКИ ПРОЧНОГО КОРПУСА ПОДВОДНОГО АППАРАТА ИЗ СТЕКЛОМЕТАЛЛОКОМПОЗИТА
Вид РИД
Изобретение
Изобретение относится к морской технике и касается изготовления прочных корпусов подводных аппаратов, контейнеров и других подводных сооружений, а также трубопроводов.
Известен способ изготовления цилиндрической оболочки прочного корпуса подводного аппарата, включающий формирование цилиндрической оболочки из стеклянного слоя, облицованного металлическим покрытием в виде внешнего, внутреннего и торцевых облицовок, имеющих коэффициент температурного расширения, превышающий его величину у стекла (Патент РФ №2067060, МПК6 B63B 3/13, опубл. 27.09.1996 г., бюл. №27). В известном способе формирование оболочки производится путем заливки расплавленной стекломассы в пространство, ограниченное металлическими облицовками, нагретыми до температуры, обеспечивающей надежное соединение их со стекломатериалом. За счет разницы в коэффициентах температурного расширения стеклянный слой при остывании оболочки обжимается, что в сочетании с соответствующим температурным режимом позволяет исключить образование поверхностных микротрещин и реализовать в промышленном масштабе известные закономерности многократного повышения прочности и ударостойкости стекломатериала.
Недостатки известного способа заключаются в необходимости использования жаростойких конструкционных металлов, имеющих химическое сродство со стекломатериалом композита, и в практической сложности плотного заполнения глубоких щелей, образуемых металлическими облицовками. Тем самым накладываются существенные ограничения на применяемые металлы и создаются дополнительные технологические трудности для обеспечения надежного соединения металлических облицовок со стеклянным слоем и формированием равномерно плотного стеклянного слоя.
Известен также способ изготовления цилиндрической оболочки прочного корпуса подводного аппарата из стеклометаллокомпозита, включающий формирование цилиндрической оболочки из стеклянного слоя, облицованного металлическим покрытием в виде внешней, внутренней и торцевых облицовок, имеющих коэффициент температурного расширения, превышающий его величину у стекла (Патент РФ №2337036, C1 МПК B63B 3/13, B22D 13/00, опубл. 27.10.2008, бюл. №30 - прототип). В известном способе формирование цилиндрической оболочки из стекла производится центробежным методом путем подачи расплава стекломассы во внутреннюю полость внешней металлической облицовки и после понижения температуры стеклянного слоя до температуры, обеспечивающей его диффузионную сварку с внутренней металлической облицовкой, подают расплав металла и посредством центрифуги, формируют требуемой толщины внутреннюю металлическую облицовку. Затем цилиндрическую оболочку отжигают до полной релаксации напряжений и стабилизации стеклянного слоя, после чего понижают температуру цилиндрической оболочки в разъемной форме до температуры внешней среды и извлекают ее из формы.
К основному преимуществу известного способа следует отнести исключение возможности образования в стеклянном слое поверхностных микротрещин при формировании стеклянного слоя. Вследствие этого прочность и ударная стойкость стеклянного слоя повышаются в десятки раз. Металлические же облицовки используют только для исключения поверхностных микротрещин и предохранения стеклянного слоя от повреждений, в результате чего отпадает необходимость в использовании прочных металлических материалов для изготовления металлических облицовок.
К основному недостатку известного способа получения стеклометаллокомпозита следует отнести относительную сложность обеспечения надежного соединения внешней металлической облицовки со стеклянным слоем и, как следствие этого, сложность изготовления стеклометаллокомпозита.
Задачей, на решение которой направлено изобретение, является повышение надежности соединения внешней металлической облицовки со стеклянным слоем стеклометаллокомпозита и упрощение технологии изготовления цилиндрической оболочки в целом.
Поставленная задача достигается тем, что в способе изготовления цилиндрической оболочки прочного корпуса подводного аппарата из стеклометаллокомпозита, включающем формирование цилиндрической оболочки из стеклянного слоя, облицованного металлическим покрытием, в виде внешнего, внутреннего и торцевых облицовок, имеющих коэффициент температурного расширения, превышающий его величину у стекла, при котором формирование композита производят в разъемной форме путем подачи расплава стекломассы во внутреннюю полость внешней металлической облицовки и посредством центрифуги формируют требуемой толщины стеклянный слой на внутренней поверхности внешней металлической облицовки, затем температуру стеклянного слоя понижают до температуры, обеспечивающей его диффузионную сварку с внутренней металлической облицовкой, после чего на стеклянный слой подают расплав металла и посредством центрифуги формируют требуемой толщины внутреннюю металлическую облицовку цилиндрической оболочки, понижают температуру цилиндрической оболочки до температуры стеклования стеклянного слоя и выключают центрифугу, отжигают цилиндрическую оболочку до полной релаксации напряжений и стабилизации стеклянного слоя, понижают температуру цилиндрической оболочки в разъемной форме до температуры внешней среды и извлекают ее из разъемной формы, внешнюю металлическую облицовку изготовляют непосредственно в разъемной форме, для чего разъемную форму, с установленными в ней торцевыми облицовками, нагревают до температуры, обеспечивающей качественное формирование внешней металлической облицовки, и помещают в центрифугу, включают центрифугу и подают на внутренние стенки разъемной формы расплав металла и посредством центрифуги формируют внешнюю металлическую облицовку требуемой толщины, а затем, непосредственно на внутренней поверхности этой металлической облицовки, формируют стеклянный слой.
Кроме того, для формирования внешней и внутренней металлических облицовок используют металл, имеющий химическое сродство со стеклом стеклянного слоя стеклометаллокомпозита.
В заявленном способе изготовления цилиндрической оболочки прочного корпуса подводного аппарата из стеклометаллокомпозита общими существенными признаками для него и для его прототипа являются:
- формирование цилиндрической оболочки из стеклянного слоя, облицованного металлическим покрытием;
- в виде внешнего, внутреннего и торцевых облицовок, имеющих коэффициент температурного расширения, превышающий его величину у стекла;
- формирование композита производят в разъемной форме путем подачи расплава стекломассы во внутреннюю полость внешней металлической облицовки;
- посредством центрифуги формируют требуемой толщины стеклянный слой на внутренней поверхности внешней металлической облицовки;
- затем температуру стеклянного слоя понижают до температуры, обеспечивающей его диффузионную сварку с внутренней металлической облицовкой;
- после чего на стеклянный слой подают расплав металла и посредством центрифуги формируют требуемой толщины внутреннюю металлическую облицовку цилиндрической оболочки;
- понижают температуру цилиндрической оболочки до температуры стеклования стеклянного слоя и выключают центрифугу;
- отжигают цилиндрическую оболочку до полной релаксации напряжений и стабилизации стеклянного слоя;
- понижают температуру цилиндрической оболочки в разъемной форме до температуры внешней среды и извлекают ее из разъемной формы.
Сопоставительный анализ существенных признаков заявляемого способа изготовления цилиндрической оболочки прочного корпуса подводного аппарат из стеклометаллокомпозита и прототипа показывает, что первый в отличие от прототипа имеет следующие существенные отличительные признаки:
- внешнюю металлическую облицовку изготовляют непосредственно в разъемной форме;
- для чего разъемную форму, с установленными в ней торцевыми облицовками, нагревают до температуры, обеспечивающей качественное формирование внешней металлической облицовки, и помещают в центрифугу;
- включают центрифугу и подают на внутренние стенки разъемной формы расплав металла и посредством центрифуги формируют внешнюю металлическую облицовку требуемой толщины;
- затем, непосредственно на внутренней поверхности этой металлической облицовки, формируют стеклянный слой.
Высокие показатели прочности и ударной стойкости стеклометаллокомпозита достигаются в основном за счет исключения в стеклянном слое микротрещин. Существенное значение имеет также формирование пространственной наноструктуры в стеклянном слое стеклометаллокомпозита.
Механизм исключения образования поверхностных микротрещин заключается в следующем. Остывание стеклометаллокомпозита осуществляется через металлические облицовки, поэтому их температура оказывается ниже температуры стеклянного слоя. Вследствие этого металлические облицовки, обладающие более высокими коэффициентами температурного расширения, стремятся сократить свои размеры в большей мере, чем прилегающие к ним поверхности стеклянного слоя. Однако они встречают сопротивление со стороны присоединенного к ним стеклянного слоя, что вызывает их растягивание и стягивание прилегающих к ним поверхностей стеклянного слоя. Тем самым создаются механические препятствия к растрескиванию поверхностей стеклянного слоя. В результате формируется плотный внутренний стеклянный слой без поверхностных микротрещин.
В качестве примера формирования пространственной наноструктуры стеклянного слоя в составе с металлическими облицовками, имеющими с ним химическое сродство, рассмотрим силикатное стекло и алюминий.
Высокая прочность силикатного стекла обеспечивается его внутренней наноструктурой. Основу силикатного стекла составляют элементарные тетраэдры, в центре которых располагаются атомы кремния, а в вершинах атомы активного кислорода. При наличии в составе рецептуры силикатного стекла оксидов алюминия в структуру стекла встраиваются элементарные тетраэдры, в центре которых находятся атомы алюминия, а в вершинах - активный кислород [Пух В.П., Байкова Л.Г., Кириенко М.Ф. и др. Атомная структура и прочность неорганических стекол // Физика твердого тела, 2005. - Т.47. - Вып.5. - С.850-855]. Через атомы активного кислорода элементарные тетраэдры соединяются между собой, образуя пространственную наноструктуру стекла. При формировании стеклянного слоя стеклометаллокомпозита из силикатного стекла на его поверхности оказываются активные атомы кислорода. Алюминий, в период своего образования, активно взаимодействует с кислородом воздуха, покрываясь прочным оксидным слоем [Алюминий: свойства и физическое металловедение: Справочник. - М: Металлургия, 1989. - 425 с.]. При соприкосновении расплава алюминия с расплавом силикатного стекла активные атомы кислорода, выходящие на поверхность силикатного стекла, поглощаются алюминием с образованием ковалентных связей соединения алюминия со стеклом. Тем самым образуется прочная и надежная химическая связь стеклянного слоя стеклометаллокомпозита с облицовками из алюминия. Подобный механизм образования химических связей присущ и алюминиево-магниевым сплавам.
Таким образом, повышение надежности соединения металлических облицовок со стеклянным слоем достигается за счет создания прочных химических связей между металлическими облицовками и стеклянным слоем.
Упрощение технологического режима изготовления стеклометаллокомпозита и повышение надежности соединения металлических облицовок со стеклянным слоем стеклометаллокомпозита, без снижения его прочности и ударной стойкости, достигается тем, что внешнюю облицовку, как и внутреннюю облицовку, изготовляют из расплава металла, имеющего химическое сродство со стеклянным слоем, непосредственно при формировании композиционного материала.
На основании изложенного можно заключить, что совокупность существенных признаков заявленного изобретения имеет причинно-следственную связь с достигнутым техническим результатом, т.е. благодаря данной совокупности существенных признаков изобретения стало возможным решить поставленную задачу, а именно повысить надежность соединения металлических облицовок со стеклянным слоем стеклометаллокомпозита и значительно упростить технологический режим изготовления стеклометаллокомпозита без снижения его прочности и ударной стойкости. Следовательно, заявленное изобретение является новым и обладает изобретательным уровнем, так как оно явным образом не следует из уровня техники и пригодно для практического применения.
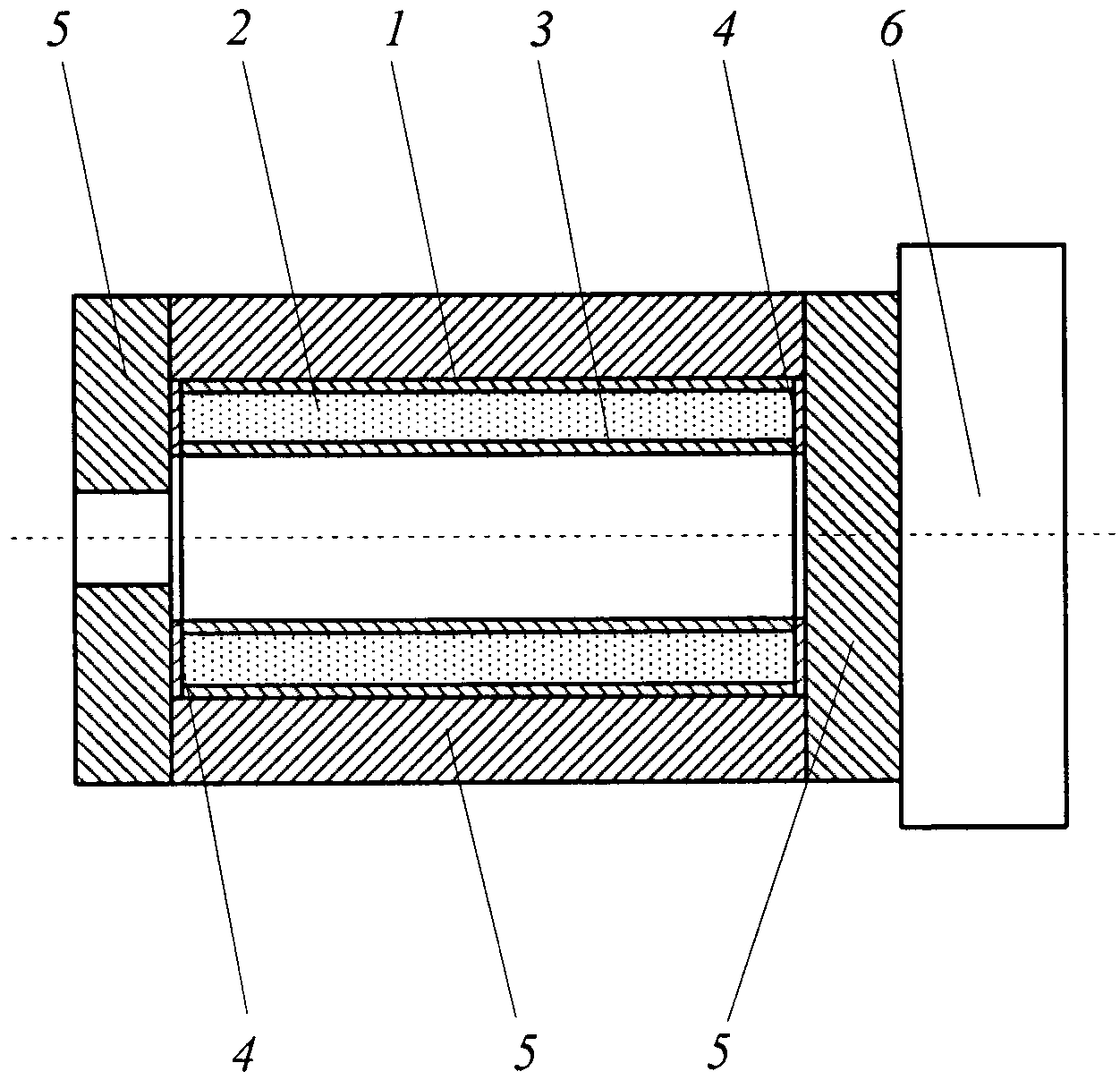
Предлагаемый способ изготовления цилиндрической оболочки прочного корпуса подводного аппарат из стеклометаллокомпозита поясняется чертежом, на котором в схематическом виде приведена цилиндрическая оболочка, сформированная на центрифуге. На чертеже обозначены: 1 - внешняя металлическая облицовка цилиндрической оболочки; 2 - стеклянный слой цилиндрической оболочки; 3 - внутренняя металлическая облицовка цилиндрической оболочки; 4 - торцевые металлические облицовки цилиндрической оболочки; 5 - разъемная форма; 6 - центрифуга.
Способ осуществляют следующим образом. В форму 5 помещают предварительно подготовленные торцевые металлические облицовки 4, нагревают ее до температуры, обеспечивающей качественное формирование внешней металлической облицовки 1, и помещают в центрифугу 6. Включают центрифугу 6 и подают расплав металла во внутрь формы 5 для формирования внешней металлической облицовки 1. Не прерывая процесса, на расплав металла 1 наносят расплав стекла для формирования стеклянного слоя 2. Частоту и время работы центрифуги 6 определяют расчетно-экспериментальным методом в зависимости от размеров цилиндрической оболочки исходя из равномерно плотного нанесения стекломассы на расплав металлической облицовки 1 и сохранения равномерной толщины стеклянного слоя 2 и металлической облицовки 1 при их остывании до температуры стеклования стеклянного слоя. При этом стекломассу можно наносить послойно, чередуя нанесением расплава металла для металлических прослоек, используя различные рецептуры стекла для каждого промежуточного слоя. Температуру стеклянного слоя 2 понижают до температуры, обеспечивающей надежное соединение стеклянного слоя 2 с расплавом металла внутренней металлической облицовки 3, и на стеклянный слой 2 подают расплав металла для формирования внутренней облицовки 3. Посредством центрифуги 6 формируют требуемой толщины металлические облицовки 1, 3 и стеклянный слой 2. При работающей центрифуге 6 остужают цилиндрическую оболочку до температуры стеклования стеклянного слоя 2. Отключают центрифугу 6 и производят отжиг цилиндрической оболочки при температуре стеклования до полной релаксации напряжений и стабилизации свойств стеклянного слоя 2. Цилиндрическую оболочку остужают до температуры внешней среды и извлекают ее из формы 5. Для повышения надежности соединения металлических облицовок и прослоек со стеклом формирование стеклометаллокомпозита можно производить в нейтральной среде, а для обеспечения равномерной толщины стеклянного слоя стеклометаллокомпозита отжиг цилиндрической оболочки можно производить при работе центрифуги на малых оборотах вращения.
Технический результат изобретения заключается в создании конструкционного наноматериала, в состав которого входит стеклянный слой с пространственной наноструктурой, покрытый надежно соединенными с ним металлическими облицовками. Высокие показатели прочности и ударной стойкости стеклометаллокомпозита обеспечиваются исключением поверхностных микротрещин в стеклянном слое и формированием пространственной наноструктуры стеклянного слоя.
Широкополосный гидроакустический пьезопреобразователь
Модуль комплексного антенного устройства радиоэлектронных средств автономного необитаемого подводного аппарата
Способ оценки количества лопастей винта шумящего в море объекта
Способ обнаружения подводного источника широкополосного шума
Гидроакустическая глубоководная антенна
Способ классификации, определения координат и параметров движения шумящего в море объекта в инфразвуковом диапазоне частот
Устройство для подводного пуска и приема автономного необитаемого подводного аппарата
Гидроакустическая станция контроля подводной обстановки
Система шумопеленгования гидроакустического комплекса подводной лодки
Модульный надувной радиолокационный отражатель
Устройство для бесконтактной передачи электроэнергии на подводный объект через трансформатор с низким коэффициентом магнитной связи
Способ изготовления трубы из стеклометаллокомпозита
Способ изготовления цилиндрической оболочки прочного корпуса подводного аппарата
Водонепроницаемый прочный корпус подводного аппарата из стеклометаллокомпозита

